Приспособление для сварки под углом 90 градусов
Обновлено: 04.10.2024
Для каждой сооружаемой конструкции из квадратных труб необходимо применять свое соединение под углом 90 градусов. Где-то важна простота и скорость выполненной работы, а где-то надежность и долговечность.
Три способа соединить квадратные трубы под углом 90 градусов
Предлагаю рассмотреть три разных способа соединения профиля под прямым углом, под разные нужды от простого к сложному.
Первый способ
Это самый простой способ соединения прямым углом. Для этого трубы просто приваривают к друг другу в стык. Предварительно зачищаются края.

Данный метод обладает главным достоинством, таким как простота и подходит в основном для быстро сооружаемых конструкций на непродолжительное время.
Хотя недостатков у него больше чем достоинств: края труб должны быть идеально ровными, иначе не о каких 90 градусах говорить не приходится. Далее, конец одной трубы остается открытый и незащищенный от погодных условий.
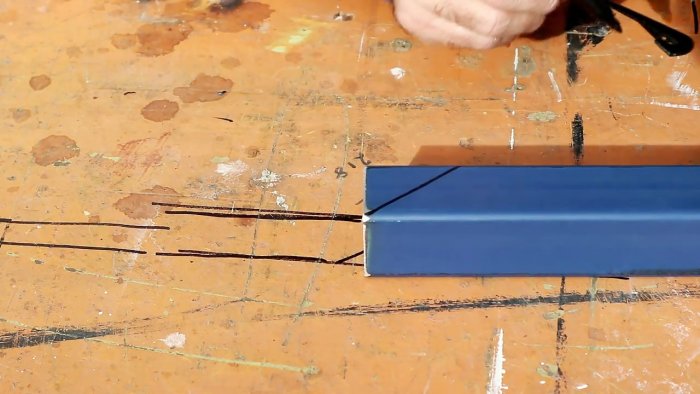
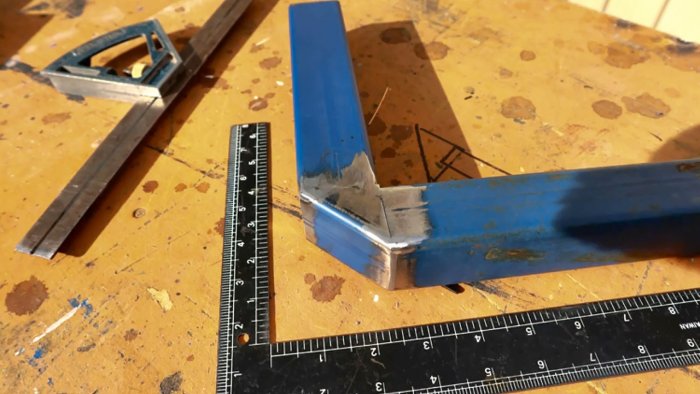
Второй способ
Второй и самый распространенный способ - это сварка под 45 градусов обеих труб.
На каждой трубе с помощью разметочного треугольника расчерчиваем линии среза под угол 45 градусов.





Далее обвариваем. Данный метод является оптимальным и самым надежным из всех. Его хорошо использовать при изготовлении одиночных, несущих конструкций.
Из недостатков хочется отметить сложность всех расчетов и подгонов в точных узлах.
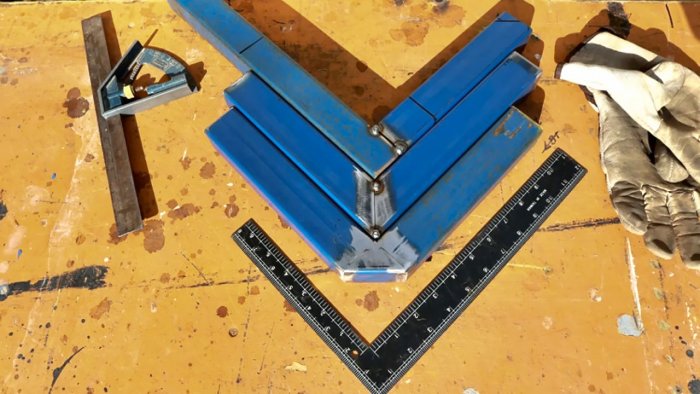
Третий способ
Переходим к последнему и самому сложному, на первый взгляд, соединению труб по 90 градусов: сварка с вставкой.
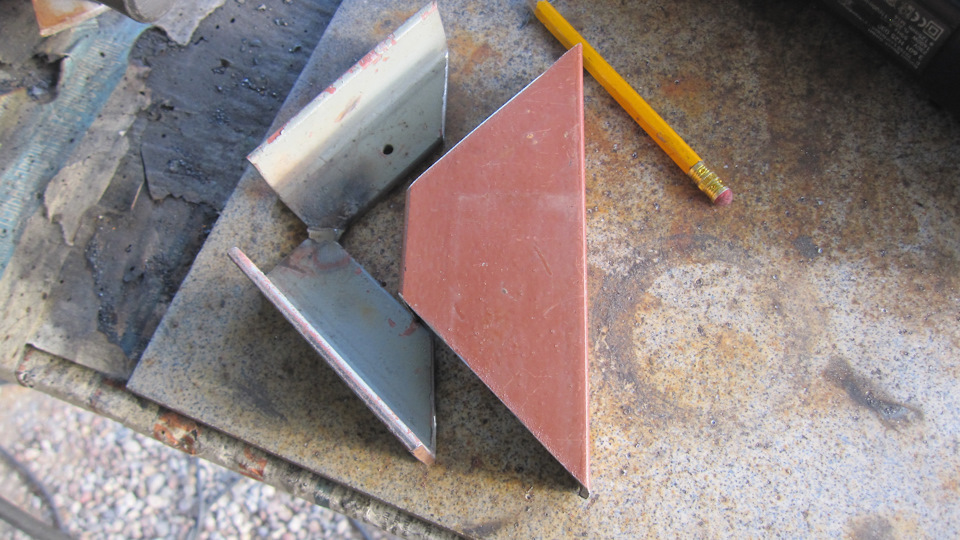
Предварительно, из трубы того же диаметра, что и свариваемые трубы необходимо сделать вставку. Для этого на профиле проводим линию под 45 градусов.






Данный способ хорош при производстве сложных конструкций с большим количеством углов. Достаточно напилить необходимое количество данных вставок и приступать к сборке.
Также это соединение обладает плавным углом, бывают случаи где это необходимо.
Смотрите видео
Как сделать сварочную струбцину под любой угол сварки
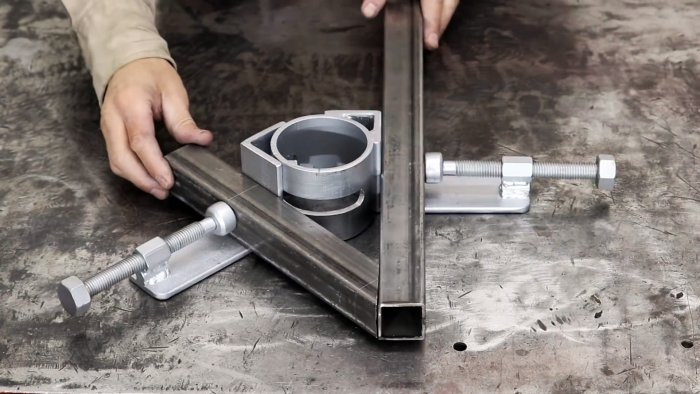
Чтобы быстро и ровно сваривать трубы, прутки и прочий металлопрокат под углом, очень удобно использовать специальную струбцину. Она держит детали крепче магнитов, к тому же способна регулироваться под разные углы стыковки. Это действительно полезное приспособление для сварщика, которое не сложно сделать самостоятельно.

Основные материалы:
- труба 100 мм;
- уголок 50х50 мм;
- полоса 50 мм;
- шпильки М16 – 2 шт.;
- болты М10, М16;
- обычные и удлиненные гайки, шайбы М10, М16, М20.
Процесс изготовления струбцины для сварки
От трубы нужно отрезать заготовку длиной 7-10 см. По центру, на половину окружности в ней делается вырез шириной 16 мм.

Далее нужно подготовить 2 отрезка уголка по длине трубы. В центр одного из них вваривается болт М16 с проточенной головкой.

Уголок с болтом вставляется в прорезь в трубе. Изнутри на него надевается гайка М20 и накручивается М16.

Нужно сместить уголок в край паза и зажать. Затем к нему впритык подставляется второй, и приваривается к трубе.

К уголкам под прямым углом привариваются по отрезку полосы длиной по 15 см. Важно, чтобы металл при сварке не повело, и угол был соблюден.

На следующем этапе изготавливается 2 упора для зажима струбцины. Для этого из трубки 3/4 дюйма вырезаются 2 кольца.
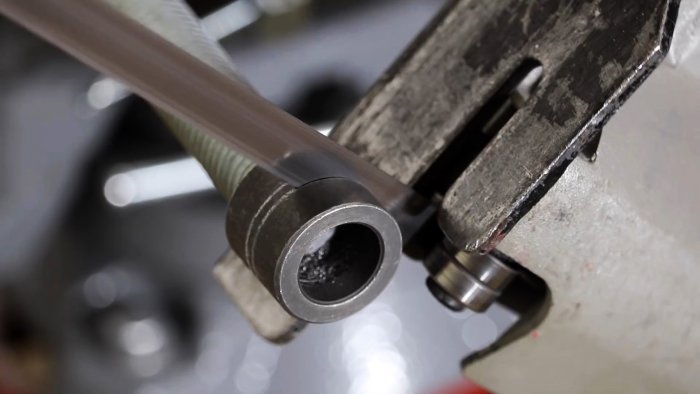
По бокам к ним привариваются шайбы. С одной стороны нужно подварить по мелкой шайбе, чтобы сквозь нее не проходила головка болта М10.

Для изготовления зажима нужно подготовить 2 шпильки М16. С одного края к ним приваривается оголовок, в качестве него можно использовать гайки М20.
Со второго на торец привариваются гайки М10. Последние протачиваются, чтобы накрутить на шпильки удлиненные гайки М16.


Далее нужно приварить их удлиненными гайками к полосам на уголках. Для этого используются проставки из прутка.


Ее подвижный уголок нужно установить точно напротив приваренного, чтобы соблюсти прямой угол. Затем на трубе намечаются ножовкой метки по его краям. После этого следует сдвинуть подвижный угол уже под 45 градусов, и также поставить насечки.

Ориентируясь по меткам, будет возможно выставлять струбцину под нужный угол, и зажимать на ней трубы или прочий прокат для сварки. Получается очень удобная полезная конструкция, позволяющая сваривать ровные металлоконструкции.



Смотрите видео
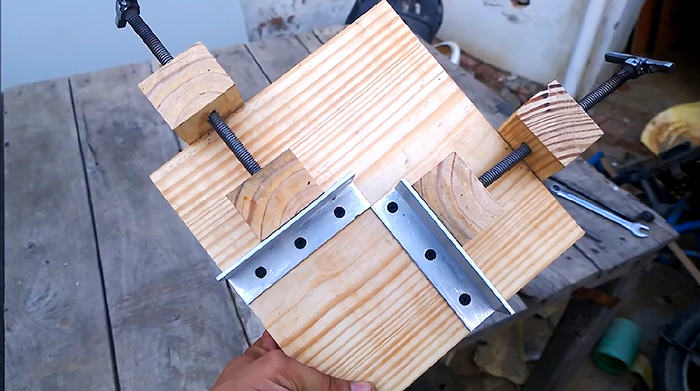
Угловая струбцина из древесины для сборки под прямым углом
Наверняка многие, кто хоть раз пробовал изготовить сборную деревянную рамку помнят, как не просто подогнать точно все четыре угловых соединения. В обычных условиях, без специализированного инструмента, даже после подгонки вручную остаются щели, которые потом приходится чем-то заделывать.
Но сегодня мы гарантируем, что после прочтения этой статьи вы забудете об этих проблемах. Представляем вам простое приспособление для сборки погонажных изделий, будь то рамочные багеты, плинтуса или профиля для фото рамок, под углом 90 градусов. Данный инструмент практически исключает подгонку сборных углов «на глазок», и позволяет оперативно и без усилий закрепить их струбцинами и стянуть на саморезы, скобы, гвозди или нагеля.
Понадобится
Изготавливаем угловую струбцину пошагово
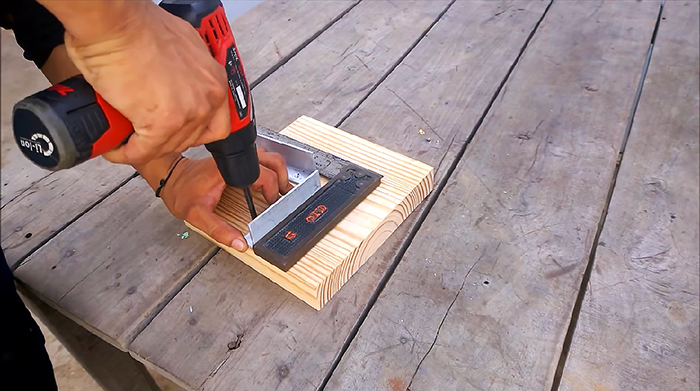
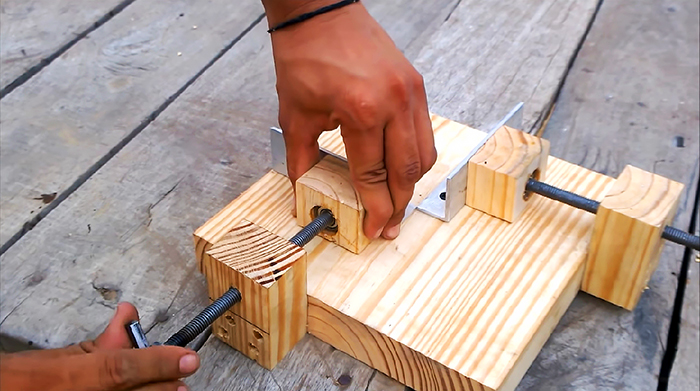
На деревянной платформе-основе выставляем перпендикулярно оба алюминиевых уголка. Они будут выполнять роль упоров для раскраиваемого погонажа.
Для их закрепления просверливаем небольшие отверстия под саморезы. Для саморезов с потайной головкой расширяем отверстие широким сверлом.

Откалибровать положение уголков на станине поможет обычный строительный угольник. С помощью него и выставляем их, а затем и закрепляем саморезы шуруповертом или отверткой.
Настала очередь прижимных механизмов. Сделаем их из деревянных брусков. Выбираем большие по размеру бруски, и размечаем середину от оставшейся после приклеивания к станине свободной части.

Просверливаем на сверлильном или дрелью отверстие под шпильку. С одного торца ее провариваем поперечным прутком, чтобы можно было работать прижимом от руки.
Рабочую часть шпильки слегка стачиваем на наждаке, и зажав в шуруповерт закручиваем в брусок так, чтобы она сделала своей резьбой канавки в древесине, по которым и будет осуществляться ее ход.


Для фиксирующих брусок саморезов делаем потайные отверстия и крепим к ребру станины, предварительно смазав поверхности столярным клеем или ПВА.



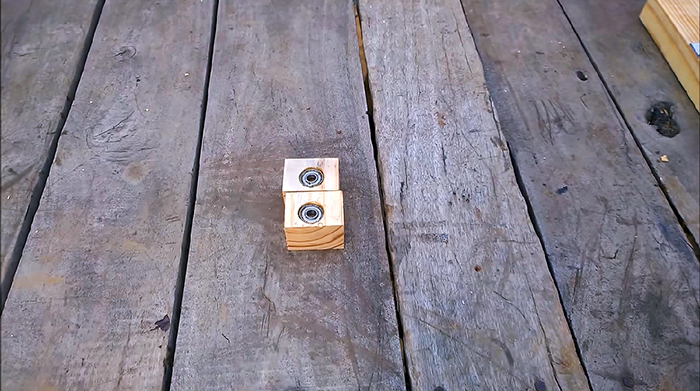
Ответные бруски, которые и будут прижимными, сверлим посередине неглубоко под носик шпильки, а перьевым сверлом делаем пазы под подшипники.
Посадка у них должна быть плотной. Свободное пространство необходимо только для небольшого количества клея, на который их и фиксируем.

Первый прижим струбцин до упоров позволит запрессовать подшипники и закрепить концы шпилек на брусках.
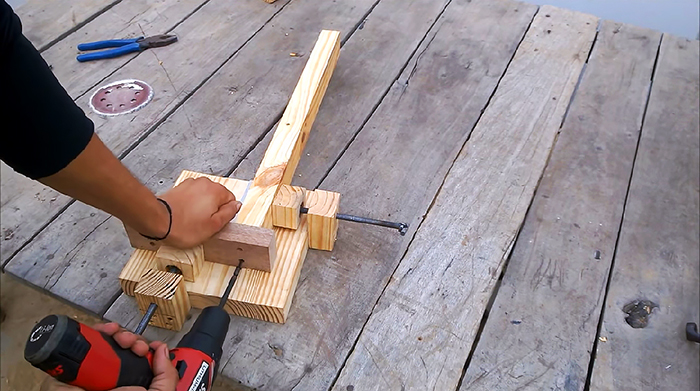
Приспособление готово и теперь можно проверить его в деле. Зажимаем несколько брусков в струбцинах так, чтобы их концы не выпирали относительно друг друга, образуя прямой угол. Засверливаем их под саморезы, и скрепляем.

Практические советы
Если слегка модернизировать это приспособление, можно легко получить стусло не только для сборки, но и для раскроя погонажа под углом 45 градусов.
Древесину для платформы можно заменить ДСП, МДФ, OSB или фанерой. При недостатке толщины, в местах закрепления частей струбцин, можно сделать наращивание из подходящих брусков, посаженных на клей.
Угловые струбцины для сварки и столярки, по мотивам интернета…

Если говорить про сварочные работы, можно и вполне удобно использовать магнитные фиксаторы.
Хотя у нас в стране они стоят далеко не бюджетно, а сила их магнитов оставляет желать большего…но все же это удобно.

Но есть одно но…они никак не препятствуют деформации деталей и геометрии конструкции при сварке.
При работе со столярными изделиями, разумеется магниты бесполезны.
Можно купить (а сейчас наверное все можно купить…даже совесть и душу) угловые струбцины…
Многие среди моих знакомых просто "писяют кипятком" от STANLEY…есть у меня так же продукты этой фирмы…по молодости гнался за "брендом", не задумываясь стоит ли оно того.
Когда-то и была приобретена угловая струбцина от стенли…

По меркам стенли это товар бюджетный, хотя стоит значительно дороже чистокровных китайцев.
Ну так вот, как и все от стенли что у меня есть, это обычный, ничего из себя не представляющии ЭТАКОГО продукт.
Если конкретно про эту струбцину, у нее даже углы в двух плоскостях не 90 градусов…что на мой взгляд не красит "именитую" фирму…при том что в дешевых TOPEX есть 90 хотя бы в одной плоскости.
Ну и болт на эту стенли и вообще.
Речь о другом.
Когда-то на ютюбе увидел забавные струбцинки в исполнении одно из тысяч украинских кулибинов.
Долго не доходили руки чтобы собрать весь металлический мусор в закоулках и сделать что-то подобное.
Изделия сделал действительно из мусора по сути…обрезки профильной трубы…обрезки шпилек, которые непременно остаются при работах…
Единственно что счел нужным купить, это буковые ручки.
Их реально было проще купить чем что-то делать )
В общем что-то описывать нет смысла, по картинкам все понятно.
Из отходов сварил платформу

На нее уже приваривал уголки…главное, в отличии от "заводских" "именитых" изделий, соблюсти точность углов, во всех плоскостях.


В дело идет все, что по хозяйски жалко было выбросить )
Втулки от старых сайлентблоков пригодились как нельзя кстати.

Больше всего из потраченного времени, заняло рождение прижимной подвижной части.


В одной из двух нужных для данного изделия втулок, нарезал резьбу под шпильку…в моем случае шпилька М10…в большей я смысла не вижу.

Две втулки нужны для создания двух шарнирных соединений.
Хоть и делалось все из мусора по сути, но делать тяп-ляп не хотелось…не совсем мой это подход.
Можно было запорную часть шпильки просто и быстро обварить и все…но решил делать болтовое соединение, на случай возможной разборки.
Для сверления отверстия в шпильке, также применил изобретение коллективного разума…
Шпилька М10…по этому гайка М10…в нее впрессована гайка М4…
Навернув гайку на шпильку получается простой, примитивный, но абсолютно рабочий кондуктор для сверления.
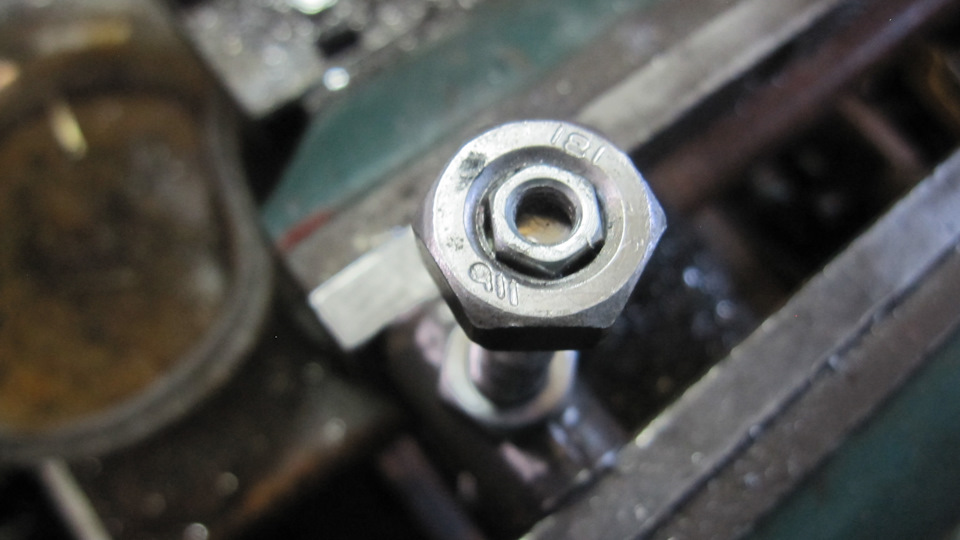
Ну и отверстие под резьбу…аккуратное…по центру.

Так как все делалось без чертежей и расчетов, то без примерки никуда.

Для заднего шарнира пошли в ход валяющиеся в изобилии высверленные заклепки от шаровых.


Что удобно в такой конструкции, что работать можно разными размерами профильной трубы или брусков.

Ну убедившись в полной работоспособности, начал все собирать.


Очистил с большего, покрасил.
Ручки покрыл маслом.

Изделиями полностью доволен, даже не жалко потраченных 6-7 часов на их создание.

Теперь только думаю…как же я до этого жил без них )
p.s. не титьками и пелотками на драйве жив человег…
Струбцины на 90 градусов для сварки

Сварка лишь на первый взгляд выглядит простым процессом. На самом деле сварочные работы требуют ответственного и профессионального подхода. Для выполнения этих работ необходимы специализированные инструменты, например, струбцины на 90 градусов для сварки. Эта оснастка способна значительно облегчить и ускорить сварочный процесс.
Конструкция струбцины на 90 градусов для сварки
Угловая струбцина представляет собой универсальный инструмент, фиксирующий обрабатываемые заготовки под определенным углом во время сварки. В результате сварочный процесс становится намного более удобным. Любой сварщик сегодня уже не сможет обойтись без данного приспособления, поскольку иначе производительность и комфорт в работе будут крайне низкими.

Эти инструменты для сварки существуют в нескольких размерах и формах. Наиболее удобными в работе считаются быстрозажимные приспособления. Если планируются постоянные сварочные работы, желательно иметь набор инструментов различной конфигурации.
Производители этих изделий зачастую выпускают несколько модификаций, предназначенных для сварки металлических труб под фиксированным углом в диапазоне 30–90 градусов. Соответственно, вид приспособления будет зависеть от ширины соединяемых заготовок, их количества и угла соединения.
Угловая струбцина имеет свои особенности:
- Прижимные губки инструмента достаточно толстые, чтобы сварочный шов в процессе работы не выгибался. Таким образом, повышается жесткость соединения.
- Прижимные винты изготавливаются из меди либо омедненного металла. Медь и ее соединения способны отталкивать расплавленные металлические частицы, которые разбрызгиваются и оседают на поверхностях в процессе сварки. Так обеспечивается защита резьбовых частей от спайки жидким металлом и от последующего выхода из строя всего механизма.
- Рабочая зона увеличена в местах, где выполняется соединение заготовок электродами под углом в несколько градусов.
Основными составляющими частями зажимного инструмента являются рама и подвижный элемент. Последний, как правило, оснащен дополнительными зажимами (винт, рычаг), регулирующими давление на деталь при сжатии. Подвижная часть контролирует расстояние между прижимными губками и обрабатывающим инструментом.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Оснастка обладает максимальной подвижностью, благодаря чему возможна обработка деталей самых разных размеров и сечений. Использование же нескольких таких инструментов даст возможность располагать соединяемые изделия любым образом, обеспечивая наиболее комфортные условия для быстрой сварки.
Большая часть зажимных элементов предназначена для сварочного соединения элементов с максимальным диаметром 390 мм. Струбцина для сварки под 90 градусов снабжена Т-образной ручкой, позволяющей эффективно оказывать зажимное давление на обрабатываемые заготовки. Используемые в механизме скобы из чугуна при этом могут выдержать очень высокую температуру.

При выборе угловой струбцины для сварки обязательно учитывается тип работы. Например, для закрепления деталей небольшой толщины, как правило, используется G-образная оснастка. В случае монтажа более толстых заготовок следует выбирать инструмент формы «F» с регулируемым зажимом. Оснастку можно использовать в любых производственных помещениях или гаражах при наличии верстака с ровной столешницей.
Варианты струбцин на 90 градусов для сварки
С помощью современных оснасток на 90 градусов подготовка к сварочно-сборочным работам максимально упрощается и облегчается.
Стандартный профессиональный инструмент обеспечит одновременно быструю, сильную и точную фиксацию различных сварочных элементов. Данный механизм легко регулируется и несложно демонтируется, позволяя сэкономить рабочее время. В этом заключается основное достоинство оснастки.
Инструмент для сварки изготавливается из вороненого металла. При заказе изделия возможна его поставка отдельными частями, а размеры заказываемых элементов могут задаваться индивидуально. Имеющаяся горизонтальная планка регулируется по высоте с помощью фиксатора, расположенного на крестовине. Давление при зажиме можно задавать и контролировать путем поворота шестигранника на рукоятке соответствующим ключом.
Рекомендуем статьи по металлообработке
- Профессиональная струбцина класса XL.
Инструмент представляет собой усовершенствованную версию стандартного инструмента для случаев, когда необходимо повышенное давление при зажиме в процессе сварки. Материалом для изготовления оснастки служит вороненое железо 35х14 мм.
Подобно стандартной профессиональной модели здесь также возможен заказ вертикальных и горизонтальных элементов по отдельности и по индивидуальным размерам.

- Профессиональная струбцина с поворотом на 360 градусов.
Данный инструмент уникален тем, что с ним возможна работа в диапазоне полной окружности, в то время как обыкновенный стандартный механизм ограничен в повороте на 45 либо 90 градусов. Другими словами, здесь подвижная планка фиксируется абсолютно под любым углом. Усилие при зажиме также можно регулировать путем поворота утопленной шестигранной гайки, находящейся в верхней части рукояти. Изготавливается данная модель из вороненого железа 30х14 мм.
- Быстрозажимная профессиональная струбцина.
Предназначена для быстрой и надежной фиксации заготовок во время сварки. Усилие зажима регулируется путем изменения расстояния до имеющихся системных отверстий. Сам быстрозажимной механизм расположен на горизонтальной планке, которая, как и закаленная вертикальная планка, может изготавливаться по индивидуальным размерам.
Вертикальный элемент имеет круглое сечение 28 мм. Стандартная длина планки может иметь значения 300, 500 и 800 мм. В комплектацию входят также чугунные крестовики двух видов без барашка 67 и 69 мм соответственно. В процессе производства элемент подвергается закалке.
- Профессиональная струбцина, оснащенная кулачковым зажимом.
Здесь также обеспечивается сильная и быстрая фиксация деталей для сварки благодаря вертикальному зажиму, размещенному в верхней части инструмента. Подобным зажимным механизмом может комплектоваться как стандартная профессиональная оснастка, так и инструмент с подвижной планкой на 45 и 90 градусов.
- Быстрозажимная стандартная струбцина.
Обладает очень простой конструкцией с точным механизмом фиксации, обеспечивающим достаточно сильный и быстрый зажим заготовок. Выпускаются изделия в нескольких стандартных размерах в диапазоне длин 200–400 мм.
- Универсальная струбцина для сварки.
В этом приспособлении удачно совмещены полезные качества стандартного инструмента и подвижность оснастки на 45 и 90 градусов. Итогом явилась гибкая в настройке струбцина с планкой, передвигающейся в диапазоне от -42 до 42 градусов. Положение подвижной планки можно изменять вращением соответствующего винта. Таким образом обеспечивается гибкость фиксации. Последняя может быть как прямой, так и под углом в несколько градусов.
Положение горизонтальной планки круглого сечения длиной 200 мм также регулируется. Совместно с вращающимся винтом данная возможность предлагает больше вариантов положения инструмента. Конструкция из подвижных элементов размещена на вертикальной трубке длиной 250 мм, зафиксированной специальным кольцом в отверстии сварочного стола. В комплекте также имеется резьбовой винт 135 мм.
- Базовая винтовая струбцина для сварки под 90 градусов.
Используется для быстрой и точной фиксации деталей строго под прямым углом. Само приспособление может вращаться на 360 градусов, что дает возможность установить его на столе в любом положении. Вертикальная планка фиксируется в отверстии сварочного стола имеющимся кольцом.
- Базовая винтовая струбцина на 180 градусов.
Отличается от предыдущего вида тем, что фиксирует заготовки под углом 180 градусов к отверстиям стола. Диапазон регулировки в горизонтальной плоскости составляет 45–180 мм от вертикального элемента. Длина винта инструмента равна 100 мм.
- Быстрозажимная струбцина с адаптером.
Встроенный адаптер позволяет использовать приспособление в любых отверстиях сварочных столов типа 28. Сочетание данного инструмента с упором делает его применение максимально гибким.
- Быстрозажимная горизонтальная струбцина с адаптером.
Оснащена съемным адаптером, что дает возможность применять горизонтальный фиксатор на столах типа 28. Универсальный упор обеспечивает конструкции максимальную функциональность.
- Быстрозажимная струбцина для сварки на 100 и 160 градусов.
Это устройство также может быть использовано в любых отверстиях сварочных столов типа 28. Степень прижима в определенном диапазоне регулируется соответствующим винтом.
Рассчитана для работы исключительно на сварочно-сборочных столах типа 16. Механизм достаточно простой, но при этом обеспечивает надежную фиксацию. Расстояние между инструментом и заготовкой можно изменять путем его вращения. Данная оснастка может быть использована для фиксации изделий из разных материалов, для чего необходимо поменять призму.
Данный инструмент также предназначен для столов типа 16. Отличается простотой в регулировке, удобством в работе, а также длительным сроком эксплуатации. Имеется возможность заказывать вертикальные и горизонтальные элементы отдельно по индивидуальным размерам. Благодаря наличию сменной призмы можно обрабатывать заготовки из разных материалов.
Как выбрать угловую струбцину для сварки
Выбор нужно делать исходя из предполагаемых задач, поскольку каждый тип углового инструмента предназначен для фиксации детали под определенным углом. К примеру, если планируется сварка под углом 90 градусов, а оснастка может обеспечить угол 60 градусов, нет особого смысла ее покупать и использовать. Поэтому весь производственный процесс лучше спланировать заранее, а если все предусмотреть невозможно, рекомендуется приобрести для сварки набор из нескольких струбцин под различные углы.
При выборе также стоит учитывать толщину зажимных губ – чем они толще, тем фиксация деталей надежнее. А это напрямую влияет на качество сварного шва – при надежном зажиме он не должен деформироваться. Важно обратить внимание и на винты. Крайне желательно, чтобы они были изготовлены из меди или материала с медным покрытием.
Сварка неизбежно будет сопровождаться брызгами расплавленного металла, оседающего на поверхностях рядом, а медное покрытие не позволит этим брызгам навредить резьбе. Проблема прикипания капель металла к резьбовому соединению зачастую встречается в дешевых изделиях. В результате инструмент выходит из строя.
В целом, это основные моменты, которые следует знать, прежде чем купить струбцину на 90 градусов для сварки самостоятельно. Безусловно, данное полезное приспособление можно заменить обычным уголком для сварочных работ, что обойдется дешевле. Однако в этом случае удастся лишь расположить соединяемые детали под определенным градусом без какой-либо фиксации. Сварщику придется во время работы придерживать заготовки, постоянно контролируя их взаимное положение. Угловая струбцина же позволит произвести работы быстрее и проще. Поэтому экономия на удобстве – решение весьма спорное.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также:
- Масса для сварочного аппарата своими руками из профильной трубы
- Инверторный генератор сварочный аппарат
- Как устанавливается режим подогрева при сварке стыков труб из разнородных сталей перлитного класса
- Какой силы ток применяется для сварки электрических проводов
- Как сделать стекло для сварочной маски в домашних условиях