Протокол сварки полиэтиленовых труб образец
Обновлено: 04.10.2024
Рассмотрим более подробно процесс сварки встык ПНД, ПЭ труб на следующих моделях аппаратов ZHCB-160, ZHCB-250, ZHCB-315, ZHCB-400 ,ZHCB-500. А именно: подготовка к сварке, процесс сварки, завершающие операции.
Вступление.
Настоящая инструкция по эксплуатации основывается на действующих правилах, касающихся машин и оборудования для стыковой сварки термопластов. С целью предотвращения опасных ситуаций на всех этапах эксплуатации устройства, прежде всего особое внимание уделено аспектам безопасности труда. Важно знать что инструкцию следует внимательно прочитать перед началом эксплуатации. Так же ее следует использовать во время запуска устройства и всегда держать под рукой. Соблюдение всех вышеперечисленных рекомендаций обеспечит достижение трех основных целей:
- Обеспечение правильной работы машины;
- Предотвращение опасности ранения оператора при работе с изделием;
- Предотвращение повреждения устройства.
Важно! Прежде чем приступить к работе с устройством, необходимо тщательно ознакомиться с настоящей „Инструкцией по эксплуатации”.
Введение.
Сварка встык заключается в соединении двух торцов пластиковых труб (выполненных например из: полиэтилена ПЭ или полипропилена ПП и др.), нагретых до определенной температуры. После чего следует сжатие нагретых торцов с соответствующим усилием, без применения дополнительных соединяющих элементов. Условием правильного выполнения процесса сварки встык является контроль за состоянием параметров, таких как:
- Усилие прижима (достигается путем регулирования давления в гидроагрегате);
- Температура нагрева;
- Продолжительность последовательных этапов технологического процесса.
Свариваемые элементы должны быть выполнены из одного вида материала. Более того, толщины их стенок должны соответствовать друг другу. Другими словами: соединяемые элементы должны принадлежать к одним размерной группе и классу давления.
Основные требования к процессу сварки.
Стыковая сварка должна производиться с соблюдением следующих условий:
- Прежде всего, температура окружающей среды в зоне сварки должна составлять от 0 C до +40 C. При высокой влажности воздуха, ветреной или дождливой погоде, а также при низких или высоких температурах необходимо накрыть места сварки с помощью палатки (тента);
- Концы свариваемых элементов (торцы труб), должны быть закупорены защитными пробками, чтобы предотвратить быстрое охлаждение нагреваемых поверхностей потоками воздуха, а также избежать возможного попадания загрязнений в зону сварки;
- Положение труб следует выровнять с помощью роликовых упоров, которые облегчают перемещение труб;
- Торцы свариваемых труб следует обработать перед процессом сварки. После чего не трогать их руками;
- Перед каждой сваркой поверхность нагревательной плиты следует очистить и промыть соответствующим чистящим средством для тефлоновой ткани PTFE (например этанолом);
- Температура нагревательной плиты должна контролироваться. Температура, установленная на регулировщике, должна иметь параметры, рекомендованные для данного свариваемого материала трубы. Информацию, касающуюся температуры сварки, должен предоставить поставщик трубы. В общем случае, для ПНД труб следует брать значение T = 210 C ± 10 C, как оптимальное для осуществления сварки встык.
- Необходимо произвести оценку каждого выполненного шва, которая заключается в контроле над геометрией полученного грата по следующим критериям:
- Общая ширина грата (B);
- Впадина между валиками грата (k>0);
- Смещение (несовпадение) кромок свариваемых элементов (a <0,1s).
где p1 – начальное давление, p2 – табличное давление для свариваемой трубы.
Торцевание торцов соединяемых труб.
Прежде всего извлеките торцеватель из инструментальной подставки (стенда). Затем установите соответствующим образом на центратор, предохраняя его защёлкивающим устройством от выпадения. Приблизьте концы труб к фрезерному диску. При этом осуществляя давление, необходимое для начала торцевания так, чтобы осуществлялась стружечная обработка обоих закрепленных в сварочном аппарате элементов. Обработку следует осуществлять до момента, когда образующаяся стружка будет непрерывной, а её максимальная толщина составит 0,2 − 0,3 мм. После отодвигания концов от фрезерного диска и выключения торцевателя, следует снять блокировку. Затем торцеватель извлечь и убрать в инструментальную подставку. В случае возникновения ситуации остановки двигателя, необходимо отодвинуть концы труб от фрезерных дисков, а двигатель (дрель) выключить. Затем снизить давление прижима. Фрезерованную торцевую поверхность, а также внешнюю и внутреннюю поверхности труб очистить от остатков стружки чистой сухой тряпкой. Стружку, попавшую внутрь, устранить с помощью щипцов.
Проверка правильности подготовки поверхности.
Подготовленные описанным выше способом поверхности приблизить друг к другу. После чего проверить параллельность стыкуемых торцов, которая не может отклоняться более, чем на 0,3 мм. В ином случае повторить торцевание. Проверить также соосность торцов обоих свариваемых элементов, которая не может превышать 10% от толщины стенки (0,1e). В случае необходимости, вращать один из элементов вокруг оси так, чтобы поставленное выше условие было соблюдено. Затем произвести установку торцов при помощи передвижных роликов.
Важно! Нельзя прикасаться пальцами к торцованным, т.е. подготовленным для сварки поверхностям. Если это произошло, необходимо очистить поверхности при помощи спирта или повторно выполнить торцевание. При выполнении швов на действующем водопроводе для чистки применять только безвредные для человека вещества (напр., чистый этиловый спирт).
Нагрев плиты.
Разогревание нагревательной плиты всегда должно происходить в инструментальной подставке. Нагревательную плиту необходимо подключить к источнику электрического тока в начале сварочного процесса, устанавливая ее температуру на необходимое согласно технологическим рекомендациям значение: Рекомендуемая температура сварки для труб из ПЭ, ПНД и ПП: 2100 C (± 100C).
Установка давления сварки.
Сила прижима в процессе сварки прежде всего определяется давлением pI. Оно учитывает сопротивление движению и силу прижима, зависящую от площади сечения свариваемых труб. Это давление рассчитывается по формуле:
где: p1 – начальное давление, p2 – табличное давление для заданной трубы.
Установка давления pI производится следующим образом:
- Прижать торцы свариваемых труб друг к другу до стабилизации давления на манометре;
- Рычаг переключен в позицию прижима;
- Удерживая кнопку прижима, завинчивать клапан DBD до момента достижения значения давления pI.
Важно! При данном давлении будут осуществляться процессы предварительного нагрева и охлаждения. До завершения процесса нельзя регулировать давление клапаном DBD. При выставлении давления спускной клапан должен быть полностью закрыт.
Сварка.
Процесс сварки встык ПНД, ПЭ труб осуществляется следующим образом:
Предварительный нагрев.
Нагретую до надлежащей температуры нагревательную плиту необходимо вложить между двумя свариваемыми элементами. К вставленной таким образом нагревательной плите прижать свариваемые концы с давлением pI. Это давление поддерживается и контролируется при помощи манометра в процессе нагрева до момента образования грата высотой h, определенной в таблице параметров для свариваемой трубы.
Важно! Время получения грата не нормировано. Оператор так долго поддерживает уровень давления pI, пока грат не проявится по всей окружности стыка, и его высота не достигнет необходимого значения. Только после этого нужно снизить давление и начать отсчет времени для этапа основного нагрева.
Основной нагрев.
После получения грата прежде всего необходимо снизить величину давления в системе при помощи спускного клапана до значения:
где: p1 – начальное давление (определяется согласно п.1) p2 – табличное значение давления для заданной трубы (в таблице p3 = 0,1 p2).
Снизив давление таким образом, следует выполнить второй этап сварки, время t2 которого определено в таблице параметров для свариваемой трубы.
Извлечение нагревательной плиты.
После окончания этапа основного нагрева (по истечении времени t2) необходимо в течение времени, не превышающего t3 (согласно таблице сварки), отделить нагретые торцы труб от нагревательной плиты, извлечь нагревательную плиту и оставить в состоянии покоя.
Важно! Время извлечения нагревательной плиты нужно сократить до минимума. При извлечении плиты нельзя допустить загрязнения или переохлаждения нагретых торцов труб. Промедление при извлечении плиты, вода, снег или другие загрязнения могут нанести вред шву (сварке). При возникновении сомнения следует охладить торцы и начать процесс заново.
Сварка и охлаждение готового сварного шва.
После быстрого удаления нагревательной плиты необходимо вновь соединить торцы труб друг с другом. Когда торцы соприкоснутся, оставить ручку в позиции прижима на время охлаждения, которое должно быть не меньше t5 (согласно таблице параметров для свариваемых труб).
Важно! Во время охлаждения нужно контролировать значение давления прижима. Когда шов остынет и затвердеет, можно отключить устройство от сети главным выключателем, а потом и от генератора. Нагретый шов нельзя охлаждать воздухом или водой. Охлаждение рекомендуется производить в течение времени t5 (по таблице параметров). Оказывать нагрузку на шов или укладывать готовый трубопровод можно только по истечении времени t5.
Заключительные операции.
Контроль выполненной сварки.
По истечении времени охлаждения t5 необходимо снизить давление прижима до нулевого значения, а затем извлечь соединенные трубы из центратора. После внешнего осмотра необходимо измерить полученный грат B и сравнить его с табличными значениями. В случае сомнения относительно качества выполненного сварного шва, необходимо его вырезать и выполнить сварку еще раз согласно вышеуказанному описанию.
Составление протокола сварки.
В протоколе сварки должны содержаться следующие сведения: № сварки, дата и время, параметры трубы, данные сварщика и параметры процесса сварки (отдельные давления (p1, p2, pI, pII), времена (t1, t2, t3, t4, t5), температура нагревательной плиты и окружающей среды). После окончания работы сварочную машину ZHCB необходимо почистить и поставить в надлежащее место вместе с комплектом оснащения.
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.
Содержание
В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
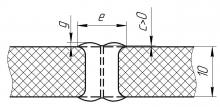 | |
g — высота грата;
е - ширина грата;
с — превышение впадины между валиками грата и поверхностью детали
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ≥ 5 образцов |
| Разработал: | (подпись, дата) | Фамилия И.О. |
Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
| Наименование изделия | сварное соединение | ||||
| Способ сварки | ЗН | ||||
| НД | СП 42-101-96; СП 42-105-99 | ||||
| Вид соединения | стыковое | ||||
| Сварочное оборудование | ЗНШ | ||||
| Ф.И.О. сварщика | |||||
| Характеристика деталей: | |||||
| завод-изготовитель | |||||
| марка материала | |||||
| дата выпуска | |||||
| номер сертификата (ГОСТ/ТУ) | |||||
| диаметр трубы | 50 мм | ||||
| толщина стенки, (SDR) | 4,5 мм (11,1) | ||||
| Клеймо сварщика | |||||
| Технологические параметры сварки* | |||||
| Температура окружающего воздуха, °С | Наружный диаметр трубы, мм | Толщина стенки, мм | SDR | Время охлаждения после сварки, мин | |
|---|---|---|---|---|---|
| 20 | 50 | 4,5 | 11,1 | 7 | |
- произвести обрезку труб под прямым углом к их осям;
- пометить на торцах участок сварки длинной не менее 0,5 длины фитинга от края;
- произвести зачистку механическим способом поверхности деталей в зоне сварки от оксидного пленки на глубину 0,1—0,2 мм;
- провести снятие фаски на внутренней и наружной поверхностях торца трубы;
- при помощи приспособления придать трубе в зоне сварки круглую форму;
- обезжирить зону сварки;
- маркером на поверхность трубы нанести отметки на расстоянии 0,5 длины фитинга от торца трубы;
- закрепить детали в позиционере или на выравнивающих опорах;
- вставить подготовленные торцы труб в фитинг, после чего подключить его к сварочному аппарату;
- в сварочный аппарат, при помощи карандаша, записать параметры сварки, которые указаны на штрихкоде этикетки фитинга;
- включить сварочный аппарат и осуществить сварку;
- провести визуальный и измерительный контроль сварного соединения.
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС - можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Журнал сварки труб ВСН 012-88 форма 2.6, образец заполнения (скачать)

Журнал сварки труб — это один из важнейших и ответственных журналов в строительстве нефтегазопроводов, так как в нем содержится подробная информация по каждому сварному стыку, такая как местоположение стыка, результаты контроля и качества сварки, наименования свариваемых элементов и другие важные параметры. Журнал сварки труб ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно. Также применяется для сварки полиэтиленовых труб.
Пример оформления журнала сварки труб, форма 2.6 (2.6а) ВСН012-88 часть 2
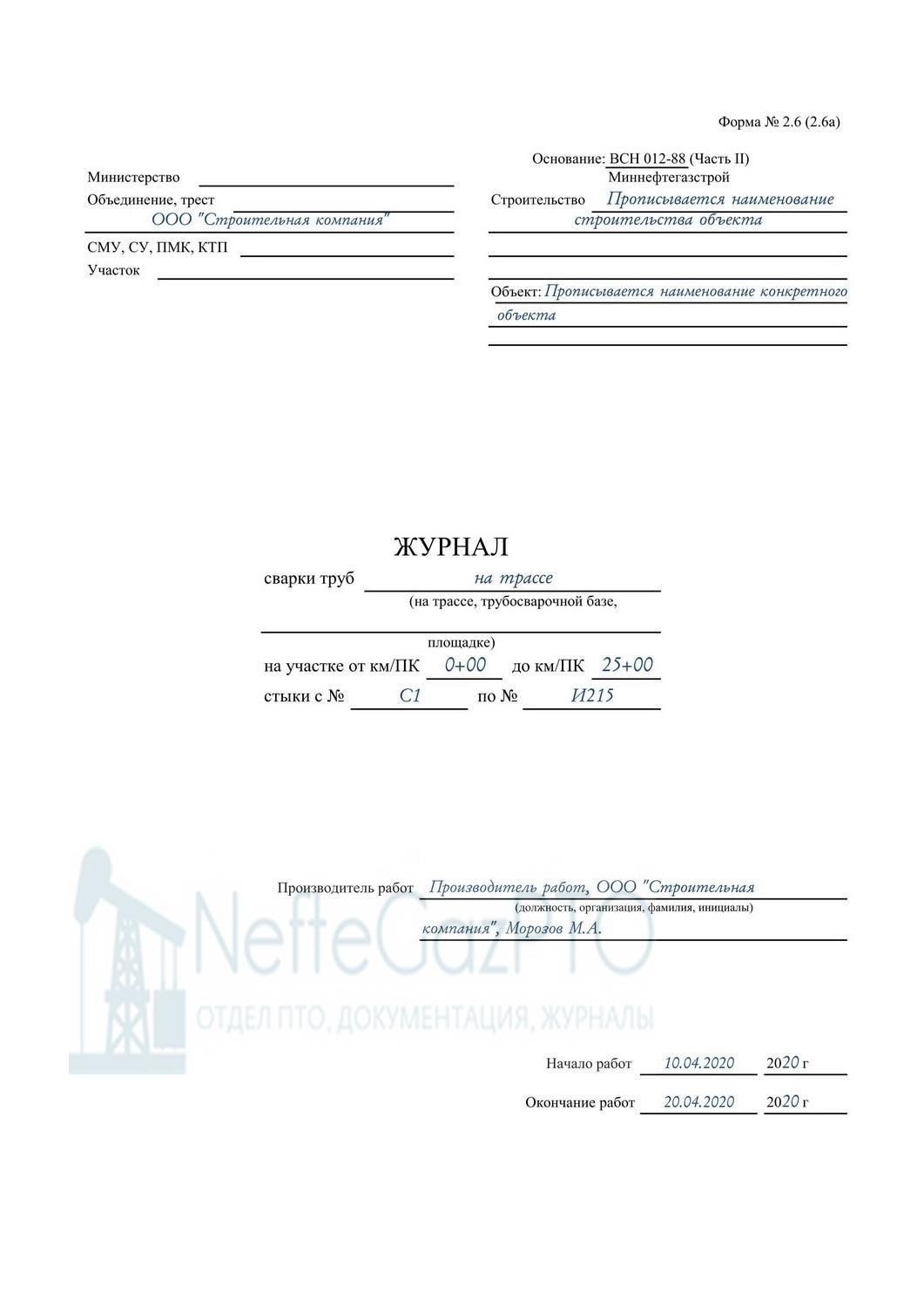
Кликните на изображение, чтобы увеличить.
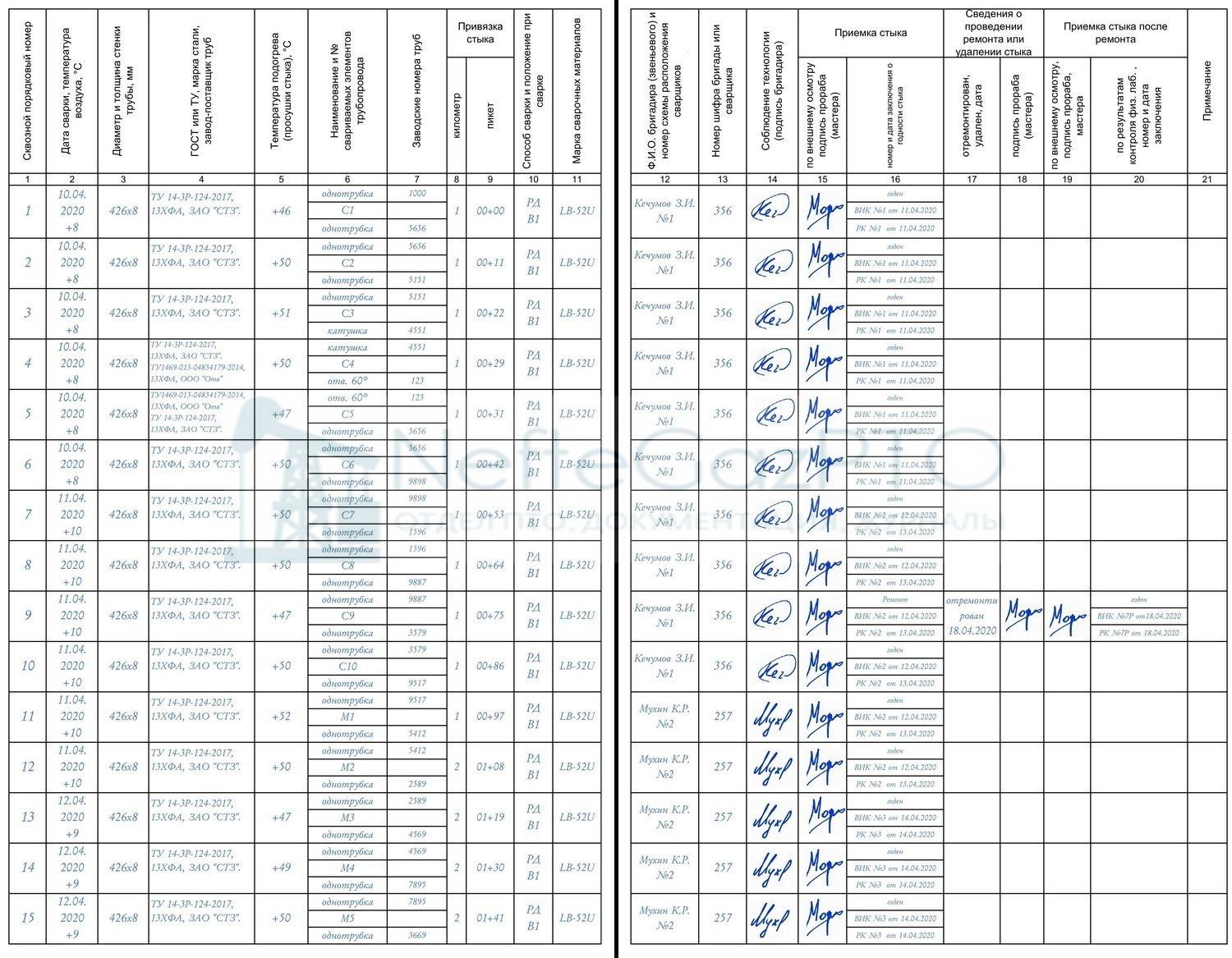

Пояснение к оформлению журнала сварки труб
Столбик №1
Пишется сквозной порядковый номер. Пример: 1, 2, 3, 4 и т.д.
Столбик №2
Здесь пишем дату сварки стыка и температуру воздуха при которой производилась сварка. Пример: 10.04.2020г., +8°С.
Температуру воздуха можно посмотреть в архиве погоды, архив можно найти в любом хорошем сайте о прогнозах погоды, к примеру здесь .
Столбик №3
Указывается диаметр и толщина стенки труб (стыка, свариваемых деталей) в миллиметрах. Пример: 426х8.
Столбик №4
Сюда прописываем ГОСТ либо технические условия (ТУ) труб, а также марку стали и завод изготовитель. Все данные указаны в сертификатах и паспортах на трубы и изделия. Пример: ТУ 14-3Р-124-2017, 13ХФА, ЗАО «СТЗ»
Не запрещается заполнять столбик №4 штампом, так как ГОСТ или технические условия чаще всего повторяются.
Столбик №5
Пишем температуру просушки, подогрева стыка, если того требует технологическая карта на сварку стыков. Пример: +50°С
Технологическая карта на сварку стыков разрабатывается на каждый диаметр и толщину стенки, а также марку стали. Технологическую карту должен разрабатывать специалист НАКС III уровня.
Столбик №6
В данном столбике пишется присвоенный номер стыка, а также наименование свариваемых элементов трубопровода через дробь. Изначально номера прописывают на самой трубе (снаружи и внутри), в близи стыка несмываемой краской. При сварке горизонтально-направленных отводов указывается направление «пр»- направлен вправо, «лев»- направлен влево. Пример: однотрубка/ катушка l=5м., ст. №12; катушка l=5м/ отвод 90° пр., ст. №13.
Столбик №7
Пишем заводские номера соединяемых элементов, они указаны на трубах и деталях (тройниках, отводах), а также в сертификатах и паспортах. Пример: 1224/ 3261; 3251/серт. №211
В случае отсутствия заводского номера на трубах и деталях, в столбик №7 пишется номер партии, сертификата или паспорта на изделие. Если это катушка (часть трубы), то прописывается номер трубы, из которой возникла катушка.
Столбик №8
Сюда пишем привязку стыка к километражу, то есть указываем километр, на котором сварен стык. Пример: если стык находится на ПК2+55, то указываем 3км.
Столбик №9
Указываем пикетажную привязку сварного стыка. Если сварка трубопроводов идет в линию, то ПК можно указывать через каждые 100 метров. Если есть какие либо изменения по оси, либо меняется толщина стенки труб, то на таких участках необходимо ставить ПК на каждом стыке. Пример: 20+15
В одном пикете 100 метров, но бывают резанные пикеты (резанные), которые составляют больше или меньше 100 метров. Такие пикеты указываются в рабочей документации в продольном профиле.
Столбик №10
Указывается специальными буквами способ сварки и положение стыка. Пример: РД, В1 – означает, что ручная дуговая сварка, положение вертикальное снизу вверх.

Столбик №11
Сюда пишем марку электродов. Пример: LB-52U
Сварка труб должна производится электродами, которые указаны в согласованной с заказчиком технологической картой на сварочные работы
Столбик №12
В данном столбике пишется фамилия и инициалы бригадира, либо сварщика, а также указывается номер схемы расположения сварщиков. Пример: Кечумов З.И., №1
Схема расположения сварщиков обычно оформляется на втором листе сварочного журнала, либо на обратной стороне титульного листа.
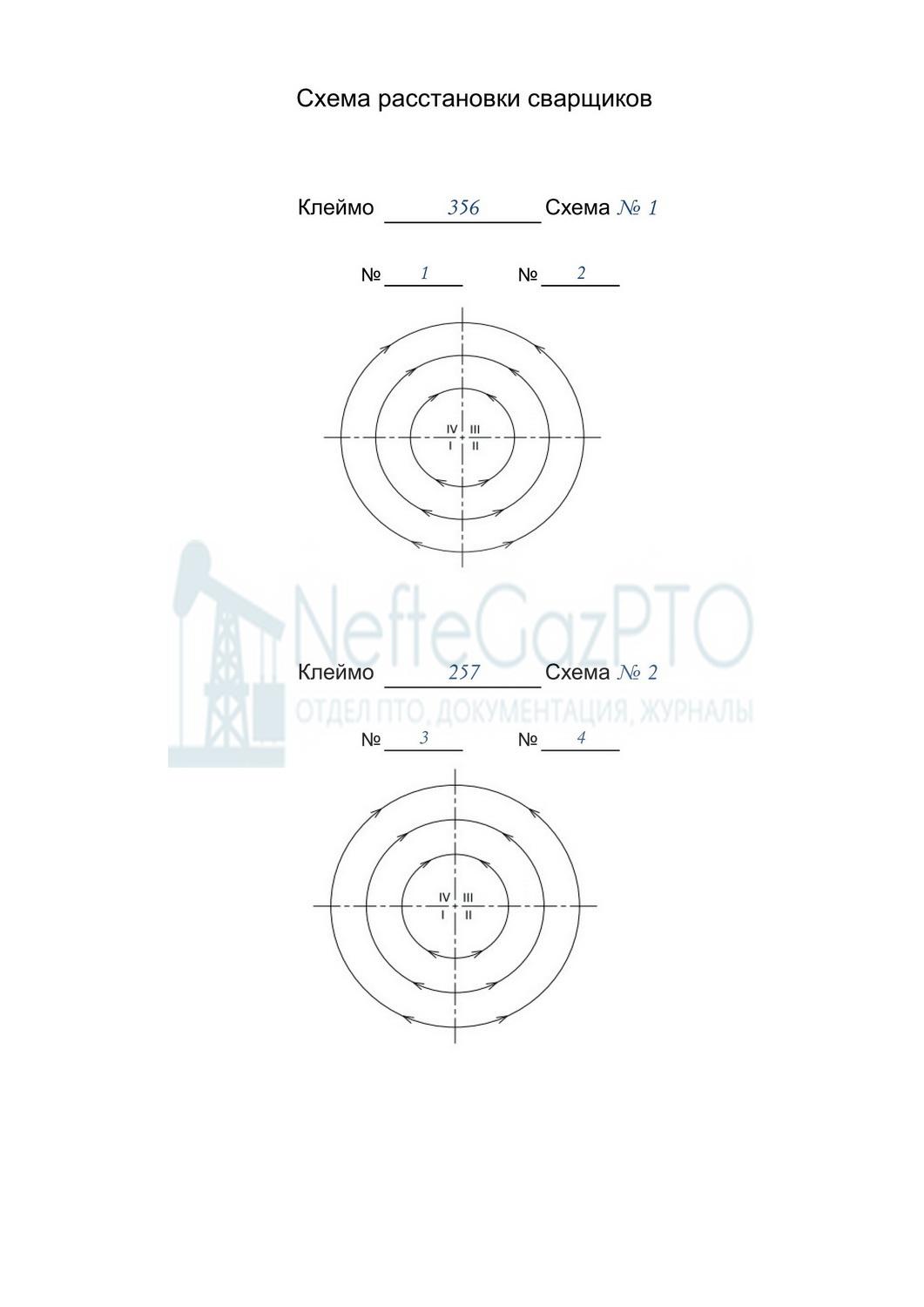
Схема расположения сварщиков при сварке труб
Столбик №13
Указывается шифры сварщиков либо бригадный шифр. Шифры сварщиков пишутся по ходу продукта, по часовой стреле, начиная сверху. После шифра сварщиков, сваривших корневой слой, пишется буква К, после шифров сварщиков, выполнивших заполняющие слои, — пишем буквы ЗП, после шифров сварщиков облицовочного слоя, — буквы ОБ, после шифров сварщиков, сваривших подварочный слой, — букву П.
Столбик №14
Бригадир, указанный в столбике №12, ставит свою подпись, подтверждая, что сварка выполнена в соответствии с технологической картой, тем самым он несет ответственность за выполненные сварочные работы.
Столбик №15
Мастер либо прораб ставит свою подпись только после того, как убедится в соответствии свариваемых деталей либо труб с рабочей документацией и убедится в отсутствии повреждений труб или деталей. Так же обязан осмотреть сварной шов.
Прораб либо мастер является ответственным лицом за приемку стыка, а также за состояние применяемых деталей и труб.
Столбик №16
Пишется вид проведенного метода контроля сварных стыков, номера и даты заключений, а также результаты контроля (годен, ремонт, брак)
Виды контроля

Закрытие журнала-после последнего стыка делается запись (Пример):
Журнал закрыт: 12.05.2020г.
Сварено всего: 381 стык.
Отремонтировано: 6 стыков.
Вырезано и заварено вновь: 0 стыков
Производитель работ ООО»Строй Ком» _____подпись_______Морозов М.А.
Журнал сварочных работ образец заполнения СП 70.13330.2012

Журнал сварочных работ по СП 70.13330.2012 используется в производстве сварочных работ при изготовлении металлических конструкций в промышленном и гражданском строительстве. В журнал вносится информация об объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых элементов и прочая информация. Журнал сварочных работ ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.
Сварочные работы –это работы направленные на соединения металлических элементов посредством высокого нагрева и плавления их поверхностей при помощи специального оборудования и сварочных материалов, в зависимости от способа воздействия на свариваемые детали (Виды сварки: термическая, электродуговая, газопламенная, электрошлаковая, плазменная).
Пример оформления журнала сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
Пояснение к оформлению журнала сварочных работ
Титульный лист 2
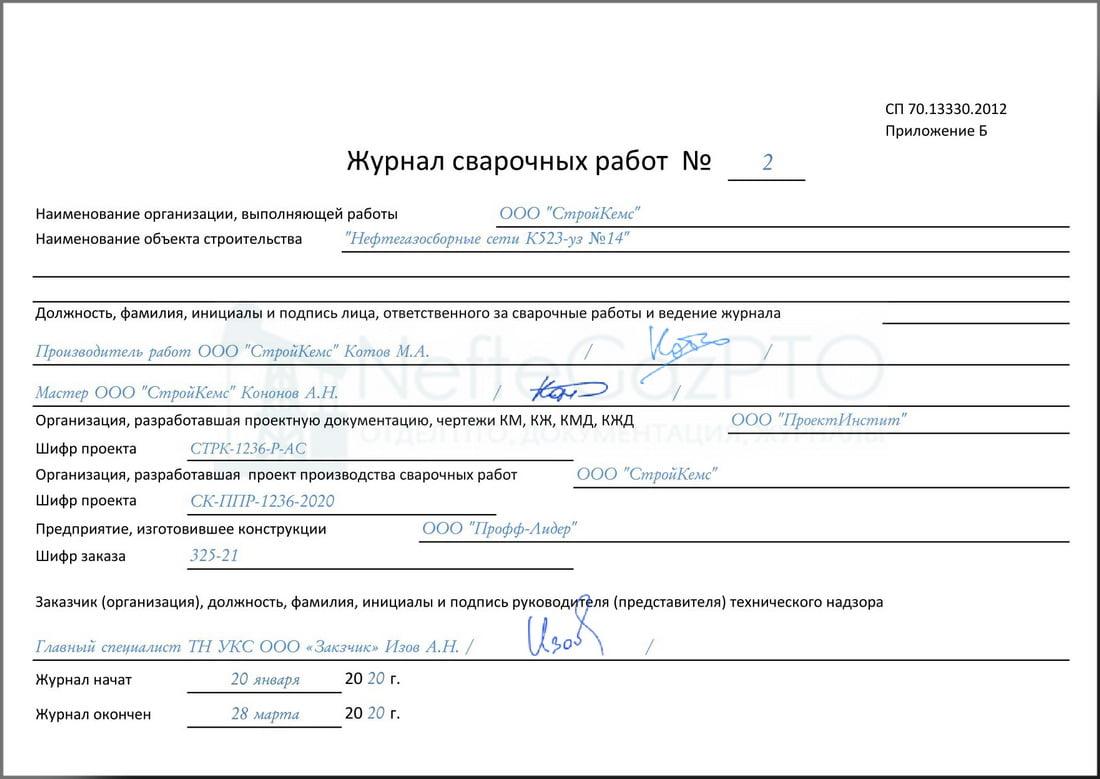
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.
- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.
Список ИТР, ответственных за производство сварочных работ
Колонки 1-6
- Ф.И.О. мастера либо производителя работ.
- Указывается строительная специальность или образование мастера/ производителя работ.
- Должность.
- Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
- Информация о прохождении аттестации в сварочном производстве и дата аттестации.
- Дата окончания сварочных работ на объекте.
Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Протокол сварки полиэтиленовых труб образец
ГОСТ P 55142-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИСПЫТАНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВ И ТРУБ ИЗ ТЕРМОПЛАСТОВ
Testing of welded joints of thermoplastic sheets and pipes. Test methods
Дата введения 2014-01-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГАУ НУЦСК при МГТУ им.Н.Э.Баумана), Национальным агентством контроля сварки (НАКС), ООО "Группа ПОЛИПЛАСТИК"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Июнь 2020 г.
6 В настоящем стандарте реализованы основные положения стандартов Немецкого союза по сварке и смежным технологиям* (ДВС 2203-1, 2, 3, 4, 5, 6 "Испытания сварных соединений листов и труб из термопластов. Методы испытаний - Требования" (DVS 2203-1,2,3,4,5,6 " an Tafeln und Rohren aus thermoplastischen Kunststoffen
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2021 год
Поправка внесена изготовителем базы данных
Введение
Разработка национального стандарта была осуществлена в целях создания современной отечественной нормативной базы в области сварки полимерных материалов. Его введение позволит повысить конкурентоспособность отечественного оборудования, совместимость и взаимозаменяемость продукции, процессов и услуг, повысить уровень гармонизации отечественной нормативной базы с международными и региональными стандартами.
1 Область применения
Настоящий стандарт устанавливает общие принципы оценки качества сварки соединений пластмассовых листов и труб.
Указания по испытаниям сварных соединений необходимы переработчику полуфабрикатов и заготовок из термопластов и потребителю изделий. Процедуры сварки должны соответствовать международным, национальным правилам или отраслевым руководящим документам.
Стандарт учитывает используемые материалы и компоненты, процедуры сварки, оборудование и оценки качества сварного соединения. Его можно применять в сочетании с соответствующими национальными нормами и стандартами.
Размеры свариваемых заготовок и испытуемых образцов приведены в соответствующих частях. Если размеры свариваемых заготовок и испытуемых образцов выходят за рамки настоящего стандарта, то требования к сварным соединениям следует определять путем специальных исследований.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 4648 (ISO 178:2010) Пластмассы. Метод испытания на статистический изгиб
ГОСТ 11262 (ISO 527-2:2012) Пластмассы. Метод испытания на растяжение
ГОСТ 12423 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 14782 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18197 (ISO 899-1:2003) Пластмассы. Метод определения ползучести при растяжении
ГОСТ 18599 Трубы напорные из полиэтилена. Технические условия
ГОСТ 24157 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении
Действует ГОСТ ISO 1167-1-2013 "Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод".
ГОСТ 26277 Пластмассы. Общие требования к изготовлению образцов способом механической обработки
ГОСТ Р 50838 (ИСО 4437:2007) Трубы из полиэтилена для газопроводов. Технические условия
Действует ГОСТ Р 58121.2-2018 (ИСО 4437-2:2014) "Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 2. Трубы".
ГОСТ Р 51613 Трубы напорные из непластифицированного поливинилхлорида. Технические условия
ГОСТ Р 52134 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 52779-2007 (ИСО 8085-2:2001, ИСО 8085-3:2001) Детали соединительные из полиэтилена для газопроводов. Общие технические условия
Действует ГОСТ Р 58121.3-2018 (ИСО 4437-3:2014) "Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 3. Фитинги".
ГОСТ Р 54792 Дефекты в сварных соединениях термопластов. Описание и оценка
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Общие требования
3.1 Область применения
Выбор методов испытаний принимается в зависимости от технологии производства и условий эксплуатации. При этом необходимо обратить внимание на то, что результаты испытаний зависят от условий изготовления испытуемых образцов и от самих условий испытания. Результаты испытаний должны подтверждать соответствие расчетных свойств сварных соединений реальным нагрузкам, возникающим в процессе эксплуатации.
3.2 Материалы и свойства
Настоящим стандартом охватываются материалы, приведенные в таблице 1, применяемые при изготовлении труб, соединительных деталей и листов.
Читайте также: