Регулятор оборотов двигателя сварочного полуавтомата
Обновлено: 20.09.2024
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки - сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских - наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя - до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
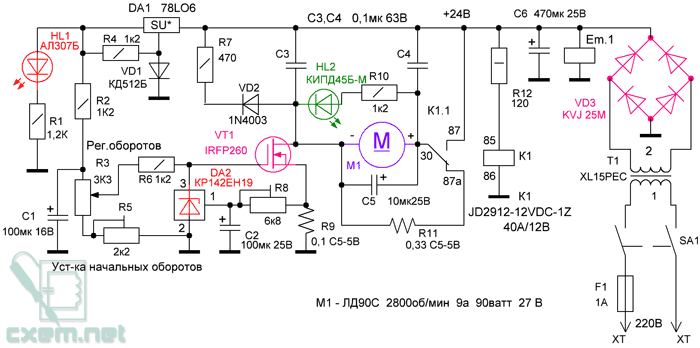
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении - вращение, при красном свечении - торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины - только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации - передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 - устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
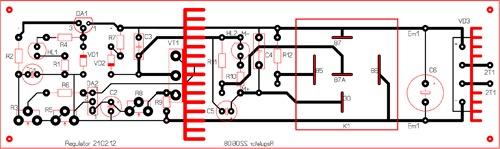
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 - проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 - штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 - предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.

Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя - R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Прошу помощи по схеме стабилизатора оборотов двигателя

Комментарии 36
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

а 13 ножка где на схеме? ))

Висит в воздухе не подключена
а ведь это ----Вывод внешней блокировки и выбора режима работы (однотактный/двухтактный).Висеть в воздухе не должен!


16 ногу tL494 на землю, а вот 15-ю на +питания, т.е на 14 ногу повесить нужно.
Спасибо сейчас переделаю
Ой извиняюсь, только наоборот! 15 на +, можно с 14 соединить. А 16 на землю. Но если успели спутать — не страшно — не сгорит ничего.
хорошо паяльник долго греется))
Короче в топку эту схему, ничего не поменялось, максимальные обороты и не на один подстроечник не реагирует

Так что у тебя получилось?
Нет, сделаю на ne555 и не буду мудрить, это хоть проверено


я к тому, что нужен регулятор, и его достаточно.
в полуавтомате нужен регулятор подачи проволоки, а не стабилизатор оборотов мотора… как бы это немного разные вещи…
почему разные то, нужна стабильная скорость вращения при просадке напряжения
Так а всё таки схема то рабочая, кто нибудь знает ? или я хер.й маялся пол дня))))?
Двигатель чего стабилизируем? Ориентации космической станции, фекального насоса?
Подачи сварочной проволоки полуавтомата
Как выполнен механизм подачи, привод стеклоочистителя в качестве привода или мотор с редуктором?
Заводской мотор от полуавтомата 24в, принцип такой же как и на дворниках,
Собирается новый полуавтомат, или вносятся изменения в работающий?
Чем вызваны эти изменения?
Можно сказать новый собираю, прошлая схема на 2-х транзисторах не понравилось, не стабильная подача проволоки в момент сварки .
Двигатель привода щеток стеклоочистителя, как и стартер автомобиля — электрические машины с насыщенным магнитопроводом, которые не изменяют скорость вращения в зависимости от нагрузки до трехкратного превышения от номинальной. Т.е. говоря русским языеом, стабилизато оборотов для стеклоочистителя нахрен не нужен. Прекрасно работает даже при регулировке скорости реостатом.
А плавать обороты начинают от того, что юные сварщики забывают, в рукаве есть расходный элемент, в обиходе "жилка", по которой движется проволока. Так вот ея нужно смело выбрасывать после расходования 20 -30 кГ проволоки. Это если проволоку смазывали, на сухую — 3-4 катушки.Проволока пропиливает в ней канавы и клинит. И для продления службы оной "жилки" проволоку нужно смазывать, простейший вариант — кусок поролона пропитанный маслом надетый на проволоку между катушкой и подающим механизмом.
Так что займитесь ревизией рукава.
Рукав новый покупал, да и вы вообще пробовали варить промасленной проволокой ))?
Значит жилка с большим отверстием. В паспорте на рукав написано под какой диаметр проволоки он расчитан? А промасленной проволокой варят все мои знакомые железячники, которым я ремонтирую полуавтоматы. И промасленная проволока — это не покрытая слоем солидола, а всего несколько микрон смазки.
И сделайте ревизию приводу. Разберите, вычистите грязь, смажъте подшипники двигателя, посмотрите на щетки, вал на котором сидит подающий ролик не проел ли там в корпусе яму. Червячная шестерня от перекоса начинает цеплятся об корпус и клинит.
Сгорел регулятор подачи проволоки Blueweld 4.165

Помогите разобраться, не могу починить сгоревший регулятор на полуавтомате!
Новый из Италии надо заказывать, 90 дней обещают вести(((.
Перепутали вход питания и выход на моторчик регулятора
подачи сварочной проволоки, регулятор перестал работать.
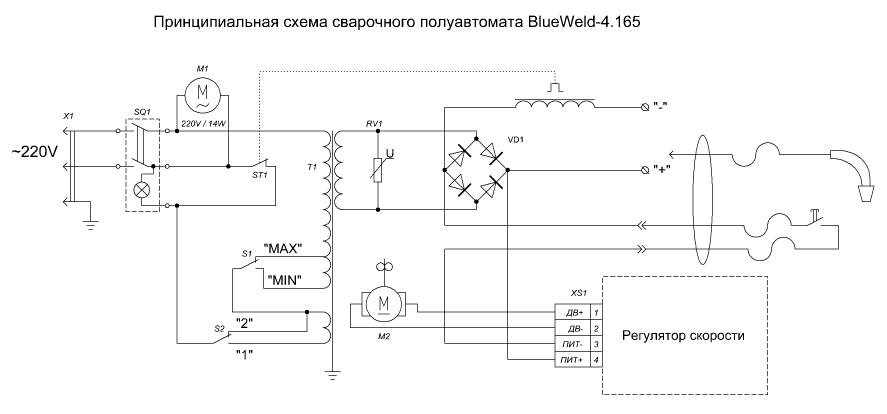
Вот схему его нашел:

Как я понимаю, на микросхеме HEF 4069 UB собран регулируемый генератор частоты, который открывает мосфет с разной частотой.
Плюс входа и выхода регулятора соединены, а регулируется по массе.
Работает эта схема как ШИМ генератор.
Мосфет открывается, и питает моторчик.
Особенность схемы в довольно высоком напряжении питания — от 42 до 55 вольт. Замерял на сварочнике.
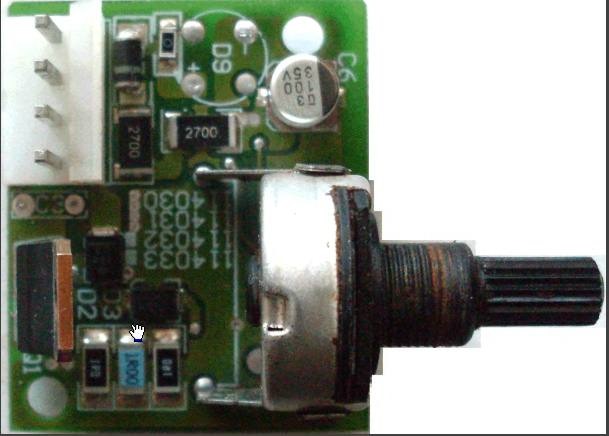
Визуально было видно, что повреждены резисторы внизу от мосфета, обведенные красным. Решил их заменить, а поскольку SMD не нашел поставил обычные на 1 ом. Так же заменил мосфет.
Прозвонил диоды все — живые. Проверил переходы транзистора — звонятся переходы.
Вот схема сварочника.
Подаю питание: ток не регулируется.
Мосфет полностью открыт. На выходе регулятора напряжение равно напряжению на входе.
На стабилитроне есть 12 вольт.
Поменял микросхему. Ничего не поменялось.
Куда копать? Сегодня померяю осциллографом частоту на входе на мосфет, с генератора частоты но думаю, если он открыт там висит единица…
UPD: 1. По всей видимости генератор частоты, после замены микросхемы заработал. Но на выходе все равно напряжение не меняется- мосфет открыт все время !
Подключил осциллограф. на ногу Gate мосфета приходят импульсы амплитудой 11 вольт.
На осциллограмме видно, как меняется широта импульса, в зависимости от положения ползунка резистора.
Отчего то мосфет не работает.

Комментарии 43

Понимаю что прошло уже 5 лет, но чем в итоге всё закончилось, просто проблема аналогичная.

Владелец купил новый регулятор.

Так чем история закончилась?

как вариан фуфло попалось а не нормальный транзистор, левака щас полно продают и можно нарваться
Завтра попробую выпаять и проверить отдельно.
вот все и прояснилось, мосфету хана, в нем похоже при переполюсовке внутренний диод екнулся, кстати он сильно грелся когда работал? я бы туда что-нибудь типа irfp260 поставил
Я не думаю, что он грелся. Мотор небольшой, потребляет до 1 ампера. Кстати, очень странно: мосфет я вчера поменял… Что ему еще надо? Я думал, они не требовательны к условиям работы.
отмыть плату, может где утечка идет, проверить внимательно на сопли, так же диоды еще раз проверить все
D3 можно вообще убрать, он в транзисторе есть
Проверить вообще он запирается или нет, как написано ниже замкнув затвор на минус

У меня такой же лежит регулятор, но так и не смог разобраться, видимо косяк в схеме, читал где-то что у них это проблема основная…
А где вы взяли новый? Сколько обошелся денег?
Новый не нашел, просто перестал пользоваться полуавтоматом…
С наибольшей вероятностью, Q1 у вас пробит, сгоревшие резисторы тому подтверждение. Проверить его проще, замкнув затвор на землю (замкнув резистор в цепи затвора 100 кОм, или к-э Q2 между собой). Если транзистор закроется (мотор подачи перестанет работать) — то Q1 исправен. Также проверьте D3 — он прозванивается без проблем. И убедитесь что на стабилитроне 12 Вольт.
Если Q1 целый, то причиной является неисправность микросхемы 4069. Причиной выхода её из строя, кстати, может быть высохший конденсатор C6.
Я поменял Q1 вчера, вместе с резисторами.Сегодня проверил осциллографом: на затвор приходит импульсы с широтой меняющейся в зависимости от положения переменного резистора. Значит вся схема до затвора заработала. Буду проверять конденсатор и D3.
Кстати, проверьте провод который идёт от стока Q1 (ДВ-) к двигателю — не замкнут ли он где случайно на корпус, на массу…
Хорошо. Хотя провод этот короткий, и не поврежденный.
Спасибо за советы! С ними себя увереннее ощущаешь с незнакомой техникой. Хотя и занимаюсь электроникой, но это немного новое для меня.
Всё получится — вы на правильном пути!

Нужно смотеть генератор импульсов, а конкретно скорее всего кондёр, от скорости его заряда зависит частота на частотном инверторе. Ну похожая проблема может быть если Q2 неисправен, кстати вы говорили звонили переходы — звонятся, коллектор — эммитер звонили? если звонится, то в мусорку. Можно ещё глянуть кондёр под 1к сопротивлением.
Простите, я неверно выразился. Тестером в режиме прозвонки диодов звоняться переходы транзистора как 0,7 вольта. Сегодня генератор импульсов заработал, а Q1 все время открыт. Надо копать выходную часть схемы. Не разу с мосфетами дела не имел.

Да ваще не надо париться ! Тут деталей то кот наплакал ! Заменить ВСЕ полупроводниковые элементы оптом . Там их будет аж на 100 рубаслв . Только теперь надо менять ВСЕ без исключения, даже те что Вы меняли .Роно на 10 минут работы .
Вы дома также делаете? Лампочка перегорела, бежите менять все люстры розетки выключатели и менять проводку?
Как я делаю дома можете посмотреть в блоге или БЖ . А если человек не понимает то ему так будет проще . Или начать курс физики с 5го класса ?

я иногда так делаю. особенно, когда приносят блок в работу, а искать конкретную деталюшку некогда. или когда подозрение падает на всякие микрухи, которым надо полдня создавать тестовую обвязку, а цена новой микрухи при этом 50р.
поменял на 100…200р всю подозрительную цепь, за час, отдал заказчику — в итоге всегда всё работает.
Да, это хоть и неправильно, но я так вчера сделал. Генератор выдает ШИМ модуляцию, а мосфет не реагирует. Похоже, что открыт все время.
Q2 проверьте. При неисправном будет полный шим на полевике.
Наоборот, будет 0 В на затворе и мотор вращаться не будет…
Это если накоротко. Транзисторы обычно выгорают на разрыв.
Да какая разница. "Полный ШИМ", как вы выразились, т.е. постоянный плюс на затворе будет только если с выхода инверторов 4069 приходит такой сигнал. А Q2 стоит в защите по перегрузке по току, он никак не может давать плюс на затвор. Либо он пробит, и затвор сидит на земле, либо он в обрыве — тогда только защита перестанет работать. А плюс-то как он подаст на затвор?
Q2 в зависимости от тока нагрузки обрезает по ширине импульс ШИМа. Если он неисправен, Двигатель будет регулироваться в очень маленьком диапазоне, учитывая, что для поддержания стабильных оборотов ток выбирается примерно из 0,5 максимального. Кроме того, без осциллографа там делать нечего.
Q2 откроется, только когда напряжение на резисторе 0,33 Ом (3 по 1 Ом) в цепи истока Q1 превысит 0,6 В. Т.е. при токе в цепи мотора порядка 2 А. Классическая схема защиты выходного каскада от перегрузки по току.
Но опять же, транзистор Q2 может только ЗАКРЫТЬ полевик Q1, но никак не открыть! Плюса на нём нет. Так что причиной "непрерывного вращения мотора подачи" он быть никак не может. Если его выпаять — все продолжит работать без изменения. Если его закоротить — то мотор подачи встанет.

как ножки у мосфета звонятся? он может быть постоянно открыт в случае, если у него на затворе постоянный плюс. или если у него сопротивление между стоком и истоком 0 (или около того ом).

Во-первых, что значит "ток не регулируется" ? Ток здесь регулируется переключением первички трансформатора и к схеме непосредственного отношения не имеет.
Так же не пойму, нахрена диодный мост в схеме подачи (кстати на плате его не видно)
И как измеряли напряжение на выходе подачи? Отнносительно плюса я ж надеюсь?
Измерьте напряжение на затворе относительно массы — там должен быть ноль или (в случае, если генератор работает) тестер может показать что-то а осцил должен показать прямоугольники.
Также ткните осцом на вход кучки инверторов (DD1.3)

Диодный мост на схеме, как я понимаю, стоит вместо мощного диода защиты от переполюсовки питания: от неправильной полярности питания выгорят нулевые резюки-перемычки, в нормальном включении шунтирующие мост.
Схемного смысла в этом не вижу, думаю, этот мост либо миниатюрнее подходящего диода, либо оказался дешевле.
Вообще не понимаю, зачем ставить какие-то защиты от переполюсовок на платах, мёртво стоящих внутри железного ящика и при нормальной работе не трогаемых годами
Как инженер систем чпу, я вам точно могу сказать — если плата стоит дороже пачки сигарет, защищать её надо. Обязательно найдётся дурак, который влезет, сломает, а потом будет говорить большое спасибо за наличие защиты…
Собираться это должно на заводе, а уважающий себя завод дураков принимать на работу не будет.
Защита от дурака — это хорошо, но а) на любую такую защиту всегда найдётся более глупый дурак :) и б)всюду пихать защиту — это нецелесообразно по многим факторам.
Посмотрите на диод D7 — это именно защитный диод, без вариантов и обсуждений.
DarknessPaladin
Диодный мост нарисован в схеме из за избыточности схемы. Это для тех сварочников, где на вход подают переменку.
Присмотрелся к схеме, вынужден признать, что вы почти наверняка правы — поскольку защитный диод на схеме есть (D7), как и всё необходимое для питания от переменного тока, хотя и странно, что кондёры после стабилитрона, а не до.
Меня ввёл в некоторое заблуждение факт, что резюки, в отличие от моста, никак не отмечены опциональными (для чего обычно применяется пунктир)
Простите, не регулируется напряжение на выходе с мосфета. Диодный мост показан пунктиром, для схемы где приходит переменка. Тут он не запаян.
Нет, напряжение я измерял между выходами на регулятор. Т.е. на разъеме ХР1 1 и 2 вывод — "+" и "-" двигателя.
Генератор показал на затворе относительно массы импульсы с амплитудой 11 вольт. Частота около 12 кГц, меняется их широта.
Мосфет не реагирует на изменение ширины импульсов, хотя я его менял.
Регулятор скорости подачи проволоки сварочного полуавтомата схема
Надежность современных полуавтоматов часто подводит регулятор скорости подачи проволоки сварочного полуавтомата схема не всегда надежна и механическая
 |
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Неисправности вызваны часто и самой механической частью регулятора подачи проволоки. Схематично механизм состоит из прижимного ролика с регулируемой степенью прижима проволоки, подающий ролик с двумя канавками для проволоки 0.8 и 1.0 мм. За регулятором смонтирован соленоид, отвечающий за перекрытие подачи газа с задержкой 2 секунды.
Сам регулятор подачи очень массивный и часто просто закреплен на передней панели полуавтомата на 3-4 болтиках, по сути вися в воздухе. Это приводит к перекосам всей конструкции и частым сбоям в работе. Собственно «вылечить» этот недостаток довольно просто, установив под регулятором подачи проволоки какую-либо подставку, тем самым зафиксировав его в рабочем положении.
На полуавтоматах заводского изготовления в большинстве случаев (не зависимо от производителя) углекислый газ подается к соленоиду по сомнительному тонкому шлангу в виде кембрика, который от холодного газа просто «дубеет» и затем трескается. Это также вызывает остановку работы и требует ремонта. Мастера исходя из своего опыта советуют заменять этот шланг подачи, автомобильным шлангом, применяемым для подачи тормозной жидкости от бачка к главному цилиндру тормозов. Шланг прекрасно выдерживает давление и будет служить неограниченное время.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и сделать работу полуавтомата более стабильной. Предложено достаточно много схем и возможных доработок механической части.
Одно из таких предложений. Это, доработанный и проверенный в работе регулятор скорости подачи проволоки сварочного полуавтомата схема предложена на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки выполняет задержку подачи на 1-2 секунды после срабатывания клапана газа и максимально возможное по быстроте срабатывания ее торможение в момент отпускания кнопки включения.
Минусом схемы является приличная мощность отдаваемая транзистором, разогревая радиатор охлаждения в работе до 70 градусов. Но все это плюсуется надежной работой как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
Из этой статьи вы узнаете, где и для каких сварочных процессов применяется инверторный полуавтомат, а так-же в чем его недостатки и преимущества. .
Сгорел регулятор подачи проволоки Blueweld 4.165 — Сообщество «Электронные Поделки» на DRIVE2
Помогите разобраться, не могу починить сгоревший регулятор на полуавтомате!Новый из Италии надо заказывать, 90 дней обещают вести(((.
Перепутали вход питания и выход на моторчик регулятораподачи сварочной проволоки, регулятор перестал работать.

Схема регулятора подачи проволоки
Как я понимаю, на микросхеме HEF 4069 UB собран регулируемый генератор частоты, который открывает мосфет с разной частотой.Плюс входа и выхода регулятора соединены, а регулируется по массе.Работает эта схема как ШИМ генератор.Мосфет открывается, и питает моторчик.
Особенность схемы в довольно высоком напряжении питания — от 42 до 55 вольт. Замерял на сварочнике.
Прозвонил диоды все — живые. Проверил переходы транзистора — звонятся переходы.Вот схема сварочника.

Схема сварочного полуавтомата Blueweld Combi 4.165
Подаю питание: ток не регулируется.Мосфет полностью открыт. На выходе регулятора напряжение равно напряжению на входе.На стабилитроне есть 12 вольт.
Поменял микросхему. Ничего не поменялось.

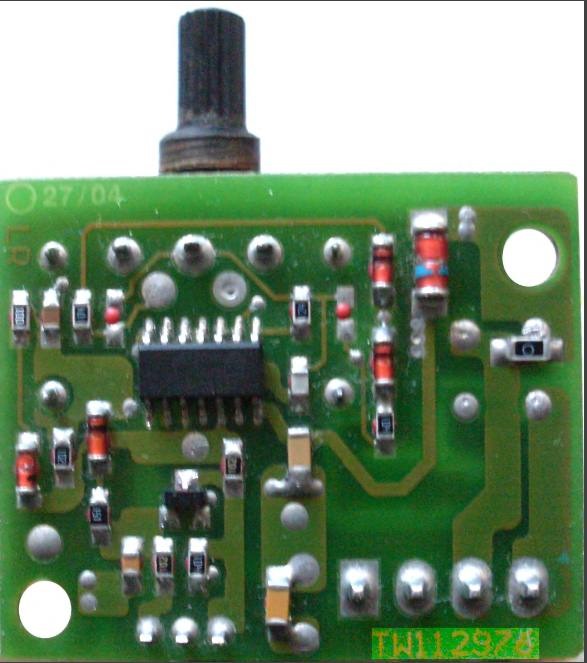
вид со стороны деталей

вид со стороны платы.
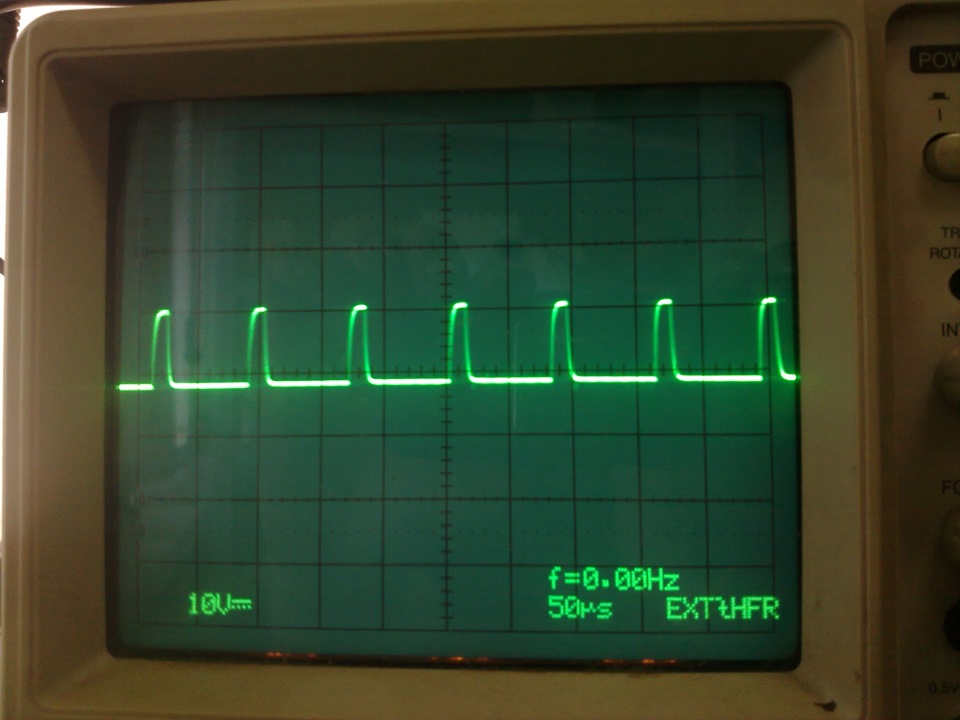
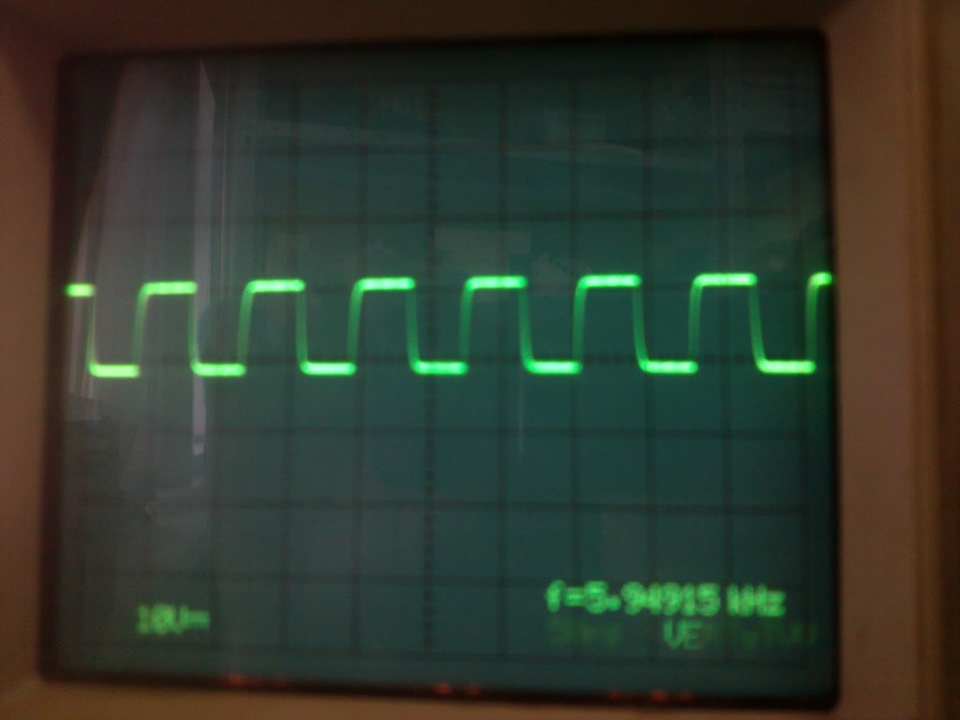
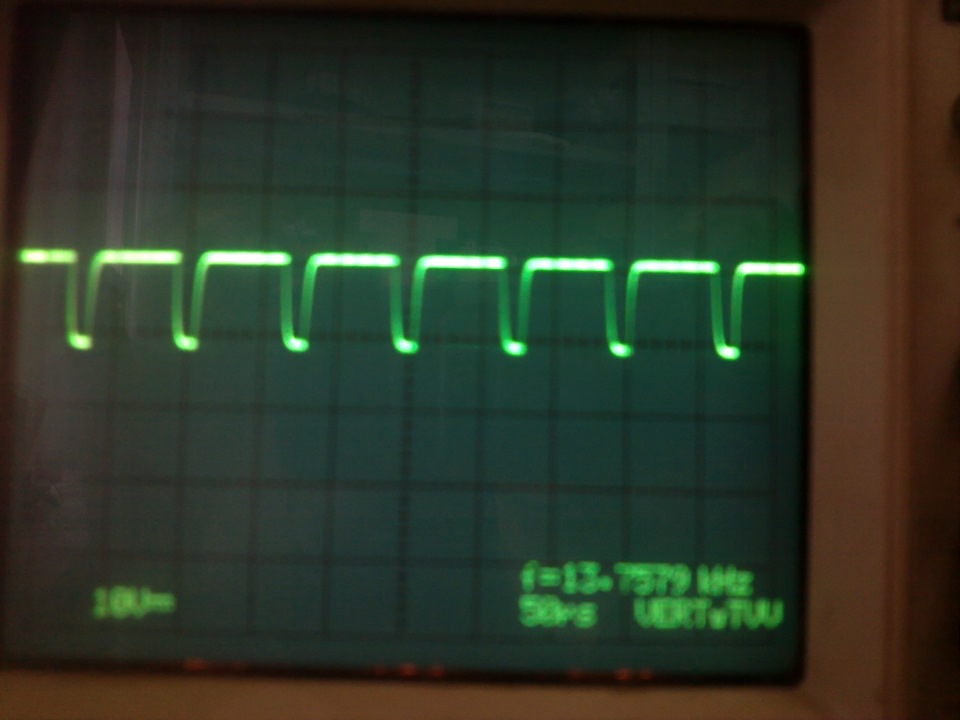
UPD: 1. По всей видимости генератор частоты, после замены микросхемы заработал. Но на выходе все равно напряжение не меняется- мосфет открыт все время !Подключил осциллограф. на ногу Gate мосфета приходят импульсы амплитудой 11 вольт.
На осциллограмме видно, как меняется широта импульса, в зависимости от положения ползунка резистора.

Положение регулятора — минимум подачи



РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ СВАРОЧНОГО ПОЛУАВТОМАТА.
РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ СВАРОЧНОГО ПОЛУАВТОМАТА. Все,кто занимаются ремонтом сварочных полуавтоматов,предназначенных для производства сварки в среде углекислого газа,при проведении кузовных работ автомобилей,знают,что это самый ненадежный узел сварочного агрегата,включая промышленные аппараты. Предлагается схема управления двигателем подачи проволоки в среду сварки на интегральном стабилизаторе 142ЕН8Б. Узел должен обеспечивать задержку подачи проволоки на 1-2 секунды после включения клапана газа и максимально быстрое торможение после отпускания кнопки включения сварочного напряжения,что и выполняется данным устройством.
Хочу обратить внимание на самый дешевый и очень эффективный принцип торможения двигателя с помощью замыкания обмотки якоря двигателя контактами реле.Недостаток данной схемы достаточно больщая мощность рассеиваемая транзистором VT1.Игольчатый радиатор 10Х10см разогревается при работе до 70градусов.Но в целом схема оказалась очень надежной.

Как проводить настройку сварочного полуавтомата правильно?
Многие виды сварочного оборудования являются дорогостоящими. Наиболее удобным является сварочный полуавтомат (СПА), который отличается многофункциональностью. Принцип работы сварочного полуавтомата зависит от его правильной настройки. Сварочные полуавтоматы универсальны и практичны. Их применение в отечественном народном хозяйстве является широко распространенным.

Схема сварочного инверторного полуавтомата.
В быту и промышленности с помощью СПА производят эффективную сварку. Выполнение сварочных работ с применением полуавтоматов основано на качественной сварке цветных и черных металлов без использования дополнительных элементов. В процессе сварки применяют углекислый газ или аргон, которые являются защищенными за счет применения плавящегося вида сплошной проволоки.
Какие требования предъявляются к предварительному этапу сварки?
Основные режимы сварки полуавтоматом.
Использовать мощное сварочное оборудование следует, соблюдая меры безопасности. СПА — это источник опасности, поскольку он способен поразить электрическим током. В результате неправильного применения оборудования возможно возгорание.
Неверная настройка полуавтомата способна привести к порче некоторых деталей его конструкции. Все указанные предварительные этапы должны предшествовать проведению механизированной сварки с использованием данного прибора. Холостой режим работы СПА не должен быть связан с выдачей напряжения к наконечнику рукава.
Перед началом работы заземленная клемма подключается к СПА. Затем следует произвести настройку параметров мощности, а также скорости подачи сварочной проволоки. Параметры настройки предусматриваются в соответствии с толщиной и видом металла. Существуют таблицы с указанием всех параметров сварки с помощью СПА. Их можно найти в специализированной литературе, описывающей процесс сварки.
Перечень возможных неисправностей сварочного инвертора.
Настройка СПА связана с обязательным контролем напряжения на сварочной проволоке, то есть электроде. Процесс управления полуавтоматом предполагает соответствующую логику, основанную на следующей схеме снятия и подачи напряжения СПА:
- Снятие с микровыключателя.
- Подача на двигатель.
- Поступление его к реверсивной обмотке двигателя.
- Получение его рукавом и отсекателем газа.
Изучив все требования безопасности и специальные инструкции в книгах, переходят к работе с полуавтоматом. Вначале его следует подключить к электрической сети и нажать на кнопку включения. Триггер аппарата следует нажимать тогда, когда лицо защищено специальной маской.
Предварительно требуется отрезать лишнюю проволоку, оставив около 3-х мм, считая с конца горелки. После появления дуги следует медленно перенести горелку к будущему соединению. При образовании комков на конечной части проволоки требуется увеличивать скорость подачи проволоки в аппарат.
Как настроить полуавтомат для качественного поступления газа?
Схема устройства передней панели инвертора
Производить настройку дозировки количества инертного или углекислого газа при поступлении из газового баллона или редуктора можно автоматическим или ручным способом. При правильной настройке сварочного полуавтомата электрическая дуга будет гореть идеально ровно. Это позволяет проводить процесс сварки практически без брызг.
Необходимо следить за тем, чтобы металл соединения не закипел. Это достигается правильным проведением настройки сварочного полуавтомата на слух. Газ во время сварки негромко шипит, издавая однородный шум.
Опытный сварщик следит за тем, чтобы газ обдувал, а не дул. Дуга в этом случае не должна обрываться, поэтому требуется выставить проволоку вперед. При возникновении шипящих прерывистых звуков и ускоренном плавлении проволоки, что происходит быстрее перемещения горелки, необходимо уменьшить скорость подачи.
Иногда требуется регулировать все настройки для качественной сварки несколько дней, пока не будет получена ровная стабильная дуга.
Она имеет устойчивый звук и характерное потрескивание. Важную роль в процессе регулирования аппарата для сварки играет тип и количество подаваемого газа. Например, получение пористого и непрочного сварочного шва будет последствием недостаточного потока газа.
Какие устройства полуавтомата позволяют делать настройку?
Изображение 1. Принципиальная электрическая схема СПА.
Работа любого СПА связана с наличием в его конструкции сварочного трансформатора. Подверженность переключателей сварочного тока износу требует постоянного участия мастера, регулирующего процесс сварки. С этой целью можно воспользоваться и бесконтактным реле, которое является платой коммутации устройства трансформатора. Это связано с наличием значительного ресурса в плане переключения.
Процесс регулировки основан на использовании электрического сигнала, передающегося по схеме (ИЗОБРАЖЕНИЕ 1). Система управления полуавтоматом имеет логику действия, позволяющую осуществить блокировку переключения каждой из ступеней трансформаторного устройства при сварочной нагрузке. Вместе с тем это может являться распространенной причиной, связанной с поломкой переключателей.
Простейшее устройство, которое позволяет настраивать схему СПА, это дроссель. Он имеет несколько ступеней, переключать которые можно при уменьшении либо увеличении уровня индуктивности. Иным возможным устройством для регулировки прибора является активный дроссель.
Схема питания сварочного полуавтомата.
При использовании данного устройства не понадобится применять механическое переключение, что обеспечит плавную настройку параметров индуктивности. Данный механизм регулировки позволяет правильно настроить процесс, связанный с переносом материалов.
Дуговая сварка вручную, которая позволяет производить соединения за счет сварочного инвертора, характерна и для полуавтомата. Поэтому для него предусмотрен важный параметр ПВ. Он представляет собой обозначение в процентах, показывающих допустимое время эксплуатации полуавтомата. Этот показатель позволит на долгое время сохранить уровень износостойкости оборудования, обеспечивая его работу на качественном уровне.
Величина тока перед применением полуавтомата должна быть настроена таким образом, чтобы металл не оказался прожженным. Вместе с тем определение точного значения силы тока является затруднительным. Этот момент требует перед началом проведения сварки осуществить тренировку с использованием пластины из металла, в которую вставлена проволока. Изменить показатель сварочного тока можно за счет реостата. Это наиболее эффективное средство, позволяющее регулировать сварочную дугу при различной толщине металла.
Рекомендации по правильной настройке сварочного полуавтомата
Процесс сварки полуавтоматом.
Выставлять в настройках показатель сварочного тока следует в зависимости от толщины свариваемого металла и диаметра используемой в качестве электрода проволоки. Данная зависимость является относительно стандартной, поэтому величина показателя колеблется не сильно.
Обычно корпус прибора или инструкция к нему должны содержать информацию о возможных значениях показателя сварочного тока. В определенных случаях таблица с показателями может отсутствовать по какой-либо причине. Тогда специалисты рекомендуют воспользоваться следующими показателями силы тока для сварки металла с учетом его толщины, указанной в скобках:
- 20 — 50 А (1-1.5 мм).
- 25 — 100 А (2-3 мм).
- 70 — 140 А (4-5 мм).
- 100 — 190 А (6-8 мм).
- 140-230 А (9-10 мм).
- 170 — 280 А (11-15 мм).
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук, 2 — сменный наконечник, 3 — электродная проволока, 4 — сопло.
Данный перечень связан с достаточно большим диапазоном показателей, которые объединяются общей тенденцией. Ее принцип сводится к тому, что для сварки материала наибольшей толщины требуется сила сварочного тока больше. Данный показатель определяется диаметром используемой проволоки.
Если использовать тонкую проволоку в процессе сварки, то она позволяет настроить полуавтомат на работу с использованием меньшей силы тока. В случае с использованием более толстой сварочной проволоки потребуется большая сила тока. В силу инерционности механики движение сварочной проволоки происходит замедленно, постепенно ускоряясь.
Регулировать ток двигателя можно специальным выключателем. Сварочного тока должно быть достаточно, чтобы торможение проволоки было полным. Регулировка тока осуществляется в сварочном полуавтомате за счет подстроечного реостата. Последующее торможение проволоки происходит через определенное время.
Какой результат можно получить от настройки СПА?
Схема сварки под флюсом.
В результате проведенных настроек сварочная проволока не должна растекаться и плавиться. Это происходит при выборе очень малой величины тока. Потребуется сделать напряжение больше, чтобы проверить результат. Если проволока растеклась хорошо, то с обратной стороны металла должна возникнуть «капля». Это будет означать, что все в норме.
Если после использования сварочной проволоки произошло образование незначительного углубления, то «капля» повиснет с другой стороны. Это связано с выбором величины сварочного тока выше нормы. Следует взять другую заготовку металла, чтобы провести опыт с более низким уровнем напряжения.
Если вместо проволоки появилась дыра, то это связано с выбором слишком большого значения тока. Следует воспользоваться другой заготовкой, чтобы осуществить полуавтоматическую сварку при напряжении, уровень которого ниже. Для тренировочной сварки нельзя применять заготовки с покрытием из цинка, поскольку он испаряется с выделением вредных веществ. Они могут нанести вред организму человека.
После проведения предварительной тренировки, следует окончательно убедиться в том, что настройки тока являются правильными. При этом металлическая заготовка должна быть зажата с достаточной силой. Только после этого можно переходить к основной сварке, не забывая о технике безопасности. Следует заранее перед сваркой быть одетым в костюм сварщика, а лицо защитить специальной маской.
Читайте также: