Регулировка для сварочного аппарата
Обновлено: 17.05.2024
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.
Параметры настроек
Работу сварочных полуавтоматов описывают четыре технические характеристики:
- напряжение дуги – изменение этого параметра влияет на значение силы тока;
- сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
- расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.
Эти четыре параметра определяют направления, по которым необходимо настроить оборудование для того или иного материала. Важно понимать, что отладка не может сохраняться долгое время в силу следующих наиболее частых причин:
- незначительный ремонт оборудования, установка новых комплектующих;
- изменение химического состава газовой смеси, применяемой как защитная среда;
- перепады и скачки напряжения электрического тока, питающего аппарат;
- использование присадочной проволоки другой марки и/или с иным составом.
Даже в ряду родственных моделей одного и того же производителя нередко наблюдаются существенные различия в заводских настройках. Подобные расхождения бывают и у разных приборов с идентичными заявленными характеристиками. Чтобы научиться регулировать сварочные полуавтоматы под конкретные задачи, необходимо привыкнуть к особенностям функционирования оборудования и выявить в нем закономерности и причинно-следственные связи.
Рекомендации по настройке
Четыре рабочих характеристики оборудования намечают пять направлений его регулировки: защитная газовая смесь, напряжение, полярность, скорость подачи и вылет проволоки. Рассмотрим каждый аспект более подробно.
Подбор газовой смеси
Для защиты соединяемых деталей и оборудования от высоких температур и искр в зону сварки нагнетают газовую смесь или какой-то чистый газ. Для сварочных полуавтоматов используют два вещества: углекислый газ (диоксид углерода) и инертный материал аргон. Возможно четыре варианта их комбинации для разных сплавов и качества шва:
- Чистый углекислый газ – подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.
- Первая смесь обоих газов – на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты. Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
- Вторая смесь обоих газов – на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды – сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.
Чистый аргон – применяется для соединения деталей из алюминия, меди, сплавов на их основе, а также вообще для работы с цветными металлами. Обеспечивает почти полное отсутствие искр, а шов выходит тонким, ровным, чистым и красивым.
Чем больше в составе защитной среды аргона, тем аккуратнее, чище и тоньше получается соединение. Углекислый газ дает довольно грубое соединение и не подходит для тонких металлических листов, мелких деталей и цветных металлов. Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.
Настройка напряжения
Настраивать этот параметр необходимо с учетом требуемой глубины провара, а также толщины соединяемых листов или размеров деталей. Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Регулировка вольтажа носит ступенчатый характер. Большинство современных аппаратов позволяют установить необходимый для работы вольтаж в два этапа.
- Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы отмечены цифрами «1» и «2».
- Далее в рамках каждого из этих режимов можно выбрать между минимальным и максимальным уровнем напряжения. За это отвечает второй переключатель.
В результате получается четыре варианта вольтажа. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Настройка скорости подачи проволоки
Регулировать этот параметр следует после выбора напряжения электрического тока. Эта очередность связана с тем, что скорость подачи определяет скорость плавления, которая одновременно зависит от вольтажа. Когда присадочная нить начинает плавиться, скорость ее продвижения снижается. Если этот параметр окажется ниже или выше соответствующего ему вольтажа, качество соединения сильно снизится:
- Если присадочная нить будет подаваться слишком быстро, то при контакте с металлом она начет деформироваться прежде, чем успеет расплавиться. Она также будет липнуть к обрабатываемой поверхности, обильно искря и брызгая. Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
- При слишком медленной подаче проволока рискует сгореть, так и не успев расплавиться. При этом забивается наконечник горелки. Если же присадочная нить все-таки начала плавиться, это не гарантирует качественной работы. При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
Настраивать скорость подачи присадочного материала приходится чаще, чем другие характеристики оборудования. После каждой смены напряжения и замены на другую присадочную нить прежние настройки сбиваются, и их нужно регулировать заново. Современные модели часто облегчают этот аспект благодаря опции автоматической настройки.
Количественное выражение взаимосвязи настроек и результата отражено в таблице:

Регулировка полярности
Этот параметр сварочных полуавтоматов настроить проще всего. На корпусе обычно помещают таблицу, в которой указано, для какого металла или сплава более предпочтительна прямая, а для какого – обратная полярность. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
Выбор зависит от конструктивных типов присадочной проволоки. На сегодня их два:
- Простая. Это омедненная цельная нить, при работе с которой всегда используют защитный газ. Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков.
- С флюсом. Это добавка в центре проволоки, при ее плавлении образующая защитный газ, поэтому внешняя среда из аргона или углекислоты не требуется, как и тщательная очистка поверхности – незначительные загрязнение не помешают. С таким припоем можно работать даже на улице в ветреную погоду, но брызг и искр будет очень много. По шву образуется много шлака, который нужно счищать.
Простая медная нить – это всегда обратная полярность и подключение к плюсовой клемме. Отрицательный заряд при этом подается на свариваемый материал. Присадочная нить с флюсом требует прямой полярности и соединения через минусовой разъем. При этом свариваемую деталь соединяют с клеммой с положительным зарядом. Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Настройка вылета проволоки
Вылетом называют расстояние между концом наконечника и концом самой проволоки, то есть часть ее длины, на которую она выдвинута из наконечника. Если отрегулировать этот параметр правильно, получится избежать обильных брызг, коробления свариваемого материала, его прожига и недостаточного провара. Выпуском считается расстояние от сопла горелки до проволочного торца. При малых диаметрах выпуск и вылет равны друг друга, при увеличении толщины нити выпуск уменьшается на 1-10 мм.
На практике применяют три основных варианта вылета в зависимости от конструкции газового сопла и применяемой защитной среды:
- В общем случае выпуск должен быть как можно меньше – порядка 0,6-1,0 см. Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
- При использовании в качестве защитной среды чистого аргона вылет присадочной нити может превышать 1 см. Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм.
- Если наконечник газового сопла углублен внутрь его корпуса, то слишком короткий вылет не обеспечит нормального плавления. Поэтому чем сильнее наконечник утоплен в корпусе горелки, тем больше должно быть значение выпуска.
Чем толще проволока, тем меньше должен быть вылет, иначе в зоне сварки ее окажется больше, чем сварочный полуавтомат способен обработать. И если короткий выпуск просто не позволяет сформировать наплав и сварной шов или не обеспечит нужной глубины провара и прочности шва, то слишком длинный создает избыток припоя, что приведет к прожиганию и короблению металла, обильным брызгам и искрению.
Взаимосвязь вылета, выпуска, диаметра и расхода газа отражены в таблице:

Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
- Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
- При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
- Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
- При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
- Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.
- При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.
- Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.

Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава – результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:

Приобретение сварочных полуавтоматов
Перечисленные выше рекомендации по настройке в равной степени справедливы для сварочных полуавтоматов любой торговой марки, модели и модификации. То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
В каталоге компании «Строительные ресурсы» представлен широкий выбор сварочных полуавтоматов для соединения всех основных рабочих сплавов: железных, алюминиевых, медных. Это удобные инверторные моноблоки отечественной марки «Сварог», которая не уступает по техническим характеристикам аналогичному оборудованию зарубежных брендов «Аврора» (китайское производство) или «Ресанта» (латвийская компания).
Как настроить сварочный полуавтомат: Правильно выбираем параметры и функции
Эта статья поможет исключить ошибки в настройке сварочных устройств и укажет начинающим сварщикам нужное направление. Все значения носят рекомендательный характер, поэтому их не нужно воспринимать слишком буквально. У каждого сварочного полуавтомата свои характеристики и особенности. Также на необходимые настройки сварочника влияют внешние факторы: толщина деталей и их положение в пространстве, конфигурация стыка и т. д. Поэтому отталкивайтесь от своей конкретной ситуации и экспериментируйте.
Регулируемые параметры полуавтоматических сварочников

Как настроить сварочный полуавтомат ? Устройства позволяют регулировать подачу проволоки, силу тока, напряжение дуги, поток защитного газа. Помните, что при неудачном балансе между всеми четырьмя параметрами невозможно обеспечить не только нужную форму шва, но и необходимую глубину провара. Одним из индикаторов того, что настройка сварочного аппарата была выполнена успешно, является размер застывшего шарика на конце присадочного материала – он должен быть небольшим.

Напряжение

Величина в сварочных агрегатах может устанавливаться ступенчато или плавно, с помощью механических или цифровых регуляторов. Она зависит от толщины свариваемых заготовок и диаметра сварочной проволоки.
- недостаточное значение параметра приведет к получению чересчур узкого и высокого шва с плохим проваром;
- слишком большое значение способствует формированию чрезмерно широкого шва, возможностью прожига и приварки проволоки к контактному наконечнику.
Некоторые полуавтоматы имеют уже размещенную таблицу с рекомендуемыми значениями. Самым удобным местом для этого является внутренняя сторона крышки, закрывающая катушку с присадочным материалом. Немало подобных таблиц также можно отыскать в интернете.
Скорость подачи проволоки / сила тока

Данный параметр меняют вслед за изменением напряжения или сменой диаметра/марки расходного материала. Следует отметить, что в дорогостоящих полуавтоматах может встречаться автоматическая регулировка скорости движения присадки вместе с изменением напряжения (синергетический режим SYN).
Регулируя подачу расходника в сварочных полуавтоматах, вы также автоматически изменяете силу тока, поскольку ток и скорость взаимосвязаны. Чем быстрее движется расходный материал, тем более высокая сила сварочного тока должна прилагаться. Соответственно, возрастает и температураный режим электросварки.
- слишком высокое значение приведет к тому, что проволока будет не успевать расплавляться и к большому количеству брызг;
- чересчур низкая скорость подачи проволоки приведет к ее расплавлению задолго до прикосновения с деталью, что будет способствовать не только засорению сопла, но и увеличит риск просадок и разрыва шва.
Поток защитного газа

В каждом полуавтомате предусмотрен разъем для соединения с баллоном через газовый шланг. Удастся осуществлять правильный контроль подачи газа, если баллон будет снабжен редуктором с двумя шкалами: давление в МПа или барах (манометр), расход в л/мин (расходометр). Также предусмотрены ротаметры, часто использующиеся на промышленных линиях сварки. Это измерительные приборы, показывающие быстроту расхода вещества путем поднятия поплавка. Они представляют собой прозрачные вертикальные емкости конической формы. Настройка полуавтомата с использованием подобных приспособлений будет более точной.
На баллоне, предназначенном для использования при сварочных работах, можно увидеть два разных вентиля. С помощью первого (на самом баллоне) газ высвобождается из емкости, а с помощью второго регулируется быстрота подачи вещества. Вентиль на баллоне откручивается против часовой стрелки, а регулятор расхода газа – в обратном направлении. Оптимальное значение должно быть около 7-10 л/мин. Эквивалент на манометре – 1-2 кг/см².
Если так получилось, что у вас нет необходимых измерительных приборов, все еще есть возможность измерить величину расхода газовой смеси, правда это не очень удобно. Возьмите обычный резиновый воздушный шарик и наденьте его на горелку, чтобы он надувался после нажатия на курок. Он должен полностью надуваться за 30 секунд – это и будет примерно 7-10 л/мин. Чтобы шарик не проткнула присадка, откройте крышку полуавтомата для сварки и переведите расходник в недвижимое состояние с помощью соответствующего рычага.
О недостаточной подаче защитного вещества свидетельствует образование пор в соединении. Явление обуславливается тем, что в сварочную ванну из-за недостатка защиты просачивается воздух из окружающей среды. Различные элементы, находящиеся в воздушных массах, контактируют со свариваемым металлом, вступая с ним в химическую реакцию.
Чрезмерный расход полуавтоматом газа из баллона, в свою очередь, вряд ли можно определить на глаз. Проще экспериментировать на тестовых металлических болванках, начав с минимального объема вещества в минуту. Можно будет прекратить повышать значение, как только добьетесь исчезновения пор. С другой стороны, специалисты с большим опытом в сварочном деле после десятков часов работы с одним и тем же полуавтоматом умеют определять быстроту газового потока на слух.
Что касается выбора газовой смеси, то он зависит от свойств металла заготовок и необходимого качества исполнения шва:
углекислый газ – обеспечивает глубокий провар, но из-за грубого шва и большого количества брызг не подходит для соединения тонколистных заготовок;
В некоторых материалах найдутся другие рекомендации по выбору: смесь углекислоты с аргоном в соотношении 3:1. Такую пропорцию стоит опробовать для сварки тонких листов металла. Она гарантирует получение шва малой толщины и обеспечит минимальное количество брызг.
- сочетание 98% аргона и 2% углекислоты (или 92% аргона и 8% углекислоты) – для работы с нержавеющей сталью.
Следует помнить, что газовая сварка полуавтоматом неэффективна на открытом пространстве в слишком ветреную погоду и в помещениях с сильным сквозняком. В подобных условиях поток защитного вещества крайне нестабилен, что ведет к повышению риска обрывания пор в структуре шва (вне зависимости от настроенной подачи). В таких случаях лучшим выбором будет флюсовая самозащитная сварочная проволока.
Подбор полярности при полуавтоматическом сваривании

Факт того, подключен электрод к «плюсовому» или «минусовому» разъему, также в значительной степени влияет на процесс сварки полуавтоматом. Есть два сценария:
1. Прямая полярность – горелка подключается к «минусу». Используется при безгазовой электросварке деталей проволокой с флюсом. Режим прямой полярности отличается тем, что максимальная температура приходится не на зону сварки, а на расходный материал. В итоге флюс плавится в 1,5 раза быстрее, поэтому срабатывает именно тем образом, который необходим. Однако дуга становится менее стабильной и на выходе получается обилие шлака.
2. Обратная полярность – горелку подключают на «плюс». Применяется при использовании сплошной сварочной проволоки.
Если применить в сварочном устройстве неправильную полярность для определенного вида расходника, это не самым лучшим образом скажется на прочности получившегося соединения. Также некорректный режим сварки может привести к увеличению количества брызг, уменьшению глубины провара, худшему управлению дугой.
Вылет проволоки

- если используется углекислота или смеси, то разумно держать расстояние в диапазоне 6-10 мм;
- не делайте вылет слишком значительным, так как это ослабляет дугу;
- чем меньше вылет, тем более стабильна дуга и лучше проплавление, даже с не очень большим напряжением;
- сваривание под флюсом требует более длинного вылета, чем обычно (это необходимо для увеличения температуры плавления).
Как вы видите, лучший результат электросварки получится, если вылет расходника в полуавтомате будет как можно более коротким, но не меньше критического значения. Это обусловлено тем, что при отдалении сопла от зоны сваривания уменьшается эффективность газовой защиты.
Обратите внимание! Не путайте вылет и выпуск проволоки. В отличие от первого, выпуск – расстояние от сопла горелки до торцевой части присадочного материала.
Следует учитывать также еще одну регулировку – степень утопленности наконечника горелки внутрь сопла или, наоборот, ее выдвижения наружу. Чем глубже посажен наконечник, тем длиннее нужно делать вылет. Некоторые полуавтоматы для сварки поддерживают изменение расположения наконечника горелки относительно сопла в определенном диапазоне.
Каким именно должен быть вылет и выпуск, также можно определить, исходя из диаметра проволоки. Следует ориентироваться на рекомендуемые в таблице значения:

Неправильное расположение элементов горелки может привести к избыточным брызгам, недостаточному провару, короблению, сквозному прожигу.
Как настроить сварочник для сварки алюминия?

Из-за своих химических свойств алюминиевые детали труднее поддаются соединению электрической дугой. Однако, если следовать всем советам, можно добиться желаемого результата.
- Варить нужно на обратной полярности. Это приведет к более эффективному разрушению оксидной пленки.
- Механизм, подающий расходный материал, оснащается четырьмя роликами (в профессиональных аппаратах). Металл мягкий, поэтому стремится к сминанию. Также надо учесть, что потребуются гладкие ролики в форме буквы U, не имеющие насечек.
- Диаметр проволоки следует подбирать меньший, чем у наконечника для сварки алюминия, так как при нагреве металл очень быстро расширяется.
- Горелка должна обладать тефлоновым каналом для подачи проволоки для минимизации трения расходника.
Правильная настройка сварочного полуавтомата для сварки алюминия также включает бережное затягивание ручки подающего механизма. Сделайте это плотно, но не до упора, чтобы алюминиевая проволока не деформировалась.
Уроки сварки: сварка полуавтоматом для начинающих
Сварка полуавтоматом – это разновидность электродуговой сварки. В качестве присадочного материала используется сварочная проволока, а защита зоны сварки от атмосферного воздействия происходит подачей сварочного защитного газа. Специальный подающий механизм полуавтомата автоматически подает в зону сварки сварочную проволоку, а перемещение сварочной горелки при сварке производит с необходимой скоростью сварщик.
- Мастерство и опыт сварщика
- Качество и функциональность сварочного полуавтомата и его настройки
- Качество расходных материалов
В данной статье мы и рассмотрим все эти наиболее важные моменты, чтобы сварка полуавтоматом для начинающих стала намного понятнее.

- Высокое качество шва при сварке в защитных газах и отсутствие шлаковой корки
- Более высокая скорость проведения сварочных работ и производительность
- Возможность сварки изделий с малыми толщинами до 1 мм
- Благодаря высокой скорости сварки, происходит умеренное термическое воздействие на материал и меньшее коробление изделий
- Возможность проведения работ во всех пространственных положениях
- Возможность выполнения, как протяженных сварочных швов, так и прихваток
- Научиться работать сварочным полуавтоматом намного проще, чем сваркой штучными электродами, поэтому данную технологию можно рекомендовать новичку
- Относительная сложность настройки полуавтомата
- Оборудование имеет ограничения по мобильности
- Значительная стоимость оборудования и расходных материалов
Выбор полуавтомата для новичка
Современное предложение полуавтоматов на рынке достаточно велико и разобраться в этом разнообразии достаточно сложно. На какие характеристики стоит обратить внимание при выборе сварочного полуавтомата?
Основные характеристики, конструктивные решения и функционал сварочных полуавтоматов в порядке приоритета выбора приведены ниже:
Если сварочный источник приобретается не только для режима MIG/MAG-сварки, но и для проварки толстых заготовок и габаритных изделий или качественной сварки нержавейки, то стоит обратить внимание на универсальные сварочные полуавтоматы . Такие источники дополнительно могут иметь еще один или два режима работы: ММА- и TIG-сварку.

Сварочный ток определяет возможности по сварке изделий различной толщины. Например, для сварки стального профиля толщиной 1…2 мм вполне достаточно аппарата с max сварочным током 160А. Если материал имеет толщину 2…4 мм, то рекомендуем выбрать аппарат с max сварочным током 200А. Аппараты с большими значения сварочного тока уже требуют подключения к промышленной сети 380В.
Для работы дома, в гараже, небольшой мастерской можно выбрать полуавтомат с ПВ40%, для интенсивной и профессиональной работы требуются источники с ПВ60% и выше.
На заметку! Для повышения ПВ% полуавтомата рекомендуется приобретать сварочный аппарат с большим запасом по сварочному току. Например, аппарат с max сварочным током 200А будет более продолжительно работать и обеспечивать ПВ% значительно выше, чем заявлено, на сварочном рабочем токе в 100А.
- Настройка скорости подачи сварочной проволоки, которая напрямую связана со сварочным током. Чем больше скорость подачи, тем больше сварочный ток
- Настройка напряжения сварочной дуги
Синергетический режим или синергетика – это упрощенная настройка полуавтомата, путем установки/задания определенной сварочной программы. Задавая или выбирая значения диаметра сварочной проволоки, материала и защитного газа полуавтомат автоматически подбирает параметры скорости подачи сварочной проволоки/сварочного тока, А и напряжения сварочной дуги, В.

В случае корректировки скорости подачи, в большую или меньшую сторону, сварочная программа также автоматически производит корректировку напряжения. Напряжение дуги, если это требуется, можно корректировать отдельно. Таким образом, полуавтомат с синергетическим управлением будет актуален для новичков и пользователей с небольшим опытом работы с данным оборудованием.
Помимо основных базовых настроек полуавтомата по скорости подачи проволоки/сварочного тока и напряжения, в зависимости от профессионального уровня оборудования и уровня бренда, сварочный источник может иметь или не иметь ниже перечисленные дополнительные настройки и режимы.
- Переключение полярности горелки – для сварки в защитных газах или флюсовой самозащитной проволокой
- Кнопка бестоковой заправки проволоки и проверка продувки газа: для удобной и безопасной подготовки и настройки оборудования;
- Регулировка индуктивности позволяет более точно настроить «мягкую» или «жесткую» сварочную дугу, которая влияет на глубину провара и форму сварного валика;
- Выбор защитного газа (СО2 – углекислота или СО2+Ar – сварочная смесь) обеспечивает более точную и адаптивную настройку полуавтомата под сварочный процесс;
- 2/4 STEP – 2-х или 4-х тактный режим работы сварочной горелки – для удобства выполнения протяженных швов или точечной сварки;
- SPOT-режим – для выставления времени горения дуги для работы в режиме прихваток/ сварочных точек;
- Pre/Post flow – настройка подачи защитного газа по времени до начала и после завершения сварки – для улучшения защитной газовой среды;
- Soft start («мягкий» старт) – плавное нарастание скорости подачи проволоки обеспечивает удобство и качество начала сварочных работ;
- Burn back (отжиг проволоки) – предотвращает приварку проволоки к изделию или контактному наконечнику после завершения сварки;
- PULSE/ DUAL PULSE/ EASY PULSE (импульный режим/ двойной импульс/ упрощенный режим настройки импульсного режима) – режимы, которые применяются для улучшения качества сварного шва/ для уменьшения разбрызгивания металла.
Стоит отметить, что необходимо разумно и обдуманно подходить к выбору данного функционала и режимов работы полуавтомата. Во-первых, необходимо знать и уметь настраивать и работать в этих режимах, а во-вторых каждая функциональная возможность реализованная в оборудовании повышает его стоимость.
Большинство однофазных полуавтоматов оснащены двухроликовыми механизмами протяжки проволоки. Для работы проволокой 0,8…1,0 мм и горелкой длиной 3 м такой конструктив будет оптимальным. Но для работы по алюминию, большими диаметрами сварочной проволоки, 4 или 5 метровыми горелками для стабильности и равномерности подачи проволоки лучше применять полуавтоматы с четырехроликовыми механизмами подачи.

- Лучше, если горелка будет съемной;
- Качественный термоустойчивый пластик ручки;
- Высокие эргономические характеристики ручки и разгружающий запястье шарнир подвода шланг-пакета;
- Качественные расходные материалы (газовое сопло, контактный наконечник и адаптер) и их надежное крепление и центрирование на сварочном гусаке.
Выбор сварочной проволоки и ее заправка

Сварочная проволока по диаметру и марке подбирается в зависимости от материала и толщины свариваемых заготовок.
Проволока диаметром 0,8 мм наиболее популярна и чаще всего используется на однофазных аппаратах. Она наиболее универсальна и применима для стальных заготовок 0,8…3 мм.
- Для низкоуглеродистых и низколегированных сталей;
- Для нержавеющих сталей;
- Для алюминия и алюминиевых сплавов.
В полуавтоматах для сварки с защитным газом используется сплошная сварочная проволока, а для сварки без газа – самозащитная флюсовая проволока (см. рис.1.).
Важная рекомендация! При работе самозащитной флюсовой проволокой без защитных газов полуавтомат должен иметь возможность изменения подключения сварочной горелки на прямую полярность (горелка на «-», а зажим заземления на «+»).
Стоит предупредить всех, кого интересует сварка полуавтоматом для начинающих, что при работе флюсовой самозащитной проволокой есть свои плюсы и минусы.
Рисунок 1. Флюсовая сварочная проволока

- Отсутствие громоздких баллонов с защитным газом, что повышает мобильность;
- Возможность сварки на улице и сквозняках.
- Высокая стоимость;
- Низкое качество сварного шва (рекомендована для неответственных конструкций);
- Необходимость отделять шлаковую корочку.
- D 100 мм (~ 1 кг);
- D 200 мм (~ 5 кг);
- D 300 мм (~ 15 кг).

Заправка сварочной проволоки осуществляется в соответствии с рекомендациями, изложенными в инструкции по эксплуатации:
1. Подключить съемную горелку на полуавтомат
2. Снять газовое сопло и контактный наконечник
3. Установить катушку на кронштейн и создать условие затяжкой резьбы, чтобы она свободно не раскручивалась
4. Канавки на подающем ролике должны соответствовать диаметру устанавливаемой сварочной проволоки
5. Обеспечить заправку сварочной проволоки в подающий механизм с минимальным перегибом и необходимым прижатием (указывается либо в инструкции по эксплуатации, либо на механизме затяжки)

6. Используя кнопку бестоковой заправки, обеспечить протяжку проволоки и выхода ее из адаптера на гусаке
Важное замечание! Контактный наконечник должен соответствовать диаметру устанавливаемой проволоки! Например, если диаметр сварочной проволоки 0,8 мм, то и контактный наконечник должен быть с отверстием диаметром 0,8 мм!
Выбор защитного газа и настройка подачи
При работе полуавтомата сплошной сварочной проволокой применяется защитный газ. Защитный газ под давлением по шланг-пакету через сопло подается в зону сварки для предотвращения окисления расплавленного металла и стабилизации процесса горения дуги.
- Активные;
- Инертные;
- Смеси активных и инертных газов в разных соотношениях.
Для улучшения технологических свойств защитной среды, уменьшению разбрызгивания, лучшего формирования сварного шва применяют смеси активного и инертного газа в определенной пропорции (Аr + СO2). Для сварки низкоуглеродистой и низколегированной сталей применяют следующие смеси: 80% Аr + 20% СO2 или 78% Аr + 22% СO2 . Для сварки высоколегированных и нержавеющих сталей могут применяться специализированные сварочные смеси: 90% Аr + 2% СO2 или 92% Аr + 8% СO2 .
Рекомендация! Для получения качественных сварных швов рекомендуется работать со сварочными защитными смесями. Как правило, сварочные защитные активные газы и смеси приобретаются готовыми в баллонах в специализированных организациях. Баллоны для сварочных смесей можно приобрести разного объема: 5, 10, 40 или 50 л.
Для подключения баллона со сварочным защитным газом к полуавтомату потребуется редуктор для защитных газов. Расход газа при работе однофазным полуавтоматом сварочной проволокой диаметром 0,8 мм и сварочном токе 100А выставляют порядка 8…12 л/мин. Меньший выставленный расход приведет к ухудшению защитных свойств газовой среды, а больший - к неоправданному повышенному расходу газа и возможному «подсосу» воздуха в зону сварки и окислению сварного шва.
Рекомендация! Для выставления необходимого расхода газа на редукторе, необходимо воспользоваться кнопкой продувки газа на панели управления.
Настройка режимов работы полуавтомата
Как мы уже разбирали, настройка полуавтомата достаточно сложный процесс, который требует практического опыта работы с данными технологиями и оборудованием. Необходимо учесть большое количество факторов, такие как толщина и материал заготовок, вид сварного соединения, диаметр сварочной проволоки, защитный газ, пространственное положение сварного шва, температура окружающей среды и т.д..

Настройка полуавтомата начинается с выбора режима по скорости подачи сварочной проволоки и сварочному току. Это две взаимозависимые величины: чем выше скорость подачи, тем больше сварочный ток. Для начала настройки можно обратиться к общим рекомендациям (см. табл. 1.) и затем более точно откорректировать программу сварки.
Таблица 1. Ориентировочные режимы сварки для углеродистых сталей
Диаметр сварочной проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Определить несоответствие скорости подачи проволоки/сварочного тока достаточно просто. Если скорость слишком высокая, то сварочный валик будет слишком высокий, со значительным наплавлением, а также возможны сдвиги металла на сварном шве. Если скорость слишком низкая, то сварной шов теряет правильную форму, становится прерывистый, «проседает» и появляются волнистые углубления.
Скорость подачи должна быть такой, чтобы сварщик мог полностью контролировать процесс плавления металла в сварочной ванне.
Настройка напряжения дуги влияет на процесс нагрева и расплавления металла. Для больших толщин изделий выставляют большее значение напряжения дуги. О верном соответствии установленного напряжения можно судить по проплавлению металла и ширине дорожки цветов побежалости около сварного шва. Если металл прожигается насквозь и дорожка цветов побежалости значительно превышает ширину сварного шва, то необходимо уменьшить значение установленного напряжения.
Индуктивность сварочной дуги – это настройка, которая все чаще появляется в современных инверторных полуавтоматах и позволяет более тонко настроить сварочные параметры под конкретный сварочный процесс. Настройка индуктивности корректирует «жесткость» сварочной дуги. При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый. Для более глубокого проплавление выставляют большее значение индуктивности, дуга становится «жесткой».
Отличным решением для новичка будут полуавтоматы с режимом синергетики , который обеспечит качественную настройку параметров даже при минимальном опыте сварщика.
Рекомендация! Для получения навыка работы и настройки сварочных параметров полуавтомата рекомендуется потренироваться на стальной пластине формированию валиков сварного шва. Изменение основных параметров при настройке наглядно будет отражаться на форме сварного шва.
Техника сварки полуавтоматом

- Расстояние от сопла до изделия должно быть 8…12 мм
- Вести горелку необходимо углом вперед 45…60° (от себя)
Возможные ошибки в настройке и работе полуавтомата
Громкий «треск» при сварке может указывать на слишком малую скорость подачи сварочной проволки, также можно уменьшить выставленное значение регулировки индуктивности.
Сильное разбрызгивание металла может быть вызвано недостаточной газовой защитой. Также можно уменьшить значение настройки индуктивности. Применение качественной сварочной защитной смеси также снижает разбрызгивание металла.
Прожиги металла и непровары сварного шва можно устранить настройкой напряжения, а также регулировкой индуктивности.
Равномерность по ширине и высоте сварного шва связаны с корректной настройкой скорости подачи сварочной проволоки и техникой выполнения работ непосредственно сварщика.
Надеемся, что теперь сварка полуавтоматом для начинающих перестала быть чем-то из ряда вон выходящим. Пользуйтесь рекомендациями данной статьи, чтобы не допускать ошибок при использовании сварочного полуавтомата.
Регулятор тока для сварочного аппарата

ОБОРУДОВАНИЕ
Введение в схему аппарата регуляторов для сварки положительно влияет на работу оборудования. Однако каждое устройство имеет недостатки, которые необходимо изучить заранее.
Любое отклонение настроек агрегата от нормы негативно сказывается на качестве шва. Существуют регуляторы, меняющие силу тока, направление магнитного потока, напряжение.

Общая информация
Залог высокого качества шва – правильная настройка параметров электротока. Опытные сварщики работают с деталями разной толщины. При этом мало выставить стандартные значения минимума или максимума.
Требуется тонкая регулировка с точностью до ампера. Для этого в конструкцию аппарата включают дополнительное устройство. Его называют регулятором тока.
Как производится регулировка тока сварочного аппарата
Настройка параметров агрегата обеспечивает не только высокое качество шва, но и удобство выполнения работ. Регулировка дает возможность правильно выбрать тип и диаметр электрода для каждого случая.
Выбор режима работы меняют механически или автоматически.
Во втором случае нужны сложные симисторные или тиристорные схемы. При наличии таких компонентов ремонт аппарата вызывает затруднения, его можно выполнять только в условиях специальной мастерской.
Способы регулировки сварочного тока
Настраивать аппарат можно разными методами.
Самыми распространенными считаются:
- повышение индуктивной или резистивной нагрузки на обмотку агрегата;
- уменьшение или увеличение числа витков;
- перенаправление магнитного потока оборудования;
- введение полупроводниковых систем.
Вариантов реализации этих схем много. При самостоятельной сборке аппарата каждый сварщик выбирает регулирующее устройство по возможностям.
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
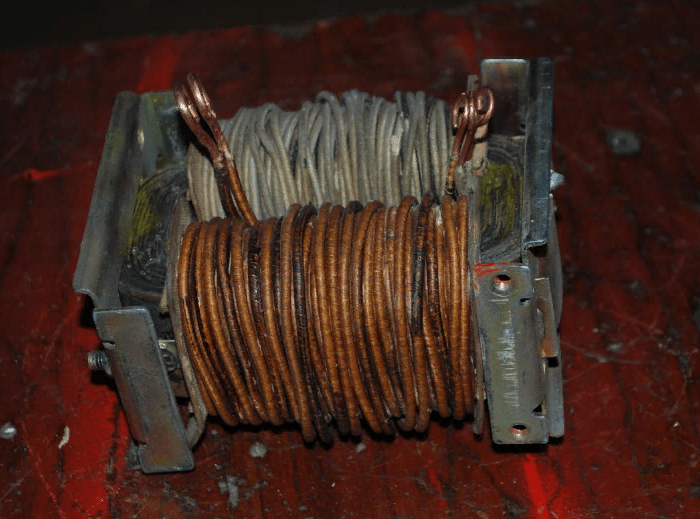
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
Изменение количества витков
Такой способ действует благодаря повышению или уменьшению показателя трансформации. Для этого используют вспомогательные отводы вторичной обмотки.
Переключение между элементами помогает менять рабочее напряжение, мощность дуги. Регулятор способен работать с высокими силами электротока. Недостатками считают сложность приобретения коммутатора с требуемыми характеристиками, малый диапазон настроек.
.jpg)
Изменение магнитного потока аппарата для сварки
Метод предназначен для работы с трансформаторными агрегатами. Меняя магнитный поток, увеличивают КПД аппарата. Это помогает регулировать значение тока.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
Прежде аппараты снабжались специальной рукояткой. При ее повороте обмотка поднималась либо опускалась. Этот метод устарел и сейчас почти не применяется.
Мощные полупроводниковые приборы
Создание устройств, рассчитанных на высокие напряжение и силу тока, помогло разработать усовершенствованные сварочные аппараты. Регуляторы меняют не только сопротивление.
Они позволяют влиять на значения электричества, улучшать характеристики дуги. В классическом сварочном трансформаторе применяют тиристорные регулирующие приборы.
.jpg)
Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
.jpg)
Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Лучшим вариантом считается нихромовая проволока. Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.

Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
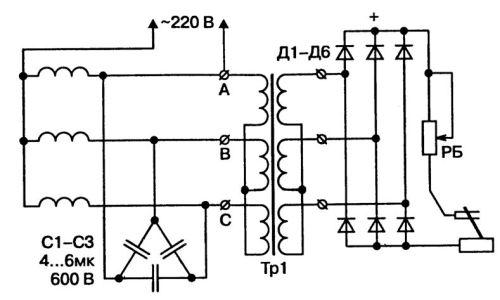
Схема тиристорного и симисторного регулятора тока
Такие элементы использовались в старых сварочных аппаратах. Их встраивали в первичную или вторичную обмотку трансформатора.
Принцип действия приборов таков:
- Управляющий элемент тиристора получает сигнал от регулятора. Это способствует открытию полупроводника. Диапазон длительности сигналов широк.
- Увеличение параметра способствует изменению времени начала полупериода электротока. Из-за этого его средняя сила снижается или повышается.
Главным недостатком схемы является увеличение времени нулевых значений. Дуга укорачивается, гаснет в процессе сварки. Для устранения такого эффекта в цепь включают дроссели.
.png)
Способы измерения сварочного тока
Для оценки рабочих параметров аппарата требуются специфические устройства, которые редко применяются в быту.
Токоизмерительные клещи
Самый простой измерительный инструмент. Встраивать его в электрическую цепь не нужно. Силу тока меряют на расстоянии, не касаясь провода. Разводящийся контур инструмента охватывает кабель.
На корпусе расположен переключатель диапазонов измерения, максимальное значение составляет 500 А. Клещи можно использовать в любой ситуации.
Инструмент не воздействует на электрическую цепь аппарата. Он подходит только для измерения переменного тока. В остальных случаях клещи бесполезны.

Амперметр
Встраивание этого прибора в электрическую цепь помогает получать более точные результаты измерений.
При подключении учитывают такие особенности:
- В цепь встраивают не само устройство, а его шунт. Стрелочный указатель подключают к резистору параллельно.
- Шунт имеет собственное сопротивление. Однако замерить его стандартным омметром не получится.
- Для каждого амперметра предназначен резистор своего сопротивления. Чаще всего устройства продаются в комплекте.
- Амперметр не должен реагировать на колебания, возникающие при изменении параметров тока. В противном случае стрелка будет хаотично двигаться при горении дуги.
Дополнительная информация
При сборке регулятора для сварочного агрегата стоит использовать тонкое текстолитовое основание. Это упрощает процесс монтажа. Все электронные компоненты, спирали и проводники нужно изолировать друг от друга.
В противном случае повышается вероятность короткого замыкания. При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.
Читайте также: