Ремонт чугунных изделий сварка
Обновлено: 20.09.2024
Сварка чугунных деталей трудный процесс, обусловленный химическим составом чугуна, его структурой и особыми механическими свойствами.
По химическому составу чугун — сплав железа с углеродом, содержащий некоторое количество кремния, марганца, фосфора, серы и других примесей. Обычно в чугуне содержится от 2 до 3,6% углерода.
Механические свойства чугуна во многом зависят от того, в каком виде находится углерод. Если большая часть углерода содержится в связанном состоянии в виде цементита (Fe3C), то такой чугун имеет более светлый цвет, очень тверд, хрупок и не поддается механической обработке. Его часто называют белым, он почти не применяется для изготовления деталей. Наиболее широкое применение получил серый чугун. В нем большая часть углерода находится в структурно-свободном состоянии, в виде пластинчатых включений графита. Серый чугун, достаточно мягок, легко поддается обработке.
При быстром охлаждении серого чугуна, расплавленного или нагретого до температуры выше 750 °C, графит легко переходит в цементит (т. е. чугун отбеливается) и, кроме того, образуется закаленная структура в виде мартенсита и троостита. Относительное удлинение чугуна на разрыв практически равно нулю, поэтому при неравномерном нагреве или остывании почти всегда возникают большие внутренние напряжения и трещины.
В расплавленном состоянии чугун жидкотекуч и мгновенно переходит из жидкого состояния в твердое, минуя пластическое. Все эти свойства чугуна в большой степени затрудняют его сварку. Хуже всего поддается сварке чугун с крупными включениями графита и лучше сваривается чугун перлитного типа с мелким пластинчатым или сфероидальным графитом.
Трудность работы с чугуном вызвала появление различных способов его сварки. Твердо рекомендовать какой-либо из них для сварки определенных деталей весьма затруднительно, так как чугун одной и той же марки может иметь различную структуру. Более того, даже у одной корпусной детали со стенками различной толщины может быть различная структура чугуна. Способы сварки чугунных деталей можно разделить на два вида: горячую и холодную сварку.
Горячая сварка чугуна заключается в том, что деталь предварительно подогревают, а после сварки медленно охлаждают. Температура подогрева зависит от массы и формы детали, но не должна превышать 650 °C. Более высокий нагрев вызовет рост графитовых зерен, а при нагреве свыше 750 °C происходят уже химические и структурные изменения. Скорость охлаждения от начала затвердевания наплавленного металла до 600 °C должна быть не более 4 °C в секунду. При большей скорости охлаждения ухудшается процесс графитизации и происходит отбеливание чугуна. Мелкие детали подогревают до температуры 150—200 °C. Для подогрева деталей используют горн, электрические печи или индукционные аппараты (нагрев током промышленной частоты).
Холодная сварка чугуна находит все большее применение. Она выполняется различными способами и с использованием специальных электродов.
Сварка чугуна стальными электродами
Сварка чугуна электродами для сталей — наиболее доступный способ сварки. Однако в большинстве случаев он дает очень низкое качество сварного соединения и, как правило, сиюминутную выгоду. Наплавленная сталь плохо сцепляется с чугуном из-за разной усадки. В зоне плавления она обогащается углеродом, становится хрупкой, податливой закалке и дает при остывании трещины.
При сварке стальными электродами вследствие проплавления чугуна содержание углерода в металле шва очень велико (1,1—1,8%). Металл валика, наплавленного на чугун, представляет собой закаленную высокоуглеродистую сталь со значительным содержанием кремния, марганца, а иногда фосфора, серы и других загрязнений, перешедших из чугуна. Это способствует образованию в шве трещин. Быстрое охлаждения, имеющее место при холодной сварке, приводит к значительному повышению твердости наплавленного металла и металла зоны термического влияния, где чугун приобретает структуру белого чугуна, характеризующуюся твердостью и хрупкостью. Между наплавленным валиком и основным металлом образуется полоса отбеленного чугуна шириной около 1 мм и затем более широкая полоса закаленного чугуна. Место сварки, выполненное стальными электродами, не поддается обработке режущим инструментом. В металле шва зачастую появляются поры из-за повышенного содержания газов в чугуне. Образование трещин и пор значительно снижает прочность и плотность сварного соединения. Многослойная наплавка в значительной степени устраняет эти недостатки.
Уже третий наплавленный слой становится исходным материалом электрода. Преимущества многослойной наплавки чугуна стальными электродами были использованы при разработке способа холодной сварки чугуна отжигающими валиками.
Вдоль трещины чугунной детали разделывают кромки, получая V-образный профиль трещины, и по обе стороны снимают литейную корку на расстоянии, примерно равном ширине разделки. На первый сварочный валик длиной 40—50 мм сразу же накладывают второй, отжигающий валик. При наложении второго валика первый больше прогревается и затем остывает с меньшей скоростью. Значительная часть цементита распадается, выделяется графит, а закаленная часть шва частично отпускается и нормализуется. Верхний (отжигающий) валик уже меньше подвержен закалке, в результате чего резко снижается твердость всего шва и частично снимаются остаточные напряжения, возникающие при сварке.
Для улучшения качества сварного соединения применяют электроды малого диаметра и пониженную силу тока, чтобы уменьшить тепловое воздействие дуги на чугун. Сварку ведут короткими участками, вразброс, стараясь как можно меньше проплавлять чугун. С целью усиления связи наплавленного металла с чугуном при сварке сильно нагруженных деталей (корпуса коробок передач, корпуса трансмиссий тракторов и т. п.) на разделанных кромках трещины часто ставят в шахматном порядке на резьбе упрочняющие стальные шпильки (рис. 1). Диаметр и число шпилек устанавливаются в зависимости от толщины стенок детали и длины трещины. Рекомендуется принимать диаметр шпилек d = (0,15—0,2)S, где S — толщина стенки, но не менее диаметра электрода. Расстояние между шпильками берут равным (4—6)d, глубина посадки — 2d, расстояние от кромок — не менее (1,5—2)d. Выступающую часть шпилек обваривают по периметру, а затем наплавляют весь шов.
Процесс сварки начинается с обварки шпилек кольцевыми швами. Обварка должна вестись вразброс с целью избежания сильного местного перегрева детали. После обварки всех шпилек накладывают кольцевые швы, пока вся поверхность завариваемого участка не будет покрыта слоем наплавленного металла. Крайние ряды шпилек обваривают лишь после того, как весь участок будет полностью заварен. Для обварки шпилек и нанесения облицовочного слоя следует применять электроды малого диаметра (3,0—3,5 мм), для окончательной заварки трещины можно использовать электроды диаметром от 4 до 6 мм.
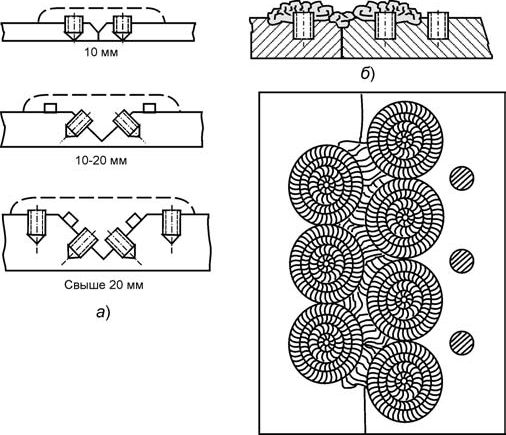
Рис. 1. Сварка чугуна с применением упрочняющих шпилек: а — установка шпилек; б — обварка шпилек
В связи с тем, что прочность металла, наплавленного стальными электродами, примерно в два раза выше прочности чугуна, толщина наплавленного металла должна составлять примерно 50% от толщины стенки детали в месте сварки. Излишнее количество наплавленного металла нежелательно, так как при этом увеличиваются усадочные напряжения, и появляется опасность образования трещин.
Чрезмерный нагрев детали при сварке приводит к образованию трещин в зоне термического влияния. Поэтому при сварке не следует допускать нагрев свариваемой детали выше 40—50 °C на расстоянии 100 мм от шва.
Первые слои в разделке трещины или обварку упрочняющих шпилек выполняют электродами ЦЧ-4, а все последующие — электродами типа УОНИ-13/55 или другими электродами со стержнем из низкоуглеродистой стали. Во втористокальциевое покрытие электродов ЦЧ-4 введены элементы, активно вступающие в механическое соединение с углеродом свариваемого металла и образующие устойчивые карбиды, нерастворимые в железе. В результате этого достигается достаточно прочное соединение наплавляемого шва с чугуном.
Восстановление чугунных деталей способом отжигающих валиков в сочетании установки упрочняющих шпилек, скоб и других связей дает удовлетворительные результаты, но он трудоемок, сравнительно малопроизводителен, требует большого расхода электродного материала. Разработаны и успешно применяются для сварки чугуна железо-никелевые электроды.
Сварка чугуна электродами на основе никеля
Сварка чугуна электродами на основе никеля дает достаточно высокую прочность. При этой сварке отсутствуют трещины, а наплавленный металл хорошо поддается обработке. Это объясняется тем, что никель неограниченно растворяется в железе, а никелевый аустенит содержит много углерода без образования карбидов. Металл наплавленный электродами ОЗЖН-1 содержит до 48% никеля. Электроды предназначены для холодной сварки серого и высокопрочного чугуна. Они рекомендуются для устранения дефектов в чугунных головках блоков, в блоках двигателей и других ответственных деталях.
В настоящее время широкое применение получают электроды с содержанием никеля более 90%, ОЗЧ-3, ОЗЧ-4. Однако такие электроды очень дороги.
Сварка чугуна электродами на основе меди
Сварка электродами на основе меди применяется во всех случаях, когда не требуется высокая прочность сварного шва. Медь, как и никель, не образует соединений с углеродом, но она практически не растворяется в железе. Поэтому наплавленный шов не однороден, в медной основе расположены включения высокоуглеродистой железной фазы повышенной твердости.
Медно-железные электроды ОЗЧ-2, ОЗЧ-6 изготавливают из медного стержня с фтористо-кальциевым покрытием, в которое добавляют 50% железного порошка. Эти электроды применяют для заварки трещин в водяных рубашках блоков двигателей, головках блока и т. п. Трещину засверливают по концам и разделывают под углом 70—90° на 2/3 толщины детали. Края трещины тщательно зачищают, так как следы ржавчины, масла и прочих загрязнений вызывают пористость шва. Сварку ведут короткой дугой на постоянном токе обратной полярности с перерывами для охлаждения детали до температуры 50—60 °C. Для получения более плотного шва участки в 40—60 мм сразу после сварки проковывают. Слой наплавленный электродами ОЗЧ, представляет собой медь, насыщенную железом с вкраплением закаленной стали большой твердости. По границе шва отдельными участками располагаются зоны отбеливания. Несмотря на достаточно высокую твердость, шов можно обрабатывать твердосплавным инструментом. Медно-никелевые электроды МНЧ-2 представляют собой стержни из монель-металла (28% меди, 2,5% железа, 1,5% марганца, остальное никель). Никель этих электродов не образует соединений с углеродом, поэтому наплавленный шов получается с малой твердостью, зона отбеленного чугуна почти отсутствует, зона закаленного чугуна имеет невысокую твердость, которая может быть легко снижена небольшим отпуском. Кроме того, в шве образуется меньше пор и трещин, его легче обрабатывать, но прочность его получается низкой. Поэтому медно-никелевые электроды часто применяют в сочетании с медно-железными электродами. Первый и последний слой наносят медно-никелевыми электродами (чтобы в первом слое обеспечить плотность, а в последнем — улучшить обработку), остальное заплавляют медно-железными электродами. Наплавку медно-никелевыми электродами ведут также, как и медно-железными электродами.
Для холодной сварки и наплавки чугуна (т. е. сварки и наплавки, выполняемых без предварительного подогрева) специальными электродами, характерно проведение процесса с минимальным тепловложением короткими валиками протяженностью 25—60 мм с охлаждением каждого наложенного валика на воздухе до температуры не более 60 °C. Иногда рекомендуется проковка каждого валика легкими ударами молотка.
Сварочные напряжения, возникающие в конструкции в результате нагрева, могут быть сняты почти полностью, если в шве и зоне термического влияния создать дополнительные пластические деформации. Этого можно достичь проковкой швов. Проковку проводят в процессе остывания металла при температурах 450 °C и выше либо от 150 °C и ниже. В интервале температур 400—200 °C в связи с пониженной пластичностью металла при его проковке возможно образование надрывов. Специальный нагрев сварного соединения для выполнения проковки, как правило, не требуется. Удары наносят вручную молотком массой 0,6—1,2 кг с закругленным бойком или пневматическим молотком с небольшим усилием доизменения рисунка шва. При многослойной сварке проковывают каждый слой, за исключением первого, в котором от удара могут возникнуть трещины и облицовочного. Этот прием весьма эффективен для снятия напряжений при заварке трещин и замыкающих швов в жестких контурах деталей и узлов из конструкционных сталей и чугуна.
Проковка сварного соединения способствует также повышению усталостной прочности конструкции.
Восстановление и ремонт деталей оборудования и запорной арматуры из чугуна с помощью электросварки

При ремонте оборудования наверняка сталкивались с проблемой поломки чугунных деталей- лапы электродвигателей, чугунные фланцы или корпуса механизмов станков и оборудования, дефектов в виде трещин в корпусах из чугуна. Каких только методов сварки чугуна не придумывали гаражные умельцы и специалисты производства.
В первую очередь многие мастера и сварщики действуют методом “тыка” не понимая свойств и разницы между чугуном и сталью, которая как правило неплохо сваривается. “Ютюберы” выкладывают свои “полезные” видео по сварке чугуна, выдавая часто технически не верные советы. Казалось бы, чугун и сталь — это металлы на основе железа и углерода, в чем же отличия? Обратимся к справочникам:
Сталь и чугун, что общего и в чем отличия
Сталь(от нем.Stahl) — сплав железа с углеродом (и другими элементами), содержащий не менее 45 % железа и в котором содержание углерода находится в диапазоне от 0,02 до 2,14 %, причём содержанию от 0,6 % до 2,14 % соответствует высокоуглеродистая сталь.
Чугу́н— сплав железа с углеродом (и другими элементами), в котором содержание углерода не менее 2,14 % (точка предельной растворимости углерода в аустените на диаграмме состояний)

Из справочника понятно, что чугун по сравнению со сталью перенасыщен углеродом (он же графит) и потому углерод в сплаве с железом более 2,14% образует пористую структуру с вкраплениями графита. Детали из чугуна впитывают в себя масла и это свойство используется в подшипниках скольжения, но сварка таких деталей требует специальных технологий. Чугунные изделия,при работе в средах с высокими температурами (термин “горелый чугун”) сварить практически невозможно из-за образования окислов кремния и углерода.
Чугун при нагреве, в отличии от стали не бывает пластичен, он может быть либо твердым, либо жидким (как лед). Проблемы с трещинами возникают при его остывании из-за возникновения больших термических напряжений между швом и основным металлом металлом.
Как аварийно заварить стальную трубу или устранить свищ если мешает вода?
Я знаю 10 способов заварить свищ или стык с водой,а Вы сколько? Привет всем практикам и теоретикам ремонта! Поработал я со своими парнями (неплохими спецами по сварке и монтажу) на стройках, в монтаже и в ремонте теплоэнергетики. Часто занимались заменой трубопроводов теплосети, стальных водопроводов, различных стояков в домах и производственных
Способы ручной дуговой электросварки сварки чугунных изделий при ремонте оборудования.
В первую очередь необходимо понимать:
- Какой марки чугун (серый, ковкий, с шаровидным графитом и т.д.) и с чем мы хотим его сварить.
- Что за нагрузки будет нести свариваемая деталь.
- Сколько средства мы готовы потратить для восстановления детали и стоит ли шкурка выделки.
- Как правильно произвести разделку шва и очистку от вредных примесей.
Горячая сварка чугуна
Применяется для ответственных деталей, когда требуется сохранить состав и прочность сварного шва. При такой сварке деталь медленно прогревается (не более 100°C. в час) до 700°C.Сварка производится с широкой разделкой угольными электродами толщиной 8 и более мм и только в нижнем положении. После сварки требуется очень медленное охлаждение (не более 50°C в час) Нагрев и охлаждение таких деталей осуществляется на специальном оборудовании с программированием режимов нагрева и остывания.
Полугорячая сварка чугуна
Применяется для менее ответственных деталей и производится с предварительным и сопутствующим подогревом 300-350°C. Варится малоуглеродистыми стальными электродами с добавлением легирующих элементов (например электроды по нержавеющей стали с большим содержанием никеля). Для присадки добавляют чугунный пруток.
Холодная сварка чугуна с применением электродов из биметаллов .
Сегодня для сварки чугуна с чугуном и чугуна со сталью применяют специальные биметаллические электроды. В состав таких электродов входит никель, обеспечивающий наибольшую пластичность и меньшие внутренние напряжения при строгом соблюдении технологии сварки. Для выбора типа электродов надо знать какой тип чугуна (или чугуна со сталью) свариваем, сколько проходов необходимо будет сделать. Для различных вариантов сварки чугуна такие фирмы как ESAB, ZELLER, UTP, выпускают электроды для холодной сварки с графито- базовым покрытием.
Из личной практики ремонта, могу сказать, что, к примеру, электродами Zeller855 можно сваривать любой чугун и чугун со сталью даже с присутствием масла в деталях. Конечно же по возможности масло нужно предварительно максимально удалять. Лучшие результаты для ремонта трещин нагруженных деталей получаются при добавлении в шов стальных прутков. В России более популярны электроды ESAB марок ОК 92.18, ОК 92.58, ОК 92.60, ОК 92.78
Особенности технологии сварки чугуна .
- “U” образная разделка сварочного шва или деталей для сварки. Угол разделки 60-70°- острые углы не допускаются.
- Для очистки от масла можно использовать специальные разделочные электроды, которые выжигают масло и убирают влагу.
- Обязательно хорошо зачистить поверхности шлифовальной машинкой.
- Если это заварка трещины, то необходимо засверлить её на концах сверлом 3-4мм.
- Сварку производить по “обратноступенчатой” технологии (от середины к краям) варить короткими проходами по 2-3 см на минимальной дуге.
- Электрод надо вести медленно, с небольшими поперечными колебаниями.
- При сварки производить постоянный контроль температуры детали, которая не должна превышать 80°.
- Наплавленный валик (2-3 см) (пока имеет малиновый цвет) необходимо проковать(обстучать) зубилом с скругленным бойком, для снятия внутренних напряжений(термоусадочных).
- Важно! Удары при проковке наносились не перпендикулярно наплавленному валику, а с оттяжкой вдоль оси валика от его конца к началу. Такая технология проковки снижает вероятность образования трещин.
Сварка проводится постоянным током обратной полярности (+ на детали)

Для дополнительного снятия внутренних напряжений шва производители электродов рекомендуют приваривать накладную стальную пластину без острых кромок. Такая пластина распределит нагрузку по большей площади.

При холодной сварке чугуна в домашних условиях можно применять простые стальные электроды добавляя в разделку медный или нержавеющий пруток. При этом, конечно, не допускать перегрева детали более 100° и не забывать о проковке. При большой длине шва накладывать валики лучше с разных сторон, не допуская перегрева детали свыше 100 градусов.
Как грамотно заварить чугун электросваркой

Когда нужно приварить две стальные детали друг к другу, то домашний мастер сразу принимается за работу. Другое дело, если вопрос идет о чугуне. Тут без предварительной подготовки не обойдешься. Далее разбираемся, как заварить чугун – рассмотрим все особенности сварки этого металла электродами в домашних условиях.
Особенности сварки чугуна
Сразу необходимо оговориться, что не любой чугун можно заварить. Дело в том, что этот металл состоит из сплава железа с углеродом. А последнего содержится аж целых 2,14%. Именно это обстоятельство и мешает качественному соединению.
Весь чугун делят на белый и серый. У первого на изломе виден белый цвет. А углерод в нем метастабилен и проявляется в виде цементита. Это обстоятельство выступает решающим в отношении обработки этого металла. Сварка совершенно невозможна. А из-за повышенной хрупкости, разрешается только шлифовка.
На изломе у серого чугуна проступает серебристый оттенок. Углерод в нем перешел в стабильную фазу и проявляется в виде графита. И это состояние позволяет проводить сварочные работы. Остается определиться, чем варить чугун и как.
Железо с большим количеством стабильного углерода в виде графита сваривать можно и даже нужно. Ведь необходимо же проводить ремонт деталей из чугуна, на которых образовались дефекты. Но характеристики у металла настолько специфические, что при работе с ним не избежать серьезных трудностей.
Вот список того, с чем можно столкнуться при сварке чугуна:
- Если при работе чугун слишком быстро охлаждается, то его поверхность из серой превращается в белую. Со всеми вытекающими последствиями.
- При неправильном выборе режима температур в районе шва появляются трещины из-за перекалки сплава.
- Если не бороться с активным выделением газа, то шов покроется порами.
- Формированию шва мешает высокая текучесть чугуна.
- Если в зоне сварки позволить окисляться кремнию, то это приведет к появлению непроваренных участков.
Но учитывая все трудности, были разработаны технологии, позволяющие получать предельно качественные швы на поверхности чугуна. Необходимо только правильно подобрать метод воздействия на металл. А также провести предварительную подготовку и придерживаться всех нюансов методики.
Способы сварки чугуна
Для получения добротного шва на чугун воздействуют двумя способами. Существует такое понятие, как горячая сварка. Для нее необходимо прогреть металл до 650 °C. Такой температурный режим позволяет избежать появления трещин в районе шва.
Но такие температуры возможно получить только в промышленных цехах. Поэтому в домашних условиях применяют полугорячую сварку. И чугун греют только до плюс 350 °C. В обоих случаях необходимо следить, чтобы температура шва и остальной поверхности повышалась равномерно. А самые большие проблемы связаны с правильным охлаждением металла.
Но все домашние умельцы практикуют второй способ, который называют сваркой по-холодному. Для него нет необходимости греть заготовку. А всю работу выполняют только специальными электродами. Но этого для качественного шва мало. Прежде нужно грамотно подготовить поверхность, а при сварке строго придерживаться технологической карты.
Видео описание
В этом видео наглядно о том, как варить чугун электросваркой:

Подготовка
Место будущей сварки тщательно зачищается. Для этого лучше взять болгарку с лепестковым кругом. При этом нужно следить, чтобы все кромки не имели острых углов. У рабочей поверхности должна быть только сферическая форма.
Далее необходимо провести обезжиривание. Для этого подойдет любой бензин или растворитель. Главное обеспечить полную нейтрализацию окисленного металла.
Отдельно нужно сказать о шпильках. Они являются опорными элементами и часто применяются для создания качественного соединения. Например, если нужно заварить трещину на поверхности чугунной детали, то после зачистки, на ее концах высверливаются отверстия. В них вставляются стальные шпильки.
Размер элемента имеет строгий регламент. Его диаметр не может быть больше 40 % от толщины чугунной поверхности. Выступать над плоскостью шпилька должна не более, чем 4-6 мм. А их количество ограничивается размерами трещины. Ведь расстояние между двумя шпильками не должно превышать шести их диаметров.
После подготовки поверхности, прежде, чем сваривать чугун, уделяют внимание выбору электродов. Обычные (для стали) проделают еще большую дыру. Поэтому необходимы только те, которые имеют правильное напыление, позволяющее в нужном русле воздействовать на прихотливый чугун.
Подойдут электроды, содержащие медь, хром или никель. И самые распространенные из них: ЦЧ-4, ОЗЧ-2, ОЗЖН-1 и МНЧ-2. Причем нужно проследить, чтобы их диаметр не отклонялся от 3 мм.

Процесс сварки
Когда куплены все расходные материалы, будет полезным прочитать инструкции на упаковках. Там указываются полезные сведения. От режима использования до необходимого количества электродов на определенный размер шва.
А для сварки по-холодному в домашних условиях есть основные правила:
- Выбирается обратная полярность подключения.
- Сварочный аппарат ставится на минимальную мощность.
- Не нужно делать непрерывный шов длиннее 5 см.
- Чтобы металл не перегревался, перерывы в работе делают, как можно чаще.
- Первый слой, а также последний обязательно проковывают молотком, но с самым малым усилием.
Разберем, как варить чугун на конкретных примерах.
По шпилькам
Шпильки устанавливаются в подготовленные отверстия. Электродом, слой за слоем, вокруг каждого вспомогательного элемента наваривается металл. В конце концом шпилька полностью закрывается наплавом.
Чтобы не превышать температуру поверхности свыше 80 °C, делаются перерывы. А лучше комбинировать их с переходами между шпильками. Немного отработав на одной, на время ее оставляют и переходят к следующей. Так и двигаются по кругу с небольшими паузами.
Когда все шпильки скрываются под наплавами, делается завершающий шов. Он соединяет весь наваренный металл между собой.
Многослойный
Проверяются фаски. Они должны быть сферической формы, без острых выступов. Двигаясь от одного края к другому, наплавляется первый шов. Пока он не остыл, его в легкую проковывают молотком. Затем ему дают остыть.
Если возможно, деталь переворачивают на другую сторону. С тыла наносится аналогичный слой металла, который также проковывается. Деталь возвращается в исходное положение, и уже теперь слой за слоем, наплавами закрывается весь дефект. Не забывая легонько проковывать каждый наваренный шов, а также делать перерывы, чтобы не перегреть металл.
В этом видеоролике показано, чем заварить чугун:

Коротко о главном
Если появилась трещина на чугунной детали, а дома есть доступ к инвертору, то можно считать, что одна треть дела сделана. Остается правильно подобрать электроды и выбрать один из способов ремонта.
Будет ли шов накладываться на шпильки или наплавляться слой за слоем, существенной разницы не играет. Главное строго соблюдать технологию и не дать металлу перегреться. И если все условия соблюдены, то домашний ремонт ничем не уступит, сделанному в мастерской.
Технология сварки чугуна

В составе чугуна присутствуют всего два элемента – железо и углерод, поэтому его считают простым сплавом. Высокая прочность материала обеспечила его востребованность. Он находит применение практически во всех жизненных сферах – из него изготавливают радиаторы отопления, сантехнику, посуду, различные конструкции и детали. В статье поговорим о том, что представляет собой технология сварки чугуна, а также расскажем об особенностях данного вида сварочных работ.
Сложности сварки чугуна

Чугун представляет собой расплавленное железо, при остывании которого добавляется большое количество углерода. Поскольку его концентрация значительно превышает предельную растворимость, для вновь образовавшегося сплава характерна высокая твердость, но малая однородность. Материал имеет пористую структуру, крупные вкрапления углерода нарушают его кристаллическую решетку, в связи с чем отличительной чертой его межатомных связей является малый предел упругой деформации.
Крупные вкрапления графита затрудняют процесс сваривания чугуна – для зон нарушения кристаллической решетки характерно местное напряжение, приводящее к хрупкости детали. Особенности технологии сварки чугуна требуют тщательного выбора набора присадок, благодаря которым будет обеспечиваться:
- хорошая смешиваемость шва с остальной толщей металла;
- наименьшая разница в температурной усадке;
- минимально возможная толщина шва;
- повышенный показатель равнопрочности.
Сварка чугуна затрудняется еще и большим количеством его разновидностей. А отсутствие конструкторской документации на изделия не позволяет достоверно и точно определить состав сплава. Поэтому в основном для определения сорта чугуна изучают его цвет на изломе, после чего приступают к выбору наиболее подходящих электродов и режимов сварки.
Сварку чугуна в домашних условиях можно назвать лотереей, дающей массу возможностей экспериментировать, чтобы получить наилучший результат.

Работать с серым чугуном, имеющим мелкодисперсную структуру легче, чем с крупнозернистым темным металлом. Если чугунная деталь в течение длительного времени контактировала с маслом или подвергалась окислению, сварить ее не удастся.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Чугун считают материалом, возможности сваривания которого ограничены. Работа с ним требует учета следующих особенностей:
- работы выполняются в основном в нижнем положении, поскольку в жидком состоянии металл обладает высокой текучестью;
- в местах выгорания углерода образуются поры;
- низкая пластичность и нарушение температурного режима приводят к возникновению внутреннего напряжения и растрескиванию швов;
- в процессе плавления чугуна образуются окислы, температура плавления которых превышает температуру плавления самого металла.

Подготовка чугунных изделий к сварке
Технология сварки чугуна предполагает грамотный подход к подготовке материала, при котором будут учтены все свойства металла и сведена к минимуму вероятность дефектов по окончанию сварных работ. Процесс подготовки включает в себя:
- Распил трещин. В чугуне они отличаются тонкой и глубокой структурой. При толщине обрабатываемого изделия более 4 мм шов, который накладывается сверху, минимально закроет верхнюю часть трещины, при этом внутри останется разрозненная структура. В таком случае у готового изделия будет низкое сопротивление на разрыв и излом. Работа с такими дефектами включает в себя распил трещины «болгаркой» с тонким диском. Чем толще обрабатываемая деталь, тем более глубоким должен быть запил.
- Просверливание краев. Трещины могут заканчиваться дальше и глубже, чем это можно увидеть невооруженным глазом. В связи с этим прежде чем приступить к сварным работам, необходимо высверлить отверстия, отступив на 5 мм от видимых краев трещины. В таком случае внутреннее пространство будет лучше заполнено металлом, соответственно снизится вероятность дальнейшего раскола.
- Разделка кромок. Сварочные работы с чугуном осложняются тем, что в месте соединения металл перекаливается, становясь хрупким. Для предотвращения подобного эффекта необходимо равномерно прогревать шов по всей длине, а в место соединения добавлять достаточное количество присадочного материала. Помочь может правильная работа с кромками. Соединение толстых пластин требует скосов краев под углом 45°, а также незначительного (3-4 мм) притупления у основания. Такая разделка позволяет лучше заполнить место соединения, создавая участок, устойчивый к появлению трещин.
- Подформовка. При работе с тонкими чугунными элементами повышается риск протечки жидкого металла. Графитовая подкладка поможет поддерживать прогретый участок, обеспечивая сохранность первоначальной формы изделия.
Сварка чугуна электродом: технология, нюансы

Технология сварки чугуна позволяет пользоваться стальными низкоуглеродистыми электродами, среди преимуществ которых можно отметить их дешевизну и доступность. Их можно использовать для работы с элементами неответственных деталей и с изделиями, имеющими незначительные дефекты. Однако качественная сварка требует выполнения первого плакирующего слоя в разделке с помощью электродов марки ЦЧ-4.
Чаще всего используются обычные электроды марок АНО-4, УОНИИ 13/45 и др., но в этом случае не обойтись также без медной проволоки. Ее наматывают непосредственно на электрод (ее масса должна быть в 4-5 раз больше массы электрода) либо используют как присадочный пруток.
Сегодня многие производители выпускают специальные электроды, предназначенные для работы с чугуном. Они представляют собой железные, никелевые или медные стержни, поверх которых нанесен тонкий слой обмазки. Изготавливаются, в основном, в соответствии с техническими условиями предприятий-производителей.

Состав обмазки включает железный порошок. Эта группа представлена электродами по чугуну марок ЦЧ-4, ОЗЧ-2, ОЗЧ-3, ОЗЧ-4, ОЗЧ-6, ОЗЖН-1, ОЗЖН-2, МНЧ-2. Выпускаемые электроды имеют диаметр от 2 до 20 мм, и длину – 300, 350 и 450 мм. Они формируют отличный сварочный шов. Использование большинства перечисленных марок позволяет сваривать детали внахлест, встык, соединять их под углом.
На величину сварочного тока (от 50 до 600 А) влияет диаметр электрода. Чаще всего выбирают ток в пределах 50–90 А на 1 мм диаметра электрода. Для сварки используют валики (до 50 мм), которые впоследствии охлаждаются до +50 °С. Технология сварки чугуна требует проковки швов молотком, весящим не более 1,2 кг и имеющим закругленный боек. Учтите, что первый и последний слои при многослойной сварке не проковываются, чтобы не вызвать появление трещин.
Рекомендуем статьи по металлообработке
Качество сварки чугуна зависит в том числе и от равномерности наложения шва. Перед началом работ кромки пластин необходимо разделать. Корневой шов выполняют прерывистым способом, но без колебаний. При повторном проходе завариваются непройденные участки. Последующие слои накладывают в шахматном порядке, используя для этого валики. Обработанный участок равномерно прогревается и насыщается металлом с меньшим содержанием углерода.
При производстве особо ответственных изделий используют технологию шпилек. Она более эффективно обеспечивает равномерный прогрев по сравнению с перечисленными способами, однако требует большего количества времени для выполнения.
Для правильного размещения шпилек на пластинах можно посмотреть соответствующее видео. Технология сварки чугуна предполагает их вкручивание по краям кромок и на некотором отдалении от стыка.

В первую очередь обваривают ввинченные элементы, следя за тем, чтобы наплавка была минимальной. Работы выполняются в разброс. После обработки шпилек начинают сцеплять сами пластины. Эта технология сварки чугуна позволяет создать надежное соединение, для чего требуется постепенно накладывать валики, равномерно прогревать материал, а также использовать более податливый металл для сварных работ.
Технология сварки распространенного в промышленности серого чугуна требует обеспечения его медленного остывания. Для этого обработанное изделие засыпают золой или песком и оставляют до тех пор, пока его температура не сравняется с комнатной. Таким образом снимается напряжение в металле, предотвращается появление микротрещин.
Прежде чем приступить к варочным работам, линия соединения посыпается бурой или другими порошками-флюсами. Таким образом снижается соприкосновение воздуха с присутствующим в чугуне углеродом, уменьшаются поры. Помещение, в котором проводятся работы, должно быть оборудовано хорошей системой вентиляции, защищающей сварщиков от газового облака.
Технология сварки чугуна аргоном

Полуавтоматическая технология сварки чугуна аргоном, особенно с использованием инвертора, позволяет получать высококачественные швы.
Изделие необходимо в обязательном порядке прогревать не менее чем до +300 °С. Присадочным материалом в основном выступают никелевые прутки, реже используют присадочную проволоку из сплава алюминия и бронзы, но только в том случае, если готовое изделие не предполагается нагревать при эксплуатации.
Автоматическая технология сварки чугуна с использованием специальных порошковых проволок является более производительной. Такие присадки содержат комплекс специальных модифицирующих элементов, вводимых в виде содержащей кремний лигатуры.
Различные виды работ предполагают использование определенных марок:
- ПП-АНЧ-1 – предназначена для заваривания незначительных дефектов, не требует предварительного подогрева, впоследствии поверхности не требуют механической обработки;
- ПП-АНЧ-2 – с ее помощью устраняют дефекты на изделиях большой толщины, предварительный прогрев не является обязательным;
- ПП-АНЧ-3 – предназначена для заварки дефектов независимо от их размеров, требуется предварительный прогрев до высокой температуры (горячая сварка);
- ПП-АНЧ-5 – с ее помощью выполняют ремонтную сварку изделий, изготовленных из высокопрочного чугуна, технология требует предварительного подогрева;
- ППСВ-7 – помогает исправлять дефекты на отливках.
Технология газовой сварки чугуна

Технологию газовой сварки чугуна применяют при необходимости получения прочного сварного шва. В этом случае требуется небольшой провар поверхности основного металла. Такие сварочные работы предполагают использование нескольких режимов наложения шва, влияющих на итоговое качество соединения.
Качество сварного соединения зависит от ряда составляющих:
- видов режимов подаваемого напряжения;
- видов техники накладываемого сварного соединения;
- показателя силы тока;
- скорости прохождения.
Технология дуговой сварки чугуна, в результате которой получается прочное соединение без трещин, пор и других дефектов, требует соблюдения ряда условий во время выполнения работ:
- напряжение дуги должно составлять 18–21 В;
- сила тока должна быть в пределах 100–120 А;
- скорость прохождения – не превышать 12 м/ч;
- использования специальных сварных проволок 09Г2СА или ПАНЧ 11, диаметр которых составляет 1 мм.
Лазерная сварка чугуна и чугунных изделий

Технология лазерной сварки чугуна является современным способом соединения материалов, при котором используется направленный пучок лазерных лучей. Эта технология стала применяться в промышленности 20–25 лет назад, но ее перспективы не вызывают никаких сомнений.
Концентрация тепла на конце лазерного пучка позволяет выполнять узкие, глубокие сварные швы, при этом скорость процесса весьма высока. Исключительные свойства лазерной технологии сварки чугуна привели к ее быстрому распространению в промышленности.
Преимуществами данной технологии являются ее безопасность и высокое качество. Чтобы полученные швы не имели трещин, работы проводятся одним из двух способов:
- Лазерной сваркой с индукционным нагревом, осуществляемым либо предварительно, либо непосредственно при работе. Благодаря нагреву повышается контроль над рабочим процессом, в том числе снижаются переходные напряжения; уменьшается возникновение трещин; снижается излишняя твердость наплавленного металла; повышается скорость сваривания.
- Лазерной сваркой с присадкой. Таким способом можно эффективно соединять друг с другом не только чугунные изделия, но и чугун с различными типами сталей (конструкционными, цементованными, закаленными). При помощи этой технологии можно сваривать корпусы, элементы шестерен, оси и другие детали в автомобиле- и машиностроении.
Такая технология сварки чугуна обладает следующим преимуществами, выгодно отличающими ее от традиционных способов:
- минимальным тепловым влиянием, небольшой ЗТВ и, следовательно, минимальным короблением;
- высоким качеством, прочностью, равномерностью и повторяемостью сварных швов;
- гибкостью в управлении лазерным пучком, осуществляемом при помощи волоконной оптики, вплоть до его доставки в сварочную зону;
- возможностью сварки труднодоступных областей, до которых не добраться другими способами;
- высокой скоростью наплавки и производительностью процесса;
- простотой контроля и автоматизации процесса;
- универсальностью – с помощью одного и того же лазерного инструмента можно выполнять резку, сверление и ряд других работ.
Эта технология сварки чугуна востребована в автомобиле- и машиностроении, она используется для соединения корпусов, элементов шестерен, осей и пр. С ее помощью развиваются новые дизайнерские направления, кроме того, она отличается эффективной стоимостью.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка чугуна со сталью

Сварка чугуна со сталью – операция, которая сегодня пользуется высокой популярностью. Данная технология применяется во многих отраслях промышленности, включая машиностроение, производство станков, металлургию и т. д. Железоуглеродистые сплавы (чугун) широко используются для производства различных изделий и конструкций. Продукция из этого материала отличается доступной ценой и рядом положительных характеристик.
Проблемы и особенности сварки чугуна со сталью

Чугун представляет собой углеродистый сплав железа, в котором углерода содержится более 2,11–2,14 %. Этот материал может включать различные примеси: кремний (до 3 %), марганец (менее 1 %), серу, фосфор и легирующие добавки (хром, никель, ванадий, алюминий, магний и т. д.). Содержание специальных добавок и термическая обработка позволяют увеличить прочность и пластичность чугуна.
Железоуглеродистые сплавы могут эффективно сглаживать вибрации. Этот материал отличается устойчивостью к износу и обладает отличными литейными характеристиками. Широкое применение чугуна для производства разных деталей приводит к тому, что такие сплавы часто приходится сваривать с различными металлами.
Технология такого сваривания особенно широко используется на чугунно-литейных предприятиях. Кроме того, чугунные изделия получили применение на заводах, которые ориентированы на ремонт различных видов оборудования. Кроме того, такие операции позволяют устранить разные дефекты железоуглеродистых отливок.
Особенность чугуна заключается в том, что он по своему составу напоминает сталь, но его строение затрудняет процесс сваривания. Это обусловлено повышенным содержанием углерода, который может находится в сплаве в форме зерен разного размера.

При сваривании изделий из чугуна, в структуре которого содержаться крупные зерна углерода, очень трудно добиться надежного соединения. Большие сложности возникают и при сваривании железоуглеродистых сплавов со сталью, что обусловлено разнородностью этих материалов.
Проблематичность этого процесса обусловлена особенностями структуры чугуна. Его химический состав способствует текучести при достижении температур плавления. Из-за этого невозможно при сваривании создать однородный прочный шов. После продолжительного нагревания чугун может вытекать из сварочной ванны. Чугунные сплавы в сравнении со сталью имеют более низкую температуру плавления и меньшую пластичность. Такие особенности могут стать причиной растрескивания сплава в ходе остывания после сваривания.
Углерод, содержащийся в чугуне, в процессе нагревания при его сваривании со сталью вступает во взаимодействие с кислородом из окружающего воздуха. В результате формируется неоднородный сварной шов с многочисленными порами. Такое соединение отличается низкой устойчивостью к нагрузкам на изгиб.
Сварка чугуна со сталью, технология которой учитывает описанные выше особенности, обеспечивает формирование сварного шва нормального качества. Для устранения текучести чугуна в местах соединения металлов нужно подложить платину из графита. Это позволит предотвратить вытекание расплавленного металла в случае его прожигания.
Третью проблему сваривания деталей из стали и чугуна можно решить за счет выполнения такой операции в среде, содержащей инертные газы. К примеру, можно использовать CO₂. Этот газ будет вытеснять воздух из зоны сварки. При сварке чугуна со сталью аргоном может применяться смесь Ar (аргон) и CO₂ в соотношении 1:4.

В зависимости от температуры разогрева соединяемых деталей различают три способа сварки стали и чугуна:
- Горячая сварка – основной метод, который считается самым «правильным». Перед началом сваривания детали нужно нагреть до температур от +600 °С до +650°C.
- При полугорячем сваривании детали из чугуна разогревают до +300…+350 °C.
- Технология холодной сварки не предполагает нагревания соединяемых изделий.
Нужно отметить, что при разных методах сваривания деталей из стали и чугуна используются различные электроды. Важно строго соблюдать технологические нормы и требования для каждого способа.
Технология сварки чугуна со сталью
Необходимо следить, чтобы в процессе сваривания различных металлов в наплавляемом материале не формировались интерметаллидные структуры, которые отличаются хрупкостью. Это очень важное условие для получения надежного соединения деталей из стали и чугуна. Для сварки таких материалов используется технология с применением буферного слоя.
При этом не нужно стремиться к использованию металлов, которые по прочности и устойчивости к коррозии в большей степени надежны, чем более «слабый» материал соединяемой пары (в нашем случае это чугун). В связи с этим, чтобы правильно выполнить сварку стали и чугуна, нужно изучить следующие рекомендации по прочностным характеристикам и устойчивости к коррозии:
- Чтобы предотвратить водородное растрескивание соединяемого элемента со стальной кромкой, используются электроды с фтористо-кальциевым покрытием.
- Для сварки деталей из разнородных металлов их кромки следует предварительно разогреть.

- В процессе сварки чугуна со сталью полуавтоматом вольфрамовым электродом с неплавящимся проводником в инертной газовой среде присадочным материалом могут выступать очищенные и выпрямленные стержни из порошковой проволоки с подходящим химическим составом либо стальные полосы. При этом следует учитывать, что такое решение может привести к формированию интерметаллических соединений, отличающихся хрупкостью.
Сварка стальных и чугунных деталей производится путем установки сварочного тока обратной полярности. Это условие применимо к сварочным аппаратам, у которых напряжение обычного тока холостого хода составляет около 54 Вольт. Если используется оборудование для сварки с более высоким значением напряжения холостого тока, то сваривание этих металлов может выполняться в режиме переменного тока.
В любом случае сварка чугуна со сталью полуавтоматом предполагает предварительный нагрев деталей до +600 °C. Это необходимо для предотвращения чрезмерного расширения материала в зоне сварки. Если сваривать разнородные металлы без такого нагрева, то в ходе сваривания и последующего остывания деталей могут произойти необратимые деформации. При соблюдении такого условия всего за один проход получается полностью герметичный шов между сталью и чугуном.
Если детали имеют большие габариты либо они включают легкоплавкие элементы, а также в других случаях, которые приводят к невозможности предварительного нагрева до требуемой температуры, то сварка должна производиться по другой методике. При этом сваривание выполняется валиками длиной до 0,25 см. Перед тем как нанести очередной валик, необходимо обеспечить остывание предыдущего.

Методика сварки валиками применяется в ситуациях, когда отсутствуют строгие требования по герметичности шва. Дело в том, что плотному свариванию валиков будет мешать сам процесс охлаждения. Кроме того, готовый шов получается очень хрупким, поэтому такую технологию нельзя применять, если существуют требования по дальнейшей обработке места сварки.
Долговечность швов, наложенных на чугунные детали, зависит от правильно подобранного типа электродов. Нужно учитывать, что из-за хрупкости чугуна конструкции из этого материала могут иметь много разных дефектов.
После завершения сварки соединение не должно быстро остывать. Особое внимание этому условию следует уделять при приваривании патрубков из стали к батареям из чугуна. Скорость остывания стальных сплавов гораздо выше, поэтому нужно уровнять время остывания свариваемых элементов. Для этого детали из стали засыпают материалом, который дольше сохраняет тепло (уголь, песок и т. д.).
Если метод сваривания чугуна со сталью выбран правильно, а сварщик имеет соответствующую квалификацию, то поврежденные чугунные детали несложно восстановить. Им можно вернуть необходимое состояние без ущерба для долговечности изделий.
Специалисты по сварке могут применять и другие технологии для работы с рассматриваемыми материалами. В этой статье мы приводим только проверенные методики. С их помощью выполнять сварку чугуна со сталью можно и в домашних условиях.

До того, как начать сваривать чугун со сталью инвертором, необходимо провести подготовительные мероприятия. Вначале место соединения чугунной детали следует зачистить болгаркой с лепестковым кругом или другой насадкой, которая может применяться для таких работ. Зачистка верхнего пласта производится до слоя металла, который еще не окислен.
Зачищенное место нужно обязательно обезжирить бензином или другим растворителем. Сварка чугуна со сталью инвертором для заделки трещин предполагает зачистку металла на всю глубину дефекта. Затем в этом месте следует засверлить отверстие диаметром 10 мм.
Дуговая сварка чугунных и стальных изделий может выполняться с помощью шпилек из стали или послойно без применения опорных элементов. Размеры шпилек строго регламентированы. К примеру, их диаметр должен быть менее 40 % от толщины чугуна. При этом выступ шпильки над свариваемым изделием допускается до 4–6 мм. Рекомендованный промежуток между шпильками должен составлять более 6 диаметров. Число шпилек определяется размерами соединения, но не должно превышать 1/4 площади излома.
Сварка чугуна со сталью в домашних условиях требует соблюдения некоторых требований. Кромки деталей не должны иметь острых срезов в месте соединения (оптимальная форма кромок – сферическая). Для такой сварки используются специальные электроды. Нужно применять марки электродов с медью, хромом, никелем и других лигатур (соединений), которые обеспечивают возможность наплавления стали на чугун.

Что нужно учесть перед началом работ по сварке чугуна и стали:
- полярность подключения должна быть обратной;
- выбирайте минимально допустимую мощность сварочного аппарата для определенной толщины электрода;
- непрерывный сварной шов не должен быть длиннее 3–5 см;
- для предотвращения перегрева чугуна используют частые перерывы;
- первый и последний слои в многослойных швах нужно проковать молотком (при минимальном усилии).
Необходимые материалы для сварки чугуна со сталью
Как было отмечено ранее, для сваривания чугунных и стальных изделий необходимо использовать особые марки электродов. Их покрытие должно содержать ферросилиций, который обеспечивает формирование однородного шва. Сварка чугуна со сталью электродом такой марки позволяет получать швы, поддающиеся механической обработке.
Производители выпускают в широком ассортименте электроды для сварки чугуна со сталью. Важно сделать правильный выбор, так как от этого зависит долговечность сварного соединения. Существует определенный перечень марок, которые используются на промышленных предприятиях. Чаще всего на производстве сварка чугуна со сталью выполняется электродами ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и т. д. Если рассматривать продукцию российских компаний, то это могут быть изделия марки ЦЧ-4.

Основное назначение электродов ЦЧ-4 – сварка чугуна по холодной и горячей технологии. Кроме того, их используют для ремонтных наплавок, напаек и заваривания дефектов, полученных в результате литья. Электродами данной марки можно варить ковкий чугун высокой прочности, а также чугунные и стальные детали. Технология сварки ими предполагает нижнее положение сварного шва, который формируется токами обратной полярности. Электроды данной марки обеспечивают высококачественное сваривание стальных и чугунных изделий.
Марка электродов ОЗЧ-2 может применяться для решения тех же задач, что и изделия ЦЧ-4. Сварка ими выполняется при нижнем или вертикальном формировании шва. Для этого также используется постоянный ток обратной полярности. Электроды данной марки больше подходят для сваривания тонкостенных изделий.
Чтобы получить шов высокого качества, следует обязательно зачистить кромки деталей. На них не должно быть посторонних веществ, включая масляных пятен. Поскольку структура чугуна способствует впитыванию масел и различных технических жидкостей, то участок сваривания следует обработать до совершенно чистой поверхности.
Сварка чугуна со сталью аргоном или в среде других инертных газов, так же как сваривание неплавящимися электродами, может выполняться с помощью специальной проволоки, которая маркируется как ПП АНЧ-1, ПП АНЧ-2 и ПП АНЧ-3.
Каждая отдельная марка проволоки предназначается для определенной технологии сваривания (горячей, полугорячей или холодной сварки). Конструкционно проволока изготавливается в форме металлической трубки, в которой находится флюс. С ее помощью можно выполнять полноценные швы, прочность которых будет такой же, как и у свариваемых чугунных изделий.
Читайте также: