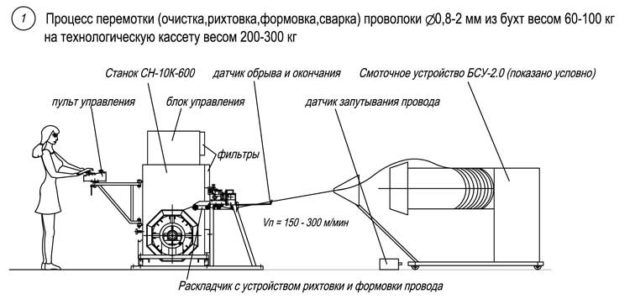
Приспособление для перемотки сварочной проволоки своими руками
Обновлено: 20.05.2024
Возникла необходимость постоянной перемотки проволоки СВ 0,8Г2К с 15 кГ бухт на 5 кГ катушки.Для собственного применения(примерно 15 кГ бухта пару раз в месяц),поэтому вариант с намоточным станком отпадает. Господа сварщики, как Вы решаете подобную проблему?
дрель и штырь Вам в помощь
Если аппарат используется как стационар то можно не перематывать, проще сделать так
Точно. Катушку на ручную дрель и в тиски. Спасибо за мысль.
Kiria написал :
Точно. Катушку на ручную дрель и в тиски. Спасибо за мысль.
Можно и вручную.
Пробовали. Изрезали все руки. Нецензурно ругались и плевались на пол.
Опять-же, при ручной намотке на проволоке появляются заломы(потом двигается рывками) и на катушку мало влезает. Ну не наш метод.
Kiria написал :
Катушку на ручную дрель и в тиски
Можно и на родной катушкодержатель, ролики только ослабить
Выполним перемотку катушек сварочных аппаратов.
Сытый конному не пеший!
Tomkol ,
Наверное очень хороший вариант )) Но вот только доступа к этому блогу нет даже с регистрацией на драйве ))
P.S. Парни вы уж вообще всё выкладывайте под паролем и там куда гарантированно никто зайти не сможет , для гарантии чтобы никто не увидел ))
bellkin , виноват, не знал. Думал, там всё в свободном доступе. Просто там намного проще фотки вставлять. Но постараюсь реабилитироваться
Итак, дабы не создавать нечто громоздкое (бо в гараже и так барахла подобного хватает), решил максимально минимизировать эти приспособы.
Общий вид готового изделия

Ну а суть конструкции и процесса перемотки видно из остальных фоток




Большая катушка стоит на полу

а кронштейн с малой зажат в тисках на столе



Вид сверху. Большая катуха, стоящая на полу, из-за перспективных искажений на фото наоборот кажется маленькой

Ну и готовый результат. Не идеально рядная намотка, но зато быстро

Держалку для малой катушки сделал с подшипниками, чтоб её легче вращать дрелькой было.
А вот держалку для большой катухи сделал без подшипников потому, что предположил, что она трошки подтормаживаться будет и проволока с неё самопроизвольно не размотается. Но в процессе работы, а вернее - когда прекращал этот процесс, то всё-равно приходилось ногой гасить инерцию вращения большой катухи. Благо, что она на полу стоит.
Все размеры приспособ прикидывал на глаз по ходу их изготовления. Ну и исходя из того, какой металлолом в гараже был под руками. Запас разнокалиберных шпилек, гаек и шайб всегда есть. Единственное, что пришлось искать по соседним гаражам - убитые подшипники подходящего диаметра.
Держалку с большой 15 кг катухой можно использовать и с полуавтоматом, если он используется стационарно. Но мне приходится периодически на халтурки его брать. Поэтому удобнее всё ж, чтоб 5-килограммовая катушка была внутри аппарата.
Изготовление намоточного станка своими руками
В работе радиолюбителей и электриков полезны устройства для наматывания медного провода диаметром 1,5 мм на специальную электрическую катушку. В промышленных условиях данный процесс требует скорости и точности. Домашние мастера могут воспроизвести такую технологию. Для этого понадобится самодельный намоточный станок. Для него характерны такие признаки:
- простота создания и эксплуатации;
- возможность использования разных трансформаторов;
- наличие дополнительных функций: подсчет количества проволочных мотков.
Метод работы намоточного станка
Станок для намотки – востребованное оборудование, с помощью которого наматывают трансформаторные однослойные и многослойные катушки цилиндрического типа и всевозможные дроссели. Намоточное устройство равномерно распределяет проволоку обмотки с определенным уровнем натяжения. Оно бывает ручным и автоматическим, и работает по такому принципу:
- Вращение рукоятки задает намотку проводки или кабеля на каркас катушки. Она служит основанием изделия и надевается на специальный вал.
- Проволока перемещается горизонтально благодаря направляющему элементу укладчика.
- Количество витков определяют специальные счетчики. В самодельных конструкциях эту роль может выполнять велосипедный спидометр или магнитно-герконовый датчик.
Ручной прибор для укладки провода довольно примитивный, поэтому редко применяются на производстве.
Намоточный станок на механическом приводе позволяет выполнять сложную обмотку:
- рядовую;
- тороидальную;
- перекрестную.

Он функционирует с помощью электрического двигателя, который задает движение промежуточного вала с использованием ременной передачи и трехступенчатых шкивов. Большую роль при этом играет фрикционная муфта сцепления. Благодаря ей станок работает плавно, без толчков и обрывов проволоки. Шпиндель с закрепленной оправой, на которую надета катушка, производит запуск счетчика. Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Современные модели оснащены цифровым оборудованием. Они работают посредством специально заданной программы, которая хранит информацию в запоминающем устройстве. Значение длины и диаметра провода позволяет точно определить точку пересечения линий.
Механизм намоточного станка
Станок для намотки классифицируют по группам:
- рядовой;
- универсальной;
- тороидальной намотки.


Каждое изделие имеет индивидуальную конструкцию.
Намоточный станок, выполняющий рядовую укладку проволоки, состоит из таких элементов:
- Механизм намотки имеет вид сварной рамы, которая оборудована двигателем, зубчато-ременной передачей, передней и задней бабкой.
- Механизм раскладки позволяет перемещать длинномерный материал вдоль оси намотки. Это сварная конструкция, по которой двигается каретка с направляющими роликами для провода.
- Модели устройств отличаются друг от друга габаритами и функциональными возможностями.
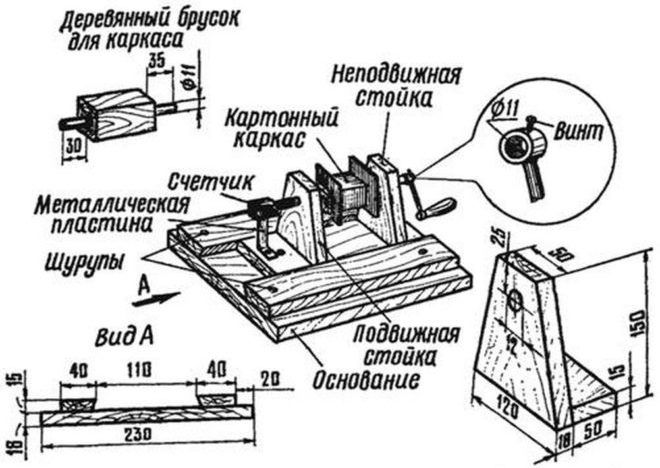
Стандартная модель прибора для укладки провода несколькими перегибами за один оборот предполагает наличие таких элементов:
- Основной каркас, состоящий из деревянных или металлических стоек, которые занимают вертикальное положение.
- Между опорами расположены две горизонтальные оси: одна предназначена для пластин, другая – для катушки.
- Сменные шестерни, посылающие на катушку вращение.
- Рукоятка, которая вращает катушечную ось. Для ее фиксации используют цанговый зажим.
- Фиксаторы: гайки, винты.
Намотка проволоки на тороидальные сердечники осуществляется посредством специализированного оборудования кольцевого типа:
- Приспособление имеет вид челнока, работающего по принципу швейной иглы.
- Шпуля представляет собой механизм двух пересекающихся колец с вынимающимся сектором, на который устанавливают тороидальный каркас.
- Вращение шпули задает электродвигатель.
Необходимые материалы и комплектация для изготовления
Чтобы собственноручно сделать станок для намотки проволоки на круглый каркас, понадобится несколько деталей.
Станина из листового материала, скрепленного сварочным методом. Оптимальная толщина основания – 15 мм, боковых частей – 6 мм. Устойчивость конструкции обеспечивается ее тяжестью:
- Боковые части прикладывают друг к другу, одновременно просверливают в них отверстия.
- Подготовленные элементы приваривают к основанию.
- В высоко расположенные пробоины монтируют втулки, в нижние – подшипники, которые можно взять из использованного дисковода.
- Крепежные детали с внешней стороны боковин надежно фиксируют крышками.
Важные составляющие конструкции станка – валы:
- Верхний вал диаметром 12 мм держит каркас катушки. Его роль может исполнять аналогичная конструктивная деталь вышедшего из строя матричного принтера.
- На средний вал такого же диаметра опирается устройство подачи длинномерного материала. Перед вводом в эксплуатацию его желательно отполировать.
- Нижний вал является подающим элементом. Его размеры зависят от шага резьбы.
Втулка укладчика диаметром и длиной по 20 мм. Ее внутренняя резьба совпадает с резьбой нижнего вала.
Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.
Устройство укладчика проволоки
Укладка и намотка проволоки осуществляются за счет трех пластин, скрепленных между собой винтами диаметром 20 мм. В верхней части делают небольшое отверстие 6 мм, куда вставляют винт регулировки натяжения:
- В верхнюю и нижнюю часть внутренней пластины монтируют фторопластовую и стальную втулки диаметром и длиной по 20 мм.
- Между наружными элементами вклеивают кожаный желобок толщиной до 2-х мм, необходимый для выравнивания и натягивания проволоки катушки.
- Вверху укладчика монтируют специальный стержень с резьбой или мини-струбцину, которая скрепляет внешние пластины и регулирует натяжение. Расстояние крепления зависит от диаметра провода.
- Для удобства работы конструкцию дополнительно оснащают откидным кронштейном для катушки.
Изготовление счетчика витков
Для определения количества намотанных витков на станке необходим специальный счётчик. В самодельном станке устройство делают так:
- К верхнему валу крепят электромагнит.
- Герметизированный контакт располагают на одной из боковин.
- Выведенные контакты геркона соединяют с калькулятором в том месте, где находится кнопка «=».
- Катушку с проводом размещают отдельно – на другом валу с рычагами, которые поднимают устройство вверх и складывают его внутрь станка.
Благодаря этим элементам, оборудование становится компактным и не занимает много места.
Принцип работы на станке
Трудиться на сконструированном станке несложно. Технологический процесс требует выполнения определенных действий:
- Верхний вал подготавливают к работе: снимают шкив, задают нужную длину каркаса катушки, устанавливают правый и левый диски.
- В отверстие верхнего вала вставляют крепежное изделие, центрируют и зажимают каркас специальной гайкой.
- На подающий вал монтируют нужный шкив для первичной обмотки.
- Напротив каркаса катушки устанавливается укладчик.
- Пассик одевают на шкивы кольцом или восьмеркой, в зависимости от вида укладки.
- Металлический провод заводят под дополнительный вал, укладывают в желобок, закрепляют.
- Натяжение проволоки регулируют при помощи зажимов, расположенных вверху укладчика.
- Провод должен плотно наматываться на основу катушки.
- На калькуляторе фиксируют числовое значение «1+1».
- Каждый оборот вала прибавляет заданный счет.
- Если витки нужно отмотать назад, на вычислительном устройстве нажимают «–1».
- Когда провод достигнет противоположной части каркаса, с помощью цангового зажима меняют положение пассика.
Под разную толщину металлического провода соотносят шкив с шагом намотки.
Видео по теме: Намоточный станок с укладчиком — своими руками
Станок для намотки проволоки

Чтобы упростить процесс намотки проволоки, рекомендуем использовать для этого самодельный станок. В сегодняшней статье расскажем, как изготовить его своими руками.
- листовой металл;
- резьбовая шпилька;
- круглая труба;
- стальной уголок;
- болты с гайками.
Смотанная в спираль металлическая проволока служит заготовкой для изготовления колец. Для этого нужно просто разрезать спираль болгаркой и кольца готовы.

Своим личным опытом изготовления станка для намотки проволоки поделился автор YouTube канала AX Creates. Берите на заметку.
Основные этапы работ
Первым делом из листового металла толщиной 3—4 мм вырезаем пластину прямоугольной формы.
К ней необходимо приварить два отрезка уголка, на которые будет опираться шаблон для намотки проволоки.

Затем отрезаем еще два куска уголка и привариваем их к опорам. В верхних уголках нужно высверлить отверстия и приварить гайки.


На следующем этапе отрезаем два кусочка металла и привариваем их по краям основания спереди опор.
Укладываем на них резьбовую шпильку и привариваем ее. В гайки вкручиваем болты, которые выступают в качестве прижимов.


Далее отрезаем два куска круглой трубы и свариваем их вместе перпендикулярно друг другу. В результате у нас получится съемная рукоятка.

После этого из круглых труб разного диаметра изготавливаем шаблоны для намотки проволоки.
К торцам шаблонов привариваем отрезки стального прутка, на которые будет надеваться рукоятка.

Сборка приспособления
К нижней части основания привариваем кусок уголка или металлической полосы, чтобы можно было зафиксировать станок в слесарных тисках. Устанавливаем шаблон требуемого диаметра.

Отрезаем кусок проволоки и загибаем один из краев. Пропускаем заготовку под резьбовой шпилькой и вставляем загнутый конец в отверстие в шаблоне.

После этого вращением рукоятки наматываем проволоку на шаблон и получаем спираль. Затем ее надо будет разрезать болгаркой.

Видео по теме
Подробно о том, как собрать самодельный станок для намотки проволоки, можно посмотреть в авторском видеоролике ниже.
Самая простая приспособа для скрутки стальной проволоки, которую можно сделать за 5 минут

В данном обзоре расскажем, как своими руками буквально за какие-то 5 минут сделать простейшее приспособление для скрутки стальной проволоки.
Для чего нужна эта самоделка?
Приспособление будет особенно полезным при установке заборов из сетки Рабица.
Для фиксации сетки между столбами натягивается проволока в несколько рядов. И эту проволоку нужно надежно зафиксировать.
Вот с этой задачей и справится наша самоделка.
Также данный инструмент пригодится, если нужно натянуть и зафиксировать стальную проволоку, натянутую между столбами уличной сушилки (вместо бельевой веревки).
Советуем также прочитать: как своими руками сделать дачную электропилу из болгарки.
Что потребуется для изготовления самоделки?
Да, собственно, то, что есть практически в любой домашней мастерской или в гараже.
Основа самоделки — кусок металлической трубки (алюминиевой, медной или стальной) с толщиной стенки не менее 2-3 мм.

Из основного инструмента для работы потребуются:
- ножовка по металлу или болгарка с отрезным диском;
- слесарные тиски или струбцина.
Приступаем к работе
Зажимаем трубку в слесарные тиски или фиксируем к столу с помощью струбцины.
Затем ножовкой по металлу или болгаркой надо сделать один вертикальный пропил и один — под углом.


Вот, собственно, и все, что нужно сделать.
Как эта штуковина работает?
Проволоку обматываем вокруг столба таким образом, чтобы край проволоки был перпендикулярен натянутой ее части.
Край проволоки вставляем в трубку.

Потом вставляем в прорезь натянутую часть проволоки. Чтобы было понятнее, что и как, посмотрите фото ниже.

После этого делаем скрутку проволоки — получается качественно. Как видите, ничего сложного.
Данная статья подготовлена на основе авторского видеоролика с YouTube канала Fábio Guimarães Melhores Dicas.
Самодельный намоточный станок.
В радиолюбительской практике, часто возникает необходимость намотать/перемотать различные обмотки трансформаторов, дросселей, реле и др. .
При разработке данного станка, ставились следующие задачи:
1. Малые габариты.
2. Плавный старт шпинделя.
3. Счётчик до 10000 витков (9999).
4. Намотка с автоматической укладкой провода. Шаг укладки (диаметр провода) 0.02 - 0.4мм.
5. Возможность намотки секционных обмоток без перенастройки.
6. Возможность закрепления и намотки каркасов без центрального отверстия.
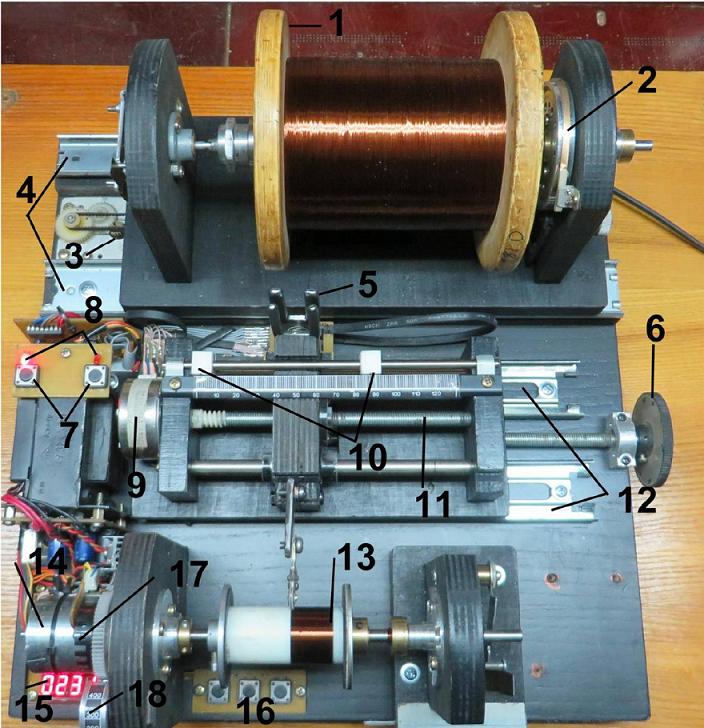
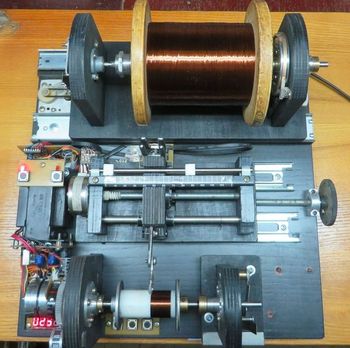
Рисунок 1.
Внешний вид намоточного станка.
Состав намоточного станка.
1. Подающая бобина (катушка с проводом).
2. Притормаживание (тормозной механизм).
3. Шаговый двигатель центровки бобины.
4. Шариковые мебельные направляющие.
5. Шторка оптических датчиков механизма центровки бобины.
6. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
7. Кнопки ручного переключения направления укладки.
8. Светодиоды направления укладки.
9. Шаговый двигатель позиционера.
10. Шторки оптических датчиков границы намотки.
11. Винт позиционера.
12. Шариковые мебельные направляющие.
13. Наматываемая катушка.
14. Двигатель намотки.
15. Счётчик витков.
16. Кнопки настройки.
17. Оптический датчик синхронизации.
18. Регулятор скорости.
Устройство и принцип действия.
Подающий узел.
Подающий узел предназначен для закрепления на нём бобины с проводом, различных величин, и обеспечения натяжения провода.
В него входит механизм крепления бобин и механизм подтормаживания вала.

Рисунок 2.
Подающий узел.
Подтормаживание.
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» - регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.
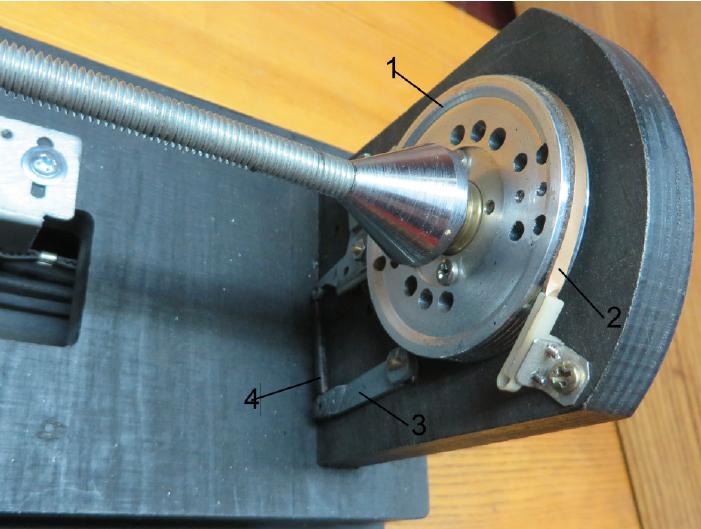
Рисунок 3.
Подтормаживающий механизм.
Центровка бобины.
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.
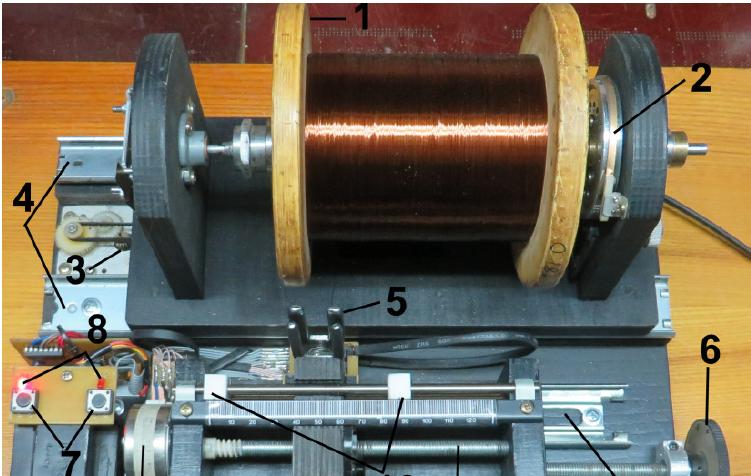
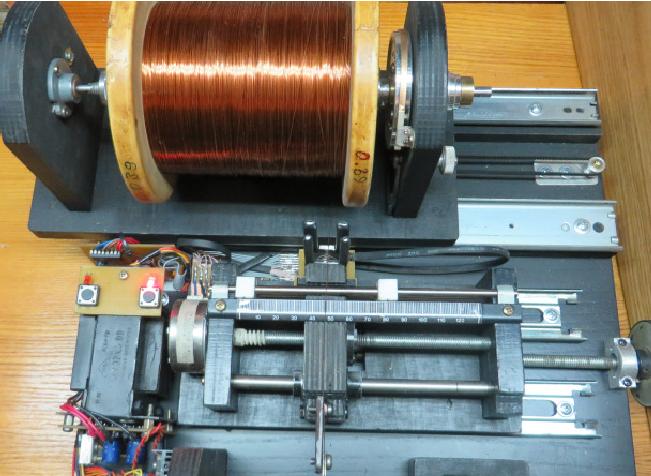
Рисунок 4, 5.
Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении.
Таким образом, провод всегда находится по центру см. рис 4, рис 5:
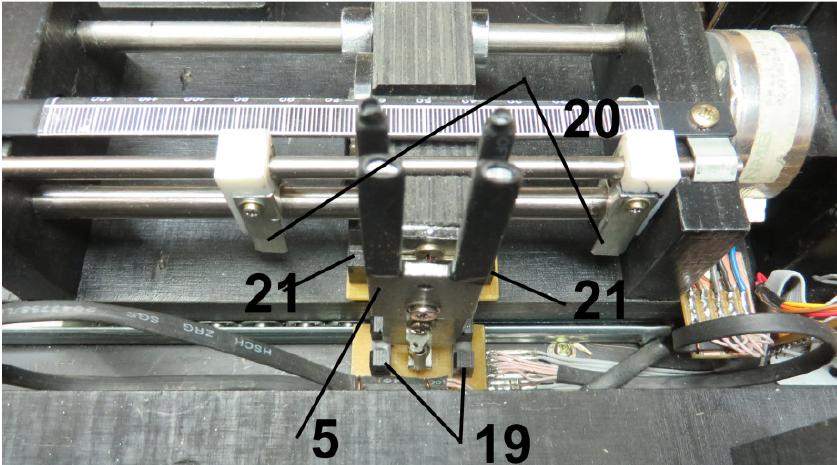
Рисунок 6.
Датчики, вид сзади.
Состав и устройство датчиков.
19. Оптические датчики механизма центровки бобины.
5. Шторка перекрывающая датчики механизма центровки бобины.
20. Шторки перекрывающие датчики переключения направления позиционера.
21. Оптические датчики переключения направления позиционера.
Позиционер.
Шторками «20» рис. 6 - выставляется граница намотки. Шаговый двигатель, перемещает механизм укладчика, пока шторка не перекроет один из датчиков «21» рис. 6, после чего меняется направление укладки.
В любой момент можно изменить направление укладки кнопками «1» рис. 7.
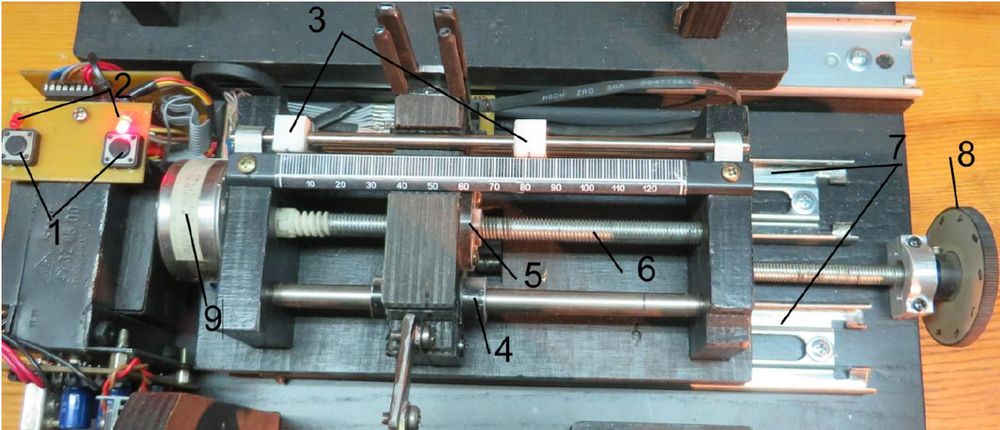
Рисунок 7.
Укладчик.
Скорость вращения шагового двигателя «9» рис. 7, синхронизирована с помощью датчика «10», «11» рис 8, с вращением наматываемой катушки и зависит от диаметра провода установленного в меню. Диаметр провода, может быть выставлен 0.02 – 0.4мм. С помощью ручки «8» рис. 7, можно передвинуть весь позиционер в сторону, не изменяя границы намотки. Таким образом, можно намотать другую секцию в многосекционных каркасах.
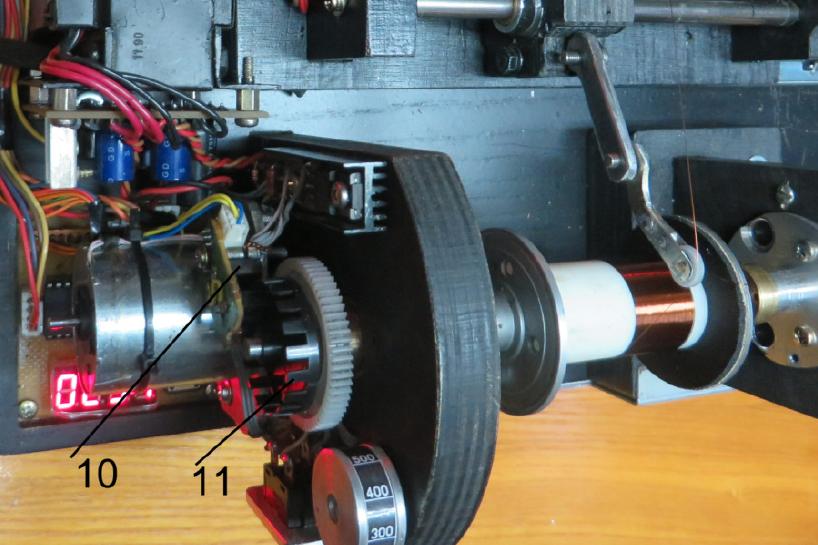
Рисунок 8.
Оптодатчик.
Состав позиционера и оптодатчика (рис. 7-8).
1. Кнопки ручного переключения направления укладки.
2. Светодиоды направления укладки.
3. Шторки перекрывающие датчики переключения направления позиционера.
4. Линейный подшипник.
5. Капролоновая гайка.
6. Ведущий винт. Диаметр 8мм, шаг резьбы 1,25мм.
7. Шариковые мебельные направляющие.
8. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
9. Шаговый двигатель.
10. Оптический датчик синхронизации.
11. Диск, перекрывающий датчик синхронизации. 18 прорезей.
Приёмный узел.
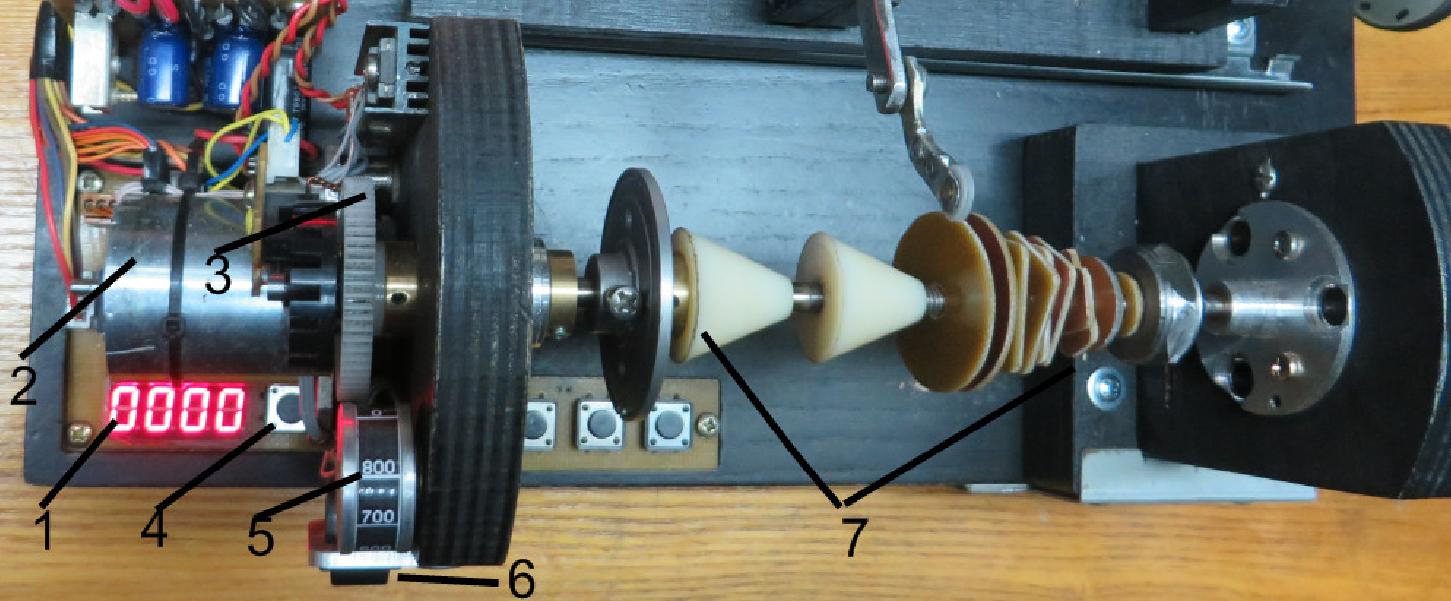
Рисунок 9.
Приёмный узел.
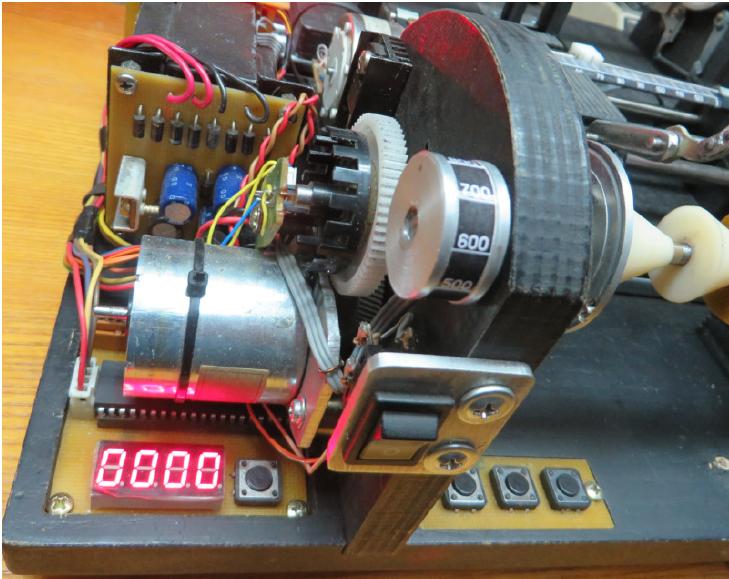
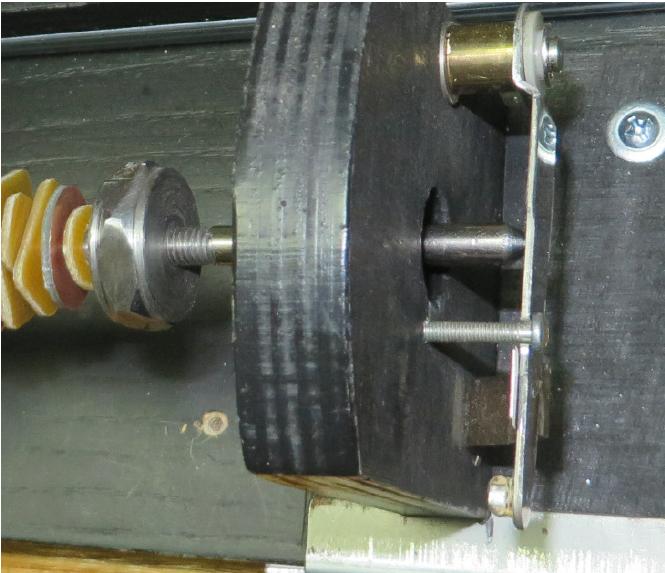
Рисунок 10, 11.
Приёмный узел.
1. Счётчик витков.
2. Коллекторный высокоскоростной двигатель.
3. Шестерня редуктора.
4. Кнопка «сброс счётчика».
5. Регулировка скорости.
6. Включатель «Старт намотки».
7. Крепёж наматываемой катушки.
Вращение наматываемой катушки, производит коллекторный высокооборотный двигатель через редуктор.
Редуктор состоит из трёх шестерён с общим делением 18. Это обеспечивает необходимый вращающий момент на малых оборотах.
Регулировка скорости двигателя, производится изменением питающего напряжения.

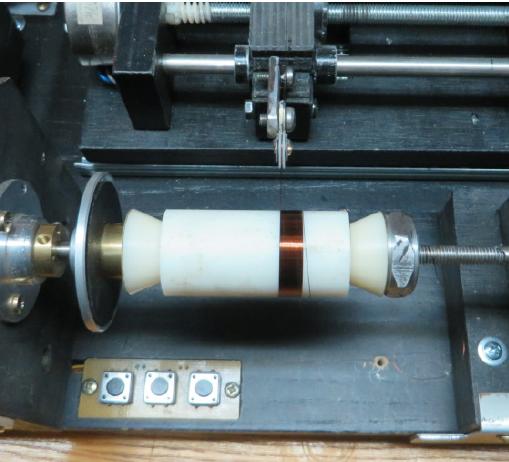
Рисунок 12, 13.
Крепление каркаса имеющего отверстие.
Конструкция приёмного узла позволяет закреплять, как каркасы имеющие центральное отверстие, так и каркасы, таких отверстий не имеющие, что хорошо видно на рисунках.
Рисунок 14, 15.
Крепление каркаса не имеющего отверстие.
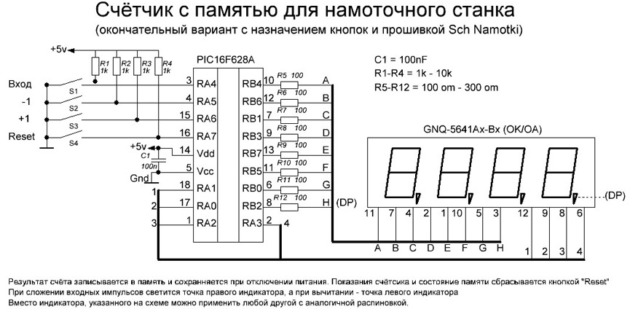
Электрическая схема.
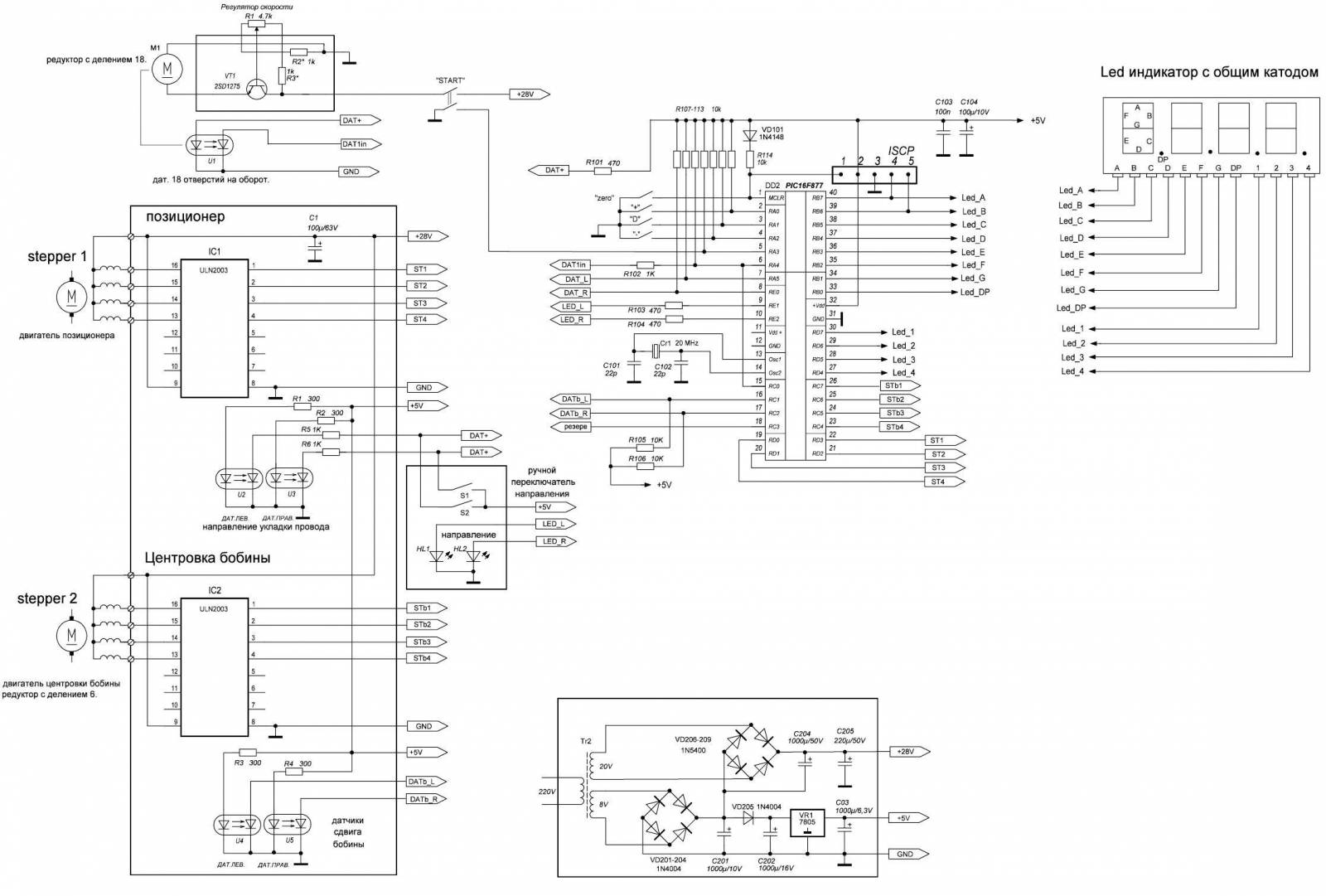
Рисунок 16.
Электрическая схема намоточного станка.
Всеми процессами станка, управляет микроконтроллер PIC16F877.
Индикация количества витков и диаметра провода, отображается на светодиодном четырёх знаковом индикаторе. При нажатой кнопке «D», отображается диаметр провода, при отжатой количество витков.
Для изменения диаметра провода, нажать кнопку «D» и кнопками «+», «-» изменить значение. Установленное значение автоматически сохраняется в EEPROM. Кнопка «Zerro» - обнуление счётчика. Разъём «ISCP» служит для программирования микроконтроллера.
P.S. Чертежей механической части не существует, потому что устройство изготовлялось в одном экземпляре, и конструкция формировалась в процессе сборки.
В данной конструкции были использованы имеющиеся в разборке элементы и узлы (не имеющие маркировки) от видеомагнитофонов и принтеров.
Ни в коем случае я не настаиваю в точном повторении данной конструкции, а лишь как в использовании каких-либо узлов от неё в своих конструкциях.
Повторение данного устройства возможно опытными радиолюбителями, имеющие навыки работы с механикой и способными изменить конструкцию под свои, имеющиеся механические части.
Механическая часть соответственно, может быть реализована по другому.
Редукторы на двигателях, могут быть и с другим делением.
Критические элементы:
Чтобы программа работала правильно, необходимо соблюсти ряд условий, а именно;
Оптический датчик «17» рис 1. , может быть другой конструкции, но обязательно на 18 отверстий.
Винт позиционера, обязательно с шагом 1,25мм – это стандартный шаг для винта диаметром 8мм.
Шаговый двигатель позиционера 48 шагов/оборот, 7.5 градусов/шаг – это самые распространённые двигатели в оргтехнике.
Демонстрационный ролик работы станка:
Ниже в прикреплении (в архиве) собраны все необходимые файлы и материалы для сборки намоточного станка.
Если по сборке и наладке у кого-то возникнут какие либо вопросы, то задавайте их здесь на форуме. По возможности постараюсь ответить и помочь.
Читайте также: