Профессиональный контроллер для сварочного полуавтомата
Обновлено: 15.05.2024
Постгаз 0,5 с
Антистик отключаемый 1 с для ММА, 0,1с для аргона.
ТИГ-лифт: при вых. напр. < 8 В мин. ток, при большем - номинальный плавно за 0,1 с.
Программирование пропорциональности напряжение-скорость по двух точках с записью в EEPROM
Коррекция скорости отдельным регулятором
Программирование привязки мин. тока (30А) к индикатору, макс. ток выставляется внешне
Напряжение в аргонном режиме 32 В
Напряжение ПА 14-33 В
2 режима ПА: есть мин. ток на выходе при отпущенной кнопке или нет (для возможности искрить маленькой искрой в точку сварки)
Макс ток 188 А
Статистическая обработка результатов всех аналоговых измерений
Термоконтроль: вентиляторы вкл. при 40*С, выкл. при 30*С, при 60*С мигает индикатором, при 70*С отключается до остывания до 50*С
Продувка вентиляторов при включении 3,5 с
Слип режим: 3 мин. бездействия тушит индикатор и отлючает ШИМ до нажима кнопки или КЗ выхода, чтобы не греть сердечник.
Программирование мин. тока (ММА, TIG):
Макс. ток предварительно выставляем через ТТ или его резистор, ручка тока на максимум.
1. Ставим балласт 0,3-0,5 Ом через шунт или амперметр.
2. Замыкаем джампер Prog2, выставляем по внешнему амперметру 30 А (на индикатор не обращаем внимания).
3. Кратковременно нажимаем и отпускаем кнопку Prog1, индикатор мигнет.
4. Размыкаем Prog2 и убеждаемся в соответствии тока реального и заданного.
Устанока соответсвия реального напряжения отображаемому(MAG)
1. Ставим балласт 0,3-0,5 Ом и на него вольтметр.
2. Ставим 20 В по индикатору. Измеряем напряжение на балласте. Подбираем такой R1, чтобы реально было 20 В. В варильном диапазоне 16-24 В отклонение будет не более 0,8 В, если точно скопировать схему.
Программирование коэффициента скорости (MAG):
1. Выставляем мин. напряжение сварки (16-17 В).
2. Жмем Prog1. На индикаторе правый символ "U" меняется на "u".
3. Подбираем желаемую скорость регулятором скорости путем сварки тонкого металла.
4. Жмем Prog1. На индикаторе правый символ "u" меняется на перевернутое "u".
5. Выставляем макс. напряжение сварки (25-26 В).
6. Подбираем желаемую скорость регулятором скорости путем сварки толстого металла.
7. Жмем Prog1. На индикаторе правый символ перевернутое "u" меняется на "U". Проводится прямая между этими точками и теперь регулировка напряжения регулирует и скорость. Если есть желание, регулятором скорости корректируем ее в каждом конкретном случае, он выступает выходным множителем и на закономерность не влияет. Таким образом, регулятор напряжения регулирует напряжение и скорость, регулятор скорости только скорость. Prog1 должен быть в принципе в доступном месте, но не на передней панели, чтобы случайно его не нажимать, но иметь возможность при смене проволоки или газа подстроить закономерность.
PS/ Огромная благодарность Тарасу, ник "Электровоз" за хороший аппарат и пищу для размышлений и модернизаций.
Я б на такое не решился - ужасно не люблю мотать. Да и не нужно оно мне.
СПС
ДОБАВЛЕНО 18/05/2012 17:37
что имел ввиду скиф?
если всё по кругу,то на рубли и в ваши 5 тыщ не влезть (у нас)
ДОБАВЛЕНО 18/05/2012 17:48
| Skif писал: |
| Да, подобный аппаратец думаю тыр за 5 гривен затянет. |
Че то совсем не люблю, когда полуавтомат кашляет, чхает, вместо того чтоб равномерно трещать или шипеть. Конечно и дворники будут тянуть, если заставить их это делать нормально(стабилизаторы скорости). Но лично мне не нравится их инерционность. Якорь массивный, пока он на номинальные разгонится секунда-полторы пройдет. Как по мне - херня это. Лучше иметь высокооборотистый движок, как на том же шурике и редуктор с бОльшим передаточным. Разгоняется не в пример шустрее и останавливается тоже. Жрет раза в 3 поменее. А значит меньше заморок с БПшником.
Конечно каждый выбирает в силу своих взглядов и опыта, но я уж точно с дворников городить ничего не буду, усилий много, а результат - грустный(опыт). Фирмовая протяга стоит дорого - да. Но сравнивать ее с дворниками бессмысленно, все равно, что сравнивать феррари с трактором. Разные категории и режимы. Кто хоть раз пробовал фирмовые протяги - забывает дворники как страшный сон
ДОБАВЛЕНО 19/05/2012 15:23
Чтоб не стоять на месте, пока перерабатываю плату, хотелось бы обсудить, что должен уметь аппарат на своих режимах, желательно с указанием временных интервалов. Например "ТИГ режим. Лифт в течение 2сек от 20А до установленного". Обсудить именно алгоритм. Кто какие моменты встречал в заводских аппаратах. И суть режимов.
ДОБАВЛЕНО 22/05/2012 09:15
Я работал Линкольном, старенький правда тоже, но разница чувствовалась четко. Умная машина. И все его достоинство в одном лишь: он просто очень качественно настроен во всех режимах. "Просто".
ДОБАВЛЕНО 22/05/2012 09:28
ДОБАВЛЕНО 25/05/2012 09:44
Пока готовы 1 и 3. Почти набросал 2.
вот кстати 3.
Текстолит с какой-то странной медью. Пока зачистишь и донесешь для лужения - успевает окислится и припой отказывается адгезироваться, и тонер переносится плохо. Потому печатка горбатая, шо капец.
Зашмалил полупровода
получился "косой" модуль :-D
Накидал платку, зашмалил и ее
Вот как оно выглядит на радиаторе
red sofrina
как выглядит это дело до разламывания, распиловок и прочих издевательств я покажу позже. на работе есть сфотать, дома нет
По большому счету, при вдумчивом разбирательстве с этой схемой, она отвязывается от проца на раз, но при этом в ниипическое количество раз растет количество тумблерочков, резисторчиков переменных и подстроечных и прочей хероты. ИМХО упрощение оборачивается усложнением, к которому в бонусах - вынос мозга
Добил новый мозг к старым костям, не побоюсь этого слова, Великолепного народного аппарата. Еще раз низкий поклон Электровозу, за проделанный титанический труд по сотворению сего дивайса.
На этом пафосная часть закончена. Теперь сухой язык «цифров».
Собсно новый мозг прикручивается без проблем к силовой части. Все входы-выходы платы сохранились те же. Изменилось и добавилось вот что:
Вот фотос платы. Говорю сразу - это макетка. Косяки и излишества в наличии. Но в общих чертах останется той же.Увлекательный фильмец. Спасибо!
С нетерпением жду фото потрохов , (компоновку плат). Ну и отчет о испытаниях.
хотел бы её повторить,что нужно, или сколько будет стоить полная схема с печатками (силовая часть и управление) и инструкция по настройки.Мой mail:
ЗЫ/ если есть желание отблагодарить - благодарности в любом виде приму
файл симуля в проект не выкладывал, потому как прошивка для него тяжеловата, и скорость никакая симуляции.
Ошибки в схемах вероятны, потому стоит внимательно относится к выложенному варианту. Если обнаружите неточности или ошибки - пишите в личку. Буду благодарен
Сварочный полуавтомат с сенсорным управлением
Данное устройство было разработано для замены блока управления (БУ) в сварочном полуавтомате (ПА) устаревшего и плохо работающего старого БУ.
Устройство успешно эксплуатируется в ПА моего хорошего знакомого уже около года. БУ показал превосходную надежность, отсутствие сбоев в работе, а также в целом устройство стало лучше работать.
Возможности блока:
- регулировка подачи проволоки
- регулировка задержки подачи проволоки
- триггерный режим работы
- импульсный режим*
- программирование диапазонов скоростей
- сенсорное управление, на основе емкостных датчиков
- высокая надежность и влаго/пыле защищенность управления
- современная схемотехника
- низкая цена
* - возможность работы только в полной версии.
На данный момент версия прошивки 2.2SMD. Данная прошивка управляет только подачей проволоки, регулировка сварочного напряжения (тока) вырезана, так как эта версия специально для аппаратов, имеющих регулировку при помощи галетного переключателя.
Меню устройства:
При нажатии кнопки меню – мы циклически перемещаемся по меню. В полной версии, при удержании кнопки меню – активируется триггерный , импульсный или стандартный режимы.
Импульсный режим – работа ПА в режиме точечной сварки (некий прототип точечной сварки) .
Пауза между импульсами и сваркой регулируется в меню в d и S где:
d – пауза между импульсами
S – сам импульс
шаг в одно значение имеет , приблизительно: 60мс. Что дает возможность, точно выставить желаемое значение.
Регулируется от 1 до 99.
1 меню – “P” регулировка подачи проволоки. Диапазон скоростей подачи проволоки зависит от параметров настроек в меню L и H где:
L – нижний предел регулировки подачи
H – верхний предел регулировки подачи
При кратковременном нажатии на кнопки + или – происходит инкремент/декремент значения скорости подачи проволоки, при удержании + или – происходит быстрый инкремент/декремент значения.
Внимание! Это касается каждого параметра в меню, в дальнейшем расписывать не буду.
2 меню – “t” задержка включения подачи , после нажатия пусковой кнопки на рукаве и срабатывания клапана газа. Значение можно задать в диапазоне: от 2 до 99.
3 и 4 меню – “L” и “H”собственно настройка диапазонов подачи проволоки. Все настройки сохраняются в энергонезависимую память EEprom , и восстанавливаются при следующем включении устройства.
В следующей версии планирую ввести еще одну полезную функцию, это:
возможность регулировки как переменным резистором так и кнопками, с возможностью настройки в меню.
Итак, добавляю графическое представление меню. Их всего два вида:
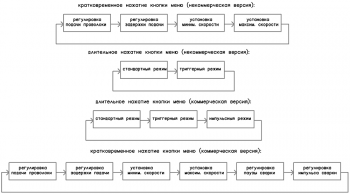
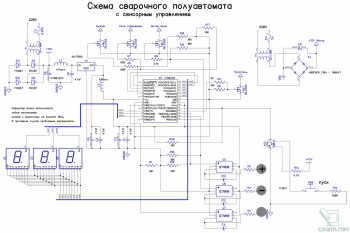
Схема устройства:
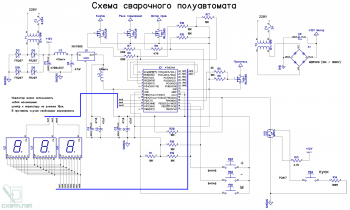
Привожу несколько принципиальных схем, чтоб человек мог сделать не используя сенсорные датчики.
Вариант №1 (сенсоры) :
Вариант №2 (тактовые кнопки) :
Краткая информация по компонентам:
Сенсоры можно не использовать, можно включить обычные тактовые кнопки, между +5V и входом МК, только, обязательно не забыть включить, подтягивающие резисторы на: 4.7-10К
со входа МК на общий.
Резисторы сенсоров: 1-2.2к конденсаторы сенсоров: 10нФ
Информация по программированию МК:
Печатная плата сенсорного узла клеится на стекло клеем с низкой проводимостью. Стекло, без тонировки (в тонировке могут быть частицы металлизации). Чувствительность сенсоров корректируется конденсатором между 3 и 4 ножкой и лежит в диапазоне от 1 до 10 мм. Я всегда стараюсь придерживаться 3-6 мм.
Тип индикатора программируется точно также как и в версии с регулятором напряжения.
Надеюсь, устройство станет для Вас полезным.
Контроллер для полуавтомата
Файлы и описание во вложении.
Видео как выйти в меню и по настройкам слегка.
П.А_3.rar 97.88К 666 скачиваний

Улучшеная прошивка - найденые косяки устранены , настройка времени предгаз и постгаз увеличено до 4 сек., улучшен алгоритм работы куллера .
Прикрепленные файлы
alek956 , Здравствуйте, Александр. Вопрос по термостату - он нормально разомкнутый или нормально замкнутый? И возможно ли реализовать отдельную кнопку для зарядки проволоки? т.е. двигатель работает, а газовый клапан и силовой трансформатор без напряжения.
Здравствуйте, термостат нормально-замкнутый. Кнопку заправки без проблем на вывод "процесс" можно повесить .
В этой первой версии датчик тока не включен программно - его пока можно не ставить , позже я подключу в программу его - будет авторегулировка тока (скорости проволоки), и
"антиборода" - это чтобы при нажатии кнопки на горелке при отсутствии контакта проволоки с деталью подача выключалась до нахождении контакта . а то бывает если металл плохо зачищен борода вылезает пока контакт найдется - нервирует .
alek956 , Спасибо. Кстати, за что сейчас отвечает этот вывод? По схеме он вроде бы никуда не подключен, а на плате по моему разведен под кнопку, или возможно под светодиод т.к. там резюк на 270Ом.
В этой первой версии датчик тока не включен программно - его пока можно не ставить , позже я подключу в программу его - будет авторегулировка тока (скорости проволоки), и
"антиборода" - это чтобы при нажатии кнопки на горелке при отсутствии контакта проволоки с деталью подача выключалась до нахождении контакта .
Датчик тока уже купил, так что распаяю его. Внутрисхемный программатор есть, значит прошивку перезалить никогда не поздно.
А по авторегулировке может быть задать скорость подачи на минимальном токе, потом на максимальном и выстроить прямую, что бы при изменении тока автоматически менялась скорость.
Кстати, за что сейчас отвечает этот вывод? По схеме он вроде бы никуда не подключен, а на плате по моему разведен под кнопку, или возможно под светодиод т.к. там резюк на 270Ом.
Сначала светодиод "перегрев" задумывался, но подумал смысла нет ведь можно на индикатор вывести сигнализатор.
Предусмотри отключение програмных выводов от схемы или как я шью - с отключеным мотором , куллером и термостатом (кондер по выводу 16 также будет мешать шить).
А по авторегулировке может быть задать скорость подачи на минимальном токе, потом на максимальном и выстроить прямую, что бы при изменении тока автоматически менялась скорость.
Можно и так сделать. По всякому попробуем.
думаю поставить джампера которые разорвут цепи MISO, MOSI, RST, SCK
я так понимаю выводы 15, 16, 17, 29
Ресет можеш не разрывать .
тогда вообще проблем нет) все ноги рядом просто поставил джампера и все.
Кстати вопрос по использованию ACS712. По шиту у нее внутри шунт и Холл, как она себя поведет при подключении к внешнему шунту?
Кстати вопрос по использованию ACS712. По шиту у нее внутри шунт и Холл, как она себя поведет при подключении к внешнему шунту?
Без проблем . При включении питания (можно не подключать измеряющие ноги) на ее выходе должно установиться половина напр. питания - 2.5 Вольт.
О как тут интересно присоеденюсь))

Для контроля сварочного тока сопротивление шунта выходит около 0,000064Ом, ACSку нужно будет ставить в непосредственной близости к шунту.
И я так думаю нужно экранировать, т.к. она зараза чувствительная к магнитным полям, будет врать.
А если до выпрямителя мерять трансформатором тока и без ACSки ?
Разведена ацска на силовом блоке - хотел замеры ей делать по первичке , должно получиться , наводок всяких и помех будет куча - будем фильтровать. короче нужно будет пытать.
Может и так придется , будем искать самый простой и т.д. способ.
Shaman_inc ,
Разведена ацска на силовом блоке - хотел замеры ей делать по первичке , должно получиться , наводок всяких и помех будет куча - будем фильтровать. короче нужно будет пытать.
Я думаю по первичке делать замер будет некорректно. Так как большинство трансформаторов в ПА имеют несколько выводов во вторичной обмотке.
Как пример упрощенный расчет через уравнение идеального трансформатора.
U2/U1 = N2/N1 = I1/I2
Например U1 = 220В, U2 = 24В, I1 = 10А дают нам I2 = 91,74А, а вот при напряжении U2 = 32В тот же замеренный I1 = 10A даст нам I2 = 68.96A.
Главная задача сделать автоподстройку скорости подачи , чтоб держался заданный ток и чтобы этот ток не зависил от "трясучки" в руке и т.д . тут нужно ловить изменения тока , высокой скорости не получится добиться наверняка , но хоть небольшие улучшения процесса должны быть.
По первичке ток мерять согласен - не вариант широкого применения , у меня трех фазный п/а стоит который также нужно запустить , хотя и фиг знает - может ток одной фазы если мерить и пойдет (?) .
Вобщем нужно пытать и набить шишек чтобы перейти к более продвинутому варианту .
Главная задача сделать автоподстройку скорости подачи , чтоб держался заданный ток и чтобы этот ток не зависил от "трясучки" в руке и т.д
Смысл работы полуавтомата - держать заданную длину дуги. Это достигается стабилизацией напряжения горения дуги. Средний ток определяется диаметром проволоки и скоростью подачи. Кратковременные изменения тока как раз таки стабилизируют процесс сварки , поскольку кратковременно увеличивают или уменьшают силу тока при увеличении или уменьшении длины дуги, возвращая его к заданному. Поэтому, Ваше предложение не только не полезно, оно вредно.
P.S. честно говоря, трансформаторные ПА - это уже анахронизм. Лет через пять их и производить перестанут.
Я думаю по первичке делать замер будет некорректно. Так как большинство трансформаторов в ПА имеют несколько выводов во вторичной обмотке.
Как пример упрощенный расчет через уравнение идеального трансформатора.
U2/U1 = N2/N1 = I1/I2
Например U1 = 220В, U2 = 24В, I1 = 10А дают нам I2 = 91,74А, а вот при напряжении U2 = 32В тот же замеренный I1 = 10A даст нам I2 = 68.96A.
alek956 , заказал сухой пленочный фоторезист, правда был только негативный, буду пробовать, что получится.
ЛУТом тоже попробую сделать. Вот только со Споттером 1.3 для друга разгребусь, сразу же займусь ПА.
Что то у меня перестал коннектиться программатор AVRISP, пробовал прорграммы CVAVR, AVRStudio, AVRDude и все бестолку.
Наверное придется ваять 5ти проводный и доставать старый комп с LPT на борту.
alek956 , заказал сухой пленочный фоторезист, правда был только негативный, буду пробовать, что получится.
ЛУТом тоже попробую сделать. Вот только со Споттером 1.3 для друга разгребусь, сразу же займусь ПА.
Что то у меня перестал коннектиться программатор AVRISP, пробовал прорграммы CVAVR, AVRStudio, AVRDude и все бестолку.
Наверное придется ваять 5ти проводный и доставать старый комп с LPT на борту.
Я недавно АРДУИНОЙ шил мегу, норм
Добрый вечер. имею огромное желание модернизировать свой полуавтомат,паяльник держать умею,с мк знаком(немного увлекался,даже собрал програматор) ну конечно же все на любительском уровне поэтому вопрос к знающим что нужно поменять в схеме для работы с потребителями на 24в (протяжка,клапан,пускатель)
поменять в схеме для работы с потребителями на 24в (протяжка,клапан,пускатель)
Насчет клапана просто подать 24В.
Насчет пускателя - он постоянным током (24В) включается ?
А по мотору нарисовал - нужно просто застабилизировать питание драйверов . Заметь и положительное напр. (для шим драйвера) и отрицательное (для стоп драйвера) стабилизируется. Можно просто стабилитроны поставить но так надежней по моему.
Прикрепленные изображения
Александр спасибо за ответ. насчет пускателя переменкой 24в,но на 100% не уверен,собирал его в далекие 90 из того что было,трансформатор на 380 от па (неизвестной марки) галетный переключатель 4 положения по первичке,так что я думаю регулировка по току мне не нужна,хотя с другой стороны лучше наверное пуск сделать на тиристорах - как лучше?
Лучше оставить переключатель обмоток , но комутацию лучше сделать без контактора на тиристорах или симисторе как в схеме .
Добрый день Александр. вопрос по питанию 24в, переразважу плату с дополнением схемы то что вы мне выложили за что огромное спасибо,ломаю голову как лучше запитать контролер,просто трансформатор с выпрямителем отдельный только 24в,заменить транс чтоб было 12 и 24,или же дополнетельный на 12 поставить - громоздко а хочется компактно и правильно,или может как через стабилизаторы? и еще по поводу симисторов если управлять по первичке 3 фазы какие номиналы нужны?
Контроллер можно запитать от любого источника , проще конечно от 24 Вольтового запитать через стабилизатор.
Симисторы на 3 фазы я еще не пытал но можно применить конечно но не получится регулировать ток, получится только тупо включать и выключать их - но тогда есть смысл оставить контактор, симисторы тогда ненужны.
Читайте также:
- Полуавтомат сварочный своими руками из латра
- Ремонт сварочного инвертора сварог
- Для какого класса сталей применяют при сварке наплавке электроды типов э38 э42 э46 э50
- Области аттестации накс по сварке
- Редуктор для углекислотного баллона для сварки