Раскаляется электрод при сварке
Обновлено: 17.05.2024
Подскажите кто знает, пожалуйста!! Дело в следующем, на переменке сильно сгорает электрод, вернее сгорает сама заточка полностью, получается шарик немного больше самого диаметра, электрод 2, синий, максимальный ток ставил от 40 и до 100 пробовал, базовый 0, баланс полупериодов от середины чуть вправо, аргон выставлял от 7л и до максимума)) При сварке нержи постоянкой все хорошо, ничего не горит не плавится, всё как надо. Аппарат Brima brima tig 200p ac/dc. Заранее спасибо!!
Просьба не хамить мне,а не то буду жмать кнопку жалоба
Была у меня такая беда. Подогнали мне пачку электродов по видимому Китай. Решилось заменой электрода
Дмитрий1974 ,балланс полярности максимально влево попробуйте выкрутить.
Это который у меня баланс полупериодов?)))
Первые были синие не знаю какие, а вторая пачка золотистый цвет - немцы
Дмитрий1974 ,на 100А 2.4мм более подходит, про баланс уже сказали.
Попробовать в обоих крайних положениях, что бы понять, где минус, а где плюс. На нормальных сплавах баланс отрицательный. На травленых заготовках, у сундука баланс выворачивал в крайнее отрицательное положение, очистки хватало.
Синие это WL-20, золотистые - WL-15 оба варианта вполне подходят.
Дмитрий1974 ,на 100А 2.4мм более подходит, про баланс уже сказали.
Попробовать в обоих крайних положениях, что бы понятьмне, де минус, а где плюс. На нормальных сплавах баланс отрицательный. На травленых заготовках, у сундука баланс выворачивал в крайнее отрицательное положение, очистки хватало.
Синие это WL-20, золотистые - WL-15 оба варианта вполне подходят.
И такие 2,4 есть, но я пробовал начиная от 40 а, результат тот же, оправляется электрод и черный становиться, варить то варит, но из-за этого большого шара(я так думаю) расплавление идёт не там где хотелось бы, баланс вот завтра покручу, как вы сказали, спасибо, с нержавейкой то на постоянке все хорошо, никаких проблем вообще, вот что непонятно мне, ясно что на переменке нагрев больше, но меньше сорока то куда?
Удовольствие от высокого качества длится дольше чем радость от
но я пробовал начиная от 40 а, результат тот же, оправляется электрод и черный становиться, варить то варит, но из-за этого большого шара
Вот почитайте здесь и ниже страничку захватите.
Электрод не должен становится черным и это говорит о нехватке предгаза или мал расход . Вот видео и специально баланс выкручен для достижения большого "шара" на электроде но он блестит и у вас так же должно быть.
Может горелка не свое "гнездо" попала и должна в минусовом быть. Да еще не знаю я китайских аппаратов и есть ли у них настройки поджига , и может стоит большой слишком бросок тока при розжиге и он плюсовой и ляктрод выведет из строя за считанные мили сек.
В общем нужно крутить баланс и настройка поджига и пробовать одновременно и тогда будет понятно что куды крутить.
selco ,Приветствую Валерий! Настроек поджига на сундуках нет, стартует сразу на АС, бросок есть, но 2мм ляктрод у меня не сплавляет.
Дмитрий1974 , фото желательно, горелки с ляктродом и морды аппарата с текущими настройками, будет проще разобраться. Раз чернеет ляктрод, значит с защитой тоже проблемы.
selco ,Приветствую Валерий! Настроек поджига на сундуках нет, стартует сразу на АС, бросок есть, но 2мм ляктрод у меня не сплавляет.
Дмитрий1974 , фото желательно, горелки с ляктродом и морды аппарата с текущими настройками, будет проще разобраться. Раз чернеет ляктрод, значит с защитой тоже проблемы.
Вот у меня такие же мысли были в четверг примерно, баллон подозрительный, шлакобойкой постучал серая краска отпала, кислород изначально был. но я думал (опыт тига у меня небольшой и тот 10 лет назад был) что от плохого аргона шов будет черный, а тут шов светлый, электрод сгорает думаю может китайцы чего не то навертели и он показывает 40 а реально там 200)))) В общем завтра погоняю ещё, а картинки сделаю, спасибо Вам за советы..
"баланс полупериодов от середины вправо" .
Срочно забываем панель управления аппарата и учим теорию с азов
Видео Ваше и Все КласС .
Но вот у меня вопрос . Форсаж и как я не люблю разогрев электрода при розжиге на плюсе и на особо малых токах он портит картину кардинально и сейчас время уменьшили в новой прошивке и стало лучше , но будет еще лучше что бы на минусе поджиг был и выходил на переменку .
Да ладно вопрос в другом , решил я на первой прошивке обмануть аппарат и на АС токе поменял горелку и массу гнездами и естественно баланс вывел на оборот . Да все сработало и вроде убивает пленку и электрод острый и трещит как положено , но на дисплее аппарат сразу поднял напряжение дуги с привычных 9-15 вольт до 40-50 вольт . Позвонил на завод , в общем толком не чего не объяснили но сказали что в таком варианте не совсем АС (переменка) и поэтому напряжение возрастает. Ну и на этом эксперименты окончил.


"баланс полупериодов от середины вправо" .
Срочно забываем панель управления аппарата и учим теорию с азов
Спасибо, Видео гляну обязательно
bala , selco , я касательно видео хочу спросить. Дошел до момента сварки алюминия. И услышал, что для сварки нужно производить смену полярности. Так а как же сварка алюминия на обратной полярности? почему сварка не возможна?
В целом видео познавательное и должно помочь в понимании, что происходит и как.
P.S. видео материал достоин учебного заведения. Не знаю на сколько это нужно сварщику. На сколько надо знать кто бежит и куда?!
если электрод качественный и газ не мешанина, то при достаточном количестве пост продувки после сварки (5-10 сек), а то и более (зависит от сварочного тока и диаметра электрода) электрод должен быть светлым. Если в начале поджога дуги не хватает предварительной продувки газа, то при первичном поджоге будет некоторое кратковременное разбрызгивание как свариваемого метала так и вольфрамового электрода.
Конечно все это действительно только при отсутствии сквозняков и старых шлангов с плохими соединениями, которые могут приводить к засасыванию кислорода.
Это все по чернению электрода.
а по шарику, все правильно вам выше сказали, очень сильно зависит от баланса дуги, который в свою очередь зависит от качества газа и прочее о чем я выше написал. Если что-то будет вне нормы, то окисляясь электрод будет себя не стабильно вести и шарик при одном и том же балансе может быть больше или меньше.
Для АС качество газа и отсутствие подсосов, и сквозняков в первую очередь.
Проблемы при сварке электродами
Горят как спички. Проблемы при сварке электродами
При работе с ручной дуговой сваркой возникают разные проблемы, то электроды горят как спички, то наоборот, невозможно поймать стабильную дугу. И та и другая проблема может возникать по разным причинам. Возможно, были выбраны неподходящие электроды, а возможно всё дело в том, что они отсырели со временем.
Всё это, безусловно, делает невозможным проведение сварочных работ. Кроме того, некачественные электроды могут привести к тому, что электросеть будет перегружена, со всеми вытекающими отсюда проблемами.
Электроды горят как спички — в чем может быть проблема?
Если электроды горят «как спички», то, вероятней всего, вы не угадали с их диаметром или силой тока для сварки. И то, и другое напрямую влияет на то, с какой скоростью будут сгорать электроды. Также это может возникать и по причине того, что на инверторе используется обратная полярность.
Сварка на обратной полярности характеризуется более высоким нагревом электрода, а не металла. Всё это, как и завышенный ток, а также, неправильно подобранный по диаметру электрод и приводит к возникновению подобного рода ситуаций.

Поэтому очень важно не только правильная настройка инвертора, с выбором нужной полярности, но и подбор электродов. Их нужно подбирать, отталкиваясь от толщины свариваемого металла, а не наоборот. И только после этого нужно осуществлять регулировку инвертора в плане сварочного тока.
Из-за чего возникают проблемы при сварке электродами
Следующая проблема, которая особенно распространена среди начинающих сварщиков, это залипание электрода и неправильный его поджог. Чтобы электрод не прилипал к поверхности металла, он должен быть совершенно сухой. Также, должны быть подобраны правильные значения сварочного тока.

Что касается поджога электродов, то и здесь возникают определённого рода проблемы у новичков. Вместо того чтобы делать контакт с металлом коротким, и не задерживать долго электрод, многие наоборот, сильно втыкают стержень в металл, из-за чего и возникает данная проблема.
Не следует забывать и о правильной длине сварочной дуги. Чтобы дуга была стабильной, нужно стараться держать её как можно короче. Таким образом, не будут происходить разрывы сварочной дуги, и она будет гореть стабильно.

Ну и напоследок, о чём не нужно забывать, и из-за чего чаще всего возникают проблемы при сварке электродами. Конечно же, это связано с неподготовленной поверхностью металла к сварке. Есть электроды, которые не так требовательны к чистоте металла перед свариванием. Как правило, это рутиловые электроды.

Однако есть и такие электроды, которые не терпят ржавчины, а также следов оставшейся краски не поверхности металла. При сварке такими электродами очень важно правильно подготавливать металла перед свариванием. Достаточно будет снять всю ржавчину и удалить следы краски, а также произвести разделку кромок, чтобы при сварке не возникало проблем с электродами.
Сварка — это очень интересное дело. Однако на всю кажущуюся простоту, она требует ответственного подхода при исполнении.
Новичку нужно знать из-за чего прилипает электрод

Новичку нужно знать из-за чего прилипает электрод к металлу
Как же это раздражает, когда каждый раз электрод снова и снова прилипает к поверхности металла. И вроде бы ты все делаешь правильно, хорошенько очистил металл от ржавчины, а проблема никуда не девается.
В этой статье мы рассмотрим основные причины, из-за которых электрод может прилипать к металлу при сварке. В большинстве случаев, зная эти причины, получится раз и навсегда забыть о данной проблеме.
Причины залипания электрода
С залипанием электрода при сварке сталкиваются не только начинающие электросварщики. Нередко можно увидеть, как и матерый сварной брызжет слюной, и кроет красным словцом — то инвертор, а то плохие электроды. В данном случае он хоть понимает, кто виновник проблемы и как её устранить.

Что же касается новичков, то у них залипание электродов при сварке может и вовсе, вызвать негативное отношение к работе и отторжение к сварочному процессу. Существуют достаточно распространённые причины прилипания электрода, и ниже мы их рассмотрим.
Сырые электроды
Обмазка большинства электродов весьма чувствительна к влаге. После долгого хранения или при использовании в неподходящих условиях она может отсыреть. В результате электрод будет плохо разжигаться, увеличится разбрызгивание металла.
Всё это приведёт к тому, что электрод станет прилипать. Опытные сварщики на слух могут, определить, сырые электроды или нет. Электроды с отсыревшей обмазкой сильно трещат при сгорании и имеют затруднённый розжиг.

Решить проблему поможет прокалка электродов. Также можно попробовать просушить электроды в печи или на батарее отопления. В любом случае учиться варить нужно только сухими электродами, а иначе можно надолго разочароваться в сварке.
Неправильные настройки инвертора
Здесь нужно оговориться и сказать, что проблема может происходить не только по вине самого сварщика. Да, порой в период обучения очень трудно правильно подобрать значения сварочного тока. Для каждого конкретного случая сварки нужен свой ток.
Однако случаются ситуации, когда ток на инверторе выставлен правильно, а электрод все равно прилипает к металлу. Тогда виной всему оказывается инвертор, который не выдаёт положенные значения тока.

Часто причинами этому являются дешевые и некачественные аппараты для сварки, а также плохое напряжение в сети. Если оно будет ниже 200 Вольт, то инвертор никогда не сможет выдать выставленное значение тока, хотя и может нормально работать.
Все это важно учитывать начинающему сварщику.
Ржавый металл и неправильный розжиг дуги
Само собой разумеется, что металл должен быть очищен от толстого слоя ржавчины. Именно ржавчина, грязь и старая краска затрудняют контакт металла с электродом, в результате чего он будет всё время прилипать.

Кроме того, данная проблема возникает и по причине неправильного поджога сварочной дуги. Постукивая электродом о поверхность металла, сварщик слишком долго задерживает электрод у поверхности, что приводит к замыканию, быстрому расплавлению металла и прилипанию электрода, если его вовремя не убрать.
Почему электрод прилипает в самом начале шва

Почему электрод прилипает в самом начале сварного шва: причины, что с этим делать
Все сварщики нередко сталкиваются с залипанием электрода к металлу. Причём чаще всего данная проблема происходит в самом начале сварного шва, когда электрод только вставлен в держак, а сварщик начинает работу.
Основные причины, из-за которых электрод прилипает в самом начале шва, связаны с плохим качеством расходных материалов или с неправильной настройкой силы тока для сварки. Также проблемы могут быть связаны и с ошибками самого сварщика, который неправильно поджигает электрод.
Чтобы досконально разобраться в данной проблеме, нужно выделить следующее:
- Электроды будет прилипать к металлу в самом начале шва по причинам неправильных условий их хранения и эксплуатации. При нарушениях хранения обмазка электродов впитывает влагу, а сами электроды становятся влажными. Зажечь их впоследствии очень проблематично.
Для решения данной проблемы следует прокалить электроды в печи при температуре 200-250 градусов. Если проблема решается на месте, то следует прогреть электрод путем его замыкания на металл. Таким образом, электрод будет прилипать к металлу только один раз, в самом начале сварного шва.

- При сварке неподходящими электродами, также могут наблюдаться данные проблемы. Стоит запомнить, что лучше не экономить на качестве электродов. Кроме того, нельзя забывать и о том, что для сварки постоянным током подходят любые электроды, а вот для сварки «переменкой», только электроды для переменного тока.
- Ржавый и плохо подготовленный металл, является еще одной причиной залипания электродов. Всегда перед сваркой следует тщательно подготавливать металл и очищать его поверхности от ржавчины, следов краски и битума.

- Неправильная настройка сварочного тока, будет проводить к возникновению проблемы. В данном случае речь идёт о заниженном токе сварки. И если при завышенных его показателях электрод будет прожигать металл, то вот при заниженных, наоборот, постоянно прилипать к его поверхности.
- Ошибки в поджигании электродов — типичная проблема начинающих сварщиков. Сводится она чаще всего к тому, что новички слишком долго задерживают конец электрода у поверхности свариваемого металла. В результате этого электрод прилипает к заготовке.

При сварке электродами важно придерживаться существующей технологии, использовать только качественные и проверенные материалы. Если упаковка с электродами была открыта, то применять электроды без просушки можно всего лишь 10 часов после вскрытия упаковки. В противном случае, электроды будет лучше всего прокалить.

При прокалке электродов обязательно учитывайте их особенности и характеристики. Каждый производитель электродов указывает, как и при какой температуре их следует прокаливать. Также следует запомнить, что прокаливать электроды можно только определенное количество раз, как правило, допускается не более 3-х прогревов.
Почему электроды прилипают

Залипание электрода — распространенная проблема, с которой сталкиваются как новички, так и опытные сварщики. В этой статье будут рассмотрены причины возникновения этого явления и способы его устранения, а также что делать если электрод прилипает к металлу при сварке инвертором.
Среднее время прочтения: 5 минут.
Содержание
Причины залипания электрода при сварке инвертором:
Существует несколько причин почему электрод может прилипать во время сварки. Рассмотрим основные из них.
1. Отсыревшие электроды
Сварочный электрод состоит из металлического стержня и обмазки, которая подвержена воздействию влаги. Соответственно, при хранении без должной упаковки или в местах с повышенной влажностью электроды отсыревают и теряют свои качественные характеристики, что в конечном итоге приводит к залипанию.
2. Неправильный выбор электрода
Неправильный выбор электрода также приводит к залипанию. Сварочные электроды разделяются по типу покрытий. У каждого типа своя область применения и преимущества. Некоторые электроды работают только на постоянном токе, другие работают как на переменном, так и на постоянном. Также обязательно проследите на какой полярности они сваривают и какая стоит на аппарате (электрод на "плюс" или на "минус").
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. В таких случаях как правило снижают силу тока, опасаясь прожечь тонкий металл и занижают минимальный предел силы тока для нормального горения данного электрода.
3. Некачественные электроды
Сейчас на рынке сварочных материалов представлен широкий ассортимент электродов различной ценовой категории от разных производителей. Но не стоит гнаться за дешевизной или громким брендом. Главный критерий при выборе сварочных материалов — наличие необходимой документации на эти материалы. Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
4. Низкий сварочный ток
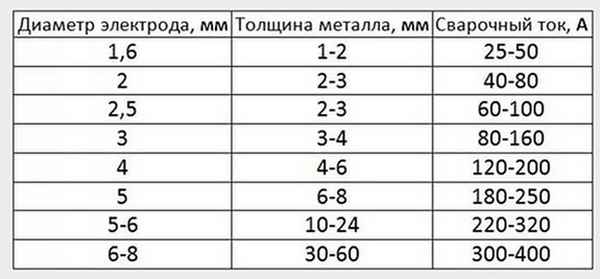
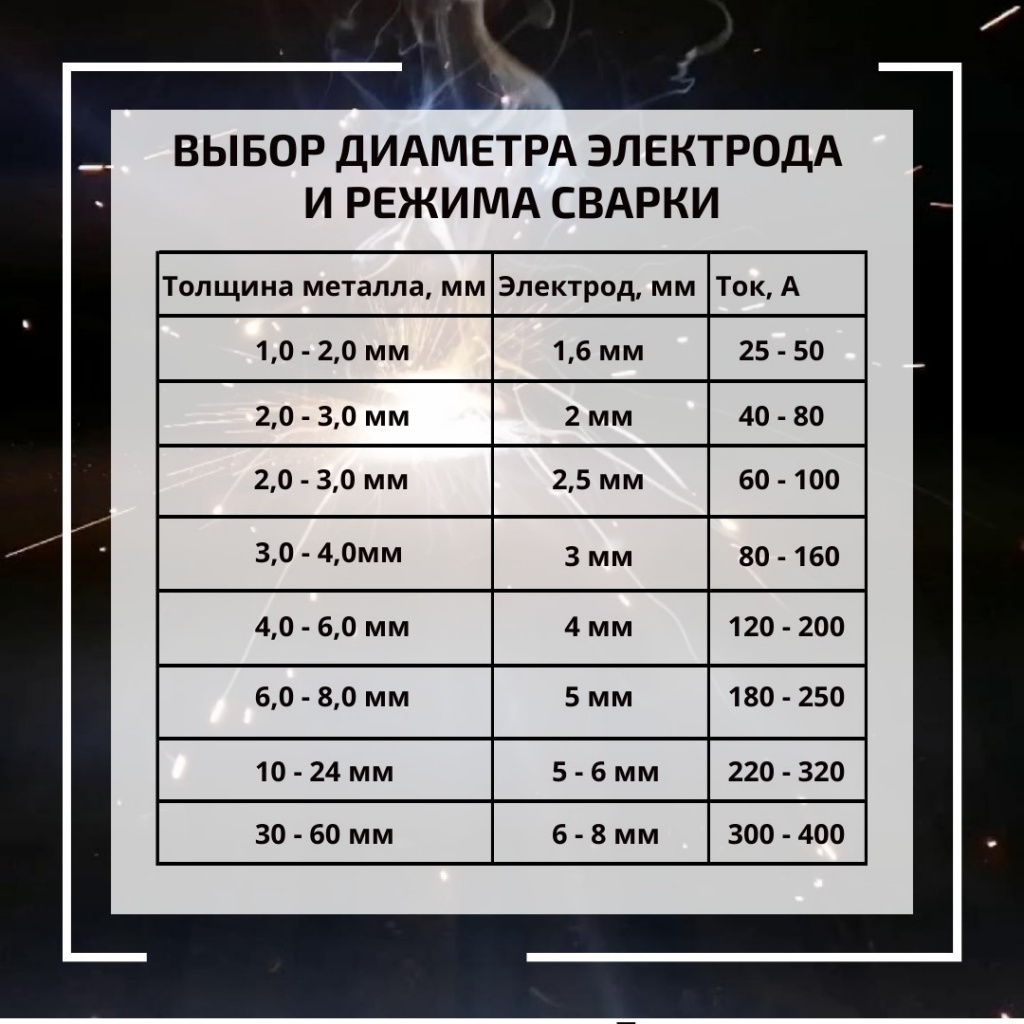
Настройка сварочного тока напрямую зависит от толщины свариваемого металла, диаметра электрода и положения сварки. То есть, если ток низкий, его силы достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги. Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
5. Неверный способ поджигания дуги
Неверная техника поджига дуги также приводит к залипанию. Начинающие сварщики во время работы зачастую постукивают кончиком электрода по свариваемой поверхности, что приводит к короткому замыканию с моментальным нагревом металла, в результате которого и происходит залипание.
6. Короткая дуга
Длина дуги — не что иное, как расстояние между кончиком электрода и поверхностью свариваемого металла. Если поднести электрод слишком близко к заготовке, то он приклеится к металлу. Точно так же, если вы отведете электрод слишком далеко, ваша дуга погаснет. Поэтому, чрезвычайно важно поддерживать оптимальную длину дуги.
7. Плохо очищенная металлическая поверхность
Если поверхность свариваемого металла ржавая или грязная, зажигать дугу становится сложно. Во время работ дуга может начать гаснуть, а с электрода начнет отпадать обмазка. Дальнейшие действия приведут к залипанию кончика стержня.

Советы по предотвращению прилипания сварочного электрода к металлу:
Мы обсудили причины, по которым происходит залипание электрода при сварке. Теперь поговорим о том, как этого не допустить.
1. Выбирайте соответствующие настройки
Убедитесь, что параметры силы тока соответствуют используемым электродам и толщине металла. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
2. Держите электрод и поверхность в чистоте
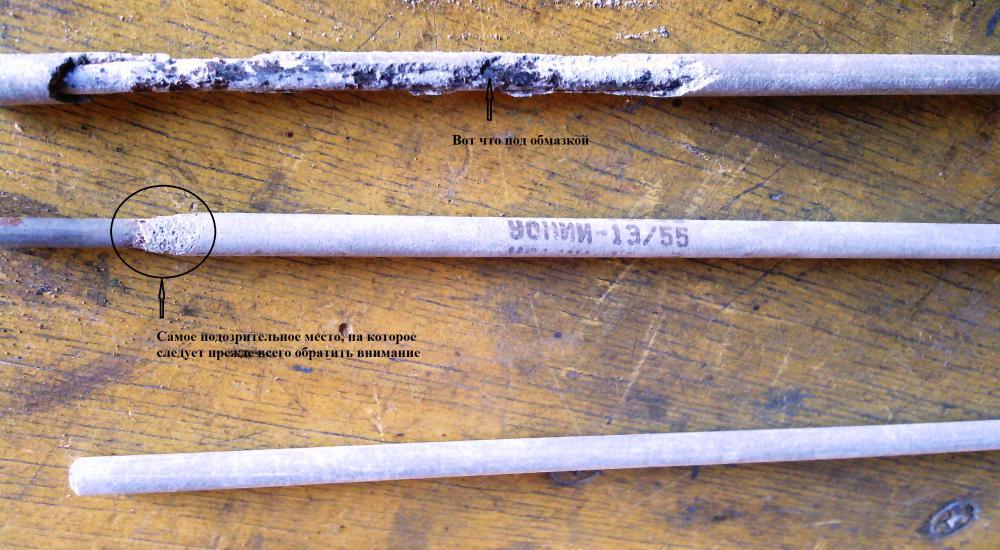
Перед началом работ убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Не забудьте перед сваркой удалить с поверхности металла ржавчину, влагу, масло и другие загрязнения.

3. Следуйте правильной технике зажигания дуги
Оптимальным способом зажигания дуги принято считать метод «чирканья». Суть в том, чтобы вести электрод как спичку по коробку. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует наклонить электрод назад под углом в 15 градусов и вести шов по намеченной линии.
4. Используйте соответствующую длину дуги
Как только удалось стабилизировать дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держать электрод на небольшом расстоянии, но не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.

5. Храните электроды в сухом месте
Как говорилось выше, на срок службы электродов влияет не только качество, но и грамотное их хранение. Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой.
Если влага все-таки попала поверхность электрода, то необходима тщательная просушка или прокалка в соответствии с рекомендациями, указанными на упаковке.
Вывод
Правильно подбирайте диаметр электрода и силу тока в зависимости от толщины свариваемого металла. Зачищайте соединяемые поверхности. Соблюдайте условия хранения и прокалки. Используйте для поджига метод «чирканья» и держите оптимальную длину дуги.
Не экономьте при покупке сварочного аппарата. Идеальным вариантом станет оборудование с дополнительными функциями «Hot start» и «AntiStick». «Горячий старт» обеспечит увеличение сварочного тока в момент поджига дуги, а «Антизалипание» автоматически снижает ток при залипании. Но помните, инвертор с данными функциями позволит избежать большинства причин залипания, но не сможет полностью исключить его. А о том как выбрать электроды для сварки читайте здесь.
Читайте также: