Присадка для сварки титана аргоном
Обновлено: 14.05.2024
Хорошим специалистом в области сварки может называть себя только тот мастер, который хотя бы теоретически знает главные нюансы основных ее видов. Вот почему стоит выяснить основные особенности техники сварки титана аргоном. Подобная работа сложнее, чем обыкновенные манипуляции с черными металлами и нержавеющей сталью.


Особенности
Актуальность сварки титана аргоном несомненна. Этот металл не только очень прочен и сравнительно инертен химически, но и относительно легок. Поэтому его используют во многих местах, и вероятность столкнуться с титановыми изделиями велика у любого сварщика.
Главная специфика работы с аргоном обусловлена его тугоплавкостью.


Можно использовать только очень мощное оборудование.
Но высокая температура плавления титана и его основных сплавов не означают абсолютную устойчивость в любых условиях. После сильного нагрева такой металл будет крайне активно вбирать все газы из воздуха. Именно подобное обстоятельство и заставляет применять сварку в среде устойчивых химически газов. Стоит учесть, что у титана есть 2 стабильные фазы. В состоянии «альфа», наблюдающемся при нормальных условиях, характерна мелкозернистая структура.
Состояние «бета» наступает при прогреве до 880 градусов. В этот момент начинается заметный рост размеров зерна. Важно отметить, что титан становится тогда чувствителен к скорости охлаждения. Дополнительные трудности при сварке (кроме аргонодуговой) создают:
его слабая теплопроводность;
опасность самовозгорания в кислородной оболочке при прогреве до 400 градусов;
окисление в присутствии углекислого газа;
вероятность появления хрупких азотистых веществ при 600 градусах и выше;
на 250 градусах — впитывание водорода.


Преимуществами аргоновой сварки титана являются:
возможность сделать добротный шов;
применение сравнительно малых токов;
возможность нарастить толщину шва на проблемных участках;
пригодность для работы с большими и мелкими образцами в равной степени.
Предварительную очистку делают:




Технология
Если толщина металла увеличивается до 1,2 мм, то эти показатели составят соответственно:
6-8 л газа за минуту;


Толстый (3 мм) титан надо сваривать электродами диаметром 2,5-3 мм. Напряжение при этом составит 12-13 В. Сила тока равна 200-220 А. Скорость сварки можно увеличить до 20-22 м/с. Расход газа в горелке составляет от 9 до 12 л за минуту, а по обратной стороне от 3 до 4 л.


Ручная работа с титаном и сплавами на его основе производится только вольфрамовыми электродами. Для этого используют постоянный ток обратной полярности. Обязательно применяют оснастку для изоляции рабочих зон и прогретых областей. Если варят трубопроводы из титана, их наполняют аргоном изнутри.
До начала работы требуется готовить сварные кромки и присадки. Обязательно нужно отполировать (вычистить) все поверхности при помощи стальных щеток. Если таких щеток нет, применяют наждачную бумагу любой фракции. Дополнительно проводится обезжиривание. Для этой цели применяют спирт либо ацетон.


Снять оксидную пленку можно путем травления. Травящая смесь включает фтористоводородную кислоту (в исходной концентрации 2-4%) и азотную кислоту (в исходной концентрации 30-40%). Температура рабочей смеси не может превышать 60 градусов. Предельное время обработки — 30 секунд. Присадочные материалы любого типа не могут выходить за пределы защищенного газом объема; в противном случае они сильно засоряются.
При аргонной сварке титана можно применять подкладки из меди либо стали. В этих подкладках допускается прорезание отверстий для поступления газа. В процессе работы с трубами используют фартуки с различной степенью закругления. Она определяется прежде всего диаметром трубы. Если выполняется соединение встык либо внахлест по металлу не толще 3 мм, присадочная проволока необязательна.
Просто выставляют сопло большего диаметра и наращивают подачу газа. Варят титан строго на короткой электродуге. Присадочные прутки нужно подавать без перерыва. Важно: только метод проб и ошибок позволит сварщикам научиться правильно выполнять свою работу. Промахи на начальной стадии совершенно неизбежны.


Подготовка к сварке непроста. Перед нею требуется на 100% убрать поверхность заготовки. В нем содержатся значительные количества атмосферных газов. Если они оттуда попадут встык, они ухудшат его качество. Толстые детали требуют разделывания кромок. Углы раскрытия должны составлять ровно 60 градусов.
Если намеченные к сварке детали подверглись ранее резке газовым или плазменным резаком, кромки отрезают чисто механически. Расстояние отреза равно как минимум 3-5 мм.


Очень важную роль играет защита корневого шва.
Без нее трудно обойтись даже в ситуациях, когда сварной стык не находится на поверхности с другого края. Ведь бурная реакция с обычным воздухом происходит уже при 300-400 градусах.
Изоляция производится:
плотно подогнанными подкладками из стали либо меди;
подкачкой нейтрализатора в особые проходы внутри подкладок;
закачиванием аргона во внутреннюю часть свариваемой конструкции.
Сваривание толстых конструкций без прикрытия с оборотной стороны выполняется при помощи коротких швов. Их длина не превышает 1,5-2 см. Обязательно делают перерывы для охлаждения. Температура в комнатах, где варят титан, ограничена 15 градусами. Предельный темп перемещения воздуха составляет 0,5 м/с.
Методы
Варить титан в аргоновой среде вручную целесообразно, когда делаются какие-то уникальные вещи. Этот подход применяют и организаторы мелкосерийных производств. В обоих случаях подразумевается, что запрограммировать автомат на те же задачи невозможно, а особого выигрыша при использовании полуавтоматов нет. Если толщина листа не превышает 3 мм, зазор обычно делают 0,5-1,5 мм. Необходимости в добавлении присадки нет.


Работая с электродом, нужно двигать его строго прямо, не отклоняя в стороны. При этом обязателен наклон вперед по направлению шва. Когда используется электрод 1,5 мм сечением и присадочная проволока на 2 мм, можно уверенно обрабатывать даже листы толщиной до 2 мм. Сила тока при этом составляет 100 А. К сведению: при толщине листа 3 или 4 мм нужно поднять силу тока до 140 А.
Когда шов завершен и дуга отключена, подачу защищающего газа сразу останавливать нельзя! Она должна продолжаться еще не менее 1,5-2 минут. Только тогда можно гарантировать охлаждение последнего обрабатывавшегося участка примерно до 400 градусов. В подобном режиме можно уже не опасаться возникновения вредных окислов. Иначе работают при использовании автоматических установок.
В этом случае также берут вольфрамовые электроды. Но подавать на них надо строго постоянный ток.
При использовании неплавящихся инструментов предпочтителен ток прямой полярности.
Сопла газовой защитной горелки должны иметь диаметр от 1,2 до 1,5 см. Разжигать и гасить дугу надо не на самих деталях, а на находящихся рядом планках, в противном случае начальные и конечные рывки напряжения могут проплавить обрабатываемое изделие.
Оборудование и материалы
Аргонная сварка титана позволяет применять почти все сварочные аппараты, отличающиеся жесткой вольт-амперной характеристикой. Нормальная сила тока должна достигать 140 А. Как уже говорилось, предпочтительны электроды из вольфрама. Часто практикуется струйная защита, когда поток газа ориентируют при помощи сопел и отражателей. Альтернативное решение подразумевает использование камер, наполненных газом и отличающихся герметичным устройством.
Для работы в этих камерах применяют промышленные манипуляторы. Разумеется, это сильно усложняет и удорожает сварку. Применять подобный метод за пределами индустриальных цехов практически невозможно. На крупных производствах применяют полностью герметизированные камеры большого размера. Атмосфера внутри них контролируется очень тщательно. Находящиеся внутри сварщики используют специальные защитные костюмы.
Что касается электродов, то теоретически допустимы любые вольфрамовые инструменты. Однако не все из них гарантируют одинаковое качество соединений и приличную стабильность дуги. Больше других подходят лантанированные приспособления с маркировкой ЭВЛ либо WL. Рабочий наконечник электрода требуется заточить под углом строго от 30 до 45 градусов.
Присадочная проволока (пруток) может делаться из титана различных типов. Чтобы шов не насыщался водородом, присутствующим в сварочном прутке, изделие обрабатывают дополнительно, обжигая в вакууме. Такая процедура гарантированно удалит даже небольшие следы водорода.
Важно: присадочную проволоку также очищают от окислов и обезжиривают.
Оценивая потребность в аргоне, стоит учитывать, что толстостенные конструкции можно варить и без защиты задней стороны (но только при поверхностном формировании шва и слабом прогреве всего изделия в целом).
Возможные дефекты
При нормальной работе прочность шва составляет до 80% от крепости необработанного металла. Но при наличии деформаций она может понизиться на 40, на 60% и даже больше. Частыми проблемами являются образование пор и холодное растрескивание. Пористость усиливается в присутствии газовых примесей. Самой опасной из них является водород.
Предотвратить такую проблему помогает обеспечение чистоты сварочного материала и тщательный выбор рабочего режима.
Холодные трещины в основном возникают из-за того же водорода, вернее, из-за провоцируемого им ослабления металла, повышения хрупкости.
Растрескивание может происходить как немедленно после сварочных работ, так и спустя долгое время. Судить надежность газовой защиты помогает окрас шва. В идеале этот шов должен иметь серебристый цвет.
Чуть хуже обстоят дела, когда свариваемая плоскость окрашена в светлый соломенный тон. Это означает, что нарушения защиты допущены, но они не слишком существенны. Недопустимы швы голубого, коричневого, сероватого цвета. Каких-либо других тонкостей в бытовой практике нет. А вот в промышленности могут проводиться исследования неразрушающими методами, выявляющие раковины и другие внутренние деформации.
Видео о сварке титана аргоном для новичка ниже.
Сварка титана аргоном

Среди других металлов титан выделяется малым весом и способностью противостоять коррозии. По этой причине он активно используется в производстве сложных узлов для нужд авиации, судостроения, машиностроения. В этой статье мы поговорим о таком виде обработки, как сварка титана аргоном.
Технология и особенности сварки титана аргоном

Сварка титана является сложной задачей, так как для его расплавления требуется очень высокая температура. Однако при сильном нагреве этот металл становится химически очень активным к входящим в состав воздуха газам.
Далеко не каждый знает, но титан, относясь к самым прочным металлам на нашей планете, достаточно часто встречается в природе – даже чаще, чем, например, цинк или медь. Этот металл тусклого серого цвета плавится при 1700 °C. С технической точки зрения его основная ценность, как мы уже говорили, состоит в высокой стойкости к ржавлению, а также относительно небольшой теплоте при сваривании.
Температура плавления сплавов титана зависит от марки и колеблется в пределах 1470 – 1825 °C. По сравнению с другими разновидностями металлов, они отличаются легкостью (за счет низкой плотности) при высокой прочности, из-за чего их используют в качестве материала для велосипедных рам, деталей гоночных авто. Но нужно понимать, что специфические свойства сплавов превращают их сварку в сложный процесс.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Необходимо отметить, что металл может находиться в одной из стабильных фаз, их обозначают латинскими буквами α и β:
- Фаза α представляет собой состояние при температуре окружающей среды, при этом у металла мелкозернистая структура, он полностью инертен к скорости охлаждения.
- Фаза β достигается при температуре от 880 0 С: зерно становится крупнее, возникает чувствительность к охлаждению (скорости процесса).
Указанные фазы стабилизируют при помощи добавок и легирующих элементов: O, N, Al (для α) или V, Cr, Mn (для β). По этой причине все титановые сплавы принято разделять на группы в соответствии с использованным типом присадок:
- ВТ1 – ВТ5.1 Это так называемые α-сплавы. Отличаются пластичностью, хорошо свариваются, но их прочность не повышается за счет термообработки.
- ВТ 15 – 22. β-сплавы, которые свариваются хуже, нередко с появлением холодных трещин. На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β. Свойства таких промежуточных сплавов зависят от вида и доли использованных добавок.
Стоит более подробно остановиться на свойствах титана, из-за которых возникает сложность сварочных работ:
- плотность 4,51 г/см³;
- прочность 267 – 337 Мпа;
- температура плавления 1668 0 С;
- низкая теплопроводность;
- возможность самовозгорания при нагреве до 400 °C и контакте с кислородом;
- окисление углекислотой;
- образование твердых, но хрупких нитридных соединений при нагреве до 600 °C и прямом контакте с азотом;
- способность поглощать водород при достижении 250 °C;
- увеличение зерна при 880 °C и выше.

Повышение температуры до отметки 400 – 500 °C и более является критичным для титана. Сильный нагрев влечет за собой резкое повышение химической активности, из-за чего металл вступает в реакцию с атмосферным воздухом. Все это негативно отражается на прочности сварного шва, образуются гидриды, нитриды, карбиды, пр. Несоблюдение ГОСТа чревато тем, что шов не выдержит даже легкого удара.
Проведенная по всем правилам сварка аргоном обеспечивает прочность шва 0,6 – 0,8 от показателя самого металла.
Для сварных швов действует ГОСТ Р ИСО 5817-2009, он фиксирует качество сварки таких металлов: стали, титана, никеля, их сплавов, максимально допустимые уровни дефектов изделия.
Чистый титан мало используется в производстве из-за недостаточной прочности. Поэтому если речь идет, например, о сварке титана аргоном, подразумевается какой-либо его сплав, иными словами, титан и легирующий элемент.
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
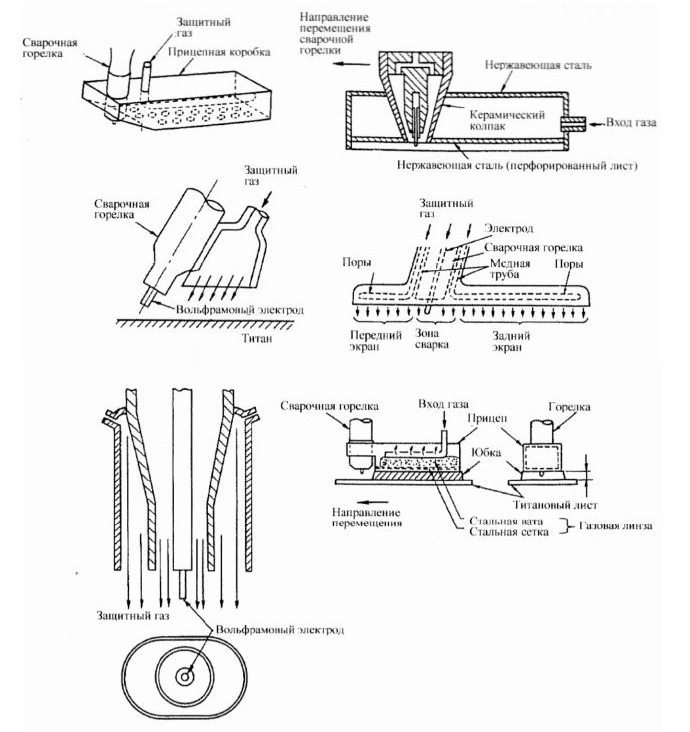
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.

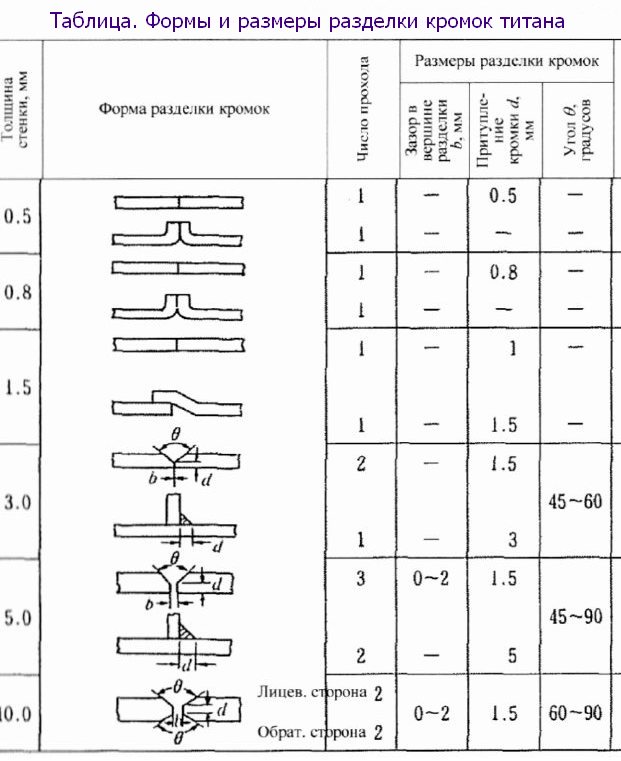
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.

Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.
Рекомендуем статьи по металлообработке
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер. Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном. Далее пора переходить к сварке.
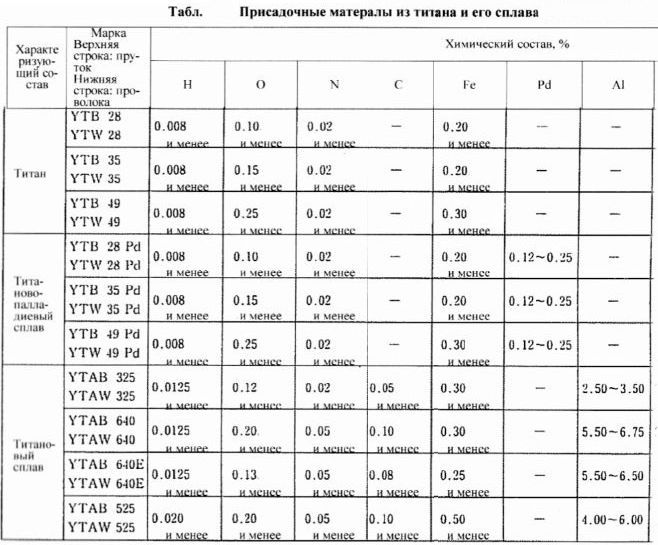
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:

Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе.
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва.
Методы сварки титана аргоном
Сварка титана осуществляется как «холодным» методом, так и методом дугового флюса либо при помощи плазменно-дуговой сварки. Однако наибольшее распространение получил метод сварки титана аргоном, то есть плавлением в изолированной аргоновой среде, так называемая TIG-сварка.
Для соединения деталей крупного сечения применяют метод электрошлаковой сварки аргоном.
Немаловажное значение играет вид сплава. Так, напомним, что титан марки ВТ1-ВТ5 отлично сваривается, хотя не подлежит закалке. Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый, относительно слабый шов, но закалка может повысить его прочность. Остальные виды титановых сплавов считаются промежуточными.
Сегодня используются следующие виды контактной сварки аргоном:
- стыковая;
- точечная;
- роликовая;
- конденсаторная стыковая (для труб).
При работе с использованием флюса в ход идет бескислородный флюс АН-11 или АН-Т2.
Ручная сварка сплавов с титаном аргоном производится постоянным током прямой полярности в пределах 90 – 200 А. Отметим, что этот показатель зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки.
Следите за цветом получившегося шва. Если перед вами яркий серебристый шов, все хорошо. Тогда как желтоватый или голубой оттенок говорит, что рано прекращена подача защитного газа. Самый худший вариант – это серые, темно-синие или белесые швы, поскольку их нужно полностью удалять и качественно зачищать стыки для повторного соединения. Для зачистки берут щетку для металла из нержавейки.

Нюансы ручного режима сварки титана в аргоне
Добиться прочного шва при сварке титана аргоном удается за счет обеспечения чистоты поверхности деталей и присадки. Другим обязательным условием является правильная настройка сварочного аппарата. При несоблюдении техники сварки аргоном на месте шва всегда появляются сварные дефекты. Прежде чем приступать к работе, выполните продувку и прочистку горелки, защитной насадки. Не забывайте про подкладки для обратной стороны шва – с их помощью можно проверить наличие воздуха в системе.
Сварка ведется без предварительного нагрева. Исключение составляют ситуации, когда возможна влажность, наличие конденсата на титане – тогда нужен нагрев до 70 °C.
При TIG-технологии рекомендуется высокочастотное зажигание для дуги. Когда вы работаете с присадкой, длина дуги равна 1 – 1,5 сечения электрода. Если сварка аргоном производится без присадки, этот параметр соответствует диаметру вольфрамового электрода. Помните, что в царапинах, образующихся на металле при касании вольфрамовых электродов, остаются частицы вольфрама. Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.

При соединении аргоном тонкостенных деталей зазор между кромками должен составлять 0,5 – 1,5 мм. В этом случае можно не формировать кромки и отказаться от присадочной проволоки. Кстати, последняя должна совпадать по составу с основным свариваемым металлом.
Сварка титана аргоном предполагает такие режимы: если используется вольфрамовый электрод диаметром 1,5 – 2 мм и присадочная проволока диаметром 2 мм, а толщина свариваемых заготовок составляет 2 мм, нужно выдерживать ток 90 – 100 ампер. Повышение толщины металла до 4 мм позволяет варить его током в 120 – 140 ампер. И самое главное, о чем нужно помнить: для работы с титаном и его сплавами используется переменный ток постоянной полярности.
Также есть ряд других существенных условий для качественной сварки титана аргоном:
- Для ручной технологии используется короткая дуга, не допускаются колебания электрода, присадки. Сварщик осуществляет движение вдоль шва.
- Сваривание ведется углом вперед, то есть электрод должен быть направлен в сторону, противоположную направлению движения.
- Угол между присадкой и электродом 90°.
- Присадка подается в сварочную ванну непрерывно.
- После гашения дуги защитный газ продолжает подаваться, обеспечивая охлаждение ниже 400 0 С, в среднем на это уходит минута.

Дальнейшее охлаждение металла является гарантией качественного шва. Вы можете определить это по цвету. В норме шов светлый, соломенный, желтый. А вот серый, синеватый или черный говорят об окислении, что плохо сказывается на качестве.
Технология сварки аргоном полуавтоматом или автоматом совпадает с ручной. Единственный нюанс, о котором нельзя забывать – отверстия в сопле горелки. В соответствии с ГОСТ их диаметр равен 12 – 15 мм. Зажигать и гасить горелку рекомендуется на специальных подкладках, планках.
Как выполняется автоматическая сварка титана
Для этого используется вольфрамовый электрод. Причем размер отверстий сварочной горелки должен находиться в пределах 12 – 15 мм. Также нужно учесть, что соединение неплавящимся электродом лучше проводить постоянным током прямой полярности.
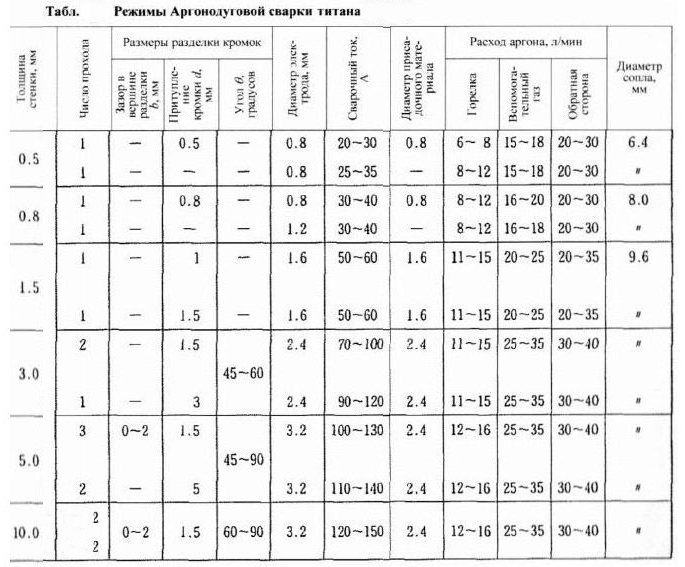
Высокая активность титана вынуждает зажигать и гасить горелку на специальных планках, вне изделия. Как и при ручной технологии, газ подают еще 1 минуту после гашения дуги, защищая шов и переходную зону от окисления. Далее представлены режимы для автоматической сварки титана аргоном в защитных газах и под флюсом:
Современная технология сварки аргоном

Технология сварки с использованием высокотемпературной дуги широко применяется в производстве для соединения металлических деталей. Однако данная технология подходит не для всех сплавов. Некоторые металлы при достижении температуры плавления на открытом воздухе окисляются. В результате структура материала меняется, его полезные технологические свойства теряются. Поэтому используется специальная технология сварки аргоном, когда при нагреве металла электрической дугой применяется инертный газ, защищающий сплав от окисления.
Особенности технологии сварки аргоном

Сварка осуществляется в аргонной среде, создающей защиту от окисления в местах соединения двух металлических деталей. Окисление происходит из-за воздействия кислорода, содержащегося в воздухе. Аргон же создает защитную оболочку вокруг зоны обработки и не позволяет кислороду проникать в эту зону.
Аргонная сварка может производиться в ручном, полуавтоматическом и автоматическом режимах. Общепринята более широкая классификация режимов сварочных работ, зависящая как от способа, так и от применяемых электродов. Так, используется два вида электродов: плавящиеся и неплавящиеся. Во втором случае электрод представляет собой вольфрамовую проволоку, обеспечивающую надежное и прочное соединение любых металлов, в том числе разных по свойствам.

Методы аргонодуговой сварки классифицируются следующим образом:
- ручной с использованием неплавящегося электрода РАД;
- автоматический с применением неплавящегося электрода ААД;
- автоматический с использованием плавящегося электрода ААДП.
Основные достоинства технологии:
- относительно низкая температура нагрева, позволяющая сохранить конфигурацию соединяемых элементов;
- максимальная защита зоны обработки от воздействия кислорода благодаря высокой плотности и инертности аргона;
- высокая тепловая мощность дуги, позволяющая выполнить работу за достаточно короткое время;
- простота процесса, благодаря чему использовать технологию могут новички;
- универсальность применения технологии, позволяющая сваривать различные по свойствам металлы и их сплавы, соединить которые другими способами не получится.
Технология сварки аргоном (видео):
.
Из недостатков технологии:
- Чувствительность аргонной защиты к ветру и сквознякам.
- Конструктивно сложное сварочное оборудование, трудности при настройке режимов его работы.
- Необходимость в дополнительном охлаждении соединений при использовании высокоамперной дуги.
- Неплавящийся электрод и присадочную проволоку перемещают исключительно вдоль сварного шва, без поперечных движений. Выход присадочной проволоки из зоны действия инертного газа недопустим.
- Для улучшения качества сварного шва соединяемые детали желательно обрабатывать аргоном как с лицевой, так и с обратной стороны. Нужно учесть, что расход газа при этом будет увеличен.
- Запрещается дотрагиваться электродом поверхностей заготовок из нержавейки даже в процессе розжига дуги. Разжигать дугу допускается на угольной или графитовой пластине, после чего дуга переносится на обрабатываемый металл. Для бесконтактного розжига можно воспользоваться осциллятором.
- После окончания сварочных работ подачу аргона прекращать сразу же не следует. Это нужно для более быстрого остывания сварного шва и электрода, при этом они будут защищены от окисления. Подачу газа можно прекращать через 10–15 секунд после завершения сварочного процесса. Данное правило справедливо для всех металлов.
- цветные металлы;
- чугун;
- нержавеющую сталь.
При ветре газ частично улетучивается, оставляя без защиты соединение и, соответственно, снижая его качество. По этой причине сварочные работы с использованием аргонной струи следует выполнять в вентилируемых закрытых помещениях без сквозняков.

Аргонная сварка широко применяется для соединения между собой медных, титановых, алюминиевых, бронзовых, стальных изделий, а также элементов из нержавеющей стали и цветных металлов. Сварочные работы с этими металлами представляют определенную сложность, и именно аргонная технология показывает здесь свою наибольшую эффективность. С помощью данной технологии соединяют различные металлические детали, трубы и элементы отделки. Большое распространение в современной промышленности получила технология сварки нержавеющих труб аргоном.
Технология сварки нержавеющих труб аргоном (видео):

Технологии сварки аргоном различных металлов
Сварочные работы с применением аргона позволяют создавать герметичный шов, не нуждающийся в последующей обработке. Фактически, таким способом можно соединять детали из всех известных на сегодня металлов и сплавов.
1. Технология сварки алюминия аргоном.
В качестве электродов применяются плавящиеся и неплавящиеся элементы. Для ручного, полуавтоматического и полностью автоматического метода могут использоваться неплавящиеся электроды. Для большей стабильности дуги желательно пользоваться осцилляторами либо импульсными возбудителями. Данным способом имеет смысл соединять металлические детали толщиной 10–12 мм. Элементы из алюминия большей толщины сваривать таким способом невыгодно по причине низкой производительности и перегрева зоны обработки. В данном случае лучше использовать плавящиеся электроды.
Сварка тонколистового алюминия (толщиной 0,2–2 мм) осуществляется в один проход без использования присадочного материала на съемных или остающихся подкладках. Конец присадочного прутка в случае его применения нежелательно выносить за пределы зоны действия аргона во избежание окисления. Дуга при этом должна быть длиной не более 2,5 мм.

Металл толщиной от 6 до 8 мм сваривается «левым способом», позволяющим снизить перегрев соединения. Сваривание изделий из более толстого металла (8–12 мм) рекомендуют выполнять плавящимися электродами, если это возможно. В противном случае пользуются «правым способом», облегчающим контроль выполнения работ.
2. Технология сварки нержавейки аргоном.
Сварка изделий из нержавеющей стали в целом производится стандартным способом с учетом некоторых нюансов:
Технология сварки нержавейки аргоном (видео):
3. Технология сварки латуни аргоном.

Латунные изделия варятся с применением аргона чаще всего при толщине металла более 5 мм. Тепло вырабатывается электрической дугой, возникающей между электродом и поверхностью обрабатываемых заготовок. Электрод крепится в зажиме горелки, проводящем электрический ток. Через сопло этой горелки поступает газ. Сварной шов создается из присадочного материала, который по составу должен максимально подходить к металлу обрабатываемых деталей.
Непосредственно перед сварочными работами поверхности заготовок требуется тщательно очистить от грязи и оксидной пленки. В итоге поверхности должны обрести характерный металлический блеск. Оксидную пленку можно удалить с помощью азотной кислоты, после чего заготовки требуется промыть горячей водой. Процесс будет сопровождаться заметным треском, возникающим в результате высвобождения паров цинка – они также окрашивают дугу в необычный цвет. Этот эффект можно увидеть на демонстрационных видеороликах.
4. Технология сварки титана аргоном.
Технология подразумевает использование вольфрамовых электродов и постоянного тока прямой полярности. В некоторых случаях к сварочному аппарату требуются дополнительные элементы, подающие инертный газ и вытесняющие воздух из сварочной зоны. Такие аксессуары бывают различных форм и размеров.
Допустимо использование стальных и медных подкладок с вырезанными отверстиями для подачи аргона. Для сваривания участков труб применяют специальные фартуки, подбираемые в зависимости от диаметра труб. В случае соединения внахлест или встык и при толщине металла не более 3 мм присадку можно не использовать. Достаточно настроить больший диаметр сопла и увеличить подачу газа.

Титановые детали варят короткой дугой с непрерывной подачей присадочной проволоки, плавными движениями без колебаний. После завершения сварочных работ желательно подавать газ еще в течение одной минуты для защиты шва от окисления в процессе остывания.
Технология сварки титана аргоном (видео):
5. Технология сварки меди аргоном.
Данная технология подразумевает использование смеси газов, состоящей из аргона (75 %) и азота (25 %). Соответственно, аргон придает дуге большую стабильность, а азот создает качественную сварочную ванну. Для соединения медных изделий требуются вольфрамовые лаптанированные (ЭВЛ) или итерированные (ЭВИ) электроды.
При соединении деталей из меди толщиной более 5 мм необходима разделка кромок, подобная той, что применяется в электродуговой сварке стальных труб. Такая необходимость продиктована высокой теплопроводностью меди – без предварительной разделки металл на всю толщину не прогревается. При этом если толщина его превышает 12 мм, требуется разделка обеих кромок соединяемых деталей, тогда как при толщине от 5 до 12 мм достаточно разделать только одну кромку.
Несмотря на достаточно сильную газовую защиту, часть кислорода все же попадает в сварочную зону. Поэтому для устранения последствий этого взаимодействия в качестве присадки полезно использовать материал, в составе которого имеется раскисляющее вещество (например, медную проволоку с добавлением большого количества марганца, вступающего в реакцию с кислородом).
Но применение марганца имеет серьезный недостаток: образующиеся в результате связывания кислорода соединения сильно снижают прочность шва и увеличивают его хрупкость. Данный недостаток устраняется при использовании присадки с добавлением редкоземельных металлов, которые удаляют из зоны контакта кислород и в то же время не влияют на качество шва, полностью исчезая в процессе реакции.
6. Технология сварки чугуна аргоном.
Технология сварки аргоном чугунных деталей позволяет добиться прочности шва, близкой к прочности самого чугуна. Но такой результат возможен лишь при соблюдении определенных условий. Основное из них – прогревать сварочную зону и затем охлаждать ее необходимо постепенно.
Благодаря медленному прогреванию изменяется структура чугуна и на его поверхности образуется графит, увеличивающий пластичность сплава. Во избежание попадания частиц другого металла в сварочную зону обычно применяют графитовые электроды или прутки. В некоторых случаях используют порошковую проволоку либо специальные пластины из чугуна.
По окончании сварочного процесса полученный шов постепенно охлаждается. Быстро это делать нельзя, в том числе используя для этого воду. Опытные специалисты рекомендуют засыпать сваренные изделия песком для сохранения качественного шва и его постепенного охлаждения.
Для сварки чугуна желательно использовать низкий сварочный ток. Это защитит от взаимного смешивания находящиеся в сварочной ванне детали.
7. Технология сварки бронзы аргоном.
Работа производится вольфрамовым электродом диаметром 3,5 мм. Для бронзы толщиной 1,4–2,5 мм присадка не нужна, а сварочные работы выполняются от постоянного тока с прямой полярностью либо от переменного тока с применением осциллятора.
В соответствии с данной технологией требуется необходимое количество аргона марки В, объем его определяется исходя из расхода 6–12 куб. дм в минуту. Перед началом работы под бронзовые детали нужно подложить медный лист. Детали соединяются между собой встык без зазоров. Практика показывает, что наиболее прочные швы получаются между деталями из отожженной бронзы.

Нужно учесть, что при сварке бронзы толщиной более 1,8 мм в местах соединения шва с основным металлом могут образовываться поры. Их возникновение связано с наличием в бронзе растворенных молекул водорода, поступающих из аргонной струи, а также с диффузией водорода из бронзовой основы внутрь шва.
Водород в составе воды может находиться как в аргоне, так и на поверхности металла. Кроме этого, поглощение бронзой молекул водорода происходит при ее отжиге в техническом газе, содержащем до 12 % водорода.
8. Технология сварки стали аргоном.
Перед сварочными работами необходимо в первую очередь отрегулировать положение горелки. Угол, образованный осью мундштука и плоскостью обрабатываемого металла должен быть в пределах 75–80 градусов. При этом горелку нужно наклонять в сторону, противоположную направлению сварки.
Движения в процессе сварочных работ должны быть плавными, без отклонений электрода за пределы зоны действия аргона, иначе шов может подвергнуться окислению. Присадочную проволоку следует располагать под прямым углом к оси мундштука. Таким образом, угол между прутком и плоскостью металла будет равен 15–20 градусов. Наиболее эффективно укладывать присадку на поверхность стали для минимизации капельного переноса присадки в сварочную ванну.

Присадочный материал необходимо продвигать впереди сварочной дуги, равномерно размещая его в сварочной ванне. Технология сварки аргоном не допускает поперечных движений присадочного прутка, так как это нарушает непрерывную подачу инертного газа в сварочную зону, а значит, и способствует проникновению кислорода в эту область. Для уменьшения расхода электрода рекомендуется не прекращать подачу газа по завершении сварочного процесса. Лучше выключить газ через 10–15 секунд с целью защиты горячего электрода от окисления и, соответственно, для продления его срока службы.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как варить титан в среде аргона? Премудрости аргонодуговой сварки
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.
Подготовка материала
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.
Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.
Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.

Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.
Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
P.S. Теперь сварка титана в среде аргона вам по плечу. Смотрите таблицы, видео и дерзайте. Только практика поможет овладеть сварочными премудростями. Удачи!
Читайте также: