Реле для инверторной сварки
Обновлено: 21.09.2024
Я понял, это по питанию, зарядка конденсаторов питания. .
Это задержка. Пока конденсаторы не зарядится до безопасного напряжения- реле включать нельзя, вот конденсатор в цепи эмиттера создает задержку , пока он не зарядится, реле не сработает. Если не будет задержки, реле рано сработает, то конденсаторы будут заряжаться большим током, и диодный мост просто не выдержит.
__________________
Пожалуйста не предлагайте мне дружбу. Не хочу отказывать, но у меня другие понятия, поэтому просто не отвечу.
А вообще, схема не очень.
Я сделал у себя по такой схеме. На автореле, работает отлично.
Но у меня не сварочный аппарат, посему аппарат может остаться без присмотра, если пропадет напряжение в сети, то нужно, что бы аппарат не включился, если свет заново появится.
.
В качестве ограничительного резистора лучше использовать лампу накаливания 100 ватт. Если на выходе КЗ, то лампа будет гореть (сделать отверстие в корпусе) и напряжение после лампы мало, току для реле мало, схема не включится.
С2 заряжается током, который обеспечивает конденсатор С1, и выбран С2 таким, что надо мин 10-20 периодов , пока конденсатор С2 не зарядится и реле не сработает. Следует отметить, С1 выбран таким, что его ток обеспечивает нормальную работу реле пока на конденсаторах не будет ок 200в, при меньшем напряжении току будет мало, реле не сработает (зашита, если схема не в порядке, к примеру, пробит ключ, или конденсатор). Реле – обычное автореле. (по даташиту напряжение выдерживает 600в).
Вот фото и монтажка. ( конденсаторы на 450в еще на плате не все стоят). Плата в дальнем левом углу.



ВС817-25 - обратный (n-p-n), а на схеме изображен прямой (p-n-p). Даже не представляю как это всё заработало.
Кстати, а какой транзистор стоял до замены?
Андрей, с плюсами и минусами, вроде, всё нормально. Может быть только самый нижний диод наоборот, хотя, это м.б. стабилитрон.
Скорей всего он и стоял(ВС817-25), в ресанте такой питает реле. а нижний действительно стабилитрон, но схемка немного другая и управляется через микруху. из деталей маркировку видно только на резисторах(всё залито толстым слоем лака). все детали smd. Вот в чём загвоздка - схемы нет, и не понятно какие детали стоят.
А чего такой резистор стоит, аж 51 ом? С таким резистором для надежности надо ок секунды задержку делать.
Постоянная времени:
T=1200e-6*51=0.062 сек. Эффективно заряжается за время 2 раза ,больше, т.к. у синусоиды есть паузы, где зарядки не будет, итого получаем время , эквивалентное зарядке с постоянной времени без пауз= 0.124 сек. И надо времени в 3-5 раз больше полученного времени для практичеки полной зарядки, или 0.4-0.6 сек, для надежности возьмем 1 сек.
Заинтересовала ваша схема Soft Starta для инвертора кнопкой, какого номинала у вас получились конденсаторы C1?
Устройство сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к "мясу", а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) - 35А, обратное напряжение (VR) - 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого "косого моста". В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.

Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.

Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – "Зелёный"). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).

Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Как работает сварочный инвертор?

Продолжаем изучение сварочного инвертора «Telwin». В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
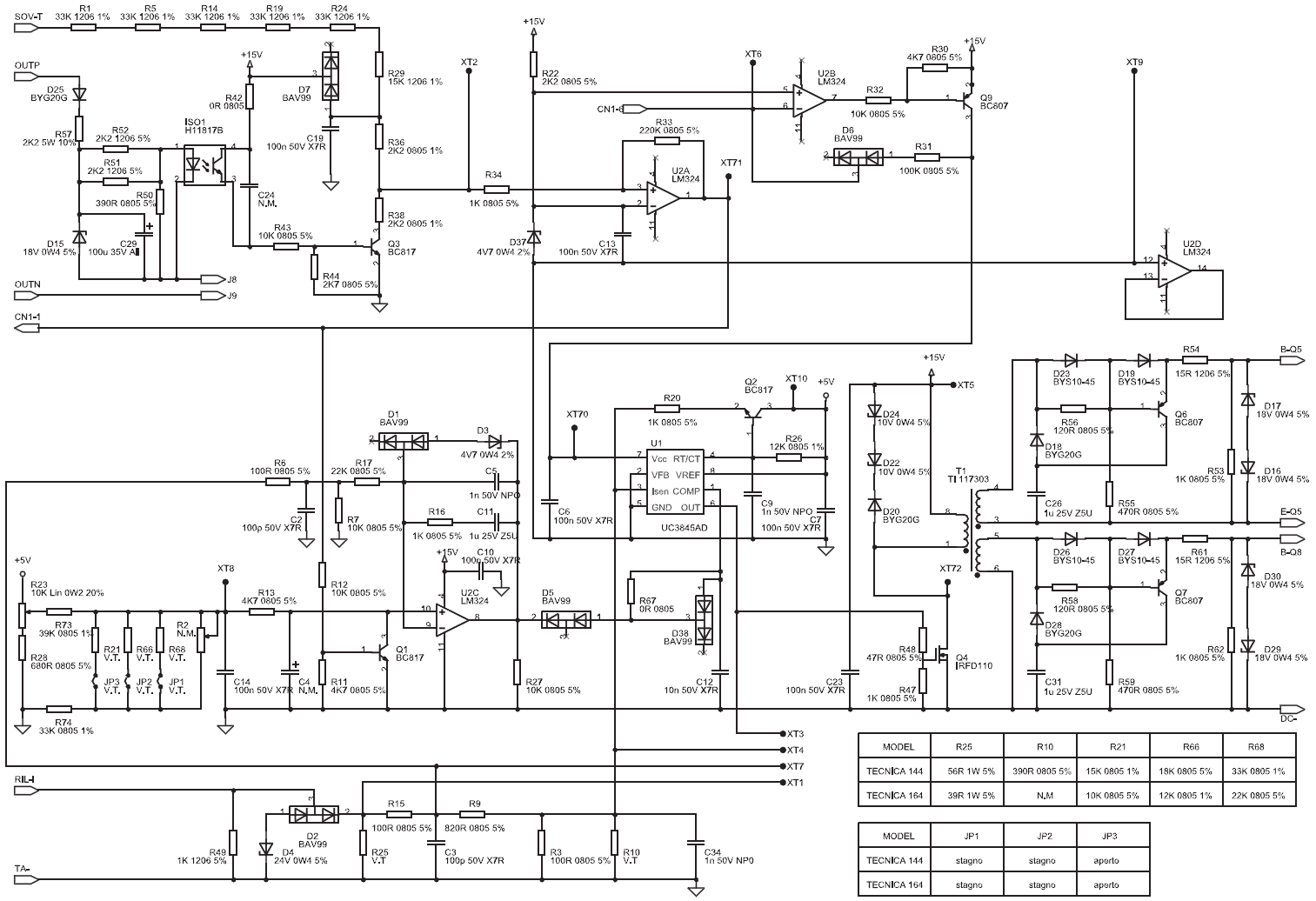
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
Далее на фото показана часть платы инвертора Telwin Force 165.

Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET-транзистора IRFD110 (Q4). Корпус у этого полевого транзистора довольно нестандартный (HEXDIP) – внешне похож на оптопару.

С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части).
Схема на транзисторах Q6, Q7 и "обвязка" этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора «TELWIN Force 165» можно обнаружить занятную деталь – трансформатор тока T2.

Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.

Выходное напряжение снимается с выходов «OUT+», «OUT-» и через элемент гальванической развязки – оптрон ISO1 (H11817B), поступает в схему контроля (U2A, U2B). Так осуществляется отслеживание параметров выходного напряжения.

В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – "жёлтый"), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных. Такое может произойти, например, при неисправностях выпрямительных диодов или если выйдут из строя детали узла контроля – оптрон ISO1 или элементы его «обвязки», полупроводниковый диод D25, стабилитрон D15, резисторы R57, R52, R51, R50 и электролитический конденсатор C29.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1.
Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.

Ручка резистора выводится на панель управления аппарата.

Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора «TELWIN Force 165». Об этом читайте здесь.
Ресанта саи 190 не включается реле




Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.

Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.

Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.

Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.

Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.

Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема «Ресанта САИ-250ПН».
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Схемы Ресанта САИ
Подобный кабель будет стоит в 4 раза дороже оригинального. В первую очередь к аппарату подключается заземляющий минусовой провод и провод с держателем для электрода.
С другой стороны, это вынужденная мера. Масса аппарата — 4,5 кг. Сварочный аппарат надёжно защищён от перегрева в процессе эксплуатации благодаря такой эффективной системе защиты.
Как любая другая техника, сварочные инверторы могут ломаться и требовать соответствующего ремонта. И так со всеми аппаратами в линейке САИ.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер. Теперь постоянно моргают светодиоды оба, и пытаются запуститься вентиляторы. Устранить проблему понижения мощности аппарата, связанную с сырыми электродами, можно легко и быстро: необходимо тщательно просушить все электроды.
Ищу схему Ресанта САИ 250 ПН
Без схемы невозможен ремонт или изготовление сварочного аппарата своими руками. К примеру, когда на панели управления появляется индикация перегрева. Заранее спасибо
Ниже список наиболее часто встречающихся неисправностей. В том числе, в общественном транспорте.
Схема необходима для понимания сути работы инвертора, а также для поиска нужных компонентов. Особенности инвертора Сварочный аппарат предназначен для использования в бытовых целях, поскольку схема «Ресанты САИ» и его конструкция обеспечивают надёжную и безопасную эксплуатацию даже при значительных скачках и перепадах напряжения. Не нужны генераторы, стабилизаторы напряжения и прочие агрегаты для подключения аппарата к сети.
Поэтому и вес вместе с габаритами существенно меньше. Достаточно генератора мощностью 6,4 кВт, что позволит использовать все функции инвертора. Повреждения изоляционного слоя не только противоречат требованиям безопасности, но и могут спровоцировать выход аппарата из строя. Инвертор попросту не включается в работу. Ремонт дежурки инвертора РЕСАНТА САИ 220
Инверторный тип сварочника
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).

Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.


Устройство и принцип работы Ресанта САИ 250
Принцип работы инвертора основан на преобразовании переменного тока 50 Герц обычной бытовой электросети, в постоянный. Данный показатель напряжения имеет величину в 400 Вольт. Ток сварочного аппарата регулируется с помощью модуляции (по большому счету, она является широкоимпульсной) получаемого напряжения высокой частоты.
Рассматриваемое устройство для сварки Ресанта САИ изготовлено в стальном корпусе. На внешней части этого корпуса находятся силовые разъемы, которые предназначаются для подключения сварочных кабелей, два индикатора («Сеть» и «Перегрев»), регулятор для выбора характеристик тока сварки. Также в корпусе находится специальное отверстие, с помощью которого выводится раскаленный воздух из устройства. Оно является частью системы принудительной вентиляции, которая защищает инвертор от сильного перегревания во время его работы.
Схема и ремонт
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.

Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Поломки инверторного оборудования
Ремонт сварочного инвертора Ресанта чаще всего осуществляется в связи со следующими причинами:
Читайте также: