Приспособления для ручной сварки
Обновлено: 20.05.2024
Сварка в промышленных условиях значительно отличается от сварки в гараже и дома. В промышленных цехах этот процесс должен проходить без остановки и в больших объемах. Все должно происходить точно и в ускоренном темпе, каждая деталь должна быть подготовлена, все характеристики рассчитаны. И при всем этом нужно исключить или свести к минимуму травмирование рабочего персонала.
Характеристика
Для выполнения этих задач в промышленности используются разного рода вспомогательное сборочно-сварочное оборудование. Его можно разделить на следующие основные группы.
- Сборочно-сварочные кондукторы.
- Сборочные стенды и установки.
- УСП (универсальные сборочно-разборочное приспособление).
- Переносные сборочно-сварочные приспособления.
Сварочно-сборочный кондуктор – это приспособление, предназначенное для предварительной сборки и фиксации материала, особенно для фиксации громоздких предметов. Это устройство позволяет надежно закрепить свариваемые части в нужном положении. Хороший и удобный кондуктор значительно повышает уровень производительности работ и качество товара, тем самым значительно увеличивает прибыль.
В зависимости от размера продукта, производства или места использования агрегаты делятся на такие варианты.
- Малые – в основном используют на дому для определенной малой конструкции. К примеру, это может быть сварка рамки с прямым углом или создание стоек для перил. Малые кондукторы легко транспортируются из-за относительно небольшого размера и легкого веса.
- Большие используются в цехах и на заводах для более масштабных целей. Например, такого рода кондукторы применяют в машиностроении. И в отличие от малых, их сложнее транспортировать, и по размеру они в несколько раз больше.
В зависимости от фиксации материала и возможности передвижения стола, на котором с ними работают, агрегаты делятся на следующие варианты.
- Полностью фиксирующие – это кондукторы, как и следует из названия, фиксируют материал, полностью обездвижив его.
- Полуфиксирующие – это кондукторы, которые фиксируют материал, но при этом они могут вращать одну его часть в фиксированном положении.

В зависимости от целей и задач, которые сварщики ставят перед собой, существует очень много видов кондукторов.
Назначение
Есть два основных назначения сварочных кондукторов.
- Упростить работу сварщика по максимуму.
- Свести к минимуму травмирование сварщика и его помощников.
Упрощение работы
Каким образом кондуктор упрощает работу сварщика? А упрощать он может разными способами.
- Фиксировать металлоконструкции в нужном положении. А это немаловажно для сварщика, потому что человек не может долго держать предметы в одном положении – при каждом прикосновении электрода к материалу тот рефлекторно отталкивается. В основном фиксация нужна для сварки материала под прямым углом. Потому что придерживать человеку предмет под прямым углом очень сложно, как и было выше сказано.
- Ускоряет ход работы. Скорость улучшается из-за быстрого фиксирования всего материала в финальной форме, не используя сам сварочный аппарат.
- Дает возможность осуществлять объемные работы.
- Почти в каждом большом кондукторе находится место для металлического сосуда или ведра, чтобы охладить металл в воде.
Уменьшение травмирования сварщика и его помощников
Самое преобладающее назначение кондуктора – это сохранение здоровья рабочего. В основном без кондуктора его функцию выполняет помощник сварщика. После такой работы он может получить серьезные ожоги или другие травмы.
На сегодняшний день также существуют роботизированные сварочные кондукторы для большей ликвидации физического контакта человека с этой работой. Это еще больше позволяет уменьшить риск травмирования рабочего персонала.
Такие устройства в основном используют в машиностроении, так как там нужна более высокая точность и механизация производства.
Правила использования
Правила использования зависят от модели кондуктора. Для начала это простые правила работы с любым оборудованием. Работать с обыкновенным столом с манипулятором несложно. Конечно, для работы со сложными и автоматизированными кондукторами лучше всего просмотреть прилагаемую инструкцию. Ну а если у вас обычный кондуктор, то нужно работать следующим образом.
- В первую очередь стоит разместить части будущей конструкции в нужной вам форме.
- Затем нужно укрепить все части прочно с помощью тисков. Если кондуктор автоматизирован – вам будет легче, ну а если он механический, то вам придется приложить чуть больше усилий. В нынешнее время большинство цехов оснащены всевозможным оборудованием, которое используется на автоматизированной основе. Но нельзя исключить и работу мастеров, которые взаимодействуют с металлом вручную. Для них самый лучший способ облегчить ручную работу – это оборудовать свой кондуктор гидравлическими, электромагнитными, пневматическими или вакуумными зажимами. Тогда будет легче фиксировать металл.
- Теперь уже можно варить материал как удобно.
- После сварки металла его нужно охладить. Ну а если у вас сварка с азотным приводом охлаждения, вам будет значительно проще, и охлаждение пройдет быстрее. Если у вас обычный сварочный аппарат, то лучше всего подождать, чтобы металл сам остыл, так изделие остается более прочным. В некоторых случаях металл можно охладить водой, однако, это может привести к его непрочности и недолговечности.
- Последнее, что нужно сделать после охлаждения – ослабить фиксаторы, и работа готова.
Далеко не все горят желанием приобрести сварочно-сборочный кондуктор себе в гараж или для использования в бытовых условиях. Все-таки это производственный уровень работы.
Но для цехов и заводов такое вспомогательное оборудование только будет улучшать качество и скорость работы. На сегодняшний день невозможно запускать производство без сварочно-сборочных кондукторов.
В следующем видео представлен обзор сварочного кондуктора.
Обзор инструментов сварщика
Сварка является одним из самых популярных и распространенных производственных процессов. При этом специалисты из данной сферы задействованы на самых разных предприятиях. Однако для того чтобы максимально эффективно и качественно осуществлять процесс сварки, необходимо обладать соответствующими инструментами. Сегодня в нашей статье мы поговорим о том, какое оборудование необходимо каждому сварщику.


Что это такое?
Необходимые для сварщика инструменты включают в себя большое разнообразие специализированного оборудование, которое имеет особое назначение. В зависимости от конкретного типа сварки, который осуществляет тот или иной специалист (например, называется ручной дуговой), могут понадобиться те или иные инструменты. Однако в любом случае какое-то оборудование является необходимым.
Важно сказать, что профессиональные специалисты выдвигают строгие требования к используемому оборудованию, так как не только квалификация работника, но и качество используемых устройств оказывает значительное влияние на итоговый результат работы.
Разновидности и их описание
В арсенал сварщика входит большое количество разнообразных инструментов, которые принято подразделять на категории.
Основные принадлежности
Шлакоотбойный молоток (или зубило) является одним из основных инструментов сварщика, без него не сможет обойтись ни один профессионал. Особенно актуальным данный инструмент будет для тех специалистов, которые регулярно имеют дело с ручной дуговой сваркой. Как можно догадаться из названия данного изделия, его основное назначение – это избавление от шлака.
Так, например, в ходе осуществления сварки поверхность шва может покрываться нежелательной коркой (чаще всего это происходит в том случае, если вы осуществляете сварку покрытыми электродами и при автоматической сварке под флюсом). Кроме того, может образовываться окалина, которая, по сути, представляет собой продукт окисления железа при его нагревании. Помимо удаления шлака, с помощью молотка можно чистить первый проход при формировании многослойных швов, снимать капли расплавленного металла с поверхности околошовной зоны, а также вносить корректировки в непосредственную форму заготовки.


Еще один важный инструмент для профессионального сварщика – это электрододержатель. Традиционно данное устройство используется для надежного закрепления электрода и подвода к нему сварочного тока. Существуют определенные требования, которые выдвигаются со стороны специалистов по отношению к электродержателям.
Так, например, данный инструмент в обязательном порядке должен выдерживать минимум 8000 зажимов и при этом обладать небольшой массой. На сегодняшний день на рынке можно найти 2 основных типа электродержателей: винтовой (в его конструкцию входит держатель, который не проскальзывает в руке, верхняя поворотная часть, которая удерживает электрод) и устройство с зажимом.
Также к основным инструментам сварщика можно отнести стальную щетку, которая предназначена для очистки металла от различного рода загрязнений, ржавчины, пыли и т. д. Сварочные кабели – это те изделия, которые применяются для отдвода тока к электрододержателю и изделию от источника питания. Важно, чтобы эти кабели были достаточно гибкими, поэтому большое количество профессиональных сварщиков отдает предпочтение таким маркам как РГД, РГДО, РГДВ, КГ, КОГ, КПГ, КСсш. При этом наиболее оптимальной длиной кабель является показатель в 200-300 см.
В ходе выполнения сварочных работ специалист также использует зажимы для обратного провода (или клеммы заземления).
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Приспособления для сварки

Сварочному процессу предшествует подготовка. Соединяемые заготовки нужно правильно выставить и зафиксировать. Порой это занимает очень много времени. Задача сильно упрощается, если использовать специальные приспособления. Они отличаются назначением и функционалом.
Иногда сварочный процесс забирает меньше сил и времени, нежели подготовка к нему. Основную часть предварительных работ составляет фиксация всех элементов конструкции в нужном положении. От уровня подготовительных работ зависит и качество конечного результата. Для того, чтобы правильно собрать и выставить все заготовки, нужно быть предельно внимательным, а нередко – и терпеливым.
Бывает случаи, когда с большим трудом скомпилированный остов будущей конструкции рассыпается от неудачного прикосновения рук или при попытке разжечь дугу. Приходится все начинать чуть ли не с ноля, и это раздражает. Но еще хуже, когда один из элементов незаметно сдвинулся и был приварен неправильно. Или же деформировался под воздействием высокой температуры или быстрого остывания.
Избежать досадных ошибок можно, используя в работе специальные приспособления, упрощающие фиксацию деталей. На потребительском рынке есть большое количество приспособлений и оснастки, предназначенных для сварочных работ. На промышленных линиях, которые выпускают продукцию серийно и в большом количестве, эти функции выполняют специальные механизмы, зачастую к тому же роботизированные. К примеру, широко используются автоматические системы по транспортировке, укладке, кантовке продукции. в большом ассортименте представлены разнообразные сборочные фиксаторы и крепежи.
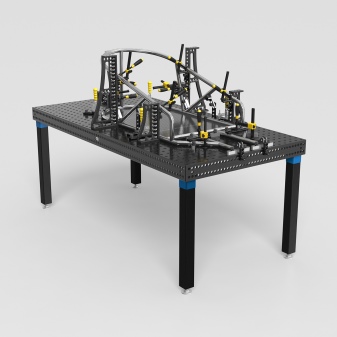
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
В домашних условиях выбор аналогичной оснастки скромнее. Это, как правило ручные приспособления универсального спектра. Они позволяют собрать будущее изделие и прочно закрепить все его элементы в нужном пространственном положении. Это – скобы, зажимы, струбцины и другие фиксирующие устройства. Они же предотвращают явную деформацию конструкции.
Виды сборочно-сварочных приспособлений
Все приспособления, которые применяются для удержания элементов, делятся на две группы в зависимости от функционала – закрепляющие и установочные. Наиболее практичны универсальные устройства, которые объединяет в себе обе эти функции.
Установочные
Оснастка данной категории предназначена для начальной установки элемента в нужном пространственном положении. Важно добиться именного того расположения, которое свойственно для готового изделия. Приспособления установочной группы отличаются по своему функционалу и конструктивному решению. Они делятся на подкасты: угольники, шаблоны, призмы и упоры.
Угольники необходимы для того, что установить элемент под нужным углом по отношению к сопряженной поверхности. Шаблонные угольники дают возможность установки детали под одним определенным углом – 30, 45, 60, 90 градусов или другим. Куда практичнее использовать универсальные аналоги, имеющие поворотные лучи. Они позволяют выбрать любой нужный угол для установки детали.
Шаблоны востребованы в том случае, когда нужно установить деталь будущей конструкции в стандартном положении по отношению к ранее сваренным деталям.
Призмы используются для фиксации цилиндрических элементов в предопределенном пространственном положении. Вместо призмы можно применять самую простую конструкцию, сделанную из двух сваренных между собою уголков.
Упоры требуются для фиксации элементов базы. Они бывают откидными, постоянными или съемными. Постоянным упором может быть любая распорка, платина или брусок из дерева или металла. Они привинчиваются или привариваются с целью правильного расположения одной из деталей конструкции и не убираются. Откидные или съемные упоры используются в случаях, когда их постоянное присутствие в конструкции недопустимо или обременительно.
Закрепляющие
Сварочные приспособления, которые применяются для фиксации детали в нужном положении уже после того, как она была выставлена. Крепеж нужен для того, чтобы исключить случайный сдвиг элемента (например, от соприкосновения с электродом) или же его деформацию в результате охлаждения. Закрепляющие устройства представлены большим ассортиментом. Сюда относятся струбцины, стяжки, зажимы, распорки и прижимы.
Струбцина представляет собой универсальный инструмент, который пригодится в большинстве случаев работы с металлом. Для сварщика это оснастка №1, без которой работать катастрофически неудобно и малопродуктивно. Особенно, если речь идет о сочленении заготовок небольшого размера. Существует различные варианты исполнения струбцин для сварочных работ, которые отличаются по форме и размеру. Они могут иметь постоянный или регулируемый зев. Особой популярностью пользуются быстрозажимные варианты, которые сжимаются посредством кулачкового механизма. Каждый сварщик должен иметь набор струбцин разной конфигурации, поскольку в его работе этот инструмент является незаменимым.
Зажимы по сравнению со струбцинами характеризуются большей приспособленностью и удобством использования. Детали фиксируются простым движением – сжатием и разжатием ручек зажимов. Размеры зева в большей части моделей регулируются при помощи винта, размещенного в ручке; перестановкой поворотного штифта или иным способом.
Прижимы бывают нескольких видов. Делятся они по принципу действия: рычажные, клиновые, винтовые, пружинные, эксцентриковые. Наибольшее распространение получили винтовые прижимы. Их можно изготовить самостоятельно. Это довольно примитивный самодельный механизм, представляющий собой две пластины с отверстиями, через которые продет винт. Соединяемые детали удерживаются пластинами, которые в свою очередь зажимаются винтом.
Клиновые зажимы использовать не всегда удобно. Там зажимаются детали при помощи клиньев, подкладок и скоб. Забиваются они молотком, на что требуется время.
Пружинная скоба работает за счет деформации сжатия. Для ее изготовления используется особый вид проволоки или листовой стали, обладающий пружинными свойствами.
В эксцентриковых прижимах основным элементом является смещенный кулачок. Проворачиваясь, он смещается относительно своей оси вращения, что можно использовать в том числе и для сжатия. Такой механизм удобен тем, что дает возможность зафиксировать заготовки одним движением. Но есть и весомый изъян. Дело в том, что ход кулачка небольшой. Поэтому востребованы они намного меньше, нежели винтовые аналоги.
Стяжки идеально подходят в случае необходимости сближения кромок свариваемых заготовок, особенно, габаритных. Они имеют разный способ крепления к заготовкам и отличаются по длине. Стяжки нужного размера подбираются в зависимости от удаленности деталей и их сопротивляемости перемещению.
Распорки предназначены для выравнивания кромок заготовок, исправления деформации иного рода и придания плоскостям нужной конфигурации.
Многие перечисленные здесь приспособления можно изготовить самостоятельно. Изначально оснастке придается форма, которая наиболее часто востребована для соединения заготовок.
Установочно-закрепляющие приспособления
Самыми удобными для сварочных работ являются приспособления для решения комплекса небольших задач. Хорошо, когда при помощи одной оснастки можно выставить заготовку в нужное положение и надежно зафиксировать. В таком случае нет надобности заботиться о наличии большого количества вспомогательного инструмента. Универсальные зажимные приспособления позволяют быстро установить заготовки в нужном положении, зафиксировать их и приступить к сварочному процессу.
Выше изображены три самых распространенных приспособления, с помощью которых легко расположить и зафиксировать заготовки под углом 90 градусов. Некоторые виды оснасток позволяют работать сразу в двух плоскостях и размещать сразу три заготовки.
Простые зажимы, которые смогут удерживать детали под прямым углом по отношению одна к другой, несложно сделать самостоятельно. Для этого требуется немного: два уголка, угольник, полоса и сварка. Уголки размещаются перпендикулярно, чтобы стать впоследствии направляющими, а полоса будет служить связующим звеном между ними. Точно сориентировать их проще всего при помощи угольника (см. фото ниже), а для фиксации можно использовать струбцины.
После того, как все элементы будут правильно расположены и зафиксированы, выполняются прихватки минимум в четырех точках, которые должны соединить полосу с двумя уголками. Формировать сварной шов сразу без прихватов не стоит, поскольку метал может увести в сторону и прямой угол уже не сохранится.
Пришло время снять струбцины, чтобы они не мешали сварке деталей и не были случайно повреждены. Проваривая края заготовок, желательно ложить короткие швы поочередно с разных сторон. Так больше гарантии того, что геометрия будущего шаблона сохранится.
Приспособление для сварки труб
Сваривание торцов труб сварщикам выполнять приходится нередко. И дома, и в мастерской, и на производстве – везде возникает такая необходимость. Есть приличное количество приспособлений, облегчающих сварку труб. Их применение положительно сказывается на качестве сварного соединения. Такие устройства принято называть центраторами. Они обеспечивают точное совпадение кромок свариваемых заготовок, тем самым способствуя более быстрому выполнению работы. В зависимости от конструктивного решения они бывают наружными или внутренними. Более востребованы наружные центраторы.
Для сварочных работ с трубами большого диаметра успешно используется звенный центратор (на фото). Называется он так потому что состоит из нескольких звеньев, соединенных при помощи шарниров. Они образуют замкнутый контур. Торцы двух соединяемых труб размещаются внутри данного приспособления. Они удерживаются специальными упорами, которые и центрируют их по отношению друг к другу.
Для домашнего использования больше подойдут струбцины-центраторы. Они предназначены для совмещения труб небольшого диаметра. К примеру модель СМ151 рассчитана на работу с магистралями диаметром от 57 до 159 мм. А вот струбцина-центратор ЦС3 пригодится, если диаметр труб не выходит за пределы диапазона 10-70 мм.
Честно говоря, совместить трубы небольшого диаметра не так уж и сложно. Если сваривать их приходится нечасто, то можно обойтись и без специальных приспособлений. Если возникает ситуация, когда центратор все-таки нужен, то можно изготовить его самостоятельно. Самое простое решение – это к струбцинам приварить уголки (на фото ниже).
Приспособления с магнитами
Очень удобно для позиционирования заготовок в сварочных работах использовать специальные магнитные приспособления для сварки. С их помощью легко соединять легко выставить детали и удерживать их в нужном положении сколь угодно долго, благодаря силе притяжения магнитов.
Магнитные угольники
Очень распространенные инструменты. На потребительском рынке они представлены в широком ассортименте – всевозможных размеров, форм, комплектаций и функционала. Некоторые модели просты и помогают выставить заготовки в каком-либо одном положении. Есть варианты с дополнительными крепежными элементами, а также с возможностью изменения угла размещения деталей. Такие устройства очень удобны в работе с листовым металлом, рамными конструкциями, стойками и т.п.
Универсальные приспособления
Есть и другие магнитные устройства, которые по сравнению с угольниками наделены большей функциональностью и возможностями. Одно из таких приспособлений называется MagTab. С его возможностями стоит ознакомиться более детально.
Основу устройства составляют две опорные плоскости (1). Они имеют встроенные магниты. Угол между пластинами можно менять в зависимости от того, с какими по форме заготовками приходится работать: уголками, листами или цилиндрами.
Помимо опорных устройство имеет еще две другие плоскости (2). Они предназначены для крепления деталей, которые будут приваренными к основному элементу. По отношению друг к другу дополнительные пластины расположены под прямым углом. Они смещаются относительно основных плоскостей, что дает возможность сварщику расположить привариваемую деталь именно так, как ему нужно.
Иногда, чтобы зафиксировать деталь в нужном месте и приступить к сварочным работам, уходит слишком много времени и сил. Устройство типа MagTab дает возможность быстро выполнить весь объем работ, независимо от того, насколько сложной является поверхность основания и какую форму имеет присоединяемая деталь. Для фиксации нужно всего лишь одну поверхность приспособления расположить на основании, а к другой поднести другой элемент. Магниты обладают достаточной силой, чтобы удержать обе детали неподвижно и позволить сварщику выполнить свою работу без дополнительных хлопот.
Сборочно-сварочные приспособления на магнитной основе просты и удобны в применении. Благодаря им, время на первичную сборку конструкции снижается в несколько раз. Вырастает не только скорость выполнения работы, но и качество сварочного соединения. Ведь уже на начальном этапе специалист видит собранную конструкцию такой, какой она должна быть после сварки.
Простые, практичные и относительно недорогие приспособления достойны того, чтобы наравне со струбцинами и зажимами занять место в домашней мастерской или на производственном участке. Такие «помощники» можно сделать самостоятельно, раздобыв небольшие и подходящие по форме магниты. Только нужно помнить, что магнитам претит высокая температура. Под ее воздействием они размагничиваются.
Газовые линзы
При аргонодуговой сварке металлы соединяются в среде инертных газов. Качество защиты во многом зависит от скорости подачи газа и формы соединяемых деталей. Слишком сильный поток газа отрицательно сказывается на уровне защиты, равно как и слабый его приток – из-за образования турбулентности и подсоса атмосферного воздуха в область сопла.
Чтобы исключить вероятность образования турбулентности, обеспечить прямолинейное и равномерное поступление аргона, используются специальные газовые линзы. Они представляют собой цанговые зажимы особой конструкции, внутри которых устанавливается мелкая сеточка. Именно она обеспечивает прямо направленный приток инертного газа. Такая линза заменят обычный цанговый замок. В силу того, что линза имеет несколько большие размеры, чем обычная, то нужно сменить и сопло горелки.
Использование газовых линз оправдано в случаях, когда нужно обеспечить лучшую газовую защиту из-за особых свойств металла. Пример может служит сварка титановых заготовок. Или в том случае, когда такого подхода требует непривычная конфигурация соединяемых деталей. В других случаях прибегать к установке газовых гильз нецелесообразно. Ведь в связи с их применением увеличивается расход инертного газа. К тому же увеличенный диаметр сопла ухудшает обзор места сварки.
Вторичная защита в аргонодуговой сварке
При работе с титаном требуется защита как зоны сварки, так и прилегающих к ней областей металлических заготовок. Это требуется по той причине, что титан, нагреваясь до температуры в 400 градусов Цельсия, вступает в реакцию с атмосферными газами. В результате этого прочность металла сильно снижается и в местах нагрева он становится хрупким. Чтобы избежать подобного, применяется вторичная защита. Ее задача состоит в том, чтобы препятствовать контакту нагретого металла с воздухом атмосферы.
Основное устройство вторичной защиты представляет собой металлический кожух, который специалисты называют сапожком. Он крепится к горелке и обеспечивает приток защитного газа в область сварочного шва. Качественно «сапожок» сможет исполнять свое предназначение только в том случае, когда по форме будет плотно прилегать к соплу горелки и повторять конфигурацию заготовки. Часто его приходится заказывать под конкретную работу. Иногда сварщики делают такой кожух самостоятельно непосредственно перед процессом. Для того, чтобы инертный газ равномерно распределялся по всей плоскости свариваемых деталей, внутренняя часть кожуха может содержать наполнитель, например, алюминиевую стружку.
Вторичная защита также может обеспечиваться гибкими фартуками. Они призваны решить те же задачи, что и «сапожек». Но в отличие от металлического аналога гибкие фартуки отличаются пластичностью и плотно прилегают к цилиндрическим поверхностям. Такие фартуки можно сделать самостоятельно из медной фольги, имеющей достаточную толщину.
Читайте также: