Производство флюса для сварки
Обновлено: 19.09.2024
Изобретение относится к сварке, конкретно к электродуговой сварке под флюсом, в частности к флюсам, предназначенным для сварки и наплавки легированных сталей.
Известен плавленый флюс для электродуговой сварки хладостойких сталей [1], содержащий диоксид кремния, оксид кальция, оксид магния, фтористый кальций, оксид алюминия, оксид марганца, оксид железа, который имеет основность 1,5-2,0 и содержит дополнительно оксид калия и натрия при следующем соотношении компонентов, вес. %: кремния диоксид SiO2 - 21-27, кальция оксид СаО - 11-17, магния оксид MgO - 21-25, кальций фтористый CaF2 - 14-20, алюминия оксид Al2O3 - 10-14, марганца оксид MnO - 4-7, (калия + натрия) оксиды Na2O+K2O - 2-5, железа оксид Fe2O3 - 1-3.
Существенными недостатками данного флюса для сварки являются:
- отсутствие углеродсодержащих составляющих, позволяющих проводить удаление кислорода в виде газообразных соединений СО и CO2, не загрязняющих сварной шов оксидными неметаллическими включениями и, как следствие, повышающих механические свойства сварной конструкции;
- высокая окисленность флюса (содержание оксидов железа и марганца), приводящая к значительному окислению легирующих элементов в свариваемых сталях;
- повышенная загрязненность сварного шва и наплавляемого металла неметаллическими включениями в связи с пониженными рафинирующими свойствами образующегося шлака из-за высокой концентрации MgO и повышенных температур плавления и вязкости флюса;
- высокая стоимость в связи с использованием дорогостоящих природных материалов и затрат, связанных с дроблением и измельчением;
- неустойчивое горение дуги из-за недостаточного количества элементов, облегчающих возбуждение и стабилизирующих горение дуги (в частности, натрия и калия).
- повышенная стоимость при производстве флюса в связи с использованием многокомпонентной системы;
- недостаточная прочность флюса при выполнении операций транспортировки, пересыпки и доставки, а также в ряде случаев неустойчивое горение дуги в связи с низкой концентрацией жидкого стекла во флюсе;
- повышенная окисленность флюса из-за неконтролируемого содержания оксидов железа и марганца, приводящая к неконтролируемому окислению легирующих элементов в свариваемых и наплавляемых изделиях;
- в ряде случаев повышенная загрязненность сварного шва и наплавляемого металла неметаллическими включениями экзогенного характера в связи с пониженными рафинирующими свойствами образующегося шлака из-за высокой концентрации MgO и увеличения в связи с этим температуры плавления и вязкости флюса.
Техническими результатами изобретения являются:
- снижение стоимости при производстве флюса;
- повышение прочности флюса и устойчивости горения дуги из-за оптимизации концентрации жидкого стекла;
- снижение угара легирующих элементов при сварке и наплавке из-за снижения окисленности;
- уменьшение уровня загрязненности стали экзогенными неметаллическими включениями.
Для этого предлагается флюс для сварки и наплавки, содержащий диоксид кремния, оксид марганца, оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа, фторид кальция и калиево-натриевое жидкое стекло, в котором в качестве упомянутых оксидов и фторидов использованы пылевидный ковшевой шлак производства рельсовой стали и пылевидные отходы производства алюминия, при следующем соотношении компонентов, мас. %:
пылевидный ковшевой шлак производства рельсовой стали 30,0-50,0 пылевидные отходы производства алюминия 5,0-30,0 жидкое стекло 40,0-65,0
Заявляемые пределы подобраны эмпирическим путем исходя из качества получаемых при сварке швов, стабильности процесса сварки и наплавки, а также требуемых механических свойств.
Введение в состав флюса пылевидного ковшевого шлака производства рельсовой стали обеспечивает требуемую основность флюса и вязкость получаемой при сварке шлаковой системы. Основность (СаО/SiO2) выбрана исходя из условий обеспечения хороших укрывных свойств и оптимальной рафинирующей способности образующегося шлака по отношению к неметаллическим включениям. Выбранные пределы для CaF2, Al2O3, MgO обеспечивают хорошее формирование шлака и высокие рафинирующие и укрывные свойства формирующихся шлаков. Содержание FeO и MnO выбрано исходя из обеспечения, с одной стороны, низкого окисления легирующих элементов, с другой - хорошей жидкотекучестью шлаковой системы.
Введение в состав флюса пылевидных отходов производства алюминия позволяет:
- проводить активное раскисление за счет образования СО и CO2, образующихся при взаимодействии фтористого углерода CFx (1≥х>0) с растворенным в стали кислородом, при этом в связи с тем, что углерод находится в связанном состоянии, науглероживание стали практически не происходит;
- проводить удаление водорода за счет комплекса фторсодержащих соединений (типа Na2SiF6, NaF, KF, CFx (1≥x>0), AlF3, Na3AlF6), разлагающихся при температурах сварочных процессов с выделением фтора, который в свою очередь взаимодействует с водородом, растворенным в стали, с образованием газообразного соединения HF;
- повысить устойчивость горения дуги за счет элементов, облегчающих ионизацию в столбе дуги (калия и натрия).
Введение жидкого стекла обусловлено, с одной стороны, использованием его в качестве связующего заявляемого флюса для сварки и наплавки, а с другой стороны, как материала повышающего, за счет содержащегося калия и натрия, устойчивость горения дуги.
В качестве жидкого стекла применяли калиево-натриевое жидкое стекло с плотностью при 15-25°С - 1,30-1,55 г/см 3 и силикатным модулем [SiO2:(K2O+Na2O)·1,0323] - 2,6-3,0.
Изготовление заявляемого флюса для сварки проводили смешением компонентов. Полученная смесь перемешивалась в смесителе в течение 25-35 минут до получения однородной массы. Далее смесь выдерживали при температуре 15-30°С в течение 24-28 часов, сушили при температуре 150-300°С в течение 20-30 мин, после чего производили дробление и просев через сито (ячейка 3×3 мм). Гранулы большего размера отправлялись на перемол. Заявляемый флюс для сварки и наплавки использовали на образцах из стали марок 09Г2Д, 09Г2С, 09Г2, 40Г, 65Г, 30ХГСА, 35ХГСА, сварку осуществляли проволокой Св-08ГА.
Влияние изменения химического состава компонентов с граничными, заграничными и заявляемыми пределами флюса для сварки наплавки на различные параметры сварки приведены в таблице.
Использование заявляемой смеси по сравнению с базовой (прототип) позволяет:
1. Снизить стоимость при производстве флюса на 27-56 руб./т;
2. Повысить прочность флюса (отсевы при пересыпке фракции менее 0,1 мм снижены в среднем на 4,6%);
3. Уменьшить угар марганца и кремния в сварном шве и наплавленном металле в среднем на 0,8 и 1,34% соответственно;
4. Улучшить формирование шва при сварке и наплавке за счет стабилизации горения дуги;
5. Уменьшить уровень загрязненности стали экзогенными неметаллическими включениями (загрязненность стали оксидными экзогенными неметаллическими включениями снижена до 0,2-0,7 мм).
1. Пат. РФ 2313434, В23K 35/362.
2. Пат. РФ 2492983, В23K 35/36.
Похожие патенты RU2566235C1
- Протопопов Евгений Валентинович
- Козырев Николай Анатольевич
- Галевский Геннадий Владиславович
- Якушевич Николай Филиппович
- Крюков Роман Евгеньевич
- Козырева Ольга Анатольевна
- Проводова Анастасия Александровна
- Осетковский Иван Васильевич
- Гусев Александр Игоревич
- Козырев Николай Анатольевич
- Галевский Геннадий Владиславович
- Крюков Роман Евгеньевич
- Козырева Ольга Анатольевна
- Махин Дмитрий Игоревич
- Осетковский Иван Васильевич
- Шурупов Вадим Михайлович
- Уманский Александр Александрович
- Козырев Николай Анатольевич
- Михно Алексей Романович
- Усольцев Александр Александрович
- Козырева Ольга Анатольевна
- Крюков Роман Евгеньевич
- Думова Любовь Валерьевна
- Уманский Александр Александрович
- Козырев Николай Анатольевич
- Крюков Роман Евгеньевич
- Думова Любовь Валерьевна
- Козырева Ольга Анатольевна
- Усольцев Александр Александрович
- Михно Алексей Романович
- Крюков Николай Егорович
- Крюков Евгений Николаевич
- Козырев Николай Анатольевич
- Крюков Роман Евгеньевич
- Козырева Ольга Евгеньевна
- Крюков Николай Егорович
- Крюков Евгений Николаевич
- Козырев Николай Анатольевич
- Крюков Роман Евгеньевич
- Козырева Ольга Евгеньевна
- Павлов Вячеслав Владимирович
- Козырев Николай Анатольевич
- Михно Алексей Романович
- Лазаревский Павел Павлович
- Юрьев Алексей Борисович
- Козырев Николай Анатольевич
- Михно Алексей Романович
- Козырева Ольга Евгеньевна
- Михно Юлия Сергеевна
- Протопопов Евгений Валентинович
- Козырев Николай Анатольевич
- Крюков Роман Евгеньевич
- Хомичева Валентина Евгеньевна
- Козырева Ольга Анатольевна
- Уманский Александр Александрович
- Крюков Роман Евгеньевич
- Козырев Николай Анатольевич
- Думова Любовь Валерьевна
- Козырева Ольга Анатольевна
- Усольцев Александр Александрович
- Белов Денис Евгеньевич
- Смаилова Дарья Евгеньевна
Реферат патента 2015 года ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ
Общие сведения о сварочных флюсах
Сварочными флюсами называют спец. приготовленные металлические гранулированные порошки с размером отдельных зерен 0,25-4 мм. При механизированных дуговых способах сварки под флюсом защита сварочной ванны и ее металлургическая обработка осуществляется сварочными флюсами. Флюсы расплавляясь, создают газовый и шлаковый купол над зоной сварочной дуги, а после химико-металлургического воздействия в дуговом пространстве и сварочной ванне образуют на поверхности шва шлаковую корку, в которую выводятся окислы, сера, фосфор и газы.
К флюсам для автоматической и полуавтоматической сварки плавящимся электродам предъявляются ряд общих требований:
- обеспечение стабильности горения дуги и процесса сварки;
- получение заданного химического состава металла сварочных швов и их свойств;
- обеспечение хорошего формирования металла шва;
- получение швов без дефектов (шлаковых включений, пор и трещин);
- легкая отделяемость шлаковой корки от поверхности швов;
- стабильность горения дуги обеспечивается за счет ионизируемых компонентов, которые введены в состав флюса.
Заданный химический состав металла шва обеспечивается за счет основного и электродного металла, учитывая их изменения вследствие взаимодействия с флюсом.
Хорошее формирование металла шва и легкая отделимость шлаковой корки обеспечивается путем регулирования физико-химических свойств флюса (температур плавления, жидкотекучесть шлака и др). Трещины, шлаковые включения и пористость металла швов подавляется за счет рафинирующих, раскисляющих, легирующих компонентов, которые введены в состав флюса.
4.2. Классификация флюсов
Флюсы принято подразделять по следующим признакам:
1. По способу их изготовления:
2. По назначению:
а) для определенного способа сварки (флюсы для дуговой сварки, для электрошлаковой сварки);
б) для сварки определенных металлов (флюсы для сварки стали, для сварки алюминия, для сварки титана, для сварки меди, для сварки магния и т.д.).
3. По химическому составу:
а) Окислительные флюсы, содержащие в своем составе MnO и SiO2 Чем больше содержится во флюсе MnO и SiO2, тем сильнее флюс может легировать металл кремнием и марганцем, но одновременно тем сильнее он окисляет металл. Окислительные флюсы преимущественно применяют при сварке углеродистых и низколегированных сталей.
б) Безокислительные флюсы, практически не содержащие окислы кремния и марганца или содержащие в небольших количествах. В основном содержат весьма окислы CaO, MgO, Al2O3, и фтористый кальций (CaF2). Их преимущественно используют для сварки высоколегированных сталей.
в) Безкислородные флюсы, состоящие из фторидных и хлоридных солей щелочных и щелочно-земельных металлов, а также других составляющих, не содержащих кислород. Их используют для сварки химически активных металлов (алюминия, магния, титана).
Материалы для сварки под флюсом
Создание промышленного способа автоматической сварки под флюсом и внедрение его в производство в нашей стране неразрывно связано с именем Героя Социалистического Труда академика Е.О. Патона. Им лично и руководимым им коллективом сотрудников Института электросварки Академии наук Украинской ССР проделана огромная работа по изучению, развитию и промышленному внедрению автоматической сварки под флюсом. В результате многолетней упорной работы коллектива Института создана технология сварки под флюсом, разработаны составы и методы производства флюсов, созданы оригинальные конструкции автоматов, в результате чего наша страна далеко опередила другие страны в разработке и освоении этого важнейшего технологического процесса и в этой области занимает сейчас ведущее положение в мировой технике. В развитии способа автоматической сварки под флюсом деятельное участие принимали и принимают коллективы многих заводов, исследовательских институтов и лабораторий нашей страны.
Сущность и особенности сварки под флюсом
При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом.
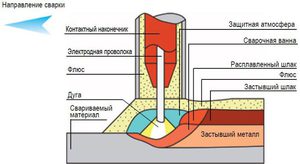
Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса в зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
- Сварка в цеховых и монтажных условиях
- Сварка металлов от 1,5 до 150 мм и более;
- Сварка всех металлов и сплавов, разнородных металлов.
Оборудование для сварки под флюсом
Промышленность выпускает два типа аппаратов для дуговой сварки под флюсом:
- с постоянной скоростью подачи электродной проволоки, не зависимой от напряжения на дуге (основанные на принципе саморегулирования сварочной дуги);
- аппараты с автоматическим регулированием напряжения на дуге и зависимой от него скоростью подачи электродной проволоки (аппараты с авторегулированием).
В сварочных головках с постоянной скоростью подачи при изменении длины дугового промежутка восстановление режима происходит за счет временного изменения скорости плавления электрода вследствие саморегулирования дуги. При увеличении дугового промежутка (увеличение напряжения на дуге) уменьшается сила сварочного тока, что приводит к уменьшению скорости плавления электрода.
Уменьшение длины дуги вызывает увеличение сварочного тока и скорости плавления. В этом случае используют источники питания с жёсткой вольтамперной характеристикой.
В сварочных головках с автоматическим регулятором напряжения на дуге нарушение длины дугового промежутка вызывает такое изменение скорости подачи электродной проволоки (воздействуя на электродвигатель постоянного тока), при котором восстанавливается заданное напряжение на дуге. При этом используют аппараты с падающей вольтампер ной характеристикой.
Аппараты этих двух типов отличаются и настройкой на заданный режим основных параметров: сварочного тока и напряжения на дуге. На аппаратах с постоянной скоростью подачи заданное значение сварочного тока настраивают подбором соответствующего значения скорости подачи электродной проволоки. Напряжение на дуге настраивают изменением крутизны внешней характеристики источника питания.
Необходимую скорость подачи электродной проволоки устанавливают или сменными зубчатыми шестернями (ступенчатое регулирование), или изменением числа оборотов двигателя постоянного тока (плавное регулирование). Для расширения пределов регулирования скорости подачи в последнее время - часто используют плавно-ступенчатое регулирование (двигатель постоянного тока и редуктор со сменными шестернями).
На аппаратах с автоматическим регулятором напряжение на дуге задается и автоматически поддерживается постоянным во время сварки.
Заданное значение сварочного тока настраивают изменением крутизны внешней характеристики источника питания.
Настройка других параметров режима сварки (скорости сварки, вылета электрода, вы соты слоя флюса и др.) аналогична для аппаратов обоих типов и определяется конструктивными особенностями конкретного аппарата.
Материалы для сварки под флюсом
Электродная проволока. Правильный выбор марки электродной проволоки для сварки - один из главных элементов разработки технологии механизированной сварки под флюсом. Химический состав электродной проволоки определяет состав металла шва и, следовательно, его механические свойства.
Для сварки сталей предназначена проволока по ГОСТ 2246—70 Проволока стальная сварочная». В соответствии с этим ГОСТом выпускают низкоуглеродистую, легированную и высоколегированную проволоку диаметром 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм. Проволока поставляется в бухтах массой до 80 кг. На каждой бухте крепят металлическую бирку с указанием завода-изготовителя, условного обозначения проволоки, номера партии и клейма технического контроля. По соглашению сторон проволоку могут поставлять намотанной на катушки или кассеты. Транспортировать и хранить про волоку следует в условиях, исключающих ее ржавление, загрязнение и механическое повреждение. Если же поверхность проволоки загрязнена или покрыта ржавчиной, то перед употреблением ее необходимо очистить. Проволоку очищают при намотке ее на кассеты в специальных станках, используя наждачные круги. Для удаления масел используют керосин, уайт-спирит, бензин и др. Для устранения влаги применяют термическую обработку: прокалку при температуре 100 - 150 °С. ЦНИИТМАШ рекомендует обрабатывать проволоку в 20%-ном растворе серной кислоты с последующей прокалкой при температуре 250 °С 2 - 2,5 ч. Необходимость в обработке электродной проволоки перед сваркой отпадает, если использовать омедненную проволоку .Для механизированной сварки под флюсом и по флюсу алюминия и его сплавов используют сварочную проволоку, выпускаемую по ГОСТ 7871-75 «Проволока сварочная из алюминия и алюминиевых сплавов». ГОСТ 16130-72 «Проволока и прутки из меди и сплавов на медной основе сварочные» предъявляет требования к проволоке для сварки меди и ее сплавов. Подготовка этих проволок к сварке во многом определяет качество сварного соединения. Как правило, подготовка этих проволок к сварке такая же, как и основного металла. Наилучшие результаты обеспечивает химическая обработка или электролитическое полирование.
Сварочные флюсы. Сварочный флюс - один из важнейших элементов, определяющих качество металла шва и условия протекания процесса сварки. От состава флюса зависят составы жидкого шлака и газовой атмосферы. Взаимодействие шлака с металлом обусловливает определенный химический состав металла шва. От состава металла шва зависят его структура, стойкость против образования трещин. Состав газовой атмосферы обусловливает устойчивость горения дуги, стойкость против появления пор и количество выделяемых при сварке вредных газов.
Функции флюсов. Флюсы выполняют следующие функции: физическую изоляцию сварочной ванны от атмосферы, стабилизацию дугового разряда, химическое взаимодействие с жидким металлом, легирование металла шва, формирование поверхности шва.
Лучшая изолирующая способность - у флюсов с плотным строением частиц мелкой грануляции. Однако при плотной укладке частиц флюса ухудшается формирование поверхности шва. Достаточно эффективная защита сварочной ванны от атмосферного воздействия обеспечивается при определенной толщине слоя флюса.
Способ производства сварочных флюсов
Использование: производство сварочных флюсов плавлением. Сущность изобретения: компоненты шихты плавят с помощью погружения во флюсовую ванну на 20 50% ее глубины трех электродов, каждый из которых циклически погружают до увеличения тока в нем на 35 45% При выплавке более электропроводных флюсов используют большие значения циклического тока в каждом электроде в указанных пределах. Применение способа обеспечивает за счет горизонтальных струй расплава у пода печи устранение насыпи на поду печи и необходимую однородность расплава по всему объему ванны. В итоге снижается расход технологической электроэнергии и шихтовых материалов, возрастают производительность плавки и однородность готовой продукции, улучшаются экологические характеристики технологии. 2 табл. 3 ил.
Изобретение относится к области изготовления плавленых флюсов, преимущественно к электроплавке металлургических и сварочных флюсов. Цель изобретения экономия электроэнергии и шихтовых материалов, повышение производительности плавки и химической однородности флюса. Плавление компонентов шихты осуществляют с помощью трех электродов, питаемых трехфазным током и погруженных во флюсовый расплав на глубину не менее 20 50 от глубины ванны печи. При этом силу электрического тока в каждом электроде циклически увеличивают на 35 45 посредством последовательного их углубления в расплав печи при неизменном токе и погружении двух других электродов. Время выдержки электродов в смещенном положении определяется экспериментально. Условием экономного расходования электроэнергии и исходных компонентов шихты, обеспечения высокой производительности плавки и однородного состава готовой продукции является обеспечение интенсивного перемешивания расплава по всему объему ванны, включая застойные ее участки. Такой гидродинамический режим плавки достигается за счет поля электромагнитных сил, направленных от углубленного электрода с повышенным электрическим током в нем к застойному участку ванны между двумя другими электродами. Эти силы при плавке высокопроводных флюсов типа АНФ при циклическом увеличении тока в электроде на 45 посредством его углубления в расплав на 20 от исходного его погружения по сравнению с исходным создают достаточно мощные потоки шлака, устраняющие застойные зоны, нерасплавленные насыпи шихты в них, что гарантирует полное достижение поставленной цели. Аналогичным образом при производстве тугоплавких оксидных флюсов, характеризующихся низкой электропроводимостью, типа АН-15М, АН-22, АН-47 и пр. тот же эффект, но в еще большей мере достигается при циклическом увеличении на 35 тока в каждом электроде посредством его углубления в расплав, но уже на глубину порядка 5,0 от исходной глубины его погружения и погружения двух других электродов. Продолжительность выдержки электродов в смещенном положении для каждого флюса и типа печи определяют экспериментально по оптимальным показателям энергии, производительности процесса, расхода шихты и однородности готовой продукции. Время существования струи расплава, бьющей от углубленного электрода в застойную зону между двумя другими электродами, должно обеспечить полное размывание и расплавление шихты в застойной зоне и равномерное распределение химических элементов флюса по всему объему расплава. Изобретение поясняется чертежами. На фиг. 1 показана схема плавления флюса; на фиг. 2 равномерное погружение электродов; на фиг. 3 неравномерное погружение электродов. Электроды 1 погружают во флюсовый расплав 2. На поду печи 3 образуется насыпь шихты 4, а под флюсовым расплавом находится жидкий слой металлического осадка 5. Питание электродов переменным электрическим током осуществляется от трехфазного печного трансформатора. К электродам подводят напряжение, и при погружении в расплав между ними начинает проходить электрический ток. В результате прохождения тока через ванну в ней выделяется джоулево тепло, которое и расплавляет загружаемую в печь шихту. При равномерном погружении электродов 1 в расплав (фиг. 2) электромагнитным перемешиванием охвачены верхние его слои. В нижних слоях, у пода печи и др. застойных участках ванны (заштрихованы), движение расплава незначительное. Как следствие на поду печи образуется насыпь нерасплавленной шихты, имеет место перепад температур между различными зонами плавки. Поле электромагнитных сил в свою очередь порождает перепад гидродинамических давлений, которые и определяют направленное движение расплава от глубоко погруженного электрода в застойный участок ванны. При этом размываются остатки насыпи шихты, выравнивается температура ванны, химическая однородность расплава, повышается производительность плавки. Опустив 2-й, а затем 3-й электроды, можно "повернуть" изображенную на фиг. 3 картину соответственно на 120 о и 240 о . Экспериментально определив время выдержки электродов в смещенном положении для каждого конкретного типа флюса и печи, в которой он выплавляется, можно полноценно перемешать расплав, обеспечив его однородное температурное поле, усреднение химического состава флюса и равномерное размывание насыпи на поду печи. Немаловажным является еще и тот факт, что при резкой смене условий, вызывающих электровихревое течение (ЭВТ) расплава, имеют место "броски" течения, при которых скорости потоков могут более чем в 1,5 раза превышать те, которые имеют место при установившемся течении. При этом направления потоков могут периодически изменяться на противоположные, хотя время, в течение которого происходят "броски", невелико, но и они вносят свой вклад в активизацию перемешивания ванны. П р и м е р 1. Плавка легкоплавкого высокопроводного флюса АНФ-6 по заявляемому способу. Глубина ванны печи 960 мм, глубина исходного погружения электродов в расплав 200 мм, напряжение плавки 160 В, ток плавки 10 кА, максимальная глубина циклического погружения электродов 410 мм, максимальный циклический ток плавки 14,5 кА, экспериментально определенное время выдержки электродов в смещенном положении 9,2 мин. Перед началом плавки подают электрическое напряжение на электроды. Электроды погружают в остаточный флюсовый расплав. Между ними начинает проходить электрический ток. В ванну подают флюсовую шихту. Циклически с интервалом в 9,2 мин электроды погружают на глубину 410 мм, соответствующую току в электроде 14,5 кА. Из данных, приведенных в табл. 1, видно, что технико-экономические показатели плавки флюса АНФ-6 по известному и заявленному способам отличаются незначительно. Расход энергии снижается на 70 Но с ростом электросопротивления и тугоплавкости расплавов (оксидные флюсы) преимущества заявляемого способа заметно возрастают (табл. 2). П р и м е р 2. Плавка тугоплавкого низкопроводного флюса АН-67 по заявляемому способу. Глубина ванны печи 960 мм, глубина нижнего погружения электродов в расплав 480 мм, напряжение плавки 193 В, ток плавки 11 кА, максимальная глубина циклического погружения электродов 740 мм, максимальный циклический ток плавки 14,9 кА, экспериментально определенное время выдержки электродов в смещенном положении 10,7 мин. Перед началом плавки подают электрическое напряжение на электроды, которые погружают в остаточный флюсовый расплав ванны. Между ними начинает протекать электрический ток. После прогрева остаточного расплава в ванну загружают шихту. Циклически с интервалом 10,7 мин электроды погружают на глубину 740 мм, соответствующую току в электроде 14,9 кА. В табл. 2 приведены технико-экономические показатели плавки оксидного тугоплавкого низкопроводного флюса АН-67 по известному и заявляемому способам. Из приведенных данных видно, что плавка по заявляемому способу позволяет сэкономить до 30 технологической электроэнергии и 17 флюорита, в 1,3 раза повысить производительность процесса и обеспечить однородный химический состав готовой продукции, оптимизируются экологические характеристики технологии плавки. Способ обладает следующими достоинствами: снижается на 6 14 расход технологической электроэнергии; повышается химическая однородность флюса; за счет уменьшения угара расплава оксидных флюсов снижается на 17 расход шихтовых материалов; производительность плавки оксидных флюсов возрастает в 1,3 раза; улучшается гигиена труда рабочих-плавильщиков и экологические характеристики технологии.
СПОСОБ ПРОИЗВОДСТВА СВАРОЧНЫХ ФЛЮСОВ в электропечи, включающий расплавление компонентов шихты при помощи трех электродов, питаемых трехфазным электрическим током и погруженных во флюсовой расплав на глубину, соответствующую неменее 20-50% глубины ванны печи, при этом при выплавке более электропроводных флюсов выбирают меньшую глубину погружения электродов в указанных пределах, после чего производят слив и грануляцию флюса, отличающийся тем, что, с целью экономии электроэнергии и шихтовых материалов, повышения производительности плавки и химической однородности флюса, силу тока в каждом электроде циклически увеличивают на 35-45% посредством последовательного их углубления в расплав, при этом при выплавке более электропроводных флюсов используют большие значения циклического тока в каждом электроде в указанных пределах.
Изготовление и использование сварочного флюса

В процессе электродуговой и газовой сварки высокотемпературная зона значительно увеличивает химическую активность, вследствие чего интенсивно окисляется металл, испаряется часть материала сварочной проволоки, снижается интенсивность металлургических процессов, из-за чего плавление оказывается не особо эффективным. С увеличением продолжительности сварки в ванночке скапливается все больше шлаков. Поэтому эта зона должна быть изолирована, что достигается использованием сварочных флюсов — неметаллических композиций с определенными свойствами.
Принцип и условия работы
Сварочная зона при установившемся процессе включает такие области:

- Зона дугового столба с температурой внутри 4000−5000 °С.
- Зона газового пузыря, образующаяся вследствие интенсивного испарения атомов в кислородной среде.
- Шлаковый расплав, который легче металла и находится вверху газовой полости.
- Расплавленный металл — внизу полости.
- Шлаковая корка, образующая верхнюю, твердую границу зоны сварки.
На поведение свариваемого материала влияет и сварочная проволока. Так, любая сварка представляет собой миниатюрный металлургический процесс.
От шлаковой корки и окисления, которые ухудшают качество шва, свариваемый металл обезопасить можно путем непрерывной подачи в сварочную зону легкоплавких и одновременно химически инертных компонентов, коими и являются флюсы для сварки. Материалы могут применяться и для поверхностной наплавки. С использованием флюса снижается количество пыли, непременно образующейся в процессе работы.
Использоваться данные материалы должны при следующих условиях:

- Флюс должен не снижать производительность, а стабилизировать процесс.
- Не должно быть химической реакции флюса с основным металлом, сварочной проволокой.
- На протяжении рабочего цикла зона сварочного пузыря должна быть изолированной от окружающей среды.
- По окончании процесса остатки, связываясь с коркой шлака, должны без труда удаляться из рабочей зоны. Причем до 80% отработанного материала после очистки может использоваться снова.
Поскольку эти требования можно назвать даже противоречивыми, оптимальный состав флюса и способ его подачи определяется конкретным видом сварки, конфигурацией соединяемых деталей и производительность процесса.
Классификация сварочных флюсов
Разновидности флюсов характеризуются такими параметрами:

- Внешним видом. Бывают порошковидными, зернистыми, газовыми, в виде пасты. К примеру, для наплавки или электросварки используется порошок или мелкие гранулы (причем у материала должна быть соответствующая электропроводность). Для пайки или газосварки лучше взять пасту, порошок или газ.
- Химическим составом. Требуется химическая инертность при высоких температурах и способность к эффективной диффузии ряда компонентов в металл шва.
- Способом получения. Плавящиеся и неплавящиеся. Первые эффективны при наплавке, когда поверхность металла должна эффективно дополнять иные химические элементы. Вторая группа служит для улучшения механических показателей готового шва, поэтому они используются, когда варят высокоуглеродистые стали и цветные металлы, к примеру, алюминий, плохо сваривающийся в обычных условиях.
- Назначением. Легированная сварочная проволока с флюсом, к примеру, позволяет улучшить химический состав и повысить механическую прочность исходного металла. Высоко ценятся универсальные флюсы, которые могут использоваться для сварки стали, цветных металлов и сплавов.
Типовые составляющие — это марганец и кремнезем, но с целью легирования могут включаться металлы и ферросплавы.
Классификацию часто производится по марке. Определяется она производителем. Например, марки, разработанные Институтом электросварки им. Патона, в обозначении обязательно имеют литеры A. H. Если наличествуют буквы ФЦ, значит, флюс разработало Центральное НИИ транспортного машиностроения. Хоть рецептура изготовления материалов стандартизирована, единой маркировки не существует.
Процесс получения и химический состав
Основа неплавленых флюсов керамическая, а получаются эти материалы путем механического измельчения компонентов на шаровых мельницах. В зависимости от размера фракций флюсы делятся на мелкие (с зерном 0,25−1,0 мм) и нормальные (с зерном размером до 4 мм). Первые используются при сварке проволокой малых диаметров, не более 1,0−1,5 мм, в обозначение добавляется буква М. При значительном количестве компонентов в неплавленом флюсе они предварительно связываются склеиванием, а потом уже частицы размалываются до нужного размера.
В неплавленых флюсах, кроме кремнезема, есть ферросплавы, марганцевая руда, оксиды ряда элементов, металлические порошки. Компоненты подбираются по способности усиливать металлургический процесс в зоне сварки. В итоге улучшаются условия для поверхностного легирования и раскисления металла, зернистость сварного шва становится мельче, а количество вредных примесей в нем уменьшается. Легирующие способности неплавленых материалов позволяет использовать более дешевую сварочную проволоку.
К недостаткам неплавленых флюсов относится, к примеру, то, что их упаковка должна быть плотнее, поскольку компоненты гигроскопичны, а влага ухудшает качество материала. Неплавленые флюсы к соблюдению технологии сварки требовательнее, так как при этом существенно могут измениться условия легирования.
Магнитные флюсы тоже относятся к категории неплавленых. Их эффективность подобна керамическим, однако они дополнительно содержат железный порошок, увеличивающий производительность.
Плавленые флюсы главным образом используются при автоматической сварке. Технология их изготовления включает такие этапы:

- Подготовка и размол компонентов, кроме использующихся в неплавленых флюсах. Сюда же включается плавиковый шпат, мел, глинозем и пр.
- Перемешивание механической смеси во вращающихся мельницах.
- Плавка в газопламенных печах с защитной атмосферой или в электродуговых печах.
- Гранулирование для приобретения итоговыми фракциями требуемого размера зерен. С этой целью расплав флюса выпускается в воду и затвердевает в ней шарообразными частицами.
- Сушка в сушильных барабанах.
- Просеивание и упаковка.
Плавленые флюсы состоят из кремнезема SiO2 и оксида марганца. Марганец восстанавливает оксиды железа, постоянно образующиеся при сварке, и связывает серу в шлаках в сульфид, легко удаляющийся впоследствии со сварного шва. Кремний препятствует росту концентрации окиси углерода. Раскисляющие свойства последнего элемента повышают однородность химического состава металла.
Окраска плавленых флюсов прозрачная или светло-желтая, а плотность их не больше 1,6−1,8 г/см3.
Действие флюсов во время сварки

При ручной сварке флюс насыпается 60-миллиметровым слоем на поверхности металла, прилегающего к будущему стыку. При недостаточной толщине слоя возможен непровар и образование раковин и трещин. После этого при электросварке возбуждается разряд, а при газопламенной сварке поджигается горелка.
По мере перемещения электрода флюс подсыпается на новые поверхности. Так как размеры столба в дуге больше высоты флюса, разряд протекает в жидком расплаве компонентов, воздействующих на металлический расплав с удельным давлением до 9 г/см². В итоге исключается разбрызгивание металла, расходуется меньше сварочной проволоки, растет производительность. Это объясняется способностью флюса использовать более высокие значения рабочего тока без опасений получения прерывистого шва. Ток силой 450−500 А при открытой сварке невозможно применять, потому что дуга выплескивает металл из ванночки.
При полуавтоматической и автоматической сварке флюсы используются следующим образом:
- По специальной трубке флюс подается из бункера.
- Позже подается электродная проволока с катушки, расположенной после емкости с флюсом.
- По мере протекания рабочего процесса часть флюса, не использованная и связанная шлаками, пневматикой отсасывается в емкость.
- Расплавленная и охлажденная шлаковая корка механически удаляется со шва.
Плюсы применения флюсов:

- Отсутствие необходимости в предварительной разделке кромок будущего шва, так как с большими токами электросварки или повышенной концентрации кислорода при сварке газовой металл плавится гораздо интенсивнее.
- Отсутствие угара металла в зоне шва и прилегающих поверхностях.
- Более устойчивая дуга.
- Повышение КПД источника питания в результате снижения потерь энергии, которая тратится на нагрев металла, разбрызгивание его и повышенного расхода флюса и сварочной проволоки.
- Комфортные условия труда, ведь значительную часть пламени дуги экранирует флюс.
Ограничение применения в невозможности быстрого осмотра участка выполненной сварки. Данное обстоятельство требует более тщательных подготовительных работ, особенно при соединении сложных по конфигурации деталей. Еще флюсы довольно много стоят, а расходуются практически как сварочная проволока.
Читайте также: