Проводка для сварки полуавтомат
Обновлено: 20.09.2024
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов. Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали. Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая

Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная

Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная

Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом

Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки

Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий. И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках. В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.

Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:

- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Как выбрать сварочный кабель?
Поиск сварочного кабеля после покупки инверторного аппарата нельзя назвать редкостью. Каким бы хорошим не было сварочное оборудование, провода, идущие с ним в комплекте, часто не соответствуют ожиданиям. Некоторых не устраивает материал жилы, других – длина, третьих – гибкость – и это далеко не все, что может вызывать недовольство.
Какой кабель для сварочного аппарата лучше? Профессиональные сварщики подбирают для себя тот вариант, который максимально удовлетворит их требованиям. От чего отталкиваться? На что обратить внимание? В этой статье вы познакомитесь с основными марками и научитесь отсеивать неправильные варианты, акцентируя внимание на главных характеристиках сварочного кабеля для электродержателя , зажима заземления и коммутацией с электросетью.
- КГ
- КОГ1
- КГН
- КГ-ХЛ
- КПЭС
- КВС
- КГТ
Среди них нет унифицированного варианта на все случаи. Для каждой конкретной ситуации оптимальна та или иная комбинация параметров кабеля для сварочного аппарата. Поэтому для начала сделайте правильный выбор марки, а после – разберетесь с основными параметрами – сечением и длиной кабеля, а также материалом сердечника.

Кратко о марках:
Данный вид можно встретить практически в любом магазине. Аббревиатура расшифровывается как «кабель гибкий». Шнур такого плана можно подключать к сети на 220 или 380 В, и, конечно же, использовать для массы и держателя. Он работает с переменным и постоянным током (до 660 В и 1000 В) при частоте до 400 Гц.
Является менее универсальным и прочным, чем предыдущий вариант. Но обладает особой гибкостью – в его жиле используются более тонкие проводки. Это означает меньший радиус разворота, способствующий более комфортному процессу сварки в труднодоступных местах.
Данный сварочный кабель пригодится при высотных работах, так как его удобно наматывать на руку для надежного закрепления. Пропускная способность – 220 В при 50 Гц.
Буква «Н» в маркировке подобного кабеля для сварки означает его негорючесть (устойчивость к высоким температурам). Изоляция КГН изготовлена из жаростойкого материала, выдерживающего нагревание 200 °C и более.
Главная особенность провода дает возможность осуществлять сварку или резку в экстремальных температурных условиях (например, сваривание металлов вблизи или в эпицентре источника возгорания). Из-за устойчивости к жару КГН-кабели востребованы среди работников МЧС, ремонтных бригад в судостроительной отрасли и т.д.
Как уже говорилось ранее, «КГ» – кабель гибкий, остальные две буквы в конце говорят о том, что сварочный кабель может эксплуатироваться на холоде и морозе, достигающем - 60 °C. Способность сохранять гибкость при низких температурах обеспечена использованием в составе оплетки специального каучука.
*Если предполагается работа при низких температурах, то данный вид кабеля станет лучшим вариантом для покупки.
Сварочные кабели такого плана применяются для полуавтоматической сварки. Они отличаются наличием внутри спиралевидной трубки для пропуска проволоки. Представители марки рассчитаны на работу с любым видом тока под напряжением 42/48 В при частоте 50 Гц.
Из весомых знаний о КПЭС стоит выделить то, что прослужат они недолго (минимум полтора месяца - максимум полтора года), а на стоимость существенно повлияет диаметр.
Это сварочные кабели с дополнительным защитным слоем полихлорвинила на жиле. Отличаются большей устойчивостью к истиранию, что делает их отличным вариантом для использования на строительных объектах.
Стоит отметить, что представители марки КВС куда менее гибки, чем остальные. Помимо устойчивости к механическому воздействию, они легко переносят низкие температуры и могут свободно использоваться в диапазоне от -40 до 40 градусов Цельсия.
Буква «Т» в конце означает возможность применения в условиях тропиков. Подобные сварочные кабели характеризуются способностью выдерживать температуру окружающей среды до +85 °C. Выпускаются с покрытием, которое успешно противостоит воздействию влаги, грибка и плесени.
Особенности жил электрокабелей – сколько жил должно быть?
Проводник в сварочном кабеле может быть алюминиевым (омедненным) или медным. Первый вариант отличается более низкой стоимостью, но является менее гибким, имеет меньшее удельное сопротивление, больше греется. Шнур с проводником из алюминия больше подойдет сварщикам-новичкам или для бытовых нужд. Провода с медными жилами незаменимы, если речь заходит о профессиональных работах.
При покупке обращайте особое внимание на продукцию от китайских производителей, поскольку в варианте с заявленным медным проводником может содержаться только 70% Cu. В быту подобные электрокабели использовать можно, но профессиональные сварщики обходят их стороной или меняют после некоторого время использования. Распознать низкопробный продукт легко – жилы в нем выглядят тускло.
Все электрокабели бывают одножильными и многожильными (если учитывать варианты не только для сварки). В данном случае имеется в виду количество жил под одной общей изоляцией. Это число можно увидеть в маркировке перед параметром площади сечения.
Для сварочных аппаратов понадобится одножильный электрокабель, о чем стоит запомнить всем начинающим сварщикам, которые хотят удлинить провода или заменить их на лучший вариант.
Как правильно выбрать сечение кабеля

Металлический сердечник электропровода – это переплетенные между собой тонкие проволочки в количестве от 30 до 1000 шт. Площадь сечения кабеля для сварочного аппарата подбирается в зависимости от используемого тока и мощности установки. С возрастанием ампеража, появляется потребность в большей площади сечения.
К примеру, провод 1x6 мм² выдерживает максимум 11 кВт нагрузки при силе тока от 80 до 100 А. Однако не стоит использовать сварочные кабели на пределе их возможностей из-за риска перегрева и расплавления, поэтому максимальное значение принято делить на 2. То есть вариант 1x6 мм² оптимально будет использовать для работы с аппаратом, который имеет потребляемую мощность 5 кВт. Для ампеража 120-150 А нужно будет использовать электрокабель 1x10 мм², для 150-180 А – 1x16 мм² и т. д.

Для бытовых нужд сгодится вариант 1x16. Если вы работаете в мастерской, то ваш выбор – это провода 1x25, 1x50.
Требования к изоляции провода
Следует приобретать электрокабель с толщиной изоляции не менее 1,1 мм. В противном случае возникнет повышенный риск оголения токоведущей части из-за трения о пол и предметы. На ощупь качественная наружная обмотка гибкая и мягкая. Также обращайте внимание на класс изоляции, обозначаемый буквой. К примеру, «H» - означает способность выдерживать температуру нагрева +180 °C.
Гибкость электрокабеля
Выбирайте продукт не менее четвертого класса по гибкости. Более тугие варианты значительноменее комфортны в использовании: они плохо сматываются, выкручивают руки. Провода с маркировкой КГ принадлежат к пятому классу гибкости, КОГ1 – к шестому.
Как правильно выбрать длину кабеля и стоит ли удлинять имеющийся
Потребность в удлинении кабеля для инвертора появляется, когда нужно работать с длинными конструкциями, вроде заборов, или забираться на высоту. Благодаря наращиванию длины, переносить инверторный аппарат придется намного реже.
Однозначный ответ на вопрос, стоит ли удлинять сварочный кабель, дать нельзя. В одних ситуациях его удлинение возможно, в других нежелательно – необходимо учитывать характеристики, которые у вас есть изначально.
Как многим известно, еще из школьных уроков физики, чем больше длина, тем выше сопротивление. На выходе же получается более низкая сила тока. Поэтому для определения оптимального значения следует пользоваться специальной формулой:
l=S/(I ÷ 100)
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/(160 А ÷ 100)=15,625 м.
Также в любом случае следует придерживаться правил техники пожарной безопасности – не превышать максимально допустимую длину кабеля для сварки (30-40 м).
Для наращивания нельзя применять скрутки, поскольку использование подобного метода чревато увеличением сопротивления и повышением риска нагрева. Соединяйте две части проводки надежной медной опрессовкой. Она обеспечивает отличный, плотный контакт.
Будьте внимательны к выбора кабеля – используйте знания, полученные в статье, чтобы не совершить ошибок при покупке.
Уроки сварки: сварка полуавтоматом для начинающих
Сварка полуавтоматом – это разновидность электродуговой сварки. В качестве присадочного материала используется сварочная проволока, а защита зоны сварки от атмосферного воздействия происходит подачей сварочного защитного газа. Специальный подающий механизм полуавтомата автоматически подает в зону сварки сварочную проволоку, а перемещение сварочной горелки при сварке производит с необходимой скоростью сварщик.
- Мастерство и опыт сварщика
- Качество и функциональность сварочного полуавтомата и его настройки
- Качество расходных материалов
В данной статье мы и рассмотрим все эти наиболее важные моменты, чтобы сварка полуавтоматом для начинающих стала намного понятнее.

- Высокое качество шва при сварке в защитных газах и отсутствие шлаковой корки
- Более высокая скорость проведения сварочных работ и производительность
- Возможность сварки изделий с малыми толщинами до 1 мм
- Благодаря высокой скорости сварки, происходит умеренное термическое воздействие на материал и меньшее коробление изделий
- Возможность проведения работ во всех пространственных положениях
- Возможность выполнения, как протяженных сварочных швов, так и прихваток
- Научиться работать сварочным полуавтоматом намного проще, чем сваркой штучными электродами, поэтому данную технологию можно рекомендовать новичку
- Относительная сложность настройки полуавтомата
- Оборудование имеет ограничения по мобильности
- Значительная стоимость оборудования и расходных материалов
Выбор полуавтомата для новичка
Современное предложение полуавтоматов на рынке достаточно велико и разобраться в этом разнообразии достаточно сложно. На какие характеристики стоит обратить внимание при выборе сварочного полуавтомата?
Основные характеристики, конструктивные решения и функционал сварочных полуавтоматов в порядке приоритета выбора приведены ниже:
Если сварочный источник приобретается не только для режима MIG/MAG-сварки, но и для проварки толстых заготовок и габаритных изделий или качественной сварки нержавейки, то стоит обратить внимание на универсальные сварочные полуавтоматы . Такие источники дополнительно могут иметь еще один или два режима работы: ММА- и TIG-сварку.

Сварочный ток определяет возможности по сварке изделий различной толщины. Например, для сварки стального профиля толщиной 1…2 мм вполне достаточно аппарата с max сварочным током 160А. Если материал имеет толщину 2…4 мм, то рекомендуем выбрать аппарат с max сварочным током 200А. Аппараты с большими значения сварочного тока уже требуют подключения к промышленной сети 380В.
Для работы дома, в гараже, небольшой мастерской можно выбрать полуавтомат с ПВ40%, для интенсивной и профессиональной работы требуются источники с ПВ60% и выше.
На заметку! Для повышения ПВ% полуавтомата рекомендуется приобретать сварочный аппарат с большим запасом по сварочному току. Например, аппарат с max сварочным током 200А будет более продолжительно работать и обеспечивать ПВ% значительно выше, чем заявлено, на сварочном рабочем токе в 100А.
- Настройка скорости подачи сварочной проволоки, которая напрямую связана со сварочным током. Чем больше скорость подачи, тем больше сварочный ток
- Настройка напряжения сварочной дуги
Синергетический режим или синергетика – это упрощенная настройка полуавтомата, путем установки/задания определенной сварочной программы. Задавая или выбирая значения диаметра сварочной проволоки, материала и защитного газа полуавтомат автоматически подбирает параметры скорости подачи сварочной проволоки/сварочного тока, А и напряжения сварочной дуги, В.

В случае корректировки скорости подачи, в большую или меньшую сторону, сварочная программа также автоматически производит корректировку напряжения. Напряжение дуги, если это требуется, можно корректировать отдельно. Таким образом, полуавтомат с синергетическим управлением будет актуален для новичков и пользователей с небольшим опытом работы с данным оборудованием.
Помимо основных базовых настроек полуавтомата по скорости подачи проволоки/сварочного тока и напряжения, в зависимости от профессионального уровня оборудования и уровня бренда, сварочный источник может иметь или не иметь ниже перечисленные дополнительные настройки и режимы.
- Переключение полярности горелки – для сварки в защитных газах или флюсовой самозащитной проволокой
- Кнопка бестоковой заправки проволоки и проверка продувки газа: для удобной и безопасной подготовки и настройки оборудования;
- Регулировка индуктивности позволяет более точно настроить «мягкую» или «жесткую» сварочную дугу, которая влияет на глубину провара и форму сварного валика;
- Выбор защитного газа (СО2 – углекислота или СО2+Ar – сварочная смесь) обеспечивает более точную и адаптивную настройку полуавтомата под сварочный процесс;
- 2/4 STEP – 2-х или 4-х тактный режим работы сварочной горелки – для удобства выполнения протяженных швов или точечной сварки;
- SPOT-режим – для выставления времени горения дуги для работы в режиме прихваток/ сварочных точек;
- Pre/Post flow – настройка подачи защитного газа по времени до начала и после завершения сварки – для улучшения защитной газовой среды;
- Soft start («мягкий» старт) – плавное нарастание скорости подачи проволоки обеспечивает удобство и качество начала сварочных работ;
- Burn back (отжиг проволоки) – предотвращает приварку проволоки к изделию или контактному наконечнику после завершения сварки;
- PULSE/ DUAL PULSE/ EASY PULSE (импульный режим/ двойной импульс/ упрощенный режим настройки импульсного режима) – режимы, которые применяются для улучшения качества сварного шва/ для уменьшения разбрызгивания металла.
Стоит отметить, что необходимо разумно и обдуманно подходить к выбору данного функционала и режимов работы полуавтомата. Во-первых, необходимо знать и уметь настраивать и работать в этих режимах, а во-вторых каждая функциональная возможность реализованная в оборудовании повышает его стоимость.
Большинство однофазных полуавтоматов оснащены двухроликовыми механизмами протяжки проволоки. Для работы проволокой 0,8…1,0 мм и горелкой длиной 3 м такой конструктив будет оптимальным. Но для работы по алюминию, большими диаметрами сварочной проволоки, 4 или 5 метровыми горелками для стабильности и равномерности подачи проволоки лучше применять полуавтоматы с четырехроликовыми механизмами подачи.

- Лучше, если горелка будет съемной;
- Качественный термоустойчивый пластик ручки;
- Высокие эргономические характеристики ручки и разгружающий запястье шарнир подвода шланг-пакета;
- Качественные расходные материалы (газовое сопло, контактный наконечник и адаптер) и их надежное крепление и центрирование на сварочном гусаке.
Выбор сварочной проволоки и ее заправка

Сварочная проволока по диаметру и марке подбирается в зависимости от материала и толщины свариваемых заготовок.
Проволока диаметром 0,8 мм наиболее популярна и чаще всего используется на однофазных аппаратах. Она наиболее универсальна и применима для стальных заготовок 0,8…3 мм.
- Для низкоуглеродистых и низколегированных сталей;
- Для нержавеющих сталей;
- Для алюминия и алюминиевых сплавов.
В полуавтоматах для сварки с защитным газом используется сплошная сварочная проволока, а для сварки без газа – самозащитная флюсовая проволока (см. рис.1.).
Важная рекомендация! При работе самозащитной флюсовой проволокой без защитных газов полуавтомат должен иметь возможность изменения подключения сварочной горелки на прямую полярность (горелка на «-», а зажим заземления на «+»).
Стоит предупредить всех, кого интересует сварка полуавтоматом для начинающих, что при работе флюсовой самозащитной проволокой есть свои плюсы и минусы.
Рисунок 1. Флюсовая сварочная проволока

- Отсутствие громоздких баллонов с защитным газом, что повышает мобильность;
- Возможность сварки на улице и сквозняках.
- Высокая стоимость;
- Низкое качество сварного шва (рекомендована для неответственных конструкций);
- Необходимость отделять шлаковую корочку.
- D 100 мм (~ 1 кг);
- D 200 мм (~ 5 кг);
- D 300 мм (~ 15 кг).

Заправка сварочной проволоки осуществляется в соответствии с рекомендациями, изложенными в инструкции по эксплуатации:
1. Подключить съемную горелку на полуавтомат
2. Снять газовое сопло и контактный наконечник
3. Установить катушку на кронштейн и создать условие затяжкой резьбы, чтобы она свободно не раскручивалась
4. Канавки на подающем ролике должны соответствовать диаметру устанавливаемой сварочной проволоки
5. Обеспечить заправку сварочной проволоки в подающий механизм с минимальным перегибом и необходимым прижатием (указывается либо в инструкции по эксплуатации, либо на механизме затяжки)

6. Используя кнопку бестоковой заправки, обеспечить протяжку проволоки и выхода ее из адаптера на гусаке
Важное замечание! Контактный наконечник должен соответствовать диаметру устанавливаемой проволоки! Например, если диаметр сварочной проволоки 0,8 мм, то и контактный наконечник должен быть с отверстием диаметром 0,8 мм!
Выбор защитного газа и настройка подачи
При работе полуавтомата сплошной сварочной проволокой применяется защитный газ. Защитный газ под давлением по шланг-пакету через сопло подается в зону сварки для предотвращения окисления расплавленного металла и стабилизации процесса горения дуги.
- Активные;
- Инертные;
- Смеси активных и инертных газов в разных соотношениях.
Для улучшения технологических свойств защитной среды, уменьшению разбрызгивания, лучшего формирования сварного шва применяют смеси активного и инертного газа в определенной пропорции (Аr + СO2). Для сварки низкоуглеродистой и низколегированной сталей применяют следующие смеси: 80% Аr + 20% СO2 или 78% Аr + 22% СO2 . Для сварки высоколегированных и нержавеющих сталей могут применяться специализированные сварочные смеси: 90% Аr + 2% СO2 или 92% Аr + 8% СO2 .
Рекомендация! Для получения качественных сварных швов рекомендуется работать со сварочными защитными смесями. Как правило, сварочные защитные активные газы и смеси приобретаются готовыми в баллонах в специализированных организациях. Баллоны для сварочных смесей можно приобрести разного объема: 5, 10, 40 или 50 л.
Для подключения баллона со сварочным защитным газом к полуавтомату потребуется редуктор для защитных газов. Расход газа при работе однофазным полуавтоматом сварочной проволокой диаметром 0,8 мм и сварочном токе 100А выставляют порядка 8…12 л/мин. Меньший выставленный расход приведет к ухудшению защитных свойств газовой среды, а больший - к неоправданному повышенному расходу газа и возможному «подсосу» воздуха в зону сварки и окислению сварного шва.
Рекомендация! Для выставления необходимого расхода газа на редукторе, необходимо воспользоваться кнопкой продувки газа на панели управления.
Настройка режимов работы полуавтомата
Как мы уже разбирали, настройка полуавтомата достаточно сложный процесс, который требует практического опыта работы с данными технологиями и оборудованием. Необходимо учесть большое количество факторов, такие как толщина и материал заготовок, вид сварного соединения, диаметр сварочной проволоки, защитный газ, пространственное положение сварного шва, температура окружающей среды и т.д..

Настройка полуавтомата начинается с выбора режима по скорости подачи сварочной проволоки и сварочному току. Это две взаимозависимые величины: чем выше скорость подачи, тем больше сварочный ток. Для начала настройки можно обратиться к общим рекомендациям (см. табл. 1.) и затем более точно откорректировать программу сварки.
Таблица 1. Ориентировочные режимы сварки для углеродистых сталей
Диаметр сварочной проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Определить несоответствие скорости подачи проволоки/сварочного тока достаточно просто. Если скорость слишком высокая, то сварочный валик будет слишком высокий, со значительным наплавлением, а также возможны сдвиги металла на сварном шве. Если скорость слишком низкая, то сварной шов теряет правильную форму, становится прерывистый, «проседает» и появляются волнистые углубления.
Скорость подачи должна быть такой, чтобы сварщик мог полностью контролировать процесс плавления металла в сварочной ванне.
Настройка напряжения дуги влияет на процесс нагрева и расплавления металла. Для больших толщин изделий выставляют большее значение напряжения дуги. О верном соответствии установленного напряжения можно судить по проплавлению металла и ширине дорожки цветов побежалости около сварного шва. Если металл прожигается насквозь и дорожка цветов побежалости значительно превышает ширину сварного шва, то необходимо уменьшить значение установленного напряжения.
Индуктивность сварочной дуги – это настройка, которая все чаще появляется в современных инверторных полуавтоматах и позволяет более тонко настроить сварочные параметры под конкретный сварочный процесс. Настройка индуктивности корректирует «жесткость» сварочной дуги. При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый. Для более глубокого проплавление выставляют большее значение индуктивности, дуга становится «жесткой».
Отличным решением для новичка будут полуавтоматы с режимом синергетики , который обеспечит качественную настройку параметров даже при минимальном опыте сварщика.
Рекомендация! Для получения навыка работы и настройки сварочных параметров полуавтомата рекомендуется потренироваться на стальной пластине формированию валиков сварного шва. Изменение основных параметров при настройке наглядно будет отражаться на форме сварного шва.
Техника сварки полуавтоматом

- Расстояние от сопла до изделия должно быть 8…12 мм
- Вести горелку необходимо углом вперед 45…60° (от себя)
Возможные ошибки в настройке и работе полуавтомата
Громкий «треск» при сварке может указывать на слишком малую скорость подачи сварочной проволки, также можно уменьшить выставленное значение регулировки индуктивности.
Сильное разбрызгивание металла может быть вызвано недостаточной газовой защитой. Также можно уменьшить значение настройки индуктивности. Применение качественной сварочной защитной смеси также снижает разбрызгивание металла.
Прожиги металла и непровары сварного шва можно устранить настройкой напряжения, а также регулировкой индуктивности.
Равномерность по ширине и высоте сварного шва связаны с корректной настройкой скорости подачи сварочной проволоки и техникой выполнения работ непосредственно сварщика.
Надеемся, что теперь сварка полуавтоматом для начинающих перестала быть чем-то из ряда вон выходящим. Пользуйтесь рекомендациями данной статьи, чтобы не допускать ошибок при использовании сварочного полуавтомата.
Уроки сварки: Сварка полуавтоматом без газа | Особенности | Применение
Полуавтоматическую электросварку (MIG/MAG) не обязательно проводить в газовой среде. В ряде случаев можно освободиться от тяжелых баллонов, воспользовавшись флюсовой самозащитной сварочной проволокой.
Что такое полуавтоматическая сварка с флюсом без газа?
В основе метода – использование самозащитной проволоки. Расходный материал представляет собой полую металлическую трубку с присадочным порошком внутри. Сгорая, сердцевина расходника образует вокруг себя защитное газовое облако, которое действует по тому же принципу, что и поток газа из сопла полуавтомата при газовой полуавтоматической варке. В итоге сварочная ванна не вступает в реакцию с окружающим воздухом, поэтому в застывшем шве вы не увидите пор и трещин.

Флюсовая самозащитная проволока подбирается в зависимости от свариваемого металла. В качестве присадки выступает смесь различных элементов, химически инертная в условиях чрезвычайно высоких температур. Обычно наибольшая часть массы выпадает на диоксид кремния, препятствующий образованию углерода. Второй встречаемый по частоте элемент – марганец, который снижает окисление и вытесняет из расплава серу.
Чаще всего для работы с флюсовой проволокой используют инверторные MIG/MAG-устройства. Инверторы компактны, отличаются более высоким КПД и меньшей чувствительностью к качеству напряжения сети, чем трансформаторы.
Для чего нужен метод?
Безгазовую сварку используют для соединения сталей (низкоуглеродистых, высокоуглеродистых, высоколегированных, легированных) и нержавейки. Способ соединения металлов подходит как для производственных, так и бытовых нужд.
- ускоряет процесс создания неразъемных соединений – благодаря проволоке, подающейся в автоматическом режиме;
- обеспечивает удобство при работе – не нужно возиться с газовыми баллонами.

Плюсы и минусы MIG/MAG-сварки флюсовой самозащитной проволокой

- нет необходимости покупать дорогостоящий баллон с газом;
- сварщику не нужно перемещать по рабочей зоне тяжелые баллоны; полуавтомат без газа отличается небольшими размерами, весом, не нуждается в подключении дополнительного газового шланга;
- при безгазовой сварке сгорание присадки приводит к созданию устойчивого защитного облака над сварочной ванной, в то время как поток вещества при газовом методе легко сдувается ветром или сильным сквозняком;
- нужно меньше времени на подготовку перед процессом сварки;
- массивное сопло горелки не перекрывает обзор сварщику, некоторые газы при газовой сварке создают чрезмерно светящееся облако вокруг дуги.
- ниже качество сварного шва по сравнению MIG/MAG-электросваркой в защитной газовой среде;
- порошковая проволока с флюсом – это довольно дорогой продукт;
- расходный материал отличается хрупкостью, поэтому с ним следует быть предельно аккуратным;
- полуавтомат без газа необходимо настраивать в зависимости от состава флюса;
- степень разбрызгивания металла выше, чем при использовании MIG/MAG с газом;
- применение флюсового порошка в расходном материале приводит к образованию на поверхности шва шлака, который следует убирать молотком или специальной металлической щеткой.
Сварочный аппарат с проволокой без газа можно часто увидеть у профессиональных сварщиков, работающих на высоте или в стесненных пространствах. Это обуславливается тем, что в подобные условия трудно доставить полуавтомат с газовой защитой.
Безгазовые устройства популярны среди сварщиков-новичков и домашних мастеров благодаря своей мобильности и отсутствию необходимости в покупке баллона и его дозаправке. Для эпизодической сварки в бытовых условиях расходный материал (флюсовая самозащитная проволока) подходит как по качеству, так и по денежным затратам.
Выбор флюсовой самозащитной проволоки для MIG/MAG-сварки

- назначением;
- типом сердечника;
- возможностью применения в разных положениях;
- механическими характеристиками;
- защитным покрытием.
- «Т» – в любом пространственном положении;
- «Вх» – по горизонтали;
- «Ву» – по вертикали;
- «Н» – в нижнем вертикальном положении.
- «В» – в нижнем горизонтальном положении.
Особенности процесса сваривания MIG/MAG-сварочником без газа

Сгорая, флюс образует облако защитного газа, пары которого поднимаются вверх. Это значит, что рабочее помещение должно хорошо проветриваться, или должна быть предусмотрена вытяжная система над рабочим местом.
Ни в коем случае нельзя использовать обычный расходный материал без присадочного порошка в сердцевине. В противном случае шов получится с обилием пор и трещин или не получится вовсе.
Рассмотрим, что сварщику нужно обязательно сделать перед полуавтоматической флюсовой сваркой, и разберем сам процесс в деталях.

2) подготовить проволоку;
3) задать правильную силу тока сварочной дуги;
4) настроить подходящую скорость подачи расходного материала в рабочую зону;
5) выбрать правильную полярность под флюсовую электросварку;
6) произвести тестовую сварку, изменить параметры сварочника (при необходимости).
Металл перед варкой зачищают от загрязнений шлифмашинкой. Далее поверхности обезжиривают техническим спиртом или ацетоном.
Катушку с флюсовой самозащитной проволокой аккуратно устанавливается на привод полуавтомата. Если катушка не соответствует посадочному размеру, используйте адаптер . Держите порошковую проволоку за свободный конец во время установки, чтобы он не размотался. Далее прокрутите его вперед, проденьте через направляющий ролик с соответствующим диаметром канавки.

Если ролик, направляющий проволоку и наконечник не соответствуют типу используемого расходника, их следует заменить на подходящие варианты. Следующий шаг – поджатие регулировочного валика проволоки. Будьте внимательны: если поджать элемент слишком слабо, расходник будет проскальзывать, но слишком сильно затягивать его тоже не нужно – во избежание деформации флюса. Теперь осталось прогнать расходник через направляющий канал на выход горелки, включив MIG/MAG-сварочник. Чтобы проволока не зацепилась, снимите токоподводящий наконечник.
Значение силы тока при сварке полуавтоматом без газа подбирается в зависимости от толщины деталей, между которыми вы планируете делать шов. В этом деле вам поможет специальная таблица в инструкции к инвертору. Бывает, что рекомендуемые значения производитель наносит на внутреннюю сторону крышки полуавтомата. При выборе недостаточной силы тока получится шов низкого качества. Если установить большее значение, то электродуга с большой вероятностью прожжет заготовки насквозь.

Значение скорости подачи расходника полуавтоматом должно находиться «в золотой середине». Материал должен успевать выходить из наконечника и расплавляться точно на поверхности металла. При этом расходник не должен излишне натягиваться, иначе он повредится. Если вы уже работали с MIG/MAG-сваркой, то расчет расхода материала ведется практически как обычно, но из-за разбрызгивания металла значение нужно умножить на коэффициент 1,2-1,4.
Сварка инверторным полуавтоматом без газа проходит в режиме прямой полярности: горелка должна быть подключена к «минусу», а масса – к «плюсу». Такая конфигурация способствует лучшему расплавлению проволоки и сгоранию присадки без остатка. Это обеспечивает создание максимально концентрированного газового облака в сварочной зоне, и, следовательно, лучшую защиту от образования пор.

Вы сможете понять, что параметры заданы верно, если проверите дугу на черновой детали. «Черновик» должен быть той же толщины и содержать тот же состав, что и соединяемые заготовки. Если шов вас не устраивает, корректируйте параметры, пока не добьетесь желаемого результата.
Процесс сваривания

После подключения клеммы массы и запуска инвертора следует разжечь дугу на верхнем сегменте будущего соединения. Далее нужно постепенно спускаться вниз. Для оптимального формирования сварочной ванны сварочную горелку рекомендуется слегка наклонять вперед.
Ведите электродугу плавно и не допускайте наплывов, подавая расходный материал к передней кромке зоны сварки. Не ведите горелку рывками, иначе сварочная дуга будет нарушаться и приводить к неравномерному заполнению шва расплавом.
Поскольку самозащитный материал представляет собой металлическую трубочку с порошком внутри, валик, идущий за горелкой, получается довольно узким по сравнению с тем, что получается в процессе применения сплошной проволоки с газовой защитой . Для расширения валика необходимо совершать колебательные движения горелкой: круговые и продольные для угловых соединений и поперечные – при сварке встык.
Для соединения толстых заготовок сварку следует выполнять в несколько слоев. Чтобы в шве не появлялись трещины, первый слой необходимо сформировать на низком ампераже.
Безопасно ли подключение сварочного полуавтомата к сети 220В: освещаем по порядку

Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Что нужно сделать перед сваркой?
Перед подключением полуавтомата необходимо проверить нагрузочную способность вашей сети. Используя тестер, измерьте напряжение в электросети. Для стабильной работы сварочного полуавтомата понадобится не менее 220 В. Стоит отметить, что инверторный полуавтомат лучше переносит пониженное напряжение и может работать в диапазоне от 180 до 250 А. Если в вашей сети наблюдаются просадки напряжения, подключите сварочный аппарат к автономному источнику питания, например, бензогенератору.
Изучив схему, подготовьте ваше рабочее место. Рядом с полуавтоматом не должна находиться электротехнические устройства и другие предметы, мешающие проведению сварки. Не забудьте удостовериться, что помещение оборудовано системой принудительной вентиляции.
Порядок подключения сварочного полуавтомата к электросети

Здравствуйте. Просветите чайника на тему, как заиметь сварку дома, а именно: 1)способен ли сварочный трансформатор(или инвертор) работать «от розетки» и гарантия ли этому заявленные 220(230)В входного в характеристике; 2)какие неприятности(а-ля сгоревший счетчик или мигающая лампа)могут подстерегать при работе и как их избежать.
Просьба излагаться как можно проще, поскольку боженька техническим образованием не наградил.
Как правильно подключить сварочный полуавтомат к бытовой сети?
Сперва заряжаем автомат сварочной проволокой. Процесс «зарядки» подробно описан в инструкции к вашему аппарату, поэтому не будем заострять на этом внимание.
Так выглядит подающий механизм сварочного полуавтомата

После того, как вы заправили полуавтомат проволокой, установите нужную полярность сварочного тока. Если вы собираетесь варить углекислым газом, установите «плюс» на горелке и «минус» на зажиме. При сварке флюсовой проволокой установите обратную полярность: «плюс» — на зажиме, «минус» — на горелке.
Выберите нужную полярность для сварки газом или флюсом

Затем подключите сварочный полуавтомат к сети и «подтяните» сварочную проволоку. Для этого зажмите кнопку на рукоятке горелки. Подачу проволоки можно отрегулировать при помощи регулятора скорости. На проволоку наденьте медный наконечник нужного размера в зависимости от диаметра проволоки и установите газовое сопло.
Завершающая стадия — подключение баллона с углекислым газом. Сперва установите редуктор на баллон. Он будет сообщать вам давление газа на выходе и его расход. Для обеспечения герметизации соединения используйте паронитовую прокладку. При помощи резинового шланга соедините два штуцера — на редукторе и на самом аппарате — и закрепите его, используя червячные хомуты.
Узнай, как эффективно варить полуавтоматом
Вот и все, ваш сварочный полуавтомат готов к работе. Для проверки подключения рекомендуем выполнить пробную сварку.
Настройте параметры сварочного полуавтомата для комфортной сварки.
Как это сделать — читайте в статье «Настройка сварочного полуавтомата».
1) вполне способен в пределах номиналов защитнорегулирующей аппаратуры (автомата, пробок, плавкие предохранители и тд) электросети — на каких токах зависит конкретно от номиналов автомата и самого сварочника
2) если контрольная аппаратура , сама сеть и защитнорегулирущие устройства соответствуют современным требовованиям — то практически никаких, но зависит от типа сварочника .в общем возможно мигание света и отключение автоматов (если сеть и ее оборудование в порядке) или непредсказуемые последствия при использовании не соответствующего требованиям защитной/контрольной/защитной аппаратуры и проводки
Применение удлинителей
Тема удлинителей не относится к подключению сварочного аппарата, но два этих вопроса связаны. Дело в том, что если подберете неправильные удлинительные кабели, напряжение может упасть, а КПД сварочного аппарата — снизиться.
Зачем нужны удлинители? Ведь в комплекте уже есть достаточно длинные провода, обычно до 2.5 метров. Поначалу этого может и будет достаточно, но со временем вы захотите больше свободы для своих действий. Особенно, если аппарат тяжелый, а вам нужно перемещаться по всему дачному участку или варить на высоте.
Поэтому мы решили заодно рассказать вам и про подключение проводов удлинителей. Прежде всего запомните, что их нельзя использовать бездумно. Нужно точно рассчитать, какое должно быть сечение у удлинительного провода. От этого будет зависеть предельная мощность, которую способен выдерживать провод.
Приведем простой пример, используя все те же цифры из прошлого примера. Допустим, нам нужен сварочный ток 120А. Сечение провода 2.5 кв.мм. дает нам 16А. Соответственно, для сварки с током 120А нам нужен провод сечение не менее 12 кв.мм. Мы рекомендуем выбирать удлинительные провода с запасом по сечению. Также не забывайте распутывать их перед сваркой, чтобы он лучше остывал. И не забывайте о заземлении. Это простейшее правило техники безопасности.
Также не стоит покупать несколько коротких проводов-удлинителей и подключать их вместе. Лучше заранее определитесь с необходимой длинной, и купите один провод. Так вы снизите вероятность снижения КПД сварочного аппарата, К тому же, контактные соединения удлинителя прослужат вам гораздо дольше.
Спасибо за ответ. Теперь вопросы более конкретные:будет ли работать от домашней сети этамашина? И по поводу сети — слышал, что какие-то манипуляции с пробками(вроде замены проволоки на имеющую большее сечение) избавляют от ВСЕХ проблем. Хотелось бы знать — правда или нет и если да, то как это сделать, что за проволока должна быть и т.д?(здесь плиз максимально подробно)
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Cмотря что хочеш варить. Если трубы буровые толщиной стенки 15-20 мм то врядли. Не обижайся-прикалываюсь. просто мало инфы для серьезного ответа. Подключатся где хочеш? квартира во многоэтажке или частный дом? Проводка старая или новая, медь или алюминий, сечение проводов, пробки или автомат? Счетчик на сколько ампер установлен?
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
2roland131 сложно сказать что либо конкретное незная хотябы номиналов автоматов вашей сети — впринципе вы сами можете грубо прикинуть возможность работы «вашей машины» у вас дома — умножив номинал вашего автомата на 220 и сравнив с выходной мощностью сварочника ( напряжение сварки (до 26в с шагом примерно 0.4в на 10 ампер) умножив на силу тока (55-160а) и разделив на кпд (в вашем случае 30-35%, то биш делить на 0.3-0.35) -и не забудьте учесть что ток кз может быть существенно выше чем ток сварки)
проводка желательно не меньше 2.5мм2 медь и автомат от 16а(хотя для транса наверно лучше 25-32а)-
я бы порекомендовал присмотрется к сварочным инверторам — при той же выходной мощности потребление из сети существенно меньше (в 1.5-2 раза в среднем)
2 tig обычно номинал современного счетчика означает всего лишь что производитель при этой нагрузке гарантирует точность показаний , а допустимая нагрузка составляет 1000-1200% от номинала(во всяком случае у моего так в паспорте написано)
Живу в 5-этажке. Дому где-то лет 45, проводке, думаю, столько же. Алюминий сечением 1,8, пробки, на счетчике 5(50)A.
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.
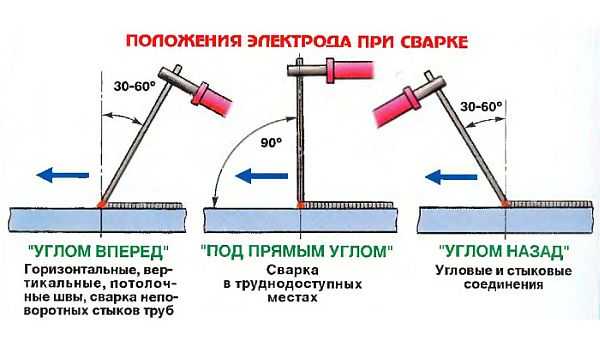
Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Совет! Движение ванны облегчается, если в аппарате присутствует функция “форсаж дуги”, которая не дает ей погаснуть.
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.

Правила обслуживания инверторного аппарата
Техническое обслуживание сварочного аппарата инверторного типа, включает в себя следующие пункты.
- Внешний осмотр. Его необходимо проводить каждый раз перед началом работы и после нее для обнаружения возможных повреждений изоляции сварочных кабелей и сетевого шнура. Также при внешнем осмотре проверяется отсутствие повреждений корпуса и органов управления (нужно проверить регулятор тока).
- Проведение внутренней очистки агрегата. Проводится она после снятия кожуха с аппарата для удаления из всех его узлов пыли и накопившихся загрязнений. Очистка производится с помощью направленного потока сжатого воздуха на запыленные детали.
- Проверка и зачистка клемм аппарата. Периодически следует проверять места, к которым подсоединяются силовые кабели. Если на клеммах обнаружено окисление, его следует удалить с помощью мелкой наждачки.
Также следует избегать попадания на инверторный сварочный аппарат капель воды, водяных паров и других жидкостей, способных проникнуть внутрь агрегата и вызвать замыкание электрических цепей. Если какая-либо жидкость все же проникла в аппарат, то следует снять с него кожух и удалить всю влагу. Особенно тщательно следует высушить электронную плату инвертора, используя обычный фен.
Дому 45 лет, счетчик на 5 ампер-раньше потребление эл. энергии было не большим. Так что даже инвертер включить будет проблематично.
Алюминий 1.8мм- тоже не айс, на вскидку не прикину, но ток примерно тоже 5 ампер. Так что если вместо пробок гвозди забить и от соседей огнетушителем отбиватся….
чесно не знаю про старые счетчики -думаю даже 5а старый ампер 10-15 вытянет как и 1.8 люминь — чаиники вместе с микроволновками вовсяком случае спокойно держат . и инверторр на токах до 80-90а должны тоже тянуть , главное пробки заменить хотябы на 10а или еще лучше на нормальный автомат и варить без фанатизьма( ксати я своей пикой 162 ворил от автомата на 10а на 70а уонями тройкой — вполне нечего , но если бы была возможность взял бы 2-2.5 )
Тоесть, только инвертор и не больше, чем на сотню? Что-то не очень воодушевляет…
100а вполне достаточно для электрода 3ки — но еще есть и 2.5,2 и 1.6 электроды — всё зависит от ваших задач , я лично дома/ на шабашках редко когда варю на токах больше 100а
и 100а это еще оптимистично в вашем случае — ведь помимо сварочника еще и другая домашняя техника потребляет электроэнергию
я бы всетаки посоветовал бы вам переоформить договор на большую мощность ввода , поставить современный счетчик и сделать отвод для мощных потребителей ампер на 16(3 квт) мин , а еще лучше всю проводку поменять на медь и поставить современное оборудование
Благодарю за советы — узнал много полезного. Большой респект!
Столкнулся с подобной проблемой. Кароче, если проводка дома хорошая (у меня был случай, проводке свыше 30 лет), то ставите вместо 5-16 А пробок — 25 минимум.
У меня другая проблема: раньше стоял какой-то счетчик, не помню ампераж на нем. При попытке варить, он у меня сгорел (внутри там что-то).
Сейчас поставил Барс, на нем написано 50А, автоматы на 16А.
Теперь вот сижу и реву, варить нужно, а боюсь, вдруг опять сгорит.
Подскажите, если буду варить тройкой, примерно 160А сварочником Sturmkraft MMA-250, не попадусь ли опять на эту удочку?
Спасибо.
Кол-во блоков: 37 | Общее кол-во символов: 35482
Количество использованных доноров: 8
Информация по каждому донору:
Читайте также: