Регулируемый дроссель для сварки переменным током
Обновлено: 04.05.2024
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.

Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Расчет сечения проводов первичной обмотки трансформатора

Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
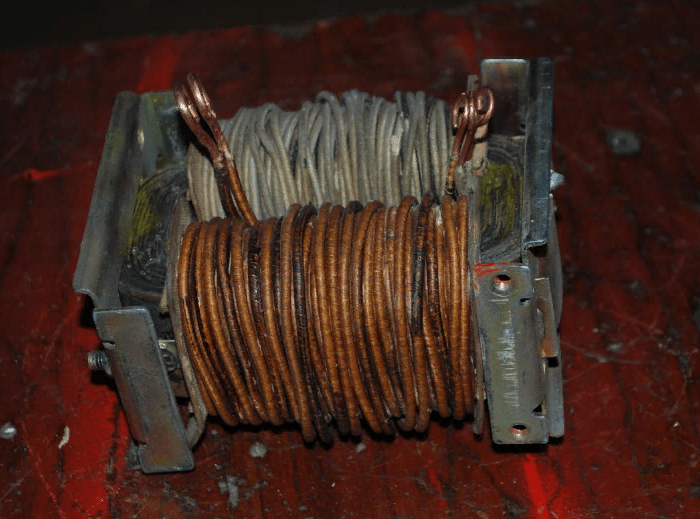
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Расчет сечения проводов вторичной обмотки трансформатора

Схема трансформатора с первичной и вторичной обмоткой.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм 2 . Для тока в 200 А сечение провода равно 40 мм 2 , то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
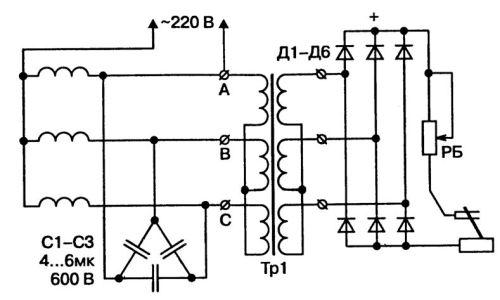
Выпрямитель для сварочного аппарата
Для сварки на постоянном токе к выходной обмотке трансформатора необходимо присоединить преобразователь переменного тока в постоянный. Такое устройство называют выпрямителем, поэтому и сварочный аппарат с этим устройством называют выпрямителем.
Верхний график представляет синусоидальное напряжение на выходе вторичной обмотки трансформатора. Горизонтальная ось t — это ось времени. Временной интервал между нулевыми значениями напряжения определяют периодом колебаний. Он состоит из положительного и отрицательного полупериодов.
Видно, что ток не постоянный, а пульсирующий. Уменьшить пульсацию можно только путем увеличения емкости конденсатора.
Для регулирования тока дуги дроссель необходимо включить между выходом трансформатора и точкой 3 выпрямителя.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.
- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.

Схема трансформатора в сборе.
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей. Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями. Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.
Как сделать дроссель и намотать его правильно?
Для намотки катушки дросселя можно воспользоваться магнитопроводом серии UI. В таблице 1 приведены размеры, соответствующие максимальным значениям параметров а и b.
| Наименование | a, мм | b, мм | c, мм | d, мм | e, мм | f, мм | h, мм | i, мм | k1, мм | k2, мм | Отверстия, мм |
| UI 90 | 90 | 120 | 90 | 30 | 30 | 30 | 7,8 | 60 | 15 | 105 | 4 |
| UI 120 | 120 | 160 | 120 | 40 | 40 | 40 | 11,0 | 80 | 20 | 140 | 4 |
Прежде чем делать намотку, необходимо изолировать ярмо. В процессе намотки ее направление не меняют. Очередной слой изолируют от предыдущего хлопчатобумажной изоляцией. Можно использовать стеклоткань или картон, предназначенный для изоляции. Изоляционную прокладку пропитывают бакелитовым лаком. Если при намотке делают выводы, то их следует сразу же маркировать.
Ступенчато регулировать ток сварочной дуги можно путем включения на выходе нагрузочного омического сопротивления в виде спирали из нихрома, с периодическими отводами. Однако этот метод неудобен из-за возможно большого нагрева нити (даже докрасна).
Для плавной регулировки создают подвижные обмотки трансформатора. Меняя расстояние между первичной и вторичной обмоткой, изменяют величину магнитного потока и, следовательно, сопротивление во вторичной обмотке трансформатора.
Но для сварочного аппарата, используемого в быту, наиболее подходящим является метод плавной регулировки с применением дросселя.
Сварочный дроссель
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.

Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока. Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги. В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
- Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается. А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку. Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер. Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях. Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно. Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока. То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI . Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
- Обязательно перед началом намотки производится изоляция ярма UI .
- Наматывать медный или алюминиевый провод можно только в одном направлении.
- Каждый намотанный на сердечник слой необходимо изолировать от последующего. Для чего может быть использована стеклоткань, специальная хлопчатобумажная изоляция или картон.
- Изоляционный слой необходимо обрабатывать бакелитовым лаком.
- Если устраивается ступенчатая регулировка тока, то выводы обмотки нужно обязательно маркировать. Это упростит в последующем подключение дросселя к сварочному аппарату, то есть, нужный вывод будет легко найти.
Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля. А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата. Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
Дроссель для сварочного аппарата своими руками
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?

Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48 V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.

Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение

В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления

Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка

Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Регулятор тока для сварочного аппарата

ОБОРУДОВАНИЕ
Введение в схему аппарата регуляторов для сварки положительно влияет на работу оборудования. Однако каждое устройство имеет недостатки, которые необходимо изучить заранее.
Любое отклонение настроек агрегата от нормы негативно сказывается на качестве шва. Существуют регуляторы, меняющие силу тока, направление магнитного потока, напряжение.

Общая информация
Залог высокого качества шва – правильная настройка параметров электротока. Опытные сварщики работают с деталями разной толщины. При этом мало выставить стандартные значения минимума или максимума.
Требуется тонкая регулировка с точностью до ампера. Для этого в конструкцию аппарата включают дополнительное устройство. Его называют регулятором тока.
Как производится регулировка тока сварочного аппарата
Настройка параметров агрегата обеспечивает не только высокое качество шва, но и удобство выполнения работ. Регулировка дает возможность правильно выбрать тип и диаметр электрода для каждого случая.
Выбор режима работы меняют механически или автоматически.
Во втором случае нужны сложные симисторные или тиристорные схемы. При наличии таких компонентов ремонт аппарата вызывает затруднения, его можно выполнять только в условиях специальной мастерской.
Способы регулировки сварочного тока
Настраивать аппарат можно разными методами.
Самыми распространенными считаются:
- повышение индуктивной или резистивной нагрузки на обмотку агрегата;
- уменьшение или увеличение числа витков;
- перенаправление магнитного потока оборудования;
- введение полупроводниковых систем.
Вариантов реализации этих схем много. При самостоятельной сборке аппарата каждый сварщик выбирает регулирующее устройство по возможностям.
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
Изменение количества витков
Такой способ действует благодаря повышению или уменьшению показателя трансформации. Для этого используют вспомогательные отводы вторичной обмотки.
Переключение между элементами помогает менять рабочее напряжение, мощность дуги. Регулятор способен работать с высокими силами электротока. Недостатками считают сложность приобретения коммутатора с требуемыми характеристиками, малый диапазон настроек.
.jpg)
Изменение магнитного потока аппарата для сварки
Метод предназначен для работы с трансформаторными агрегатами. Меняя магнитный поток, увеличивают КПД аппарата. Это помогает регулировать значение тока.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
Прежде аппараты снабжались специальной рукояткой. При ее повороте обмотка поднималась либо опускалась. Этот метод устарел и сейчас почти не применяется.
Мощные полупроводниковые приборы
Создание устройств, рассчитанных на высокие напряжение и силу тока, помогло разработать усовершенствованные сварочные аппараты. Регуляторы меняют не только сопротивление.
Они позволяют влиять на значения электричества, улучшать характеристики дуги. В классическом сварочном трансформаторе применяют тиристорные регулирующие приборы.
.jpg)
Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
.jpg)
Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Лучшим вариантом считается нихромовая проволока. Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.

Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
Схема тиристорного и симисторного регулятора тока
Такие элементы использовались в старых сварочных аппаратах. Их встраивали в первичную или вторичную обмотку трансформатора.
Принцип действия приборов таков:
- Управляющий элемент тиристора получает сигнал от регулятора. Это способствует открытию полупроводника. Диапазон длительности сигналов широк.
- Увеличение параметра способствует изменению времени начала полупериода электротока. Из-за этого его средняя сила снижается или повышается.
Главным недостатком схемы является увеличение времени нулевых значений. Дуга укорачивается, гаснет в процессе сварки. Для устранения такого эффекта в цепь включают дроссели.
.png)
Способы измерения сварочного тока
Для оценки рабочих параметров аппарата требуются специфические устройства, которые редко применяются в быту.
Токоизмерительные клещи
Самый простой измерительный инструмент. Встраивать его в электрическую цепь не нужно. Силу тока меряют на расстоянии, не касаясь провода. Разводящийся контур инструмента охватывает кабель.
На корпусе расположен переключатель диапазонов измерения, максимальное значение составляет 500 А. Клещи можно использовать в любой ситуации.
Инструмент не воздействует на электрическую цепь аппарата. Он подходит только для измерения переменного тока. В остальных случаях клещи бесполезны.

Амперметр
Встраивание этого прибора в электрическую цепь помогает получать более точные результаты измерений.
При подключении учитывают такие особенности:
- В цепь встраивают не само устройство, а его шунт. Стрелочный указатель подключают к резистору параллельно.
- Шунт имеет собственное сопротивление. Однако замерить его стандартным омметром не получится.
- Для каждого амперметра предназначен резистор своего сопротивления. Чаще всего устройства продаются в комплекте.
- Амперметр не должен реагировать на колебания, возникающие при изменении параметров тока. В противном случае стрелка будет хаотично двигаться при горении дуги.
Дополнительная информация
При сборке регулятора для сварочного агрегата стоит использовать тонкое текстолитовое основание. Это упрощает процесс монтажа. Все электронные компоненты, спирали и проводники нужно изолировать друг от друга.
В противном случае повышается вероятность короткого замыкания. При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.
Читайте также: