Ремонт диодного моста сварочного полуавтомата
Обновлено: 13.05.2024
Здравствуйте. Попался мне на ремонт сварочный инвертор Днипро М Саб-250Н с необычной поломкой, на него грузовая Газель с домкрата слетела. Состояние так себе, но ведь простых путей не ищем, поэтому сегодня и вчера ремонт сварочного инвертора Днипро М
Вот сварочный инвертор который попал ко мне как запчасти.
Неизвестно был ли инвертор включен в момент падения авто или нет, в любом случае было интересно что с ним. После почти 2-х тонного прилета 🙂
Диагностика силовой платы сварочного инвертора
Первым делом нужно визуально оценить механические поломки, тут без них никак. Извлек плату, стойки сломаны, кожух на радиаторах согнут.
Силовую плату инвертора нехило погнуло, но есть шанс что дорожки уцелели.
Радиатор диодного моста тоже согнуло в рядом стоящий конденсатор. Конденсатор под замену, несмотря на то, что он еще рабочий. Может бахнуть в любой момент.
Ножку стойки сорвало с куском платы, сюда как то припаяю новую стойку.
Из за плохого прогрева сорвался конденсатор в цепи 24В, сам без повреждений. Его нужно пропаять.
Печально пострадали обмотки трансформатора. протерло сразу изоляцию вторички и первички. Этот момент поправлю эпоксидкой, дешево и сердито. Сварочный инвертор это стерпит.
Вместо конденсатора с допуском 450В установлю 400В. Здесь не бывает напряжений больше 350В это 250В в розетке
Диагностика транзисторов и диодных мостов сварочного инвертора
Все как по инструкции ремонта сварочных инверторов. Четко и последовательно
Проверю транзисторы. Здесь стоят IGBT транзисторы, так что проверить нужно в трех положениях. Сначала проверю пробой обратного диода, обычно напряжение перехода 400 мв
Провера колектор-эмиттер на пробой. Переход должен быть до бесконечности. Кстати тоже самое затвор-эмиттер
Теперь диодный мост. Проверяю обычно в двух положениях между + и -. Сначала прямой напряжение пробоя, оно должно быть бесконечно. Иногда пока конденсаторы зарядиться напряжение с 0 доходит 1000мв и уходит в бесконечность, это нормально.
Потом проверю на обратный пробой, он равер примерно 500-800мВ
Раз сила жива, значит можно попробовать ее пропаять и приступать к плате управления.
Быстренько по номерам нашел номиналы и это R63 10кОм и R52 6.8кОм, потенциометр 20кОм. Этим потенциометром устанавливается максимальный ток регулятора. Кстати потенциометр регулятора тока под замену, его сломало.
После восстановления платы подключу на шину 24В лабораторный блок питания, ток ограничу на 500 мА. На выходе трансформатора драйвера осцилограф DSO 138. Частота 40кгц, импульсы одинаковые и прямоугольные.
Теперь так же проверю, что на транзисторах. Проверять надо все 4 транзистора, показания не должны отличаться. 40кгц скважностью 49,5%.
Дальше можно подать на силу 220В через лампу, в моем случае через прибор для безопасной проверки блока питания. Как видно спираль лампы даже не подсвечивала.
Пока конденсаторы заряжались через лампу, ток стоял 160мА. Это чисто плата с индикацией без вентилятора.
Потом ток упал до 39мА и так держался.
Напряжение ХХ 19,48В и судя по схеме оно ограниченно цепочкой Функции VRD.
Что такое VRD? Это новая модная штука для безопасности сварщика. Она снижает напряжение ХХ с 60В до 20В, что бы при замене электрода током не било. Как по мне бесполезная функция, особенно с УОНИ, но кого то видно стукнуло нехило.
Проверка сварочного инвертора на баласте
Короче собираюсь в корпус, буду проверять ток на баласте.
Подрихтовал корпус как смог. Отверстия под винты совпали, ничего не цепляю за плату.
Включаю в розетку инвертор, все работает, временно сбоку вентилятор от большого сварочника, так как пока нет под замену нового. Подключаю самодельную нагрузку для сварки и ток 140А в любом положении регулятора. Токовая защита срабатывать на своем пределе. Регулировка RT2 ничем не помогла.
Затем попробовал подменить TL082 и TL084, тоже не работает регулировка тока. Далее проверил все резисторы на пути от регулятора до ШИМ. Напряжение меняется при регулировки тока на всех ОУ, на всех резисторах до ШИМ. Так в чем же дело не мог никак понять. Скидывал оптопару АнтиСтик, R74 выпаивал, что бы отключить форсаж, а толку ноль.
Короче проверял выпаивал стабилитроны, диоды проверил и в итоге это механически сломаны R13, С65, С44, они рядом с сорванными SMD
Поломки не было видно пока пинцетом не тронул. Установил новые детали и ток регулируется, есть отличный поджиг благодаря форсажу
Максимальный ток 140А установил с помощью RT2
А вот минимальный 80А, откуда 80, какие 80?
И тут бубны с плясками, а все из-за невнимательности. Опять перепаял, конденсаторы, проверил резисторы, ОУ и дошел до форсажа, форсаж ток поднимает. Выпаиваю резистор 33кОм и о чудо, ток в диапазоне 20-140А
Вот минимальные 20А
Пол дня этот форсаж сбивал с толку, это жесть.
Собираю верхний кожух, куплю вентилятор и на полноценную проверку электродом. Хотя сколько часов гонял балластом, что он выдержал лютейшие тесты.
Вообще схематически не плохой сварочный инвертор, нормально держит нагрузку, как варит не знаю, но все же плюсов много. Даже корпус еще не плохо спас плату.
Пока что все, хочу новых проверок, но время мало. Есть еще мысли сделать отключаемый VRD для нормальной работы с промышленными электродами, регулируемый форсаж для сварки тонкого металла и возможно доработать инвертор дросселем для работы с протяжкой, типа полуавтомата. Уже есть кое какие наработки, просто не могу антистик победить на этом инверторе
Изготовление полуавтомата из инвертора
Это будет в новой статье, а вы пока напишите в комментариях стоит ли он этих доработок.
Подписывайтесь на обновления в социальных сетях, что бы первым узнать о новой статье
Не варит полуавтомат ч.2

В продолжение записиПро полуавтомат, который греет проволоку
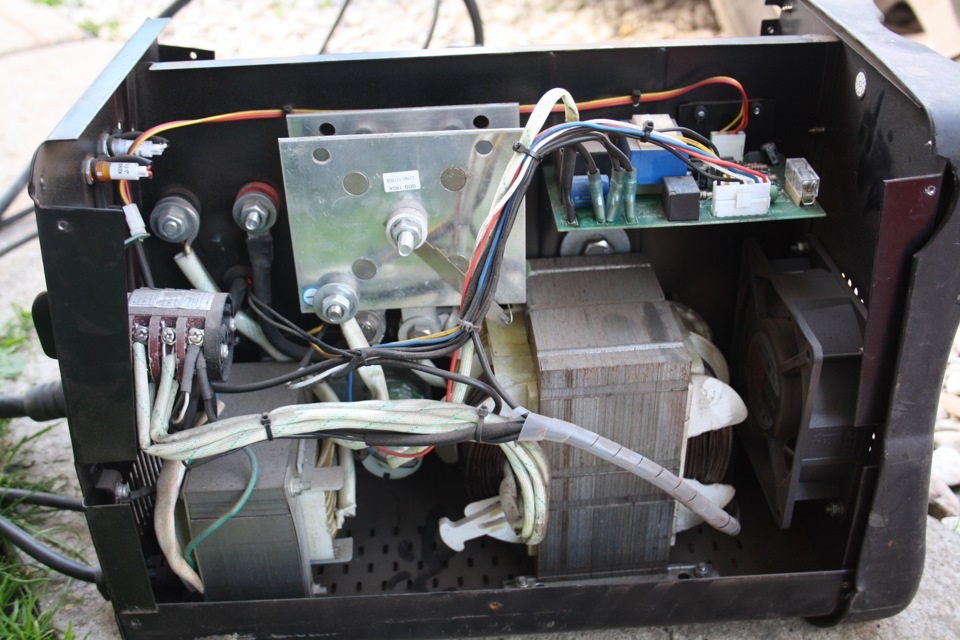
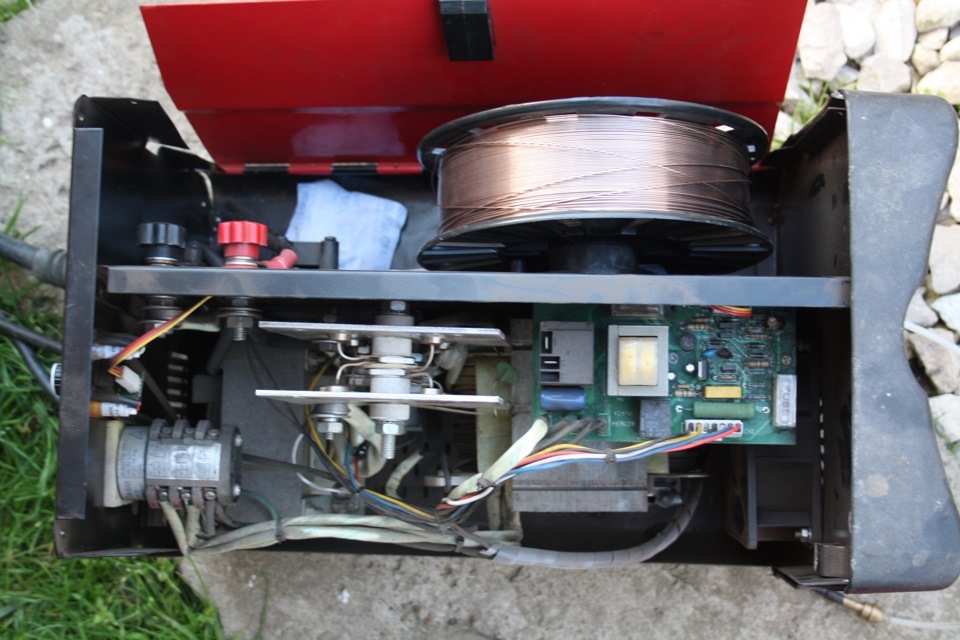
Диодной сборки не нашёл там в принципе. Есть некая малопонятное изобретение китайских мастеров. Пластина(радиатор), на ней 4 точками закреплены контакты, на контактах кольца. Т.е. 2 точки, 2 проволочки и они переходят в кольцо. Кольца ставятся попеременно через пластиковую втулку на болт.
Увеличение подачи проволоки должного эффекта не оказало, все равно греется и не варит.
Силовой провод на горелке закреплен хорошо, обрывов направляющей проволоки тоже вроде нет.
После пары минут опытов, ощутимо нагрелась одна из обмоток сварочного трансформатора. Для руки терпимо, но долго не подержишь.
Я правильно понимаю, что это скорее всего межвитковое кз, и транс на перемотку или замену?
Комментарии 37
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

диоды похожие как в автогенераторе и их видно на ваших пластинках

Диоды на аллюминевой пласстине, на третьем фото чётко видно, а Вы говорите, что не нашли. При таком раскладе лучше в мастерскую отнести, дешевле выйдет.

если по току и напряжению они подходят то да, я же скидывал примерную схему в личку…
на алюминевых пластинах(радиаторах)и стоят 8 диодов, они соединены по 2 в плече паралельно, для увеличения выходного тока, они стоят после трансформатора, и если один из них будет на коротком, то соответственно будет греться тр-р, проверить их на короткую надо…

Окай, это буду разбирать-прозванивать. Вопрос есть следующий. Если вместо этой сборки сделать 2 моста из каких-нибудь мощных диодов типа вд200?

Будет работать.На днях тоже столкнулся с подобной ситуацией, проверил всё, менял релюшки потом проверил все диоды на пластинах, потом уже даже каждый выбил из пластины и так уже проверил, но проволоку тупо плавило а не варило.Взял большие советские диоды вд200 набрал мост, но изменений не было.А причина была в переключателе, у тебя такой что надо крутить по кругу, а у меня две кнопки, одна 1-2 вторая мин-макс и одна подгорела, и буд-то всё работает а варить не варил, поменял кнопку и всё заработало.Попробуй найти вход на транс и подключить на прямую не через переключатель.Я свой так проверил, подключил на прямую варит, подключаю до кнопки греет проволоку.Из транса выходит 4 провода на первичку 1-2 и мин-макс главное не перепутать, потому что на 1-2 идет или фаза или ноль, так же на мин-макс.В тебя причина может быть и не в этом, но может тебе поможет.
Оригинальный вариант. Проверю

У тебя случайно не fubag tsmig 150?
Нет у меня Kaiser MAG-195

Может его в ремонт лучше сдать?Как бы потом дороже не вышло, если сам полезешь, во всем ведь невозможно разбираться!У меня телвин когда-то сгорел, не варил, а пытался только, поменяли эти хреновины на пластинах, начал варить.
Во всем разбираться невозможно, но очень хочется). К тому же, мы люди постсоветские, если дыма не было-значит можем сами починить. Да и качество услуг чаще всего страдает и не соответствует цене работы.
Смысл в том, что у них необходимые измерительные приборы есть:-) Я вообще далек от электроники, поэтому сразу бегу к друзьям электронщикам.Может найти характеристики этой катушки и замерить сопротивление обмоток?
Ну основная масса народа все таки на диодный мост кивает. Так что сначала его тестировать (к тому же, мне поянили где его искать)), а потом уже и с остальным решать вопросы. Если будут
Постараюсь четче сформулировать свою проблему.В один прекрасный момент аппарат перестал варить.Вроде и начинает варить, но срет и проволока от наконечния до металла раскаляется.Сначала думал, что застревает в рукаве-поменял на новый, ничего не изменилось.Потом электрик указал на причину не разбирая аппарат-замени диоды, они пробитые.Заменил и все отлично стало, до сих пор трудится в гараже у ребят.Кстати, огород городить не надо, они и родные есть в продаже там же где и сварочниками торгуют, во всяком случае у нас так!
У меня на даче, в своё время, тоже профессионалы электричество заводили. Разбирать когда стал, там до счётчика 5(!) скруток, счётчик на 5а и автоматы на 32а.

Есть еще вариант… проверь главный выключатель.
А те точки на алюминиевой пластине и есть диоды. Нужно их тоже прозвонить.
Контакты на горелку — массу внутри аппарата тоже проверить на подгорание…
Если греется обмотка, попробуй ее пошевелить, возможно где то протерлась изоляция и коротит на массу.
Еще смотрю дроссель после диодного моста идет, проверь контакты на диодном мосту.
Хорошо, с диодами, допустим решили. Звониться они должны между радиатором и контактом (кольцом)? Провода в аппарате уже в списке на проверку))
Радиатор — и отвод от таблетки… Я так понял их там 8 штук?
Получается, что 8, если считать по точкам на радиаторе, если по контактам на болте, то 4
болты это выход плюс и минус…

ты прав, если греется одна из обмоток то это меж ветковое к.з. на перемотку или замену, у меня с аргоновым сварочным такая же беда
Печально это. Ладно, буду или перематывать тогда, или же новый искать. Имеет ли смысл искать с другими параметрами, или проще и лучше поставить именно такой же?
лучше не экспериментировать и ставить аналогичный с такими же параметрами дабы не спалить все внутренности

Нужен мультиметр и ток-клещи. Мерить от розетки до горелки все. Именно все, в том числе диоды.
И проверять контакты. Все.
Транс там слабый, но 0.8проволкой медленно и печально должен варить.
Тыкните дураку, где там диоды? Есть там непонятная **** на радиаторах, но оно звонится во все стороны и все 4 контакта сидят на одном болте. Там сварочник то 2 транса, плата подачи, хрень на радиатора и пара крутилок
Один трасформатор, один мелкий это дроссель.
Диоды, да эат квадр. хрень, те что зажаты железками. Очень похоже от "генераторных" выпрямителей.
Как проверять, погулите картинки.

У меня где масса было оуослелось и такая же беда была, прчистил клнтакт и поменял болт, и все стало в норме!)
Массу на прищепке я переделывал, сварка массового провода (до прищепки) даёт тот же эффект. Есть вариант про болт в самом сварочнике, но это проверю. Так, навскидку, там все хорошо
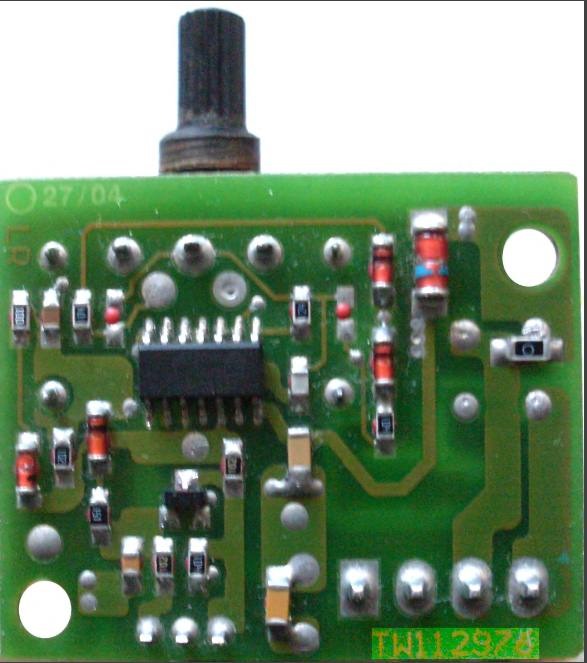
Сгорел регулятор подачи проволоки Blueweld 4.165

Помогите разобраться, не могу починить сгоревший регулятор на полуавтомате!
Новый из Италии надо заказывать, 90 дней обещают вести(((.
Перепутали вход питания и выход на моторчик регулятора
подачи сварочной проволоки, регулятор перестал работать.
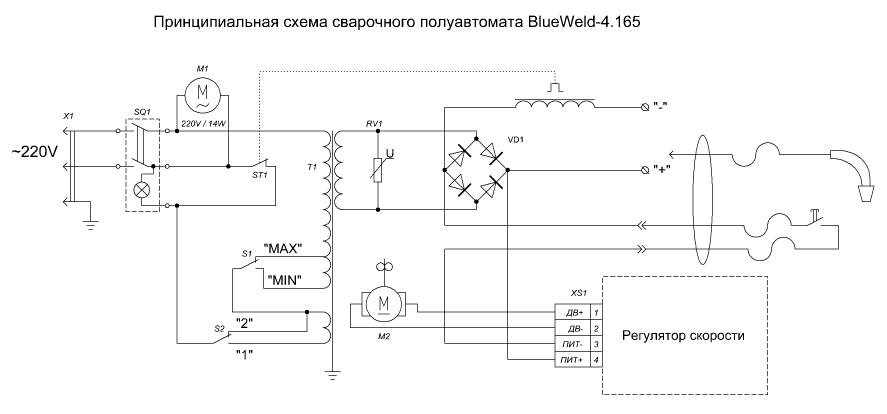
Вот схему его нашел:

Как я понимаю, на микросхеме HEF 4069 UB собран регулируемый генератор частоты, который открывает мосфет с разной частотой.
Плюс входа и выхода регулятора соединены, а регулируется по массе.
Работает эта схема как ШИМ генератор.
Мосфет открывается, и питает моторчик.
Особенность схемы в довольно высоком напряжении питания — от 42 до 55 вольт. Замерял на сварочнике.
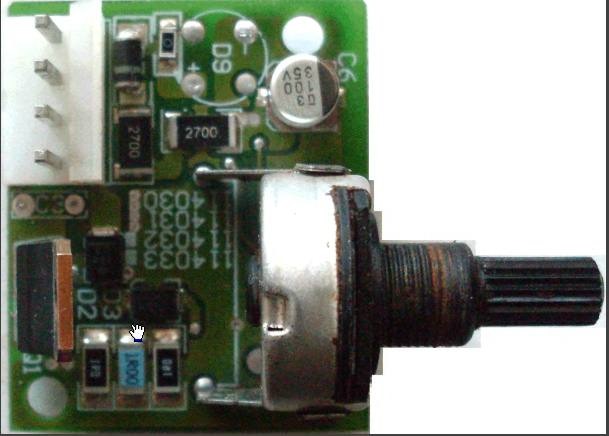
Визуально было видно, что повреждены резисторы внизу от мосфета, обведенные красным. Решил их заменить, а поскольку SMD не нашел поставил обычные на 1 ом. Так же заменил мосфет.
Прозвонил диоды все — живые. Проверил переходы транзистора — звонятся переходы.
Вот схема сварочника.
Подаю питание: ток не регулируется.
Мосфет полностью открыт. На выходе регулятора напряжение равно напряжению на входе.
На стабилитроне есть 12 вольт.
Поменял микросхему. Ничего не поменялось.
Куда копать? Сегодня померяю осциллографом частоту на входе на мосфет, с генератора частоты но думаю, если он открыт там висит единица…
UPD: 1. По всей видимости генератор частоты, после замены микросхемы заработал. Но на выходе все равно напряжение не меняется- мосфет открыт все время !
Подключил осциллограф. на ногу Gate мосфета приходят импульсы амплитудой 11 вольт.
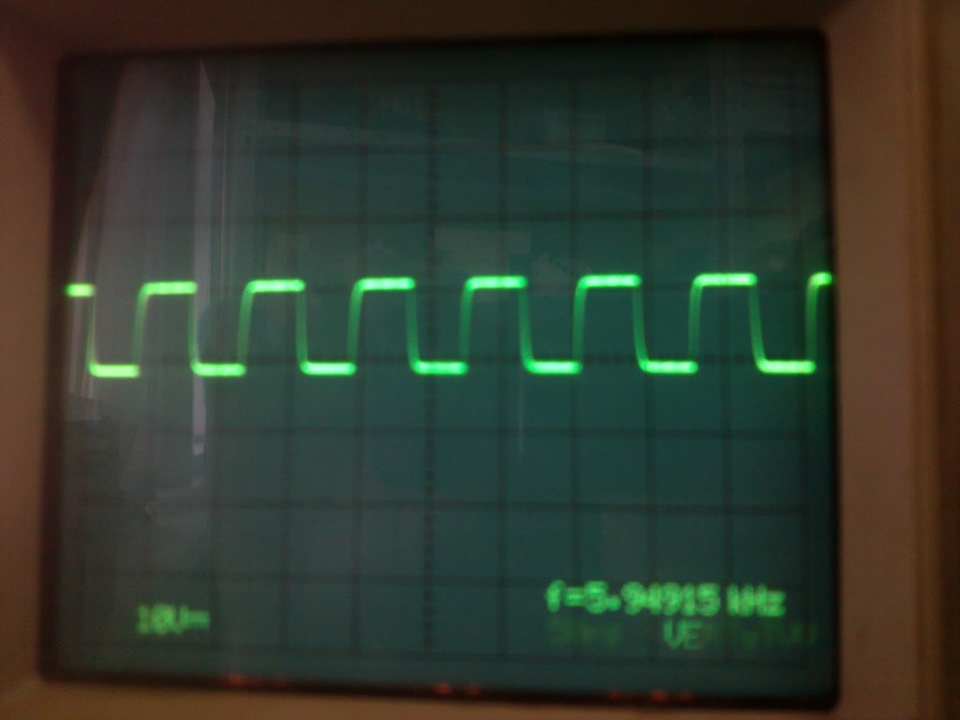
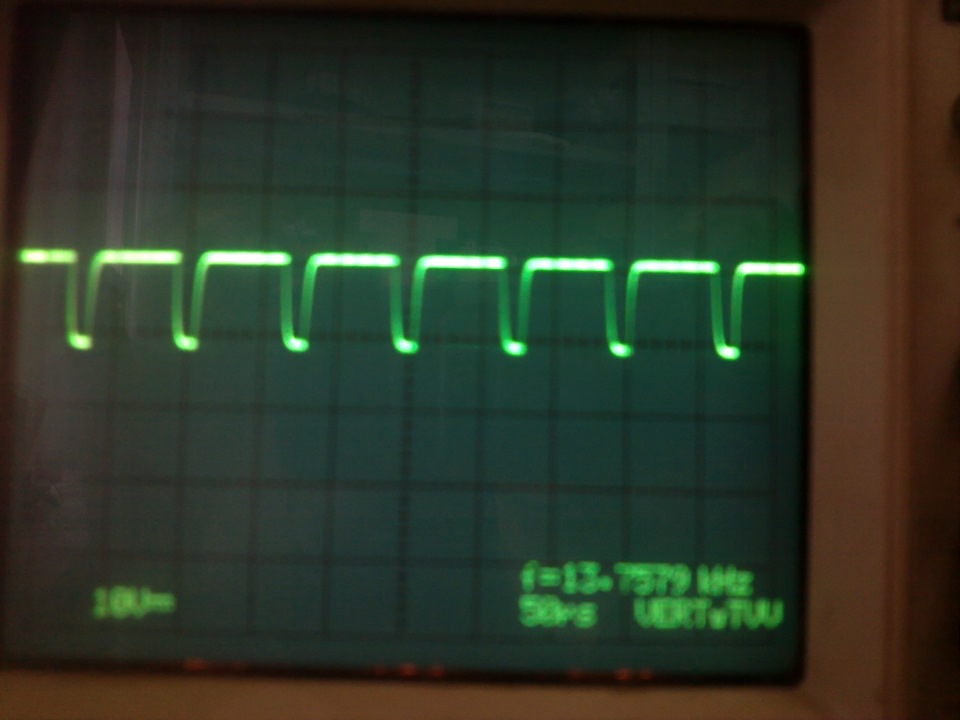
На осциллограмме видно, как меняется широта импульса, в зависимости от положения ползунка резистора.
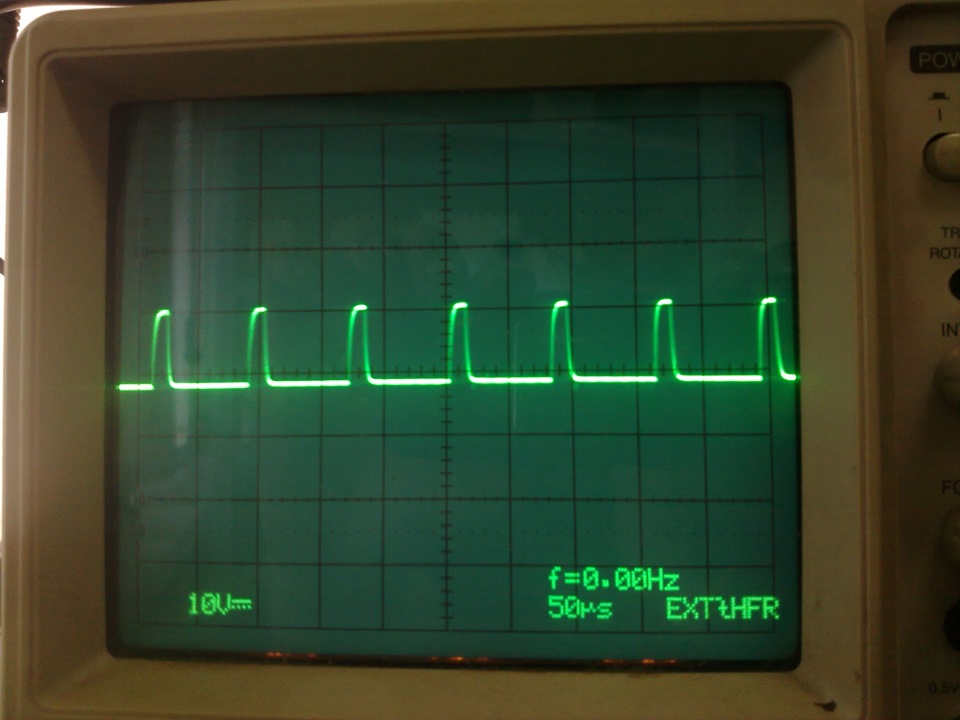
Отчего то мосфет не работает.

Комментарии 43

Понимаю что прошло уже 5 лет, но чем в итоге всё закончилось, просто проблема аналогичная.

Владелец купил новый регулятор.

Так чем история закончилась?

как вариан фуфло попалось а не нормальный транзистор, левака щас полно продают и можно нарваться
Завтра попробую выпаять и проверить отдельно.
вот все и прояснилось, мосфету хана, в нем похоже при переполюсовке внутренний диод екнулся, кстати он сильно грелся когда работал? я бы туда что-нибудь типа irfp260 поставил
Я не думаю, что он грелся. Мотор небольшой, потребляет до 1 ампера. Кстати, очень странно: мосфет я вчера поменял… Что ему еще надо? Я думал, они не требовательны к условиям работы.
отмыть плату, может где утечка идет, проверить внимательно на сопли, так же диоды еще раз проверить все
D3 можно вообще убрать, он в транзисторе есть
Проверить вообще он запирается или нет, как написано ниже замкнув затвор на минус

У меня такой же лежит регулятор, но так и не смог разобраться, видимо косяк в схеме, читал где-то что у них это проблема основная…
А где вы взяли новый? Сколько обошелся денег?
Новый не нашел, просто перестал пользоваться полуавтоматом…

С наибольшей вероятностью, Q1 у вас пробит, сгоревшие резисторы тому подтверждение. Проверить его проще, замкнув затвор на землю (замкнув резистор в цепи затвора 100 кОм, или к-э Q2 между собой). Если транзистор закроется (мотор подачи перестанет работать) — то Q1 исправен. Также проверьте D3 — он прозванивается без проблем. И убедитесь что на стабилитроне 12 Вольт.
Если Q1 целый, то причиной является неисправность микросхемы 4069. Причиной выхода её из строя, кстати, может быть высохший конденсатор C6.
Я поменял Q1 вчера, вместе с резисторами.Сегодня проверил осциллографом: на затвор приходит импульсы с широтой меняющейся в зависимости от положения переменного резистора. Значит вся схема до затвора заработала. Буду проверять конденсатор и D3.
Кстати, проверьте провод который идёт от стока Q1 (ДВ-) к двигателю — не замкнут ли он где случайно на корпус, на массу…
Хорошо. Хотя провод этот короткий, и не поврежденный.
Спасибо за советы! С ними себя увереннее ощущаешь с незнакомой техникой. Хотя и занимаюсь электроникой, но это немного новое для меня.
Всё получится — вы на правильном пути!

Нужно смотеть генератор импульсов, а конкретно скорее всего кондёр, от скорости его заряда зависит частота на частотном инверторе. Ну похожая проблема может быть если Q2 неисправен, кстати вы говорили звонили переходы — звонятся, коллектор — эммитер звонили? если звонится, то в мусорку. Можно ещё глянуть кондёр под 1к сопротивлением.
Простите, я неверно выразился. Тестером в режиме прозвонки диодов звоняться переходы транзистора как 0,7 вольта. Сегодня генератор импульсов заработал, а Q1 все время открыт. Надо копать выходную часть схемы. Не разу с мосфетами дела не имел.

Да ваще не надо париться ! Тут деталей то кот наплакал ! Заменить ВСЕ полупроводниковые элементы оптом . Там их будет аж на 100 рубаслв . Только теперь надо менять ВСЕ без исключения, даже те что Вы меняли .Роно на 10 минут работы .
Вы дома также делаете? Лампочка перегорела, бежите менять все люстры розетки выключатели и менять проводку?
Как я делаю дома можете посмотреть в блоге или БЖ . А если человек не понимает то ему так будет проще . Или начать курс физики с 5го класса ?

я иногда так делаю. особенно, когда приносят блок в работу, а искать конкретную деталюшку некогда. или когда подозрение падает на всякие микрухи, которым надо полдня создавать тестовую обвязку, а цена новой микрухи при этом 50р.
поменял на 100…200р всю подозрительную цепь, за час, отдал заказчику — в итоге всегда всё работает.
Да, это хоть и неправильно, но я так вчера сделал. Генератор выдает ШИМ модуляцию, а мосфет не реагирует. Похоже, что открыт все время.
Q2 проверьте. При неисправном будет полный шим на полевике.
Наоборот, будет 0 В на затворе и мотор вращаться не будет…
Это если накоротко. Транзисторы обычно выгорают на разрыв.
Да какая разница. "Полный ШИМ", как вы выразились, т.е. постоянный плюс на затворе будет только если с выхода инверторов 4069 приходит такой сигнал. А Q2 стоит в защите по перегрузке по току, он никак не может давать плюс на затвор. Либо он пробит, и затвор сидит на земле, либо он в обрыве — тогда только защита перестанет работать. А плюс-то как он подаст на затвор?
Q2 в зависимости от тока нагрузки обрезает по ширине импульс ШИМа. Если он неисправен, Двигатель будет регулироваться в очень маленьком диапазоне, учитывая, что для поддержания стабильных оборотов ток выбирается примерно из 0,5 максимального. Кроме того, без осциллографа там делать нечего.
Q2 откроется, только когда напряжение на резисторе 0,33 Ом (3 по 1 Ом) в цепи истока Q1 превысит 0,6 В. Т.е. при токе в цепи мотора порядка 2 А. Классическая схема защиты выходного каскада от перегрузки по току.
Но опять же, транзистор Q2 может только ЗАКРЫТЬ полевик Q1, но никак не открыть! Плюса на нём нет. Так что причиной "непрерывного вращения мотора подачи" он быть никак не может. Если его выпаять — все продолжит работать без изменения. Если его закоротить — то мотор подачи встанет.

как ножки у мосфета звонятся? он может быть постоянно открыт в случае, если у него на затворе постоянный плюс. или если у него сопротивление между стоком и истоком 0 (или около того ом).

Во-первых, что значит "ток не регулируется" ? Ток здесь регулируется переключением первички трансформатора и к схеме непосредственного отношения не имеет.
Так же не пойму, нахрена диодный мост в схеме подачи (кстати на плате его не видно)
И как измеряли напряжение на выходе подачи? Отнносительно плюса я ж надеюсь?
Измерьте напряжение на затворе относительно массы — там должен быть ноль или (в случае, если генератор работает) тестер может показать что-то а осцил должен показать прямоугольники.
Также ткните осцом на вход кучки инверторов (DD1.3)

Диодный мост на схеме, как я понимаю, стоит вместо мощного диода защиты от переполюсовки питания: от неправильной полярности питания выгорят нулевые резюки-перемычки, в нормальном включении шунтирующие мост.
Схемного смысла в этом не вижу, думаю, этот мост либо миниатюрнее подходящего диода, либо оказался дешевле.
Вообще не понимаю, зачем ставить какие-то защиты от переполюсовок на платах, мёртво стоящих внутри железного ящика и при нормальной работе не трогаемых годами
Как инженер систем чпу, я вам точно могу сказать — если плата стоит дороже пачки сигарет, защищать её надо. Обязательно найдётся дурак, который влезет, сломает, а потом будет говорить большое спасибо за наличие защиты…
Собираться это должно на заводе, а уважающий себя завод дураков принимать на работу не будет.
Защита от дурака — это хорошо, но а) на любую такую защиту всегда найдётся более глупый дурак :) и б)всюду пихать защиту — это нецелесообразно по многим факторам.
Посмотрите на диод D7 — это именно защитный диод, без вариантов и обсуждений.
DarknessPaladin
Диодный мост нарисован в схеме из за избыточности схемы. Это для тех сварочников, где на вход подают переменку.
Присмотрелся к схеме, вынужден признать, что вы почти наверняка правы — поскольку защитный диод на схеме есть (D7), как и всё необходимое для питания от переменного тока, хотя и странно, что кондёры после стабилитрона, а не до.
Меня ввёл в некоторое заблуждение факт, что резюки, в отличие от моста, никак не отмечены опциональными (для чего обычно применяется пунктир)
Простите, не регулируется напряжение на выходе с мосфета. Диодный мост показан пунктиром, для схемы где приходит переменка. Тут он не запаян.
Нет, напряжение я измерял между выходами на регулятор. Т.е. на разъеме ХР1 1 и 2 вывод — "+" и "-" двигателя.
Генератор показал на затворе относительно массы импульсы с амплитудой 11 вольт. Частота около 12 кГц, меняется их широта.
Мосфет не реагирует на изменение ширины импульсов, хотя я его менял.
Советы по ремонту сварочного полуавтомата
Ремонт любого технически сложного устройства начинается с его осмотра.
Сварочный полуавтомат отличается компактностью и технологичностью в эксплуатации.
При соблюдении всех правил эксплуатации электрических установок, аппарат надежно служит в течение многих лет.

В то же время хорошо известно, что сварочное оборудование требует своевременного обслуживания и правильного хранения.
Очень важно соблюдать режимы сварки, которые прописаны в инструкции по эксплуатации.
И если произошла поломка полуавтомата, то ее нужно своевременно устранить.
Составные элементы сварочного полуавтомата
Прежде чем начинать ремонт сварочного полуавтомата своими руками, следует четко представлять себе, из каких узлов и агрегатов состоит полуавтомат.
Стандартная структура сварочного полуавтомата включает в себя следующие узлы и агрегаты:
- источник электропитания;
- устройство для подачи присадочной проволоки;
- источник инертного газа;
- держак с горелкой.
Источник питания, в свою очередь, состоит из трансформатора, выпрямителя, дросселя и других элементов.
Для сварки деталей из любых металлов и сплавов, главным фактором, определяющим качество шва, является стабильность горения дуги.
В процессе обеспечения этой стабильности участвуют все перечисленные элементы.
Устройство подачи присадочной проволоки представляет собой сложный механизм.
Если подача присадочного материала происходит с задержкой, то это сразу же отрицательно отразится на качестве сварного соединения.
Полуавтомат качественно варит только в таком состоянии, когда все узлы и агрегаты точно настроены и действуют синхронно.
Невозможно добиться высокого качества сварного шва и в том случае, когда защитный газ подается в зону горения дуги с перебоями. Газ может подаваться из баллона или специальной газораспределительной системы.
Нарушение подачи может происходить по разным причинам, которые необходимо обнаружить и устранить.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Чаще всего отказы и неисправности возникают в результате несоблюдения правил эксплуатации устройства.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
К таким неприятностям может привести ослабление болтовых соединений, которые стягивают листы магнитопровода или сердечника.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
В числе таких причин на первом месте значатся плохие контакты.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Для того чтобы определить исправность элементов, их нужно выпаять и проверить с помощью омметра.
Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
Некоторые особенности ремонта
Многолетний опыт показывает, что в некоторых случаях сварной шов получается непрочным из-за низкого качества защитного газа.
Или по причине нестабильной его подачи в зону горения дуги.
В таких случаях необходимо провести ревизию всего тракта подачи газа и горелки, которую сварщик держит своими руками в процессе работы.
Этот инструмент всегда нужно содержать в рабочем состоянии. Оберегать его от повреждений и загрязнения.
Все профилактические работы, которые предписаны в инструкции по эксплуатации, нужно выполнять неукоснительно.
При выполнении этих требований сварочный полуавтомат будет действовать безотказно.
Основные неисправности сварочных инверторов и методы их устранения

Оборудование
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Читайте также: