Пробивает на массу сварочный полуавтомат
Обновлено: 18.05.2024
Так как темы такой не нашел, что бы отписать в неё, решил создать новую.
История такова: Имею в собственности сварочный полуавтомат Helper prof MAXI-152, варил им долгое время и горя не знал. Но сегодня горя напали и мой ПА приказал долго жить. причем сделал он это в 2 этапа. сначала силовая перестала отключаться и реагировать на кнопку, что в принципе очень мешало варить. Но при определенной сноровке, которую я тут же получил, варить получалось. а потом и вообще перестало подавать проволоку и хоть как то реагировать на микруху в ручке но силовая при этом так и не отключается . и начинает работать вместе с включением тумблера питания.
и теперь главная фраза: ЛЮДИ ДОБРЫЕ поможите грамотным советом (или делом) по ремонту этого окоянного агрегата.
Или фото или ссылку на фото внутренностей. Тогда будет от чего отталкиваться.
tehsvar написал :
Или фото или ссылку на фото внутренностей. Тогда будет от чего отталкиваться.
tehsvar , Спасибо большое. Буду проверять. А интересно где можно достать запчасти? А может аналоги какие есть, типа русских кондовых релюшек?
ну вот и разобрался я с этой техникой.
Всё дело было в сгоревшей дорожке на плате управления (решилось впайкой перемычки).
Видимо когда залипло реле подача еще работала, а потом выгорела дорожка от микрухи. и всё.
Теперь вопрос: кто как борется с тяжким проходом проволоки в рукаве?
muxacb написал :
Теперь вопрос: кто как борется с тяжким проходом проволоки в рукаве?
поменяйте канал, они не дорогие если не брендовые. только попробуйте сначала как ходит в шланге старый, если он "прикипел" то проще новую горелку купить. если свободно то соединяйте сварочной проволокой один к одному и тащите, если сначала выдрать старый то новый можно и не впихнуть.
Доброго времени суток.
Друг принёс мне ProfHelper MAXI-152. В виде запчастей
С неисправной подачей. Неисправность устранил теперь встаёт проблема как расключить первичную обмотку. Там 5 концов и какой куда ХЗ.
Здравствуйте.
У меня вот такой вопрос. Почему когда я врубаю п/а у соседа в гараже радио ловит немалые помехи?
Спасибо за ответ.
есть ГОСТ, в нем прописаны частоты и допустимые уровни радиопомех
Олег А написал :
Здравствуйте.
У меня вот такой вопрос. Почему когда я врубаю п/а у соседа в гараже радио ловит немалые помехи?
Спасибо за ответ.
Попробуйте как вариант, подключить заземление на третий провод, который идет с аппарата (желто-зеленый).
Ведь не зря же ставят несколько конденсаторов на землю.
Спасибо. Но агрегат у меня далеко не новый, похоже еще советский. Вот фото, может кто опознает раритет. Попробую заземлить корпус. Варит нормально но нет регулировки (не реагирует). На фото виден оторвавшийся откуда то фиолетовый провод искал я откуда, не видно, а знаний в этой области не имею. Может вы что посоветуете, мож тут дело не дойдет до того чтобы переть его в ремонт, весит около 50кг.Если нужно сделаю другие снимки.

вот такой вот чудо аппарат достался. переключатель 4 положения силы тока и крутилка подачи проволоки. когда вариш аппарат трещит, то есть не плавно варит, а рывками.
горелка на нем 3 метровая, не заводская конечно, кнопка залипает. думаю поставить 2 метровую. посоветууйте может что поверить в нем, может переделать что. что за аппарат не знаю, сделан в россии однозначно)) не больше 150 ампер думаю

Пряник , С питающем напряжением всё хорошо?
подача проволоки идет рывками. скорость подачи меняется, как будто подклинивает. без проволоки проверял. разберу моторчик посмотрю.
Пряник написал :
подача проволоки идет рывками. скорость подачи меняется, как будто подклинивает. без проволоки проверял. разберу моторчик посмотрю.
Моторчик нужно проверять первым делом.(щётки,червяк,статор)
Буксовать ролики могут,канал тормозить проволоку.
Проверьте стабильность подачи напряжения на моторчик.
питание стабильное. мотор в обратную сторону нормально идет, в нужную рывками. смотрел сейчас,он от дворников ваз 2101 стоит. разбирал, видимых повреждений нет. смазал втулки, червяк-ничего не поменялось. менять буду.
поменял мотор,))) подтянул массу)) все гуд. подача ровная, треск пропал. осталось научиться варить.
поднимим тему. достался аппарат ПШП-140 УЗ. фото ниже. есть горелка, есть мотор подачи проволоки, есть регулятор подачи. не обнаружил трансформатор. есть только кабель к нему(я так считаю)4 жильный. информацию по нему не нашел.фото ниже
чтото фото прикрепить не получается
ОАО «Гайский завод «Электропреобразователь» выпустил этот аппарат. 1995 год на табличке
Доброй ночи!
Циклон ПДГ200Д,постоянно горит перегрев и не работает аппарат.
Как устроена защита от перегрева?
Схема нижняя,но там про защиту ни слова.
По каким параметрам,он определяет,что перегрелся. вроде не термодатчиков,не нашел да и на плате вроде и управлять,то им нечем
Подскажите пожалуйста((((

В разрыв сети в некоторых стояли. Внутри транса. Звякните его тестером, сам транс. Он должен на прозвонке накоротко звониться.
вот что получается--фото не выкладываются сюда. у меня аппарат, в котором стоит электродвигатель на подачу проволока 24вольта. из этого аппарата выходит 4 провода. подсоединил выпрямитель к 2 проводам сгорела дорожка на плате.ну к другим пересоединил(дорожку запаял конечно) нажал на кнопку горелки и проволока пошла, регулятор оборотов работает, там даже направление подачи проволоки меняется. клапан подачи кислоты работает. Вот остальные 2 провода при нажатии на кнопку между собой замыкаются. в аппарате больше ничего нет. вот вопрос, возможно ли подсоединитьк нему инверторную дуговую сварку? или придется с катушками мудрить. может кто сталкивался,или ссылку киньте где видели как строят их.
Подскажите пожалуйста, на полуавтомате KRIPTON на плате згорела КТ819Г и 40CPQ100. КТ819Г нащел, а 40CPQ100 нигде небыло в городе, посоветовали поставить 60CPQ130. Поленял начал варить но сильное разбрызгивание искр. Посоветуйте что делать а то нормального электрика нет.
teran181 , завести в поселении толкового электрика-электронщика.
Всем привет!ПА не варит как должен варить,нет мощности тока на в момент соприкосновения с металом,проволока идёт, кислота тоже,такое впечатление,что нехатает напруги(и в момент соприкосновения с металом нет щелчка релюшки )он должен варить с треском.помогите.
Добрый день форумчане!
Помогите решить проблему с ПА. Нет подачи проволоки и сварочного тока. Ручная протяжка проволоки работает. При нажатии кнопки на горелке - идёт подача газа. В режиме ММА - всё ОК. При внешнем осмотре внутренностей, ни каких повреждений не выявлено. Да и от куда им быть. Я им пользовался 3 раза всего.
Обратился сегодня знакомый с прсьбой попробовать поварить его полуавтоматом.Полуавтомат трансформаторный Темп 135,очень похож на полуавтомат как у топик стартера.Флюсовой проволокой варить кое как получается,обмедненной с газом только треск стоит,варит очень плохо.Полярность при смене проволоки переключал.Что может быть?Сеть без нарузки показала 220 цифровым китайским тестером.Под нагрузкой не мерили,времени уже не было.
У меня точно такой же аппарат,проблем пока не замечал подобных,просто при обмедненной проволоке приходится больше тока давать.Пока подозрение только на проводку,думаю что она до гаража слабая.
ребят окажите помощь плата управления подачи проволоки отсутствует транзистор кто знает его маркировку заранее благодарю

а какой аналог? а42 искал нет
народ прошу , помогите, нужна схема платы управления сварочника унимиг хелви 398. проблема такая-время от времени пропадает дуга (нет включения основного електромагнита), такое ощущение, что срабатывает тепловая защита, но индикатор не горит, заменили транзистор вс373, сначала пошло , но через некоторое время опять, проволока идет. а дуги нет , самое главное-хаотично. не системно. бывает во время сварки , но всегда после потухания дуги и перед следующим розжигом, бывает с утра уже не работает, но что интересно- если подать напряжение на плате прямо на транзистор начинает работать, после проявления очередного неисправности немного постоит и начинает работать, было что превключу подачу 380 и начинает работать. вобщем дурдом схемы нигде нет. а аппарат кормилец, с большим трудом нашел остатки в Харькове на складе транзисторов вс 373, выкупил все 15 шт, у кого проблема могу поделиться просто так . работайте и радуйтесь
Пробивает на массу сварочный полуавтомат
А как нибудь заземление сделать от стола например? Если взять лист металла в качестве рабочей поверхности и проводом его к полу. А пол заземлён?Если пол земляной- то это не значит что это заземление.В и-нете дофига про ЗАЗЕМЛЕНИЕ есть.Отнесись к зтому серьёзно.
Заземление, может, и поможет, но не уберет причину. А причина в пробое изоляции или деталей - фиг узнаешь без вскрытия.
Сейчас пробой маленький, потом будет больше, а гарантия уже закончится.
Аврора во всех своих аппаратах рекламировала защиту от поражения током при работе в сырую погоду и т.д..
то есть , по идее. при малейшем "пощипывании от массы" защитная система аппарата автоматически сбрасывает напряжение..
пока гарантия действует надо обратиться в их сервис для диагностики и ремонта.
Вот именно в ремонт и не ломать голову.
А насчет защиты. Вероятность, что защита накрылась, никак не меньше вероятности, что накрылось что-то, от чего пробивает на массу.
Я с этими преобразователями (инверторами) работаю с 80-х годов. С тех пор физика процессов никоим образом не изменилась. Возьмите любой электроприбор с импульсным источником питания (телевизор, компьютер и т.д.) и тестер. Включите его в обычную бытовую сеть без заземления и замерьте напряжение между металлическими частями корпуса (для телевизора, например, внешний контакт антенного гнезда) и трубой отопления. Вы удивитесь, но тестер покажет напряжение около 110 вольт. Если вместо тестера схватиться руками, то будет неприятное потряхивание. Но поскольку ток там небольшой, то несмертельно. А то, что раньше небыло такого эффекта, то возможно, влияет влажность, материал подошвы да и много еще чего. Человек, стоящий на земле (бетоне), яляется одной "обкладкой" конденсатора, грунт - другой, а подошва - диэлектриком. Чем выше проводимость "обкладок" и ниже диэлектрическая проницаемость "изолятора", тем выше проходящий через через данный "корденсатор" ток. Если подошва сухая и толстая, то ток маленький и наообот.
ЗЫ: Это я к чему? Возьмите тестер и проверьте напряжение, затем переключите его в режим измерения тока и повторите эту операцию. Если ток менее 4 mA, то все в порядке и СЦ Вас просто отфутболит.
Спасибо большое за столь развернутый ответ! Задал им вопрос на сайте, их ответ - "причина подобной проблемы - отсутствие заземления вкупе с высокой влажностью. Настоятельно рекомендуем заземлить аппарат. "
Будет возможность в выходные поработать в гараже, там посмотрю. А влажность да, приличная у меня там. До покупки этого был трансформатор Bort выпуска так начала 2000х, вот с ним в тех же условиях ничего такого не было.
По праивлам ОТ есть такое заземляются корпус и вторичная обмотка. Возможно писалось на момент. когда в СССР инверторов не было и внимание на трансформаторные сварочники.
По инвертору знать бы схему.
Я уверен. что корпус изолирован от сварочных проводов. иначе бы при смене полярности был бы коротыш.
Таким образом заземление корпуса к удару тока от сварочных проводов наверное не избавит.
По нормам безопасности и переменной схеме включения сварочных провордов, полагаю должно должна быть хорошая изоляция сварочной обмотки от первичной. Ччобы при повреждении в обмотках напряжение 220 Вольт не было подано на руки сварщику.
А так без схемы наверное где-то пробой. даже по высокочастотной емкостной связи не должно быть такого эффекта передачи на вторичную обмотку. Это электробезопасность.
Заземление корпуса - это защитная мера, если будет повреждение изоляции в сварочнике, чтобы на корпусе не появился потенциал иной. чем потенциал в месте заземлителя (чтобы напряжение прикосновения было минимальное).
Как заставить работать китайский полуавтомат
Сварочник, полуавтомат, китайский. Лейбл "Eurotec-165", хотя это и не особенно важно.
Тестовую бобину проволоки израсходовал достаточно успешно, до последнего момента и не подозревая, что она флюсовая (варил с газом)
Теперь вставил омедненную проволоку 0.8 и тут началось.
Вместо нормальной гудящей дуги аппарат работает как будто серией вспышек (при этом слышен громкий треск). Металл свариваемых деталей практически не прогревается, а вместо шва получаются нагромождения наплавленного металла проволоки.
Поскольку аппарат куплен больше года назад, обменять или вернуть его уже невозможно.
Посоветуйте, как все-таки заставить его работать?
У меня были такие предположения, как
а) попробовать перейти на более тонкую (0.6) проволоку. Но купить её пока не удалось
б) возможно, слишком большая скорость подачи проволоки. Даже на минимуме регулятора - примерно 3-3.5 метра в минуту. Однако, сколько должно быть, я не знаю.
в) воткнуть балластное сопротивление. Хотя даже не знаю, чем это может помочь
Посоветуйте, как все-таки заставить его работать на нормальной проволоке с газом?
(Вбил в гугель "Eurotec-165", оказалось есть такие авто шины, и всё только про них. )
Надо учесть, что среди кетайских полуавтоматов попадаются предназначенные сугубо только для:
1) порошковой, флюсовой и тп. проволоки, и с газом тоже;
2) ихой сети номиналом 230-240В;
3) газовой смеси СО2+Ar.
И если у вас хоть один из пунктов, а тем более их сочетание, то варить таким полуавтоматом стальной проволокой в чистом СО2 не может не быть весьма затруднительно. Конкретных советов не имею, но думаю не помешает на всяк определиться с упомянутым.
Мда, дважды внимательно прочитав инструкцию, я все-таки нашел упоминание о типе газа. Действительно нужен Ar+CO2. :-(
По остальным пунктам - с таким газом обещают, что сплошной проволокой варит. Сеть требуют 230, но у нас просадок нет - 220-225 вольт постоянно. При этом флюсовой получалось варить и при напряжении меньше 200 (хотя и хужее).
P.S. Я тут, оказывается, немного ввел в заблуждение. Аппарат MIG 160, т.е. на 160 ампер, а не на 165 . Правда и таких аппаратов в гугле нет. Китай-с.
Вообщ-то для порошковой проволоки полярность иная, чем в среде защитных газов. Есть возможность поменять полярность? Попробуйте. А с углекислотой или в смеси возможно и не почуствуете. Если есть возможность купить аргон отдельно, то приобретаете смеситель газов у БАМЗа и вперед.
Полярность конечно пробовал менять. Без результата. :-(
А насколько на процесс сварки влияет характеристика трансформатора и выпрямителя?
В какой-то книжке вычитал, что для углекислотки применяют трансформаторы с "жесткой" характеристикой. Там же про сварку в среде аргона ничего подобного написано не было.
Hakuna написал :
насколько на процесс сварки влияет характеристика трансформатора и выпрямителя?
ну это основы
жосткая ВАХ нужна для полуавтоматов и автоматов
падающая и крутопадающая ВАХ для ручной сварки и ТИГ
Это все хорошо, но что делать в данном конкретном случае?
ВАХ в инструкции есть. Не знаю, насколько она честная, но это почти прямая линия, проходящая через точки 0А 38В, 80А 25В и 210А 0В.
Может ли помочь переход на более тонкую проволоку? Ведь в порошковой проволоке 0.8 металла по сечению явно меньше чем в сплошной. Полагаю, что по этому параметру порошковая 0.8 и сплошная 0.6 сопоставимы. Проблема в том, что найти проволоку 0.6 я пока не смог.
Ну и очень хотелось бы всё-таки узнать причины, по которым вместо дуги проявляются описанные в первом посте симптомы.
На китайце для дуговой сварки добавил во вторичную обмотку 5 витков провода, эффект был изумительный, устойчивая дуга даже при просаженном напряжении. Возможно и в данном полуавтомате поможет убавление первичной или добавление вторичной обмотки, второй вариант предпочтительнее, а первый скорее всего проще. Сам имею китайский полуавтомат с похожими проблемами, но руки пока не доходят т. к. есть еще один полуавтомат работающий вполне приемлемо.
263kot77
Вставить/отмотать витки из транса вряд-ли получится. Очень плотно упаковано, по всё той-же причине "жесткая" ВАХ. Что-бы избежать потерь от рассения магнитного потока, железо очень компактное, в "окошко" сердечника иголка не пролезет.
Hakuna написал :
Тестовую бобину проволоки израсходовал достаточно успешно, до последнего момента и не подозревая, что она флюсовая (варил с газом)
полярность для СО2 должна быть "+" на проволоке.
напряжение попробовать поставить на максимум, если не поможет попробовать варить на смеси Ар+СО2
Полярность менял. Аргоновая смесь пока отпадает по ряду причин.
Вариант с изменением витков заинтересовал, но осуществить его действительно будет непросто. Однако, что если попробовать включить обычный сварочный транс (есть, старый, самодельный, мощный, качественно сделанный) по схеме автотрансформатора, подключив последовательно с первичкой кусок вторички, с которого в обычном режиме снимается вольт 16 ? По идее, при входном напряжении 220, на выходе будет 236. Можно будет попробовать запитать от них полуавтомат.
Главный вопрос такой: А не бабахнет?
А можно его фотку? У моего соседа кажись такой. Сзади место под маленький баллон. Аппарат на колесиках. Вертикальная катушка. Пластмассовый подающий механизм. Клапан в горелке. Аппарат очень легкий. Он? Сосед варит, нежалуется.
А какая у Вас полярность проволоки сейчас стоит? Где плюс?
Разговаривал с автожестянщиком, и он говорил, что варить маломощными полуавтоматами плохо - непровар, треск.
andrey_o написал :
Вставить/отмотать витки из транса вряд-ли получится. Очень плотно упаковано, по всё той-же причине "жесткая" ВАХ. Что-бы избежать потерь от рассения магнитного потока, железо очень компактное, в "окошко" сердечника иголка не пролезет.
Не, причина тут в "жёсткой" ВАХ, а в желании сэкономить на чём только можно ну ещё хоть полбакса.
glazkov_ro написал :
А можно его фотку? У моего соседа кажись такой. Сзади место под маленький баллон. Аппарат на колесиках. Вертикальная катушка. Пластмассовый подающий механизм. Клапан в горелке. Аппарат очень легкий. Он? Сосед варит, нежалуется.
Ну если и не он, то аналогичный. Вот фото внутренностей. Конденсаторы добавлял я. ;-)

Hakuna написал :
Полярность менял. Аргоновая смесь пока отпадает по ряду причин.
Не должен бабахнуть, но сначала соедини выводы транса, включи и померь напряжение, а затем подключай полуавтомат.
А огнетушитель перезаправляешь или меняешь?
чукча написал :
Не, причина тут в "жёсткой" ВАХ, а в желании сэкономить на чём только можно ну ещё хоть полбакса.
Разбирал икитайца и телвин равной мощности, внутри практически одинаковые трансформаторы, одинаковые диоды и т. д., так что количество цвет. мета в обоих аппаратах примерно одинаковое и скорее всего проблема не в экономии, а в недостаточном для поддержания дуги напряжении на вторичной обмотке. Пробовал варить китайцем от сети 235 вольт, работает нормально, но в обычных электросетях такого напряжения нет.
Hakuna написал :
Ну если и не он, то аналогичный.
Он самый! Один в один!
63kot77 написал :
Не должен бабахнуть, но сначала соедини выводы транса, включи и померь напряжение, а затем подключай полуавтомат.
А огнетушитель перезаправляешь или меняешь?
Да я, в общем, уже попробовал. ;-) В сети было 210, на выходе в разных положениях 235 и 255.
Работает несколько лучше, но все-равно не так хорошо, как с флюсовой проволокой.
Нормальная дуга появляется только при работе над уже появившейся ванной (проволока 0.8). При работе с проволокой 0.6 особых сдвигов в лучшую сторону также не обнаружил, хотя тонкий металл ей сваривать удобнее.
Из наблюдений - характерный для нормальной дуги, ровный гудящий звук появляется либо при очень близком приближении горелки к детали (3-5 мм) (но при этом не видно зону сварки и горелка быстро забивается мусором), либо если быстро "чиркать" проволокой по поверхности металла.
Много поэкспериментировать не удалось - в мастерской было -5 и вскоре замерз редуктор.
P.S. Огнетушитель перезаправляю. У нас в городе есть завод "Пожзащита", где их и производят и обслуживают. Заправка пятилитрового баллона осенью была 40 гривен (на то время - 8 долларов)
P.P.S. Еще у меня возникало предположение, что китайцы сэкономили на толщине подводящих проводов. Кидал параллельно проводу горелки другой, сечением 9 квадратов, а параллельно массе - провод от своего транса (там все 40 будут, если не больше). Тоже безрезультатно :-(
Помогите. Полуавтомат плюется!
Всем привет! Уже умучился и не знаю что делать. В общем имею полуавтомат BestWeld Master 132A. Не варит среде защитного газа. Порошковой проволокой варит нормально, но швы как птица нагадила, а омедненной в углекислоте не хочет. При попытке варить омедненной с углекислотой, сварка просто плюется и не приваривает ничего. Просто получаются капли окалин на металле и все. Уже все перепробовал, и с настройками игрался, и напругу замерял, и полярности менял. Толку нет. Грешу на плохой газ уже…Подскажите, у кого такое было!
Комментарии 101
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Первым делом при такой картине надо проверить полярность.
Омеднённой проволокой варят на обратной полярности — минус на корпус, плюс на электрод.
Потом всё остальное, что в треде писали.

У меня похожая проблема возникла, когда забрали полуавтомат Fubag (был товарища) взял старый ненужный fubag друга, но подуставший. Заправил в него ту же проволоку и с газом плюется, а без газа начинает варить, но понятно что шов говно. Полярность менял и с настройками играл часа 2. Так и не удалось настроить. Грешу на заедание проволоки (катушка рывками крутится), либо плохой контакт с носиком. Почитал комменты, появились новые мысли. Спасибо всем

Привет) Дело оказалось просто в проволоке))))

Поздравляю с победой!У меня такая же проблема, Какую проволоку используете сейчас?
Вообще esab, только дороговата она(
Спасибо, надо попробовать

у меня такая херня была, настроили вроди всё норм, досталась проволока на халяву — поставили — плюёт и наконечники палит, думали брак аппарата, но опняли всю фишку тогда когда проволоку перестал подавать, сняли крышку а в катушке… ВНИМАНИЕ… провод — СМОТАННЫЙ! ))))) катушку давали нам в коробке(куплен был в ЭПИЦЕНТРЕ, синяяэтикетка, название не скажу)
Всем спасибо парни. все заработало. купил ради эксперимента новый килограммовый моток проволки и все заварило в идеале)

Мне кажется дело в углекислоте. Отключи газ, если разница будет небольшая — вот где собака порылассь
спасибо) Дело было в проволоке)

еще может быть давление газа слишком большое. попробуй уменьшить на самый мимнимум, насколько это возможно. вариант — используй пропановую лягушку. просто врежь её в шланг. Газа она дает маловато, но достаточно.
напряжение в сети. на сколько проседает, когда варишь?
Щас уже не помню… В том году мерил отец. Она жрет у меня меньше чайника электрического
выкинуть китайское гавно и купить норм сварочник уже было?
И купить брендовое говно в 3 дорога собранное в китае?
все намного проще. я купил тритон 160 вместо китая. все проблемы ушли. з.ч есть в любом радио и авто магазине. варит даже на 180 вольтах без всяких стабилизаторов. на работе такойже уже лет 10-15 пашет
поищи б.у т. к новых таких не видал.

Было подобное. Внутри че-тот"померло" по гарантии отремонтировали и все гуд

спасибо) Завтра попробую

меняй контактник на горелки у тебя скорей всего стоит 1мм а под омедненнку 0.8 нужен 0.8 тогда будет все ровно и посмотри на сколько ролик протяжки стоит должен тоже на 0.8 быть иначе рывки будут . а по поводу контактника если он больше проволоки то ток постоянно не переносится с него на проволоку и нет дуги .
и ролик 0,8 и наконечник 0,8…
а проволока на сколько ? сними наконечник(изолятор) и посмотри не попала ли окалина между ним и контактником если нет то попробуй не прикасаться к детали которую варишь у тебя ток утекает или не контакт в горелке . для парашковой (от слова параша ей вообще не стоит варить она не проваривает а только засирает шов ) нужен меньший ток .
и проволока 0,8. Завтра проверю. А так вообще часто чищу все. Ну по поводу порошковой не поспоришь, но у меня выбора не было.ей варил. но уж очень надоело. поэтому все же решил как то настроить углекислоту

А что если сильно зажать ролик то проволка тоже будет идти рывками как будто поплевывает или троит?
да . нужно зажать так что бы на проволоки не оставалось зарубок от ролика иначе они будут за канал цепляться и протирать . я долго подбирал правильное усилие на прижим .
Спасибо да у меня зажат завтра гляну то нормуль другое отверстие варишь начинает троить горки растут в виде кратера вулкана с отверстием
это потому что контактник разбитый и нет переноса тока на проволоку или же окалина в мундштуке или нет изоляции его . если канал стоит сток а он полиэтилен то его менять надо каждые 15 кг проволоки если тефлон типо бензоль то 40-50 кг. а еще в трубке на которую мундштук одевается и контактник закручивается где изгиб проволокой протачивается бороздка и проволока цепляется .
Да наконечник у меня был совсем разбит я даже сверлил его так как не где было купить. Вот и варил тем что есть. Но поставив новый все произходит тоже самое что и было даже прилипает проволка чаще чем на разбитом. Уже не заморачиваюсь пасатижи рядом всегда. Сегодня ролик опущю посмотрю давление уменьшу. Иногда варит так звук зинь и все даже не обычный смотришь капля так ее нет она гладко полностью залила место пайки у меня давление 2.5-3-4 пляшет редуктор плохой но выбора нет доделать доварить но для себя понять ньюансы работы чтоб быть чуть чуть с пониманием того что произходит.
нужно что бы токосъемник был точно под проволоку один в один иначе будет проволока внутри него будет подгорать и залипать и как раз будет плеваться .
Спасибо понял у меня как раз появился наконечник на 0.8 поменяю.а сейчас стоит 1.0. Спасибо
у меня с начало стоял 0.9 но в нем заварилась проволока я по дурости поставил 1.0 и стало еще хуже и только когда поставил 0.8 стало так варить как на фото

Привет спасибо большое! Мне как раз дети прислали новые наконечники даже есть на 0.6 и есть один наконечник на 0.8 дожди идут с утра снег был а вон опять снег летает ветер сильный. Как погода наладиться так и попробую обязательно за советы всем огромное спасибо и удачи в любых начинаниях!
Привет поставил наконечник на 08 отпустил пружину на ролике выставил. Блин прям сварщик стал звук такой металический дзи- к и все пошло капли прям вообще красота дырка вся заплавляется ну блин ты голова. Спасибо большое будут вопросы теперь знаю куда бежать удачи во всем вам.
да не за что ))) я то учился и учусь на своих ошибках и методах тыка . я пока весь сварочный и горелку не разобрал не понял из за чего плюет .
Кстати вопрос варютолько только нажал варит убрал ну быстро раз и все смотрю дырка как лазером блин метал однерка как? Типо прихватить хотел а она прожигаетдаже выкключить не успеваешь потом снова нормально?
а метал какой толщины если это латка и варишь с краю и есть зазор то это нормально нужно ток понизить . какой ток стоит ?
Ена пятерочку ставлю
а сварочник какой ?
Блюю195 или брюлю хер знает синий
это очень много ставь на 3-4 и подачу на 2-3 и все будет отлично . 5 это гдето 120а под 3-4мм для 1мм стали нужно 70-90 не больше на холодный метал если разогретый то еще меньше . а регулировка проволоки нужна для насыщенности шва тоесть если нужно поднять его .
Завтра попробую спасибко!¡! Потом отпишу. Сейчас запишу на личточек а то у меня память все наоборот сделаю а то.
А подача тоже на пять
Может газа много она только нагрела и продавила дырку как прям резак, только секунды.

коменты не читал но думаю наконечник надо сменить, проволока болтается, плохой контакт — плохо варит…

попробуй выставить давление не по манометру а на слух тоесть послушай горелку не когда вариш а просто подниси писталет к уху и нажми кнопку если сразу шипит сильно а потом становится тише то глючит редуктор также выставь давку так когда нажимаеш кнопку шипение должно быть ели слышно чтоб метал успевал расплавлятся так как угликислота охлаждает . ещё можно обратить внимание на растояние от конца токоснимателя до конца наконечника где выходит проволока чем он глубже посажен внутерь тем должен быть сильнее ток если сварка слабенькая то будет срать попробуй стачить тотокосниматель чтоб он был практически на одном уравне с наконечником тоесть край наканечника должен быть утоплен на пару мм вглубь гарелки и увидеш как варит я думаю всё получится
завтра попробую давку уменьшить, посмотрим что получится. А наконечник и там не сильно углублен. с этим тоже эксперементировал.
просто чем больше давка тем больше остывает метал соответственно чем меньше давка тем лучше он растикается удачи в экспирементах
ну это я вкурсе)Спасибо)
Я ставил давление 2.5 то прям варит супер раз два. То одни горки с дырками. Дырки почему получаются как кратер вулкана. Приходиться стачивать и снова горку и снова варить смотриш разтеклось. Две капли так две прям на выставку. Тоже ничего ни понимаю намаелся но сварил. Подскажи пожалуйста почему?
если получаются кратеры вулкана то в этот момент не идёт газ совсем и метал горит послушайте как шипит с момента нажатия кнопки и подержите некоторое время кнопку нажатой на слух шипение не должно менятся если меняется то дело в редукторе ( для экономии проволки отсоидените колёсики подачи и эксперементируйте с газом ) лично я последние годы не смотрю на цифры манометра выстовляю только на слух и обращаю внимание на то чтоб с первого момента нажатия и после как держу кнопку довление не должно полностью падать в начале шипит сильнее но через пару секунд шипение становится равномерным и полностью не исчезает . ещё вариант некоректно работает клапан газа который внутри сварки тоже пару раз было . ещё какая длинна шланга может слишком длинный и не получается отрегулировать давку . и ещё давка 2,5 ОЧЕНЬ большая я смотрел по стрелки она чучуть поднемается буквально на одно деление тоесть гдето ~~ 0,6-0,8
Понял буду сегодня пробовать убавлю давление.попробую мне тоже кажется из за давления. Ну спасибо потом отпишусь.

Возможно разбито отверстие в медном наконечнике, через который проходит проволока, или оно загрязнено. Когда его разбивает, возникает плохой контакт проволоки с этим наконечником и соответственно проблемы при сварке. У меня такое было, тоже гадал в чем дело. В итоге выкрутил этот медный наконечник, зажимал постепенно его в тисках, одновременно двигая в нем отрезок проволоки, пока проволока не начинала в нем скользить с небольшим натягом.
Приводим в порядок провод массы от сварочного инвертора.

Всем привет.
Давно чесались руки, но сегодня решил осуществить задуманное.
На моем китайском сварочном инверторном аппарате kaiser nbc-200 требовал ревизии провод массы, а так же замены самого зажима.

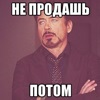
Провод был в таком виде:
клемма на сам держатель была зажата обычными тисками когда-то в течении 8 лет эксплуатации аппарата, т.к. родная давным давно обломилась.


Это часть, которая вставляется в сам аппарат, тут я еще не лазил, это так от производителя

Откручиваем шестигранник и видим что жилы провода завернуты в кусочек фольги и зажаты.


Вытащив все и видим как часть жил просто обломлены

Ну и… провод не полностью медный. Он из чего-то и обмеднен. Сечение 16мм2. В общем пока будет такой, со временем сделаю, возможно, но это не точно, из КГ16 или КГ25 новый. А может и нет…

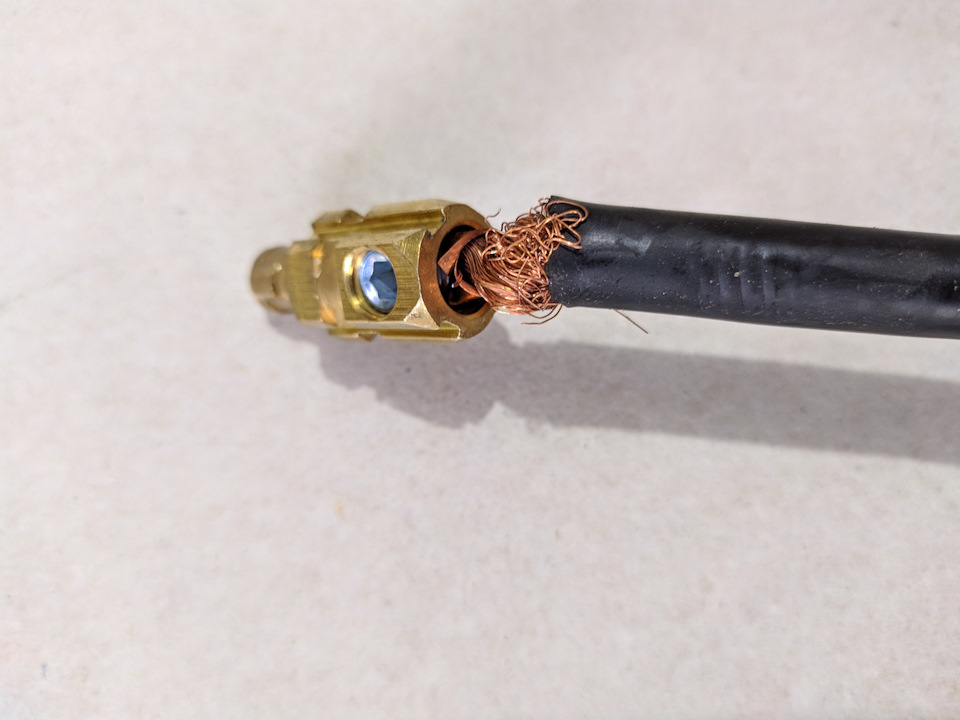
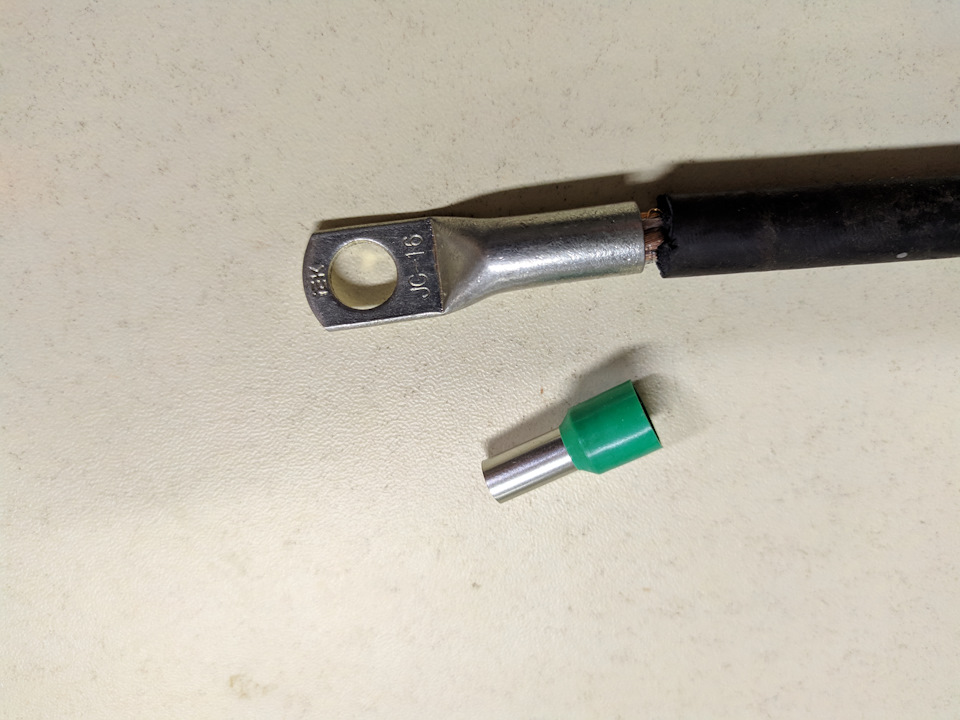
Вооружаемся наконечником медным луженым на 16мм2, НШВИ наконечником на это же сечение
В пресс матрицы под этот наконечник
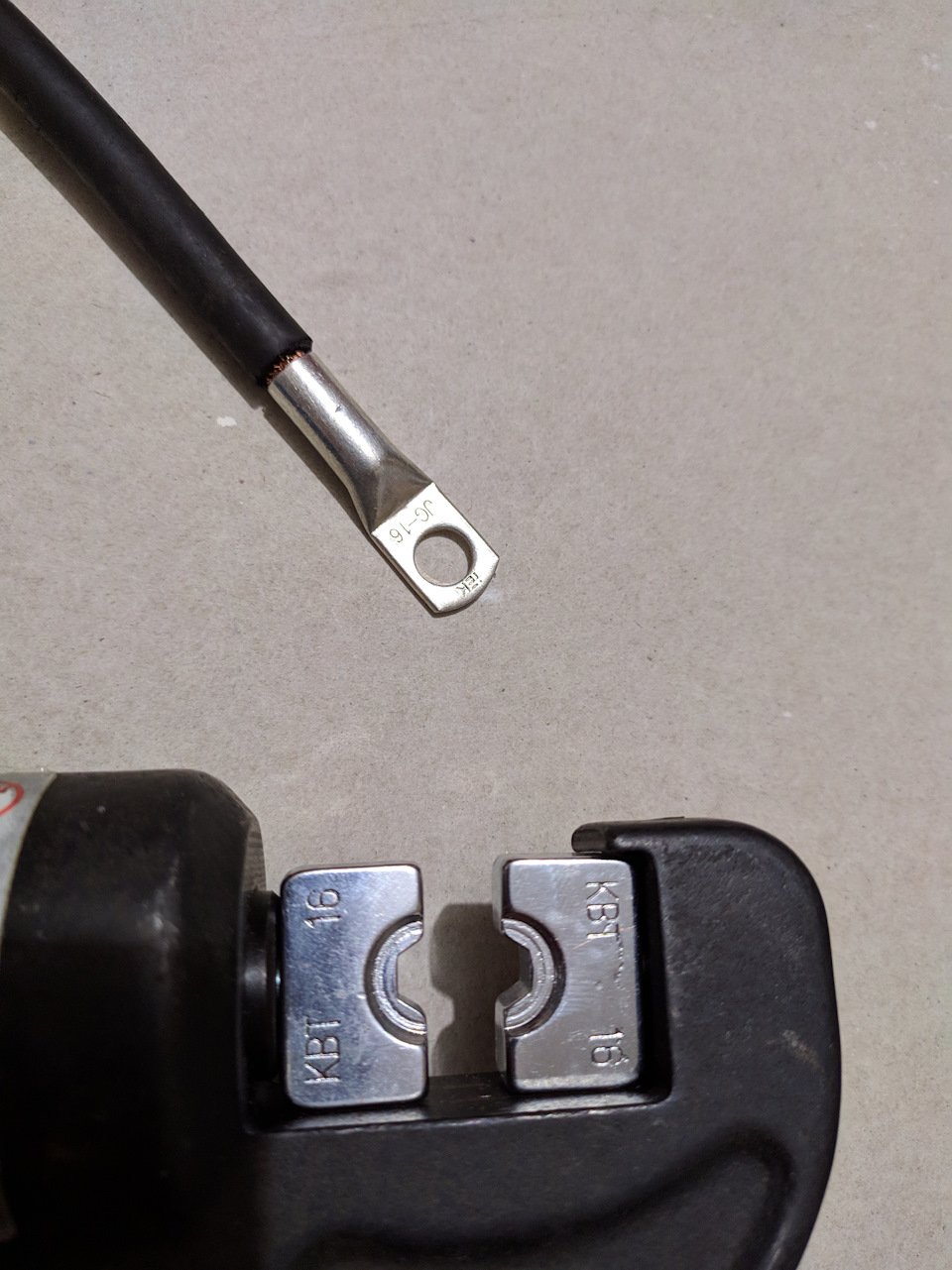

Зажимаем в клемму



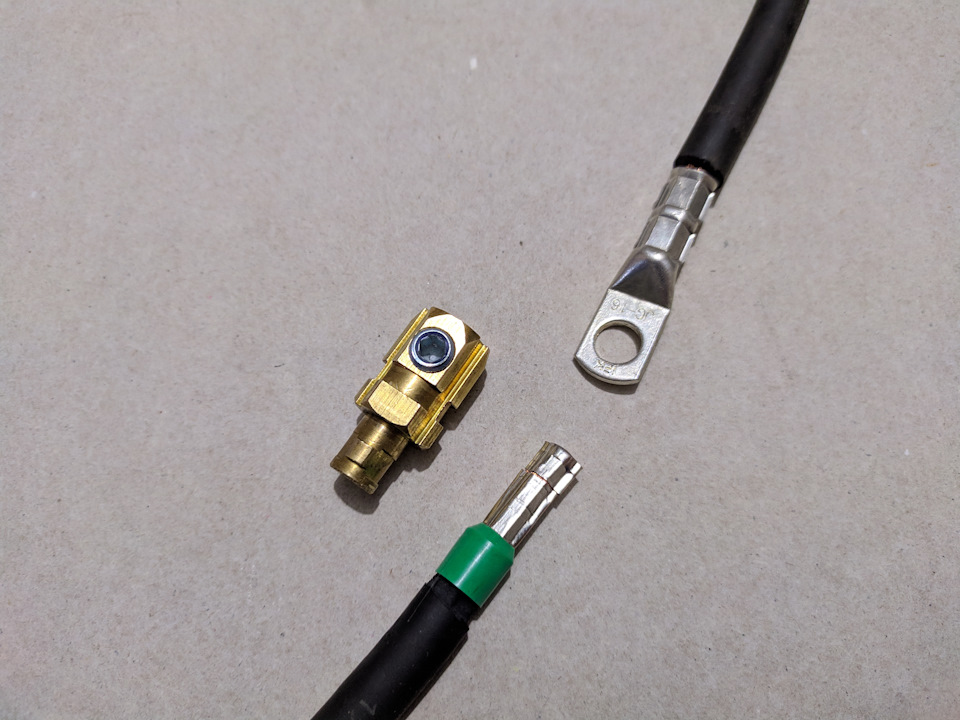
Ну и термоусадка с клеевым слоем. Ее тут не обязательно использовать, но она очень жесткая и не даст проводу обламываться по наконечнику.


Остается только купить сам зажим и готово.
Комментарии 20

Если б китайцы повысили качество монтажа до Вашего уровня, боюсь, цена бы существенно возросла

Ну, я вот после купил сварочный аппарат Aurora Overman 200, так там как раз с проводами полный порядок. С виду чистая медь, а не омеднение. Такой же наконечник опрессован на провод массы, довольно не плохой массковый крокодил. Но, правда да, цена аппарата видимо все это в себя включает. Сейчас почти 40000р.

да, пресс гидравлический тема. очень рад что купил его)
спасибо!
Я бы недотумкал обжать НШВИ тем же прессом, возьму на заметку)))
а почему нет-то)))
если матрица подойдет, то вполне. у меня под НШВИ такие себе клещики, они до 2*6мм2, а выше уже нечем, иногда вот этот пресс выручает.

Кстати, ты не думал об альтернативном применении пресса? По идее им можно жать и тросы, и можно и в нож для толстых кабелей переоборудовать. Поискал готовые решения матриц, но производители шибко не хотят чтоб мы обходились одним инструментом))))
Я тросс обжимал уже для ручника. Прекрасно справился со своей задачей. 5тонн хватило усилия для этого.
А вот про нож и толстые кабели не думал. я с большими сечениями не работал, больше 70мм2 никогда и не жал.
да и 70 то пару раз было всего.
если из толстых в основном 35 или 40мм2.
Матрицу я у товарища на заводе с парком ЧПУ станков в теории могу заказать. С термообработкой, все как положено.

Термоусадка с клеевым слоем отличный вариант там, от перелома спасет и защита от окисления .
Читайте также: