Расчет сварочного трансформатора сварочного
Обновлено: 19.05.2024
Подбор правильных параметров техники при сварке является очень важным делом. Расчет трансформатора для сварочного полуавтомата имеет ярко выраженную специфику. Здесь могут использоваться как типовые схемы, так и другие варианты, которые подходят по параметрам. Для промышленных трансформаторов можно применять стандартные методики расчета, так как серийно выпускающиеся модели имеют одинаковые параметры, такие как напряжение сварочного трансформатора, тогда как для самодельных изделий такие методы не будут являться действительными. Это касается не только параметров изделия, но и материалов, которые применяются при создании трансформатора. Во втором случае получается намного больше погрешностей, что также следует учитывать. Стандартные методы расчета основаны на методике, которая может определить самое оптимальное значение геометрических и обмоточных параметров трансформатора. Но у данных методик имеются свои недостатки, так как если имеется какой-либо выход за стандартные параметры, то все расчеты могут оказаться недействительными из-за особенностей конструкции и используемых материалов. С учетом современного разнообразия техники, которую можно встретить на рынке для промышленного и частного использования, расчет сварочного трансформатора может оказаться весьма затруднительным.

Трансформатор для сварочного полуавтомата
Ведь не зря, одним из первых дел при расчете является определение количества и вид используемого железа. Таким образом, нужно определить значение наружного и внутреннего диаметра сердечника. Как правило, минимальное значение внутреннего диаметра составляет от 12 см. В некоторых случаях это значение может быть меньше, если обмотка выйдет очень плотной. Проблема здесь может возникнуть при размещении вторичной обмотки, так как в ином случае она может и не поместиться, если диаметр будет меньше предложенного значения. Минимальные рекомендуемые значения имеются и при выборе площади сердечника.

Сварочный трансформатор для сварки полуавтоматом
Стоит отметить, что подавляющее большинство бытовых сварочных аппаратов, куда можно отнести и некоторые модели полуавтоматов, имеют достаточно простую структуру. Они состоят в большинстве случаев из источников переменного тока, что делает их боле дешевыми. Также становится легче ремонт и обслуживание сварочных трансформаторов, если с ними что-то случится. Сама система полуавтомата практически не влияет на принцип действия трансформатора, так как относится к удобству подачи электрода или проволоки. В самых простых моделях используется однофазный трансформатор, который разработан специально для сварки.
На чем базируется расчет сварочного трансформатораОсновными положениями, на которых состоит расчет трансформатора для сварочного полуавтомата сварочного аппарата, являются те, на которых основан принцип его действия. Главным элементом системы является понижающий трансформатор. Этот элемент позволяет изменить стандартное сетевое напряжение 220 В, на пониженное, которое требует холостой ход сварочного трансформатора – 60 В. Ток может регулироваться исходя из вольтамперных характеристик самой системы. Средние характеристики тока для электрода в 3 мм составляет 120 А. Именно в этом случае и оказывается важным расчет сварочного аппарата, ведь когда стержень начинает плавиться при определенном значении силы тока, то он еще и нагревает проволоку обмотки и сердечник трансформатора при определенных значениях. Таким образом, для вычисления оптимальной мощности трансформатора следует узнать рабочее значение, которое можно определить по рабочей силе тока. Для этого применяют формулу U2 = 20+0,04*I2. Здесь:
- U2 – напряжение, которое имеется на вторичной обмотке;
- I2 – максимальный сварочный ток, который может выдать аппарат.
После этого можно перейти к сердечнику. Это центральная часть как простого сварочного аппарата, так и полуавтоматического. Состоит он из металлических пластин. Эти пластины в совокупности могут выдержать определенную нагрузку параметров тока. Данный параметр называется «габаритная мощность». Здесь имеется прямая зависимость от того, какие размеры занимает сердечник. Вычислить габаритную мощность можно зная такие параметры как напряжение холостого хода сварочного трансформатора. Рассчитать все это можно при помощи формулы Uхх = U2S. В данном случае S является площадью сечения вторичной обмотки. Чтобы узнать зависимость площади от диаметра используемого проводника, то следует использовать формулу S = πd 2 /4.
Расчет сварочного трансформатора для самостоятельной сборки
Соединение металлических деталей электрической дугой известно уже более 120 лет, но немногие знают все тонкости этого процесса, что очень важно для того, чтобы сделать расчет сварочного трансформатора для простейшего аппарата и полуавтомата.
1 На чем базируется расчет сварочного трансформатора?
Прежде, чем разбираться в формулах, давайте рассмотрим принцип действия простейшего аппарата для дуговой сварки. Основой такого агрегата является понижающий трансформатор, позволяющий изменить входящее напряжение, соответствующее в быту 220 В, на более низкое, до 60 В для так называемого холостого хода или, иначе, состояния покоя. То, какие виды электродов можно будет использовать с устройством, зависит от силы тока, которая должна быть в пределах 120-130 А для наиболее популярного трехмиллиметрового диаметра расходного материала.
И вот здесь как раз требуются расчеты, поскольку, если стержень электрода плавится при определенной силе тока, значит, она будет в той же степени нагревать и сердечник трансформатора, а также проволоку обмотки. Следовательно, для того, чтобы узнать оптимальную мощность трансформатора, нам нужно сначала вычислить рабочее напряжение, ориентируясь на рабочую силу тока. Для этого существует формула U2 = 20 + 0,04I2, где U2 – напряжение на вторичной обмотке, а I2 – выдаваемый аппаратом максимальный сварочный ток.

Теперь вернемся к сердечнику, который не зря так называется, поскольку является сердцем трансформатора, как самого простого, так и полуавтомата. Он составляется из металлических пластин, которые способны выдержать определенную нагрузку по мощности тока. Это допустимое значение зависит от размеров сердечника и называется габаритной мощностью, которую можно найти, зная значение напряжения холостого хода. Последнее высчитывается по формуле Uхх = U2S, где S – площадь сечения провода вторичной обмотки. Зависимость этой площади от диаметра проводника определяем по формуле S = πd 2 /4, или по следующим таблицам:
Допустимые токовые нагрузки на провода с медными жилами
Допустимые токовые нагрузки на провода с алюминиевыми жилами
2 Расчет для сварочного трансформатора по формулам и онлайн
Итак, у нас есть все необходимые параметры для того, чтобы вычислить габаритную мощность сердечника. Далее работаем по формуле Pгаб = UххI2cos(φ)/η, где φ – угол смещения фаз между напряжением и током (можно принять величину 0.8), а η – КПД (принимаем 0.7). Остается найти допустимую мощность, которую выдержит аппарат при длительной работе. При этом учитываем, что коэффициент продолжительности работы (обозначим его ПР) составляет около 20 % от времени подключения трансформатора к сети.
Поэтому считаем следующим образом: Pдл = U2I2(ПР/100) 0.5 0.001, или, иначе Pдл = U2I2(20/100) 0.5 0.001, что соответствует Pдл = U2I20.00045. В целом продолжительность работы и сила сварочного тока практически не связаны. В большей степени на время дугового режима влияет сечение проволоки обмотки и качество изоляции, а также то, насколько плотно и, главное, ровно, уложены витки. Следовательно, теперь мы можем узнать электродвижущую силу одного витка в вольтах, используя формулу E = Pдл0.095 + 0.55.
Далее, получив результат эмпирической зависимости по последней формуле, высчитываем оптимальное количество витков для обмотки, как первичной, так и вторичной. Для той и другой используем две формулы, соответственно N1 = U1/E, где U1 – входящее напряжение сети, а N2 = U2/E. Сила сварочного тока регулируется увеличением или уменьшением расстояния между первичной и вторичной обмотками: чем оно больше, тем ниже мощность на выходе. Тем, кто делает приведенный расчет с целью самостоятельной сборки трансформатора, а не для приобретения готового сварочного полуавтомата, понадобится еще и вычисление габаритов сердечника.

Исходя из значения ширины пластины, выясняем толщину пакета пластин плеча, для чего используем формулу b = ap1, а затем и ширину окна магнитопровода c = b/p2, где p2 имеет диапазон значений 1–1.2 (рекомендуется максимальное). К слову, если уж мы взялись измерять габариты, вспомним про коэффициент заполнения стали, который обозначает промежутки между пластинами. С учетом этого показателя площадь сечения сердечника будет несколько иной, поэтому назовем ее измеряемой величиной и определим заново. Формула для этого потребуется следующая: Sиз = S/kc. В большинстве случаев эти расчеты не нужны при наличии онлайн-калькулятора.
3 Как сделать расчет самодельного тороидального сварочного трансформатора?
По сути, тор – это объемное геометрическое тело, хотя в математике бытует понятие "поверхность". То есть это даже не фигура, а замкнутая поверхность, имеющая одну общую для любой размещенной на ней точки сторону. Но, если не вдаваться в дебри терминологии, тор – это бублик, или окружность, вращающаяся вокруг некой не пересекающей ее оси, с которой располагается в одной плоскости. Именно в форме такого бублика может быть выполнен трансформатор-тороид.
Основная его характеристика – высокий КПД при небольших, в сравнении с другими типами сердечников, размерах. Что и является основополагающим критерием для предпочтения данной формы самодельных трансформаторов. Основное отличие тороидального трансформатора от прочих – прокладка только межобмоточной изоляции наряду с внешней. Межслоевая не делается по той простой причине, что витки провода, проходя сквозь отверстие тора, создают дополнительную толщину внутреннего диаметра, что исключает использование лишних слоев изоляции.

Именно это значительно усложняет сборку тороида, и потому он редко устанавливается в корпусе полуавтомата, где чаще можно увидеть стержневые сердечники. Чтобы не возникали пробивания, применяются провода с повышенной прочностью изоляционного покрова. В качестве прокладки можно взять лавсан или ленту ФУМ (фторопластовую).
Для определения габаритной мощности сердечника, выполненного в виде тора, нам достаточно узнать две площади: окна и сечения.
Первую вычисляем по формуле Sокна = 3.14(d 2 /4), где d – внутренний диаметр тора. Вторая формула выглядит следующим образом: Sсеч = h((D-d)/2), здесь D – внешний диаметр "бублика". Далее остается только рассчитать габаритную мощность трансформатора, для чего используем простейший способ умножения двух получившихся ранее результатов. Иными словами, Pгаб[Вт] = Sокна[кв.см] * Sсеч[кв.см]. Дальнейшие вычисления ориентируем согласно таблице:
| Pгаб | ω1 | ω2 | ∆ (А/мм 2 ) | η |
| До 10 | 41/S | 38/S | 4.5 | 0.8 |
| 10-30 | 36/S | 32/S | 4 | 0.9 |
| 30-50 | 33.3/S | 29/S | 3.5 | 0.92 |
| 50-120 | 32/S | 28/S | 3 | 0.95 |
Здесь Pгаб – габаритная мощность трансформатора, ω1 – число витков на вольт (для стали Э310, Э320, Э330), ω2 – число витков на вольт (для стали Э340, Э350, Э360), ∆–допустимая плотность тока в обмотках, ŋ – КПД трансформатора.
Определив количество витков на каждый вольт для сердечника из той или иной стали, можем узнать, сколько витков всего нужно будет выполнить при изготовлении трансформатора. Для этого используются две формулы, для первичной и вторичной обмотки соответственно: N1 = ω1U1 и N2 = ω2U2. Далее следует учесть некоторое падение напряжения, возникающее из-за небольшого сопротивления в обмотках, которое, впрочем, в тороиде довольно незначительное.
Для этого увеличиваем количество витков вторичной обмотки на 3 % (в других типах сердечников понадобилось бы больше): N2_компенс = 1.03N2. Для того чтобы узнать диаметр проволоки, используем формулу для первой обмотки d1 = 1.13(I1/∆) 0.5 и для второй: d2 = 1.13(I2/∆) 0.5 . При этом результаты округляем в большую сторону и выбираем ближайшие доступные провода.
Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
[note]Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.[/note]

В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
[tip]Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.[/tip]
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
[important]Важно: изоляционную ленту «ПХВ» применять нельзя, т. к. при нагревании она разрушается.[/important]
Самодельный сварочный трансформатор для дуговой сварки
[tip]Рекомендация: ознакомьтесь с материалом «Сварочный трансформатор: устройство и принцип действия«[/tip]
Прежде чем приступать к дальнейшей работе по изготовлению СТ, следует решить: что именно вы будете создавать. Вам необходимо:
- выбрать конструкцию и электрическую принципиальную схему будущего устройства;
- произвести электрический и, при необходимости, конструктивный расчёт его параметров.
Только после этого следует подбирать необходимую комплектацию, материалы и готовить, при необходимости,специальный инструмент.
Как рассчитать сварочный трансформатор. Схема
Вопрос, как рассчитать сварочный трансформатор самодельный, очень специфичен, так как он не соответствуют типовым схемам и общепринятым правилам. Дело в том, что при изготовлении самоделок параметры их компонентов «подгоняются» под уже имеющиеся в наличии комплектующие (в основном — под магнитопровод). Более того, часто случается, что:
- трансформаторы собираются не из самого лучшего трансформаторного железа;
- обмотки наматываются не самым подходящим проводом и много других отрицательных факторов.
В результате, самоделки греются и «гудят» (пластины сердечника вибрируют с частотой электросети: 50 Гц), но, при этом, «делают своё дело» — сваривают металл.
По форме сердечников различают трансформаторы следующих основных типов:
![Виды сердечника. Ист. http://v277.ru/svarka/65-svarochnyj-transformator.]()
Пояснения к рисунку:
[note]Трансформаторы стержневого типа, по сравнению с трансформаторами броневого типа, допускают большие плотности токов в обмотках. Благодаря этому они имеют более высокий КПД, но и трудоёмкость их изготовления значительно выше. Тем не менее, их используют чаще.[/note]
На стержневом сердечнике применяют схемы обмоток, приведённые на рисунке.
![Варианты конструкций обмоток на сердечнике стержневого типа. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – сетевая обмотка на двух сторонах сердечника;
- б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
- в – сетевая обмотка на одной стороне сердечника;
- г – соответствующая ей вторичная обмотка, включенная последовательно.
Для примера выполним расчёт СТ собранного по схеме «в» — «г». Его вторичная обмотка состоит из двух равных частей (половинок). Они расположены на противоположных плечах магнитопровода, а между собой соединены последовательно. Расчёты заключаются в определении теоретических и выборе действительных размеров магнитопровода.
Определяемся с мощностью СТ (по величине тока во вторичной обмотке) из следующих соображений. Для электросварки в быту чаще всего используются покрытые электроды Ø, мм: 2, 3, 4. Выбираем «золотую середину» для самых ходовых — 120…130 А. Мощность СТ определяется по формуле:
P = Uх.х. × Iсв. × cos(φ) / η, где:
- Uх.х. — напряжение холостого хода;
- Iсв. — ток сварки;
- φ — угол сдвига фаз между напряжением и током. Принимаем: cos(φ) = 0,8;
- η — КПД. Для самодельных СТ: КПД = 0,7.
[tip]Если произвести расчет магнитопровода по справочнику, то его сечение для выбранного тока равно 28 кв.см. На практике, сечение магнитопровода для той же мощности может варьироваться в пределах: 25…60 кв.см.[/tip]
Для каждого сечения необходимо определить (по справочнику) количество витков первичной обмотки для обеспечения на выходе заданной мощности. Мы лишь заметим, что чем больше площадь сечения магнитопровода (S), тем меньше понадобится витков обеих катушек. Это существенный момент, т. к. большое количество витков может не поместиться в «окно» магнитопровода.
Возможно использование магнитопровода старого трансформатора (например, от микроволновой печки, конечно, после некоторой его реконструкции – замены вторичной обмотки).
![Старый трансформатор. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
Если у вас нет старого трансформатора, то следует прибрести трансформаторное железо, из которого вы иизготовите сердечник СТ.
![Железо для магнитопровода. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – пластины Г-образной формы;
- б – пластины П-образной формы;
- в – пластины из полос трансформаторной стали;
- c и d – размеры «окна», см;
- S = a х b – площадь поперечного сечения сердечника (ярма), кв.см.
[help]Если правильно рассчитать магнитопровод, то обмотки СТ не будут греться, а сам сварочник будет надежно работать.[/help]
Расчёт количества витков первичных обмоток при напряжении питания сети 220…240 В, выбранных нами токах сварки и параметрах магнитопровода можно произвести по следующим формулам:
N1 = 7440 × U1/(Sиз × I2). Для обмоток на одном плече (по половине обмотки друг на друге, соединённые последовательно);
N1 = 4960 × U1/(Sиз × I2). Обмотки разнесены на разные плечи.Условные обозначения в обеих формулах:
- U1 – напряжение источника питания;
- N1 — количество витков первичной обмотки;
- Sиз — сечение магнитопровода (кв.см);
- I2 — заданный сварочный ток вторичной обмотки (А).
Выходное напряжение вторичной обмотки СТ в режиме холостого хода у самодельных сварочных трансформаторов находится, как правило, в пределах 45…50В. По следующей формуле можно определить её количество витков:
U1/U2 = N1/N2.Для удобства подбора силы сварочного тока, на обмотках делают отводы.
Намотка сварочного трансформатора и монтаж
Для первичной обмотки трансформатора применяется специальный термостойкий медный провод, имеющий хлопчатобумажную или стеклотканевую изоляцию.
[warning]Внимание: категорически не рекомендуем для намотки сварочного трансформатора использовать провода с резиновой изоляцией.[/warning]
С учётом выбранной выше мощности, электрический ток в первичной обмотке может достигать 25 А. Исходя из этих соображений, первичную обмотку СТ следует наматывать проводом, имеющим сечение ≥ 5…6 кв.мм. Это, кроме всего прочего, существенно увеличит надежность СТ.
Вторичная обмотка выполняется медной проволокой, сечение которой: 30…35 кв.мм. Особое внимание следует уделить выбору изоляции провода вторичной обмотки, так как по ней протекает большой сварочный ток. Она должна быть очень надёжной — особое внимание следует уделить теплостойкости.
При монтаже обмоток обратите внимание на следующее:
- намотка производится в одном направлении;
- между рядами обмоток прокладывается изолирующий слой дополнительной изоляции (рекомендуем – хлопчатобумажной).
Собранный СТ следует поместить в защитный кожух с отверстиями для вентиляции.
Видео
Посмотрите, как была реализована задача сборки аппарата:
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
![Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.]()
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
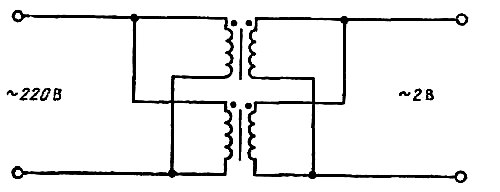
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
![Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.]()
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
![Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.
![Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
[help]Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.[/help]
Вот вариант точечного сварочника из микроволновки:
Рекомендации по эксплуатации
При выполнении сварочных работ необходимо выполнять требования по обеспечению безопасности труда:
- ;
- на сварщике должна быть специальная одежда;
- голова должна быть защищена маской сварщика (очень популярны маски «Хамелеон», оснащённые самозатемняющимся светофильтром) и т. п.
[important]При эксплуатации сварочного аппарата контактной сварки следует выполнять следующие дополнительные требования:
- сварщику необходимо стоять на резиновом коврике;
- на руках рабочего должны быть резиновые перчатки;
- сварочная маска не обязательна, но на лице должны быть защитные очки.[/important]
Выводы
Мы дали вам достаточно информации для того, чтобы сделать самодельный сварочный трансформатор:
Но, не смотря на это, рекомендуем «взвесить свои силы» и «крепко» подумать: а не лучше ли приобрести сварочник заводского изготовления? А может быть даже и более современный и удобный инвертор (смотрите плюсы и минусы, что лучше транформаторный или инверторный сварочник).
Другие материалы по трансформаторным сварочным аппаратам смотрите в соответствующем разделе.[/help]
Сварочный трансформатор своими руками
![Трансформатор для сварки своими руками]()
Трансформатор для сварки своими руками
Какими характеристиками должен обладать трансформаторКогда создается сварочный трансформатор своими руками, то он должен соответствовать определенным стандартам, которые будут способствовать его лучшей эксплуатации. В первую очередь, следует подобрать, какое напряжение холостого хода должно быть у техники. Зачастую оно составляет 50-60 В. С учетом того, что самодельные трансформаторы делаются очень мощными, этот параметр должен составлять 50 В. Далее стоит обратить внимание на мощность, так как от нее зависит, какие сварочные электроды можно будет использовать. Для бытовых целей зачастую достаточно 3-4 мм, поэтому можно остановиться на этом параметре. Стоит позаботиться о низком весе техники, так как слишком габаритное изделие будет неудобно использовать. Желательно, чтобы регулировка параметров проводилась плавно, чтобы можно было подбирать четкие параметры. Для этого нужно подбирать максимальное простые принципы действия для техники. Материал должен иметь достаточный запас токопроводимости, чтобы детали не портились преждевременно.
Что понадобится перед работой![Сварочный трансформатор]()
Как правило, изготовление сварочного трансформатора происходит при помощи подручных материалов, некоторые из которых берутся из старых изделий, или же просто являются удачными аналогами и заменителями. Не все варианты требуют точного соблюдения указанному ниже списку, кроме тех, которые относятся к принципиально важным рабочим узлам. Основной список материалов выглядит так:
- Сердечник – его материал подбирается согласно тем параметрам, которых требуется добиться от трансформатора, но можно воспользоваться и готовыми вариантами, которые имеются в старых телевизорах;
- Лакоткань – данный материал нужен для катушки, на которую он наматывается в два слоя на одном из этапов ее изготовления;
- Толстый картон – толстые листы используют для лучшей устойчивости, так как из него делается каркас изделия, на который потом будут крепиться все остальные элементы;
- Деревянные бруски и доски – в дереве сверлится отверстие, сквозь которое потом продевают намоточный прут, а сами бруски или доски надеваются на катушку, как основной элемент конструкции;
- Металлические пластины магнитопровода – которые должны иметь различную длину, но при этом одинаковую толщину и высоту, что делает это самой проблемной деталью;
- Стальной прут – служит для фиксации катушки;
- Пила – для распиливания и прочих подготовительных процедур с расходными материалами;
- Проволока – служит для намотки витков на катушку;
- Клей – для склеивания других элементов, которые невозможно было зафиксировать иначе.
У многих зарождается идея как сделать сварочный трансформатор своими руками, но все понимают, что он будет отличаться от заводских, причем не в лучшую сторону. Тем не менее, у него есть ряд определенных особенностей, которые выделяют его на фоне всех остальных вариантов. В первую очередь параметры техники могут быть совершенно разнообразными и не придерживаться четких параметров. Здесь же может возникнуть большая погрешность, которая выявляется уже во время процесса эксплуатации. Дело в том, что регулятор напряжения для сварочного аппарата своими руками далеко не всегда удается сделать также качественно, как в заводском исполнении, не говоря уже о получении точных значений при повороте ручки.
![Сварочный трансформатор своими руками]()
Сварочный трансформатор своими руками
Сварочный трансформатор своими руками постоянного тока оказывается намного более дешевым, в чем и состоит его преимущество. Но здесь же он теряет в надежности, так как в нем отсутствуют системы предохранения, которые есть в заводских моделях. Здесь самостоятельно уже приходится следить за тем, в каких режимах находится техника. Для промышленных целей такие трансформаторы не используются, но дома они могут стать отличной заменой. Самостоятельно можно создать технику с любыми требуемыми параметрами, даже узконаправленную, если правильно сделать расчеты.
Очень важно ориентироваться на уже готовые заводские варианты использования материалов и соотношения параметров, чтобы итог получился максимально качественным. В данном же плане могут пригодиться и готовые варианты, которые сделаны другими людьми.»
При вводе в эксплуатацию самодельного трансформатора, следует предварительно проверить все его узлы. Такие вещи более легкие в ремонте и могут обладать куда меньшим весом. Некоторые из них изготавливаются без металлического корпуса, или же на них остается только каркас. Все это зависит от желания человека, также как и наличие дополнительных функций, которые должны присутствовать на технике. Ведь схема сварочного трансформатора своими руками может отличаться от стандартной и в нее может быть добавлено нечто новое.
Методика изготовления![Трансформатор для сварки своими руками]()
Сварочный трансформатор переменного тока своими руками включает в себя несколько основных ответственных частей, куда относятся катушки первичной и вторичной обмотки, а также магнитопровод. Все эти детали создаются отдельно друг от друга и только в самом конце собираются вместе. Это повышает надежность конструкции, а также позволяет монтировать провода большой толщины. При сборке могут возникать проблемы касательно материала магнитопровода, который требуется собирать из пластин металла одинаковой толщины и ширины, но при этом длинна их должна отличаться. Зачастую их берут со старых трансформаторов, что упрощает процесс создания.
Провода обмоток являются не столько проблемными, так как найти все это можно в любом магазине. Первичная обмотка присоединяется к источнику питания. Вторичная обмотка должна находиться рядом. При этом каждый слой обмотки должен быть заизолирован диэлектриками. Не стоит использовать обмоточные провода в ПВХ обмотке, так как от высокой температуры она может расплавиться, что приведет к короткому замыканию. Для первичной и вторичной обмотки используют провод в стеклотканевой обмотке или какой-либо аналог. На катушку наматывается такое количество витков, которое необходимо согласно полученным расчетам. При этом нужно учитывать и сечение этих проводов.
Особенности проведения расчетов должно учитывать следующие факторы:
- Напряжение первичной обмотки должно соответствовать напряжению, которое будет поступать из сети;
- Напряжение вторичной обмотки должно соответствовать требуемому результату для обеспечения холостого хода;
- Номинальный ток во вторичной обмотке является параметром расчета, который зависит от диаметра используемых электродов;
- Площадь сечения сердечника определяет надежность работы всего изделия, так что минимальные значения параметров должны быть не менее 25 см 2 ;
- Площадь окна определяется согласно качеству магнитного рассеивания, а также удобству намотки;
- Плотность тока обмотки отвечает за электрические потери в трансформаторе и для самодельной техники параметр должен быть, примерно, 2,7 А.
«Обратите внимание!
Для расчета каждого типа трансформатора применяются свои методы.»
![Самодельный сварочный трансформатор]()
Самодельный сварочный трансформатор
При намотке не стоит спешить, так как все должно быть предельно четким. Обороты должны быть близко уложены друг к другу, так чтобы один прижимал другой. Натяжение и угол наклона должны всегда быть одинаковыми. Витки не должны соскальзывать и проваливаться вдоль каркаса. Считать витки нужно внимательно, записывая их количество. Для фиксации можно использовать бельевой зажим. Намотка сварочного трансформатора своими руками требует усидчивости и терпения.
Техника безопасности
Во время самого изготовления каких-либо опасностей, если все проводится с отключенным от сети оборудованием, не может возникнуть. Особое внимание следует уделить первому запуску. Перед ним нужно проверить все соединения и важные узлы, качество изоляции и прочее. При включении следует находиться на безопасном расстоянии и соблюдать правила электробезопасности.
Проведение расчета сварочного трансформатора
Расчет сварочного трансформатора в быту производится в том случае, когда требуется самостоятельно его изготовить. Такая необходимость возникает обычно тогда, когда стандартный сварочный аппарат не отвечает требованиям проведения сварочных работ или же когда нужно сэкономить денежные средства при его покупке.
![Самодельный сварочный аппарат]()
Для самостоятельного изготовления сварочного аппарата требуется произвести расчет его трансформатора.
Расчет самодельных сварочных трансформаторов имеет свои тонкости. Дело в том, что подобный аппарат обычно не отвечает рекомендованным стандартизированным методам, и для него неприменимы распространенные методы, используемые для расчета трансформаторов, применяемых в промышленности. Подобные устройства изготовляются из разного рода подручных материалов далеко не лучшего качества. В результате они могут перегреваться, вибрировать, что сопровождается выделением большого количества тепловой энергии.
![Эксплуатация рассчитываемого трансформатора]()
Расчет сварочного трансформатора зависит от места его эксплуатации и выполняемых функций.
Кроме того, рассчитывая трансформатор самостоятельно можно применять стандартные методы, но они в обязательном порядке должны корректироваться с учетом нестандартных параметров устройства и требований по его эксплуатации.
Расчет сварочного трансформатора в быту стоит начинать с определения его функций. Так, например, сварочный аппарат, эксплуатируемый в снт, не будет испытывать серьезных нагрузок. Поэтому его можно спроектировать с трансформатором небольшой мощности. А вот если мастеру понадобиться прибор для работы в малом бизнесе, имеет смысл заложить в него дополнительную мощность и помехозащищенность.
Виды и типы трансформаторов для сварки
Трансформаторы для сварочных аппаратов бывают следующих видов:
Данное разделение устройств основывается на форме сердечника прибора. При этом стержневые трансформаторы имеют значительно более высокий коэффициент полезного действия, чем броневые. При этом они допускают повышенные уровни плотности токов в обмотках, что увеличивает КПД прибора.
Классификация сварочных трансформаторов.
Трансформаторы различаются в зависимости от вида используемой в них обмотки. На сегодня известны следующие виды таких приборов:
- с цилиндрической;
- дисковой;
- подвижной обмоткой.
В приборах с цилиндрическим видом обмотки одна обмотка наматывается на другую. В результате магнитный поток первичной обмотки зацепляется с витками вторичной обмотки. Подобный аппарат характеризуется жестко установленной вольтамперной характеристикой и не рекомендуется для использования при производстве ручной сварки. Кроме того, для его корректной работы необходимо наличие балластного реостата или дросселя.
Для дисковых электротрансформаторов характерно высокоразвитое рассеяние электромагнитного поля. В результате точный расчет их индуктивности рассеяния магнитного потока невозможен. Приходится в этом случае использовать метод последовательных приближений с поправкой на данные, полученные с примерного образца.
Конструкция трансформаторного прибора с подвижными обмотками более гибкая и позволяет «подстроить» прибор под определенные условия эксплуатации. Однако подобные устройства теряют много мощности, соответственно, могут дать заниженные показатели тока.
Выбор мощности сварочного трансформатора
![Схема обмотки трансформатора]()
Если первичная (1) и вторичная (2) обмотки трансформатора разнесены на разные плечи, то трансформатор теряет много мощности и может не дать ожидаемый ток.
Мощность трансформатора – один из основных его показателей. Именно от этого показателя зависят характеристики устройства, условия эксплуатации и качество проводимых сварных работ. Перед тем, как приступать к расчету данного показателя, необходимо определится, при какой величине сварочного тока планируется эксплуатировать самодельный сварной аппарат.
Данный параметр можно получить, зная вид электродов для сварки. Так обычно в быту применяют электроды стандартным диаметром 2, 3 и 4 миллиметра. Трехмиллиметровые электроды более всего распространены в быту. Именно на них и стоит ориентироваться при изготовлении сварочного аппарата самостоятельно. Работают электроды-«тройки» на токе мощностью 110-120А. «Двойки» используют 70 ампер, а «четверки» 140-150А.
Используя данные значения, можно рассчитать мощность трансформатора для сварочного аппарата достаточно легко. Для этого может быть использована программа для упрощенного расчета. С ее помощью можно произвести расчет, даже не имея особых познаний в электротехники.
Если человек хорошо разбирается в электротехнике, то ему будет под силу произвести расчет самостоятельно. Для этого ему потребуется формула: P = Uх.х. × Iсв. × cos(φ) / η. В ней Uх.х. – напряжение холостого хода, Iсв. – ток сварки, φ – угол сдвига фаз между током и уровнем напряжения.
Производя подобные расчеты, нужно помнить о том, что КПД сварочного преобразователя тока в норме составляет 0,7. Таким образом, не стоит проектировать большую нагрузку на него и превышать названный показатель, так как в этом случае устройство начнет интенсивно греться и быстро выйдет из строя.
Применяемые методики расчета мощности оборудования
![Зависимости тока от напряжения]()
График зависимости тока в первичной обмотке трансформатора от питающего напряжения, в режиме холостого хода.
Стандартизированная методика расчета сварного трансформатора ориентирована на приборы, созданные с применением П-образного магнитопровода. У него первичная и вторичная обмотки, смонтированные из пары равновеликих частей, размещенных на противоположных сторонах магнитного провода. Данные половинки обмоток соединяются между собой последовательным способом.
Используя стандартную методику расчета, можно получить количество витков обмотки катушки, конструктивные габариты трансформатора, высоту магнитопровода. Кроме того, на основании данных расчетов подбирается вид провода по диаметру сечения, а также материалу, из которого он изготовлен.Сама методика расчета трансформатора приведена в специальной литературе, однако в том случае, когда человек не является профессиональным электротехником, то ему следует использовать упрощенную схему расчета.
Проведение упрощенного расчета
![Намотка магнитопровода]()
Выбирая сечение магнитопровода, необходимо учитывать размер окна, рассчитанное количество витков могут не поместиться в него.
Расчитать сварочный трансформатор по упрощенной схеме имеет смысл потому, что в подавляющем количестве случаев для определения конкретной мощности данного аппарата стандартные методики формируют единые и общие значения основных параметров, не учитывающие индивидуальные особенности того или иного аппарата. К ним относят:
- измеренную площадь сечения магнитопровода (Sиз);
- количество витков первичной обмотки (N1).
Именно эти показания являются основными при расчете. В самодельном же трансформаторе их весьма сложно предсказать по стандартной методике, так как используемые при сборе такого устройства материалы и запасные части зачастую бывают далеко не лучшего качества. В результате расчет нельзя сделать стандартными методами и приходится его проводить исключительно под конкретные условия эксплуатации того или иного аппарата.
Расчет сварочного трансформатора должен учитывать параметры и характеристики такой важной детали этого устройства как магнитопровод.
Дело в том, что рассчитанное сечение магнитопровода для электротока равного 160А равно 28 кв. см, в реальности этот параметр может составлять 25-60 кв.см.
Если ваш трансформатор будет работать при напряжении электросети 220-240В, стоит воспользоваться формулами расчета, дающими положительные результаты для токов 120-180А.
2 самых распространенных варианта расчета:
- Для преобразователя электротока с обмотками на одном плече: N1 = 7440 × U1/(Sиз × I2).
- Для электротрансформаторов с разнесенными обмотками: N1 = 4960 × U1/(Sиз × I2).
Здесь N1 – это примерная величина количества витков первичной обмотки, Sиз – определенное сечение магнитопровода (кв. см), I2 – заданный постоянный ток для вторичной обмотки (А), U1 – постоянное напряжение сети.
Подбор сечения магнитопровода
Выбор сечения магнитопровода лучше всего производить, наоборот, по общераспространенной методике на 160А, 26 кв. см. При этом стоит помнить о том, что трансформатор одинаковой мощности может иметь названный показатель, отличающийся на 2 порядка, например, он может составлять 30-60 кв. см.
Стоит при выборе сечения представлять и размеры стандартного окна магнитопровода. Так, если количество витков чрезмерно большое, они просто могут не поместиться в него, в результате придется уменьшать их количество и применять тонкий провод.
Не следует забывать и экономическую составляющую. Лишние витки утяжеляют конструкцию трансформатора и повышают его стоимость. Обмоточный провод – дефицитный материал.
Читайте также: