Пульт пульсирующей сварки ппс 01 схема
Обновлено: 20.09.2024
Клавишей на горелке я создавал режим похожий на пульс с частотой 1 Гц и скважностью 50-70% (рабочий интервал/такт). Шов мне нравился больше. Легко заваривал отверстия в 1,0 мм листе.
- Отсюда и первая идея - сделать пульс на контроле клавиши горелки. Добавить задержку на закрытие газа (кстати, получится "Постгаз"). Управлению движком ничего не грозит: там, все, рано или ШИМ стоит, или тиристор, т.е. в любом случае - электроника. Надо, только проверить, нет, ли, там задержки или конденсаторара сглаживающего.
- Можно сделать пульс током. Нашел кусок схемы авроры.
Поставить один транзистор параллельно сопротивлению "Ток" с развязкой оптопарой.
Плюс в том, что не надо лезть в управление газом и двигателем. Сопротивлением устанавливается амплитуда, и надо два регулятора - частоты и скважности.
Минус - Чем ниже ток - тем ниже эффективность пульса.
- Можно сделать пульс по напряжению. Минус - тот, же и то, что надо еще управлять скоростью проволоки.
- Можно сделать пульс по напряжению и току одновременно. Минус - тот, же.
1. Схему надо! Может, у, кого, есть?
2. Какой из четырех вариантов лучше для результата (приличный шов нерж, ал., и чешуйки на чернухе).
Пульс, это спрей перенос металла, без коротких замыканий.
Программы прописаны так, что в любом диапазоне токов и сечений проволок, гарантировано будет осуществлен спрей перенос.
Если сварщик умеет подобрать режимы и загнать в спрей обычный п/а, то справится с любой задачей. Но одно дело подобрать режимы для двух пластин, убив на это время и перевести кучу железок. Другое дело в работе, где ошибки недопустимы.
Пульс, это спрей перенос металла, без коротких замыканий.
Программы прописаны так, что в любом диапазоне токов и сечений проволок, гарантировано будет осуществлен спрей перенос.
Если сварщик умеет подобрать режимы и загнать в спрей обычный п/а, то справится с любой задачей. Но одно дело подобрать режимы для двух пластин, убив на это время и перевести кучу железок. Другое дело в работе, где ошибки недопустимы.
Сильно сказано! А , конкретней, по теме?
Вы так ничего и не поняли . Низкочастотный импульсный режим, который можно реализовать на Овермане и ему подобных аппаратах не улучшит сварку нержавейки и алюминия. Для этого нужен высокочастотный импульс с амплитудой в 2, 5 - 3 раза больше базового тока. Два раза - мало, практически не ощущается в работе. Он обеспечивает мелкокапельный перенос металла. И улучшает очистку ванны на алюминии. То, что Вы хотите сделать, может только облегчить сварку тонкого металла. И стоит ли игра свеч?. Если только постоянно варить длинные швы на тонком.
Нет в полуавтомате регулятора "ток" Ток задаётся скоростью подачи проволоки, надо менять скорость подачи и одновременно - напряжение, чтобы ПА находился в области нормального режима работы.
Мой Вам совет, прежде чем что то делать, разберитесь с самим принципом работы ПА, иначе ничего хорошего из этого не выйдет.
Я не возражаю. Просто пользуюсь терминологией Авроры, и, в частности название переменного сопротивления в схеме.
облегчить сварку тонкого металла. И стоит ли игра свеч?.
Я разбираюсь в многих вопросах светотехники, электрики автоматики и фотографии. В сварке - слаб.
Проблема в том, что с годами становится сложнее разбираться в новых для меня темах " с ноля".
Поэтому и спрашиваю совета у знатоков. А, реализовать любой вариант, могу.
Схемой поделюсь со всеми. Не корысти, ради.
LLsvet , да, мысль ваша понятна.
Тот режим о котором вы говорите, чаще всего не применим к стандартной ситуации и делать такие точки с перекрытием, очень медленно и ни один сварщик не согласится. У него сдельщина. И потому важно и быстро и качественно, а это по факту только ручками, есть зазор. тормозим и делаем точками, нет зазора - ШМАЛЯЙ.
зарабатываем и получаем удовольствие от процесса.
Интересная тема - как заставить дробовик стрелять короткими очередями. Это щас мода такая? Из ручной дуговой делать полуавтоматическую и плазморезы, из полуавтоматов импульсные полуавтоматы. А в чем соль то? Убить кучу времени и средств что бы в итоге ничего не получить? Забацать что ли темку про то как из плазмореза Фоксвелд, получить Гипертерм
saper24 , просто есть идеи. Есть что-то на руках. Вот и хочется прикрутить, отрезать, просверлить и теперь - "брюки превращаются" .
Ни кто не задумывается про то время. которое будет потрачено даже на ПРОСВЕРЛИТЬ одно отверстие. Тем более, чтобы собрать, проверить, в тяжелых условиях и на разных режимах, чтобы ни кого не убило и не отвалилось.
Интересная тема - Убить кучу времени и средств что бы в итоге ничего не получить?
Ну, почему, кучу? то, что я предлагаю, отличается, как, раз, простотой исполнения.
А, во- вторых для того, что мне надо варить, мне интересен внешний вид шва (в этом случае время не ограниченно).
Когда буду варить гараж - просто отключу этот режим.
saper24 , я всё время это повторял, и буду повторять. Есть люди, которые с головой увлечены пивом под телевизором. И обычно они любят высмеивать любые подвижки ума и прямых рук.
Есть такое понятие как техническое творчество. Вот обьясни мне, зачем мне нужно было ещё в школьные годы паять на картонке приёмник на одном транзисторе, когда у меня был "Океан" и "Селга"? Самые крутые приёмники тех времён.
Мой Вам совет, прежде чем что то делать, разберитесь с самим принципом работы ПА, иначе ничего хорошего из этого не выйдет.
Всё как раз наоборот. Когда начнёт делать, тогда и принцип очень быстро дойдёт.
saper24 , я всё время это повторял, и буду повторять. Есть люди, которые с головой увлечены пивом под телевизором. И обычно они любят высмеивать любые подвижки ума и прямых рук.
Есть такое понятие как техническое творчество. Вот обьясни мне, зачем мне нужно было ещё в школьные годы паять на картонке приёмник на одном транзисторе, когда у меня был "Океан" и "Селга"? Самые крутые приёмники тех времён.
Давай тогда мух от котлет отделять. Есть идеи которые в зачатке обречены на провал. И если как говорится очень хочется, берешь и делаешь, а не убеждаешь еще кого то что это реально. А тут куча народа сказали что это не реально в том виде в каком хочется. Человек спорит, опыт который он получит в итоге - "а и правда нельзя. "
А теперь о техническом творчестве. Ты же приемник паял (потому что хотел), а не винтовку Гауса(даже если бы хотел не смог) Причем на готовом транзисторе, а не с нуля его пытался создать. Ты шел к существующему результату, а не мифической цели. Вот и вся разница.
И я никого не высмеивал если что. Есть опыт - сын ошибок трудных. У кого его недостаточно, пусть приобретают ценой ошибок, если есть чем платить.
Я например уже не спорю с теми кто говорит что баловство со взрывчатыми веществами опасно. А раньше спорил - теперь во мне стекла как в дешевой китайской люстре. Опровергать ничего больше не хочется - больно.
Нужно четко понимать (если говорить о теме), хочешь ли ты иметь аппарат с импульсным режимом или же хочешь поковыряться безрезультатно в этом вправлении? Потому что ковыряться безрезультатно, потому что хочешь результат - это самообман. Как то так.
Установки для воздушно-плазменной резки
Компания ИТС - Москва является производителем не только электросварочного оборудования и сварочной проволоки. Как представительство ИТС в Московском регионе, мы осуществляем продажу установок воздушно - плазменной резки в Москве и Московской обласити. Установки воздушно плазменной резки ИТС обладают высокой эффективностью, низкой стоимостью приобретения и владения. Кроме того наши установки плазменной резки, запчасти и опции для них всегда домтупны для Вас на нашем складе. Мы предлагаем лучшие цены на аппараты воздушно плазменной резки в Москве и Московской области. Так же мы осуществляем доставку.
Воздушно - плазменная резка
Воздушно – плазменная резка – способ обработки металла плавлением с использованием энергии сжатой электрической дуги и последующим удалением разрезанного металла струей высокотемпературной плазмы. Температура рабочего процесса достигает от 5000 до 30 000 градусов.

Воздушно плазменная резка – это самый новый и наиболее эффективныый способ резки металла. Этот способ раскройки металлов имеет следующие преимущества:
Воздушно плазменная резка используется для работы как с черными так и с цветными металлами. При этом нет необходимости производить перенастройки, переключения и замену элементов оборудования. Существуют как небольшие носимые образцы установок, так и портальные машины воздушно плазменной резки.
2. Высокая эффективность реза.
За считанные минуты промышленный аппарат воздушно плазменной резки способен разрезать металлы толщиной до 200 мм. Скорость реза металла от 30 мм значительно превосходит скорость реза установок газовой резки. Высокая скорость резки и плавность хода позволяет за 1 проход выполнять резку сложных углов, поворотов.
3. Высокая энергоэффективность.
Воздушно плазменная резка не требует прогрева металла перед его обработкой, так же не требуется никакой механической обработки краев и поверхностей обрабатываемого металла. За счет малой толщины дуги получается также большая экономия металла, а за счет выдувания получаются ровные кромки не требующие обработки. Такие кромки не требуют последующей обработки, так как не имеют наплавов и шероховатостей.
4. Экономическая эффективность: для работы машины воздушно – плазменной резки требуется только сжатый кислород из компрессора и электричество, в то время как для газовой резки требуется наличие газовых баллонов, покупка и обслуживание которых требует больших затрат.
теплом сжатой электрической дуги и последующего удаления жидкого металла высокоскоростным плазменным потоком.
Существует 2 типа установок воздушно плазменной резки.
Первый тип – с дугой прямого действия. В таких установках дуга замыкается на поверхности обрабатываемого металла. В такой схеме используется и тепловая энергия электрической дуги и энергия разогретой плазмы.
Второй тип - с независимой дугой. Такая установка имеет контур электрической дуги на формирующем наконечнике выхода плазматрона. Обрабатываемая деталь не включается в электрическую схему процесса резки. В работе используется только энергия плазменной струи.
Плазмоторон устройство и схема работы.
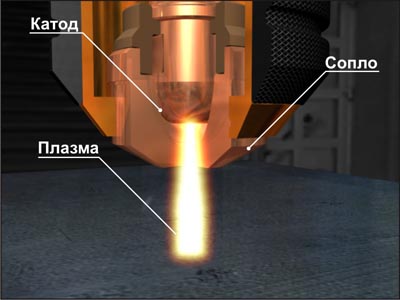
Устройства, в которых электрическая энергия превращается в тепловую энергию потока низкотемпературной плазмы, носят название плазмотроны.
Основными элементами плазмотрона, предназначенного для плазменной резки, являются электрод (катод), сопло и изолятор между ними (рисунок 1).
1 - Корпус; 2 - Электрод (катод); 3 - Формирующий наконечник;
4 - Изолятор; 5 - Разрезаемый металл; 6 - Дуговая камера; 7 - Столб дуги;
8 - Подача охлаждающей воды; 9 - Подача плазмообразующего газа;
10 - Слив воды; 11 - Источник тока; 12 - Устройство зажигания дуги;
Vр - Направление резки.
Корпус режущего плазматрона содержит цилиндрическую дуговую камеру малого диаметра с выходным каналом, формирующим сжатую (плазменную) дугу. Для возбуждения плазмогенерирующей дуги служит электрод, располагаемый обычно в тыльной стороне дуговой камеры. Столб дуги ориентируется по оси формирующего канала и заполняет практически все его сечение.
В дуговую камеру подается рабочий газ (плазмообразующая среда). Газ, поступая в столб дуги, заполняющий формирующий канал, превращается в плазму. Вытекающий из сопла поток плазмы стабилизирует дуговой разряд. Газ и жесткие стенки формирующего канала ограничивают сечение столба дуги (сжимают его), что приводит к повышению температуры плазмы до 15000 - 20000 0 С. При этих температурах электрическая проводимость плазмы приближается к электропроводимости металлического проводника. Скорость плазмы в струе, истекающей из сопла режущего плазматрона, может превышать 2-3 км/с. Плотность энергии в формирующих соплах режущих плазматронах достигает 10 Вт/см.
В качестве электрода при воздушно-плазменной резке могут быть использованы бериллий, торий, гафний и цирконий. На их поверхности при определенных условиях образуются тугоплавкие оксиды, препятствующие разрушению электрода. Поскольку оксид тория радиоактивен, а оксид бериллия - токсичен, эти металлы не применяются.
Для того, чтобы катодное пятно фиксировалось строго по центру катода, в современных плазматронах применяют вихревую (тангенциальную) подачу плазмообразующего газа. При нарушении четкой вихревой подачи плазмообразующего газа катодное пятно вместе со столбом дуги будет смещаться от центра катодной вставки, что приводит к нестабильному горению сжатой дуги, двойному дугообразованию и выходу плазматрона из строя.
При воздушно-плазменной резке наиболее эффективно используется энергия в режущей дуге постоянного тока прямой полярности (анод на металле). В качестве рабочей плазмообразующей среды при воздушно-плазменной резке используется воздух.
В отличие от газокислородной резки, при которой пламя выделяет мало теплоты и имеет относительно низкую температуру, для врезания в металл требуется затратить некоторое время на местный подогрев металла до температуры его воспламенения. Сжатая дуга вследствие высокой температуры и скорости потока плазмы врезается в металл почти мгновенно.
Горелки
Сварочные горелки MMT Kemppi – это надежные базовые горелки для сварки MIG/ MAG. Они предназначены в первую очередь для аппаратов Kempact, Kempomat и Kempoweld, но также прекрасно подходят для любого сварочного аппарата MIG/ MAG с разъемом типа Euro. Сварочные горелки MMT продолжают лучшие традиции снятых с производства, но все еще популярных горелок MT, являясь базовыми горелками для сварки MIG/ MAG. Эта модель сочетает в себе продуманную до мелочей конструкцию и эргономичность горелок PMT, а также характерные особенности горелок MT, оптимизированные за многие годы разработки, например надежность, прочность и простоту использования. Простота конструкции и наличие заглушек водяного шланга упрощают обслуживание горелки. Дополнительным преимуществом является доступность расходуемых деталей, поскольку в горелках MMT Kemppi применяются те же запасные части, что и в модели PMT. MMT – это базовая горелка MIG/MAG, которая оснащена традиционными для горелок Kemppi функциями. Так, она характеризуется углом поворота шейки горелки на 360 градусов в моделях с воздушным охлаждением, высоким качеством защитного газа и прочной конструкцией.
Горелка сварочная MF-40
Горелка сварочная MF-40 предназначена для полуавтоматической дуговой сварки плавящимся электродом (проволокой) диаметром 1,0-2,0мм в среде защитного газа СО2 при ПВ = 60% и токе 380А и в смеси газов 82%Ar - 18%CO2 при ПВ = 60% и токе 320А.
Гусак (головка) горелки имеет возможность вращения на 360° и снабжена вращающимся мундштуком. Горелка обладает высокой надежностью и износостойкостью.
Горелка позволяет успешно решать различные сварочные задачи. Возможно применение горелки для сварки алюминия и его сплавов (устанавливаются специальные наконечники и тефлоновые каналы). Охлаждение горелки естественное, газовое. Горелка MF-40 может поставляться с токоподводя щими наконечниками для проволоки разных диаметров, соплами и направляющими каналами необходимой длины и диаметра.
Горелка сварочная RF-36/LC
Сварочные горелки типа RF- специальная разработка для российского рынка без сложных составляющих. Отличаются повышенной надежностью и удобностью в эксплуатации.
Сварочные горелки имеют естественный тип охлаждения, надежную конструкцию, эргономичную рукоятку, что требуется для безупречной работы на различных сварочных операциях. Модификации горелок могут оборудоваться различными мундштуками и разъемами.
Длина горелок 3 метра. Возможна поставка горелок длиной 4 и 5 метров и большей длины под заказ. По специальному заказу могут быть поставлены любые горелки для полу-автоматической сварки с разъемами "евро", "ПДГ-508", "А-547".
Горелка сварочная RF-45
Сварочные горелки RF-45 имеют надежную конструкцию, эргономичную рукоятку, что требуется для безупречной работы при различных сварочных операциях. Модификации сварочных горелок могут оборудоваться различными мундштуками и разъемами. Длина кабеля определяется заказом.
Горелка сварочная А-1231-5-02
Горелка сварочная А-1231-5-02 для дуговой сварки предназначена для сварки открытой дугой во всех пространственных положениях порошковой электродной проволокой. Держатель горелки предназначен для работы в комплекте с полуавтоматом ПДФ-502, ПДГО-517, А1197Ф, а также с другими полуавтоматами (ПДГ-516, ПДГ-603, ПДГ-515, ПДГ-525), имеющими присоединительный размер O=15Н12. Втулка разрезная А1231.01.01.014 позволяет использовать сварочную горелку для работы с полуавтоматами, имеющими присоединительный размер O=20Н12.
Горелка сварочная А-1231-5-03
Горелка сварочная для дуговой сварки А-1231-5-03 предназначена для сварки открытой дугой во всех пространственных положениях порошковой электродной проволокой. Держатель сварочной горелки предназначен для работы в комплекте с полуавтоматом ПДФ-502, ПДГО-517, А1197ф, а также с другими полуавтоматами (ПДГ-516, ПДГ-603, ПДГ-515, ПДГ-525), имеющими присоединительный размер O=15Н12. Втулка разрезная А1231.01.01.014 позволяет использовать его для работы с полуавтоматами, имеющими присоединительный размер Ф=20Н12.
Горелка сварочная ГДПГ-305 (А-547)
Горелка сварочная ГДПГ-305 предназначена для дуговой сварки в среде углекислого газа и аргона во всех пространственных положениях стальной сплошной электродной проволокой. Климатическое исполнение горелки - У, категория размещения 3 по ГОСТ 15150-69. Сварочная горелка ГДПГ-305 предназначена для работы в комплекте со сварочными полуавтоматами, имеющими подсоединительный разъем "евро".
Горелка сварочная ГС-250
Общие сведения о сварочной горелке ГС-250:
Горелка сварочная ГС-250 предназначена для использования при полуавтоматической дуговой сварке, плавящейся электродной проволокой в среде защитных газов (СО2).
Горелка сварочная SR-17
Горелка сварочная SR-17 и её модификации, предназначена для аргонно-дуговой сварки неплавящимся вольфрамовым электродом на постоянном и переменном токе до 140А.
Горелка сварочная SR-17 состоит из головной части (корпус, ручка, сменные комплектующие), двух- или одножильного кабеля и многовариантного окончания.
Возможна установка евроадаптера, который осуществляет совмещенный подвод тока, аргона и сигнала цепей управления.
Горелка сварочная SR-18
Горелка сварочная SR-18 и её модификации, предназначена для аргонно-дуговой сварки неплавящимся вольфрамовым электродом на постоянном и переменном токе до 320А
Сварочная горелка SR-18 состоит из головной части (корпус, ручка, сменные комплектующие), двух- или одножильного кабеля и многовариантного окончания.
Возможна установка евроадаптера на сварочную горелку, который осуществляет совмещенный подвод тока, аргона и сигнала цепей управления.
Горелка сварочная SR-24W
Горелка сварочная SR-24W предназначена для аргонно-дуговой сварки неплавящимся вольфрамовым электродом на переменном и постоянном токе до 140А.
Горелка сварочная SR-26
Горелка сварочная SR-26 и её модификации, предназначена для аргонно-дуговой сварки неплавящимся вольфрамовым электродом на постоянном и переменном токе до 240А.
Сварочная горелка SR-26 состоит из головной части (корпус, ручка, сменные комплектующие), двух- или одножильного кабеля и многовариантного окончания.
Возможна установка евроадаптера, который осуществляет совмещенный подвод тока, аргона и сигнала цепей управления.
Горелка сварочная SRT-18
Горелка сварочная SRT-18 с подключающим устройством предназначена для ручной сварки неплавящимся электродом в среде инертных газов (Аr, Не) низколегированных и нержавеющих сталей, сплавов никеля, меди, титана на постоянном токе прямой полярности, а также алюминиевых сплавов на переменном токе. Длина шланга 4,8 м.
Горелка сварочная SRT-20
Горелки сварочные SRT-20 предназначены для ручной дуговой сварки неплавящимся электродом в среде инертных газов (Ar, He) низколегированных и нержавеющих сталей, сплавов никеля, меди на постоянном токе, а также алюминиевых сплавов на переменном токе с использованием осциллятора.
Конструктивные особенности подвода газа в горелках обеспечивают хорошую защиту рукоятки от перегрева. Для сварки в стесненных условиях предназначены горелки с уменьшенной высотой головки.
По специальному заказу могут быть поставлены механизированные WIG/TIG сварочные горелки к любым отечественным и импортным аппаратам для аргонодуговой сварки.
Горелка сварочная SRT-26
Горелка сварочная SRT-26 c подключающим устройством предназначена для ручной сварки неплавящимся электродом в среде инертных газов (Аr, Не) низколегированных и нержавеющих сталей, сплавов никеля, меди, титана на постоянном токе прямой полярности, а также алюминиевых сплавов на переменном токе.
Горелка сварочная А-1231-5-Г3C (RU-600)
Сварочная горелка А-1231-5-Г3С предназначена для дуговой сварки в среде защитного гaзa во всех пространственных положениях.
Горелка сварочная А-1231-5-Г3С предназначена для работы в комплекте с полуавтоматом ПДГ-508, A1197Г, а также с другими полуавтоматами( ПДГ-516, ПДГ-603, ПДГ-515, ПДГ-525), имеющими присоединительный размер Ø=15H12.
Втулка разрезная А1231.01.01.014 позволяет использовать его для работы с полуавтоматами, имеющими присоединительный размер Ø=20Н12.
Горелка сварочная А-1231-5-Ф2
Горелка сварочная А-1231-5-Ф2 для дуговой сварки предназначена для сварки под слоем флюса.
Сварочная горелка предназначена для работы в комплекте c полуавтоматом ПДФ-502, ПДГО-517, А1197Ф, а также c другими полуавтоматами (ПДГ-516, ПДГ-603, ПДГ-515, ПДГ-525), имеющими присоединительный размер Ф=15Н12.
Втулка разрезная А1231.01.01.014 позволяет использовать его для работы с полуавтоматами, имеющими присоединительный размер Ф=20Н12.
Горелка сварочная А-1231-5Г2С (RU-500)
Горелки сварочные А-1231-5Г2С для дуговой сварки предназначена для сварки в защитной среде углекислого гaзa во всех пространственных положениях. Сварочная горелка предназначена для работы в комплекте с полуавтоматами, имеющими присоединительный размер Ф=15H12.
Горелка сварочная АГНИ-03/07М
Горелка Агни-03/07М предназначена для ручной сварки неплавящимся электродом малоуглеродистых и нержавеющих сталей, сплавов меди, никеля, титана на постоянном токе прямой полярности, а также алюминия и его сплавов на переменном токе.
Горелка не имеет водяного охлаждения, поэтому ее применение особенно удобно, когда возникают трудности с использованием охлаждающей воды - при монтаже на большой высоте, при отрицательных температурах, в условиях небольших производств и мастерских.
Конструкция горелки обеспечивает поворот головки в удобное для работы положение относительно продольной оси рукоятки на угол ±180° и на угол ±110° относительно поперечной оси.
Горелка сварочная АГНИ-03М
Горелка сварочная Агни-03М предназначена для ручной сварки неплавящимся электродом малоуглеродистых и нержавеющих сталей, сплавов меди, никеля, титана на постоянном токе прямой полярности, а также алюминия и его сплавов на переменном токе.
Горелка не имеет водяного охлаждения, поэтому ее применение особенно удобно, когда возникают трудности с использованием охлаждающей воды - при монтаже на большой высоте, при отрицательных температурах, в условиях небольших производств и мастерских. Конструкция горелки позволяет поворачивать головку относительно продольной оси рукоятки на угол ±180° в удобное для работы положение и обеспечивает хорошую защиту рукоятки от перегрева. Горелка имеет кнопку дистанционного управления сварочным током и краник для регулирования расхода защитного газа. Подвод защитного газа (аргона) и сварочного тока осуществляется раздельно.
Горелка сварочная АГНИ-07МУ
Горелки сварочные АГНИ-07МУ предназначены для сварки неплавящимся электродом в среде инертных газов (Ar, He) низколегированных и нержавеющих сталей, сплавов никеля, меди, титана на постоянном токе прямой полярности, а также алюминиевых сплавов на переменном токе. Для горелок АГНИ характерны высокое качество газовой защиты сварочной ванны, небольшая масса и повышенные токовые нагрузки. Сварочные горелки АГНИ-07МУ с газовым охлаждением предназначены в основном для сварки в полевых и монтажных условиях (работа на высоте, при отрицательных температурах).
Горелка сварочная АГНИ-12М
Сварочная горелка АГНИ-12М предназначена для ручной сварки неплавящимся электродом малоуглеродистых и нержавеющих сталей, сплавов меди, никеля, титана на постоянном токе прямой полярности, а также алюминия и его сплавов на переменном токе. Сварочная горелка не имеет водяного охлаждения, поэтому ее применение особенно удобно, когда возникают трудности с использованием охлаждающей воды - при монтаже, на большой высоте, при отрицательных температурах, в условиях небольших производств и мастерских. Конструкция сварочной горелки АГНИ-12М позволяет поворачивать головку относительно продольной оси рукоятки на угол ±180° в удобное для работы положение и обеспечивает хорошую защиту рукоятки от перегрева.
Горелка сварочная АГНИ-25
Горелка сварочная АГНИ-25 предназначена для ручной сварки неплавящимся электродом в среде инертных газов малоуглеродистых и нержавеющих сталей, сплавов меди, никеля, титана на постоянном токе прямой полярности током силой до 500А, а так же для сварки алюминиевых сплавов на переменном токе силой до 400А. Сварочная горелка имеет водяное охлаждение. Конструкция сварочной горелки АГНИ-25 обеспечивает поворот головки относительно продольной оси рукоятки на угол ±180° в удобное для работы положение и обеспечивает хорошую защиту рукоятки от перегрева.
Горелка сварочная MF-15
Горелка сварочная MF-15 предназначена для полуавтоматической дуговой сварки плавящимся электродом (проволокой) диаметром 0,6-1,2 мм в среде защитного газа СО2 при ПВ = 60% и токе 180А и смесей газов 82%Ar -18%CO2 при ПВ=35% и токе 150А.
Сварочная горелка обладает высокой надежностью и износостойкостью.
Горелка MF-15 позволяет успешно решать различные сварочные задачи. Возможно применение сварочной горелки MF-15 для сварки алюминия и его сплавов (устанавливаются специальные наконечники и тефлоновые каналы).
Охлаждение сварочной горелки MF-15 естественное, газовое.
Горелка сварочная MF-25
Горелка сварочная MF-36
Охлаждение горелки MF-36 естественное, газовое. Сварочная горелка MF-36 может поставляться с токоподводящими наконечниками для проволоки разных диаметров, соплами и направляющими каналами необходимой длины и диаметра.
Горелка сварочная MF-450
Горелка сварочная MF-450 предназначена для полуавтоматической дуговой сварки плавящимся электродом (проволокой) диаметром 1,2 -2,0 мм в среде защитного газа СО2 при ПВ=60% и токе до 450А и в смеси газов 82%Ar - 18%CO2 при ПВ=60% и токе 400А.
Гусак (головка) сварочной горелки MF-450 имеет возможность вращения на 360° и снабжена вращающимся мундштуком. Сварочная горелка обладает высокой надежностью и износостойкостью.
Горелка MF-450 позволяет успешно решать различные сварочные задачи. Возможно применение горелки для сварки алюминия и его сплавов (устанавливаются специальные наконечники и тефлоновые каналы). Охлаждение горелки естественное, газовое.
Горелка сварочная MF-50W
Горелка сварочная MF-50W предназначена для полуавтоматической и автоматической дуговой сварки при ПВ=100% плавящимся электродом (проволокой) диаметром 1,0-1,6 мм при токе до 500А в среде защитного газа СО2 и при токе до 450А в смеси газов Ar-CO2.
Возможна сварка сплошной проволокой диаметром 0,8 мм, порошковой и самозащитной проволоками диаметром 2,4 мм.
Пульт пульсирующей сварки ппс 01 схема

Пульт пульсирующей сварки ППС-01 предназначен для реализации режима пульсирующей сварки в установках типа УДГУ или выпрямителях типа ВД-306ДК, ВД-506ДК. Наиболее эффективно использование при аргонодуговой сварке неплавящимся электродом (включая приставку БУСП-ТИГ) для обеспечения улучшенного формирования сварного шва и при ручной дуговой сварке покрытым электродом в разных пространственных положениях..
Регулировке подлежат максимальное и минимальное значения импульсов тока, а также их продолжительность. По спецзаказу частота пульсаций может быть повышена до 30Гц.
Технические характеристики пульта ППС-01:
| Напряжение питания пульта, В | 36 |
| Частота питающей сети, Гц | 50 |
| Потребляемая мощность, Вт, не более | 10 |
| Пределы регулирования амплитуды сварочного тока в импульсе, А | Imin-Imax |
| Пределы регулирования амплитуды сварочного тока в паузы, А | Imin-Imax |
| Пределы регулирования длительности тока паузы и тока импульса , с | 0.1-2 |
| Пределы соотношения длительности тока импульса к длительности периода, % | 10-100 |
| Масса, кг, не более | 1.4 |
| Габаритные размеры, мм, длина´ширина´высота, не более | 95 х123 х 250 |
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 | |
 |  |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
Лёха58

Фотогалерея ваших источников питания + обсуждение корпусов
Лабораторный БП из компютерного ИИП
E13009L TO3P Но по отзывам, видимо, рандом отправляет, то новодел, то бу с наваренными ногами. Схему вечером нарисую, сейчас уезжаю.
Был бы осциллограф, взял бы книги по ИИП , изучил бы за пол года-год, и не задавал бы глупых вопросов на форуме. . Пока заменил транзистор (12-рублевый ) и увеличил время запуска шим.
Сегодня испытывал самодельный шунт из нихрома, тупо вешал на выход лбп и давал ток до 10 ампер. ЛБП запускал кнопкой подачи питания на TL494. При очередном включении (ток был выставлен на максимум!) по сути, в режиме КЗ, пробило переход Б-Э верхнего силового транзистора. Как можно защитить транзисторы от таких ситуаций. Может, увеличить емкость конденсатора с 4 ноги на опорное, чтобы растянуть время запуска шим. Транзисторы китайский новодел , но выглядят относительно неплохо.
Плавный розжиг диодной ленты
Как скрепить сломанное крепление
Я, как мастер "колхозинга" , сделал бы, как @Yurkin2015 нарисовал. Выточил бы самодельный уголок, и на винтики его.
DT890B+ замена АЦП на ICL7106 CM44
Делюсь своим удачным опытом ремонта мультиметра DT890B+. Из клемм измерения ёмкости были выведены провода, случайно коснулись шасси усилителя во время измерения тока покоя оного - и вот, мультиметр погас. Из уважения к 10-летнему, потрепанному жизнью прибору, решил - надо оживить. Да и поколхозить я люблю. Замена АЦП на дип версию меня не прельщала. Поэтому решил попробовать это: ICL7106CM44 QFP44 с Ali (Intersil) Получилось , даже, симпатишно Ещё фото: Плата - переходник. (не совсем точно совпала, но запаял без проблем. Выводы по углам слегка загнуть) icl7106 cm44.lay Всем удачи и бобра!
Переделка блока атх по схеме "итальянца"
Подскажите, сколько витков провода 0.8 мм мотануть для дросселя на колечке T106-52 для ЛБП 30-100 вольт, 0.1-3 ампера? (Один слой намотки = 41 виток, 0.17mH по GM328A). Трансформатор пока не намотал, не решил ещё, мостовой выпрямитель сделать или двухполупериодный со средней точкой.
Защита акустических систем DEF 2017
Зачем? В твоем проигрывателе на выходе электролитические конденсаторы для развязки по постоянке. По кой чёрт тебе ещё и защита на реле ?
Ищу продовца конденсаторов на Али.
Конкретнее, пожалуйста. Чем измеряли? Мой опыт покупки и отзывы покупателей подтверждают, что это обычные литы, да ещё и с рандомным качеством.
Покупка радиодеталей на Aliexpress
Немного поиграл в лотерею с Ali. (в скобках температура нагрева после 2-х минутного прогона в одинаковых условиях в выпрямителе ATX с начальной температурой 30 гр.) MBR20200CT Китайский новодел. 10 ампер легко. (в выпрямителе ATX). Нагрев не отличается от оригинала . Uобр = 250v (52) MBR30100CT Китайский новодел. Больше 10 пока не грузил. Нагрев не отличается от оригинала. Uобр = 120v (50) MBR30100CT 4шт Шлифованный перемаркер. Ёмкости конские (1000пф). Больше 10 ампер не грузил. Нагрев на 3 градуса меньше оригинала. Uобр = 125v (48) SR5200 На постоянном токе 1-3 ампера падение 0.7-0.72v. 140пФ. Uобр = 230v MUR1620CT/MUR1620CTR Прислали 10 шт CTR. Китайский новодел. 10 ампер держат. 85пФ Uобр = 345v MUR1620CT Китайский новодел. 10 ампер держат. Нагрев на 2 градуса меньше F16C20C. 110пФ Uобр = 245v (52) MUR1560 Шлифованный перемаркер. 10 ампер держат. У половины ёмкость 100пФ, у другой - 185пФ. Постоянный ток\падение = 1\0.8 3\1 5\1.1 8\1.2 10\1.25 Uобр = 710v (64) U1560 Китайский новодел. 10 ампер держат. Ёмкость 50-60пФ. Постоянный ток\падение = 1\1.2 3\1.5 5\1.6 8\1.7 10\1.8 Uобр = 670v (74) HFA25TB60 Китайский новодел. Больше 10 пока не грузил. Ёмкость 70-110пФ. Постоянный ток\падение = 1\1.2 3\1.5 5\1.7 8\1.9 10\2 - голимая печка Uобр = 745v (78) FQPF13N50C Шлифованный перемаркер. Сгорели при 4 амперах. Что-то двухамперное с Uобр = больше 700v (P.S. за хлам и перепутанное деньги вернул)
Читайте также: