Ремонт и эксплуатация сварочного оборудования
Обновлено: 20.09.2024
Сварочное оборудование является звеном технологической цепочки большинства промышленных предприятий. Наряду со всеми другими видами производственного оборудования, сварочная аппаратура охвачена системой планово-предупредительных ремонтов, включающей в себя регулярное проведение процедур текущего технического обслуживания, а также различных видов ремонта, текущего или капитального.
Содержание проверки
Виды мероприятий, относящихся к процедурам технического обслуживания и их периодичность, определяются порядком, изложенным в действующих нормах и правилах. Причем для различных типов оборудования существуют свои нормы, однако есть и общие правила обслуживания.
Электросварочные аппараты, по своей сути являясь электроустановками, должны эксплуатироваться, а также проходить техническое обслуживание в соответствии с действующими нормами, которыми для них являются Правила Технической Эксплуатации Электроустановок Потребителей, содержащие соответствующий раздел. Согласно этим правилам, проверка сварочного оборудования должна проводиться в следующих объёмах:
- проведение внешнего осмотра аппаратов;
- контрольное включение в режиме холостого хода не менее чем на 5 минут;
- замеры величин сопротивления изоляции;
- контроль исправности цепей защитного заземления;
- производство испытаний повышенным напряжением.
Периодические проверки, включающие контроль сопротивления изоляции, внешний осмотр и контрольное включение в рамках технического обслуживания, должны осуществляться при вводе сварочного оборудования в работу после длительного перерыва в эксплуатации.
Также это необходимо делать при обнаружении видимых следов механических или электрических повреждений, но в любом случае, не реже, чем 1 раз в 6 месяцев. Персонал, осуществляющий такие проверки, должен делать записи установленной формы в специально предназначенный для этого журнал.
Нормативы испытаний, проводимых при техническом обслуживании, должны соответствовать изложенным в Приложении 3 Правил, а также инструкциям по эксплуатации и проведению технического обслуживания.
Ремонт и профилактическое обслуживание

Ремонт и обслуживание аппаратов, предназначенных для выполнения сварочных работ, должны осуществляться специалистами, обладающими достаточной квалификацией, входящими в состав специализированных подразделений.
В случае отсутствия на предприятии ремонтного персонала соответствующего уровня, работы должны выполняться на договорной основе ремонтниками профильных организаций.
Сварочное оборудование, наряду с термическим, относится к объектам, являющимся источником повышенной опасности. По этой причине разработаны специализированные нормативные документы, регламентирующие порядок контроля его состояния. Эти положения сформулированы в руководящем документе РД 34.10.127 – 34.
Периодичность осмотров
В соответствии с этим документом, все ремонтные и профилактические мероприятия, относящиеся к обслуживанию сварочного и термического оборудования, должны выполняться в прямом соответствии с графиком, утверждённым главным техническим специалистом предприятия.
Особо подчёркивается важность своевременной поверки технических средств измерений, которыми комплектуются аппараты для сварки. Для этой цели установлено, что в подготовке графиков обслуживания сварочной техники должен принимать участие специалист, ответственный за метрологию на предприятии.
Таким образом, плановая остановка оборудования на ремонт или техническое обслуживание должно быть приурочено к сдаче измерительных приборов в поверку.
Согласно нормативам, устанавливаемым данным руководящим документом, в рамках обслуживания необходимо регулярно проводить мероприятия по текущему контролю технического состояния оборудования:
- сварочные аппараты переменного и постоянного тока (трансформаторы и выпрямители) осматриваются два раза в месяц; подлежат осмотру 1 раз в неделю;
- аппараты для автоматической и полуавтоматической сварки осматриваются ежедневно.
Факт проведения проверки (осмотра), а также полученный результат, фиксируется в журнале установленной формы.
Особые проверки
Особая форма проверки устанавливается при контроле вновь поступающего оборудования, оборудования, вышедшего из ремонта, а также, простаивающего более трёх месяцев.
В этих ситуациях осуществляется проверка наличия и комплектности технической эксплуатационной документации аппарата (паспорт, инструкция по эксплуатации, схемы).
Производится визуальный контроль технического состояния оборудования, если аппаратура новая, удаляются излишки смазки, снимается транспортный крепёж, при его наличии осуществляется протяжка ослабленных болтовых соединений.
Проверяется наличие действующей (то есть, не просроченной) отметки (наклейки) поверяющей организации на корпусах измерительных приборов. При необходимости, отметка о сроке проведённой поверки делается в соответствующей графе паспорта оборудования.

Измеряется уровень электрического сопротивления изоляции. Необходимо также включить оборудование для определения его рабочего состояния.
Замеры сопротивления изоляции проводятся между обмотками (для трансформаторов и выпрямителей), а также между каждой обмоткой и корпусом оборудования.
При этом следует руководствоваться рекомендациями, изложенными в технической документации прибора. Если в инструкции по эксплуатации отсутствует описание методики проведения испытаний, проводить их следует в соответствии с ГОСТами. Так, автоматические сварочные аппараты испытываются в соответствии с нормами ГОСТ 8213.
Полуавтоматические сварочные устройства – по нормам ГОСТ 18130. Испытания устройств на основе сварочного инвертора проводятся по ГОСТ 7237. Аппараты переменного тока (трансформаторы) – по ГОСТ 7012.
Электрические генераторы в рамках обслуживания подлежат испытаниям по ГОСТ 304. Аппараты, использующие выпрямленный сварочный ток – по ГОСТ 13821.
Сварочные аппараты частных владельцев
Для того чтобы сварочное оборудование в мастерской частного владельца работало надёжно, за ним должен осуществляться надлежащий уход. Бремя выполнения ремонта и технического обслуживания в данном случае лежит на самом владельце.
Наиболее распространённый тип сварочного оборудования, находящегося в частном владении, это инвертор для выполнения ручной электродуговой сварки. Как проверить его работоспособность, подробно написано в прилагаемой к нему инструкции.
Для долгой и успешной эксплуатации такого аппарата следует соблюдать несколько простых правил. Режим нагрузки аппарата не должен превышать рекомендованный инструкцией по эксплуатации.
Корпус прибора и дополнительные аксессуары (провода, зажимы, электрододержатель) нужно содержать в чистоте. Состояние элементов, подверженных износу, необходимо постоянно контролировать и своевременно заменять. Это относится к держателю электродов и зажимам для деталей.

Периодически, в зависимости от интенсивности эксплуатации изделия, необходимо проводить процедуру технического обслуживания сварочного оборудования.
В частности, если это сварочный инвертор, нужно иногда снимать крышку корпуса для удаления пыли и нагара, откладывающихся на поверхности радиаторов охлаждения электронных компонентах схемы.
Для этого можно воспользоваться мягкой кистью, или продуть пылесосом. Скапливающаяся внутри корпуса пыль препятствует нормальному отводу тепла от нагревающихся силовых элементов, что может послужить причиной преждевременного выхода их из строя.
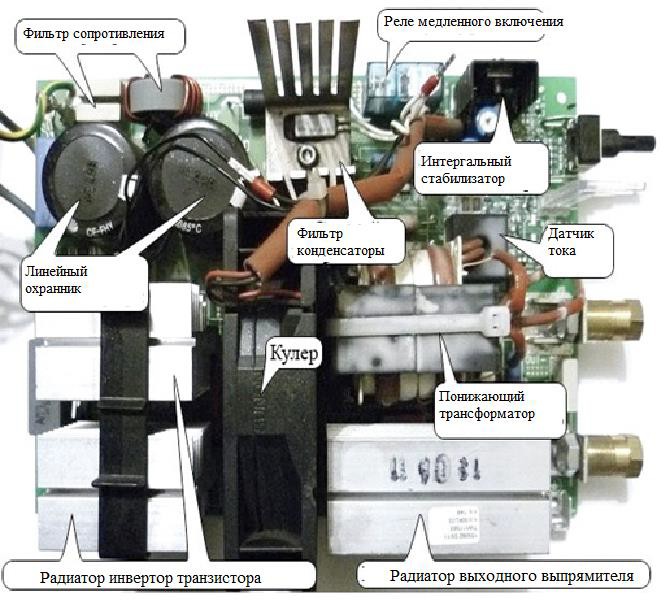
Элементы схемы инвертора принудительно охлаждаются вентилятором. Обслуживание кулера заключается в очистке его лопастей от пыли и смазке подшипника жидкой смазкой.
Признаком того, что пора провести техническое обслуживание, является увеличение громкости работы вентилятора. Это вызывается нарушением балансировки устройства накопившейся на вращающихся лопастях грязью.
При каждом обслуживании, сопровождающимся вскрытием корпуса, кроме очистки от пыли следует проверять затяжку винтовых креплений деталей, не допуская их разбалтывания.
Сварочные аппараты. Виды, типы и работа сварочных аппаратов
Сварочный аппарат представляет собой электрическое устройство, с помощью которого осуществляется сварка. Этот процесс обеспечивает прочное и надежное крепление металлических деталей. Благодаря сварке выполняется множество работ в различных областях, от микроэлектроники до создания многотонных конструкций.
Среди основных преимуществ электросварки надежное и быстрое соединение материалов отличается минимальными затратами. При необходимости с помощью этого устройства можно даже резать металл. В последние десятилетия они создаются с использованием электронных компонентов. Благодаря этому их масса и габариты значительно снизились, что позволило расширить применение.
Сварочное оборудование характеризуется широким разнообразием, связанным с постоянным развитием сварочного производства, разработкой новых методов и приемов сварки. Исходя из конструктивных особенностей, в том числе принципа работы, можно выделить следующие виды аппаратов:
Сварочный выпрямитель.
Полупроводник снабжен блоком диодов, в результате чего ток переходит от переменного тока к постоянному. Основные преимущества- минимальное напыление, качественная сварка швов. Используется для сварки черных и цветных металлов, чугуна, алюминия, стали.

Сварочный трансформатор.
Работает благодаря переменному току. Существует несколько видов- увеличенное и стандартное магнитное рассеяние. Из-за большого веса с ним процесс сварки занимает очень много времени.
1. Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают с переменным током, сила которого регулируется изменением напряжения с помощью понижающего трансформатора. В результате обеспечивается надежная мощность сварочной дуги, температура которой может составлять несколько тысяч градусов.
Во многих конструкциях снижение напряжения до уровня, требуемого для поддержания стабильности сварочной дуги, достигается перемещением одной из обмоток вдоль магнитопровода–сердечника. Полученное рабочее напряжение, как правило, не превышает 80В при начальных уровнях 220– 380В. Индуктивное сопротивление обмоток изменяется, и таким образом регулируется величина сварочного тока.
Кроме того, используются также конструкции с подвижным магнитным шунтом или тиристором.
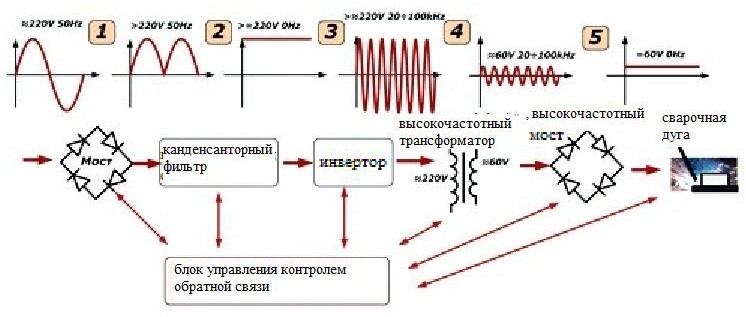
2. Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220 В) В значения, необходимые для формирования и поддержания сварочного электрода.
Схематично это происходит так:
Сначала переменный ток преобразуется в постоянный ток с помощью первичного выпрямителя. Для снижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток снова переменный, но высокочастотный, как и напряжение.
Полученное в трансформаторе высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований ток значительно увеличивается. После оптимизации напряжения высокочастотный переменный ток преобразуется во второй раз в постоянный. Далее его сила регулируется до необходимых величин.

Таким образом, в сварочном инверторе четко контролируется ток и напряжение. Это позволяет равномерно регулировать их уровни и выполнять широкий спектр сварочных работ для соединения деталей, даже огнеупорных металлов и сплавов.
Частично принцип работы сварочного автомата.
Колодки здесь не нужны. Потому что в сварочном полуавтомате используется специальная сварочная проволока, которая растворяется в газовой среде.


Чтобы было легче понять, что такое сварочный полуавтомат, достаточно знать, что это агрегат, в состав которого входит:
- источник питания, который может быть сварочным инвертором или сварочным выпрямителем;
- сварочная горелка;
- система управления;
- соединительные кабели и шланги.
Сварочная проволока поступает через специальное устройство в плоскую и правильную сварочную горелку. В место сварки также подается чистый углекислый газ или его аргоновая смесь.
Так, к вышеперечисленным компонентам агрегата логично подключить специальные емкости с газом, а также катушки с намотанной сварочной проволокой.
Надеемся, что информация о том, на чем основан принцип работы сварочного аппарата в зависимости от его типа, поможет лучше понять потребительские характеристики этого оборудования, которые необходимы в повседневной жизни, и сделать лучший выбор.

Сварочный аппарат.
Аппарат для аргонодуговой сварки.
Сварочное оборудование для плавки основного металла может выполнять следующие операции:
- Плавкая сварка
- Дуговая сварка и прокладка
- Газовая сварка.
- Электрошлаковая сварка и плавка.
- Электронно-лучевая сварка.
- Облицовка и резка.
- Специальные виды сварки.
По степени механизации сварочные аппараты могут быть:
- вручную
- полуавтоматические
- автоматическое.
Следующая классификация сварочных аппаратов следующая:
- Бытовые. Они отличаются меньшей производительностью, не приспособлены к длительной эксплуатации. Однако сфера их применения достаточно широка, такие агрегаты используются для сварки арок, котлов, труб и т.д.;
- Профессиональные. Они отличаются большим весом и габаритами, работают от сети 220 или 380 Вт. Большинство из этих моделей оснащены специальными колесами для облегчения движения. Они используются во многих отраслях строительства, в мастерских, при монтаже газопроводов, на заводах и т.д.
3. Сварочный аппарат устройство
Устройство каждой инверторной модели может иметь ряд особенностей,но большинство технических узлов дублируются. Панель приборов в основном включает в себя следующие элементы:
Каждый сварочный аппарат является преобразователем энергии. Устройство получает электрический ток от сети, а затем уменьшает его напряжение, увеличивая силу тока до необходимого значения. В этом случае частота тока изменяется, или постоянный ток возникает из переменного тока. Исключение составляют устройства, электрическая дуга которых генерируется энергией генераторов или батарей с двигателем внутреннего сгорания.
Сварочный полуавтомат имеет следующее устройство:

- Газовый баллон (аргон или углекислый газ)
- Шланг подачи газа
- Проводная кассета
- Механизм подачи проволоки
- Проволочная подающая труба
- Источник тока
- Нагреватель газа
- Газовая аппаратура
- Блок управления
- Схема управления.
Рассмотрим сварочный инвертор. Вся суть инверторной технологии заключается в корректировке переменного тока сети на постоянный сварочный ток с изменением промежуточной частоты.
Выпрямитель-это простой диодный мост. Этот блок получает переменный ток с промышленной частотой 50 Гц.
Фильтр выполнен из конденсатора и дроссельной заслонки. Выпрямленный ток подается в фильтр, где он сглаживается. В результате возникает постоянный ток, инвертор преобразует его в переменную с частотой 20-50кГц. В настоящее время существуют технологии получения тока частотой 100 кГц.
Силовой трансформатор обеспечивает снижение высокочастотного переменного напряжения до 25–40В. Кроме того, этот элемент увеличивает значение тока на ток, необходимый для сварки. Преобразуя высокочастотные токи, сварочный ток достигает необходимой силы. Благодаря многоступенчатому преобразованию тока можно использовать малогабаритный трансформатор. Так, для получения тока 160А в сварочном агрегате необходимо поставить медный трансформатор массой 18кг. В инвертор достаточно поставить трансформатор весом 0,25 кг.
Высокочастотный выпрямитель обеспечивает выравнивание переменного тока. Затем он передается на высокочастотный фильтр, что позволяет получить постоянный сварочный ток.
Указанные процессы преобразования энергии контролируются микропроцессорным блоком управления. Эта часть сварочных аппаратов является самым дорогим элементом.
Инверторные сварочные устройства сегодня выпускаются по двум различным полупроводниковым технологиям:
Основное их отличие-в транзисторах, которые отличаются током коммутации. Транзисторы MOSFET, если сравнивать с IGBT, отличаются большими размерами и весом, но имеют низкую стоимость. Кроме того, им понадобится больше, чтобы обеспечить одинаковую производительность.
Сварочный аппарат полуавтоматическим методом работает следующим образом:
- Защитный газ направляется в область электрической дуги, что позволяет защитить металл от окисления воздуха и азота. В этом случае защитный газ может быть инертным в виде углекислого газа или гелия и аргона. Работа с металлом в среде инертного газа называется MIG. Работа с металлом в активной газовой среде называется MAG.
- Через электродвигатель, редуктор, а также подающие ролики в зону сварки подается сварочная проволока.
- Неразъемное соединение получают плавлением электродного провода, поступающего в горелку под действием электрической дуги в газовой среде. Необходимые поверхности склеиваются с помощью расплавленного металла, созданного тепловой энергией. В результате получается прочный, долговечный шов.
Так называемый полуавтоматический способ сварки, так как проволока подается автоматически, а контроль подачи, а также процесс сварки выполняется сварщиком вручную. Наконечник действует как сварочный контакт, на который подается питание от основного блока. Ток подбирается в соответствии с характеристиками обрабатываемого материала. Скорость передачи устанавливается через редуктор или коробку передач.
4. Преимущества и недостатки сварочных аппаратов
Широко используется сварочный аппарат. Его часто используют в быту, а также в профессиональной деятельности. Без такого аппарата невозможно обойтись во многих отраслях производства, отраслях и специализированных мастерских, например, по ремонту автомобилей. Эти устройства используются для надежной сварки металлических каркасов и других важных конструкций в строительстве. Без применения профессионального сварочного оборудования установка нефтепроводов и газопроводов невозможна.
Эксплуатация сварочного оборудования
В процессе эксплуатации сварочного оборудования возникают перегрузки, аварии и естественный износ, в результате часть его выходит из строя и подлежит ремонту.
В производственных условиях при ремонте и наладке сварочных аппаратов и установок в большинстве случаев под руководством и наблюдением специализированного персонала участвуют электросварщики, которым предстоит в дальнейшем эксплуатировать данное оборудование.
Согласно ГОСТ 12.3.003–86, электросварщики обязаны иметь квалификационную группу по электробезопасности не ниже II, так как они относятся к электротехнологическому персоналу (являющемуся частью электротехнического), осуществляющему эксплуатацию электротехнологических установок (до 1000 В), к которым относится электросварочное оборудование. В своих правах они приравниваются к электротехническому персоналу и допускаются к обслуживанию электроустановок.
При наладке (после введения эксплуатационного режима) обслуживание сварочных электроустановок, механизмов, обеспечение техники безопасности осуществляются эксплуатационным персоналом, т. е. электросварщиками. К временной эксплуатации установок наладчики не допускаются. В итоге электросварщик проверяет работоспособность аппарата при сварке и определяет его готовность к эксплуатации. Поэтому успех в ремонте и наладке электросварочного оборудования определяют не только опыт и знания специализированного персонала, но и профессиональное мастерство работающего рядом электросварщика.
Для того чтобы электросварочное оборудование всегда находилось в работоспособном состоянии, необходима постоянно действующая система его технического обслуживания и ремонта.
Техническое обслуживание – это комплекс операций либо операция по поддержанию работоспособности или исправности электросварочного оборудования при использовании его по назначению, при хранении и транспортировании.
Система технического обслуживания – это совокупность взаимосвязанных средств (документации технического обслуживания и ремонта, исполнителей), необходимых для поддержания и восстановления качества изделий, входящих в эту систему.
Техническое обслуживание оборудования осуществляют в период между ремонтами через интервал времени, установленный нормативно-технической документацией. При этом вводят понятие цикла технического обслуживания как наименьшего повторяющегося интервала времени (или наработки изделия), в течение которого в определенной последовательности выполняют все необходимые виды операций. При техническом обслуживании оборудование не подвергают разборке.
Техническое обслуживание электросварочного оборудования в производственных условиях состоит из ежедневных и периодических проверок. Ежедневно перед началом работы проверяют надежность заземления и присоединения сварочных кабелей к источнику питания и сварочной головке. Осматривают состояние гирлянды, обращая внимание на изоляцию проводов, особенно в местах перегибов. Проверяют наличие и надежность соединений обратного провода.
В генераторах для дуговой сварки следят за исправным состоянием щеточного аппарата и коллектора. Проводят осмотр и проверку состояния контактов контактора, всех внешних соединений, изоляции проводов, токоподводов, мундштуков, шлангов полуавтоматов, герметичности водяных и газовых коммуникаций, а также работы аппаратуры управления. Перед пуском в работу всю сварочную установку, пульт, шкаф управления и источник питания протирают чистой ветошью.
Один раз в неделю прочищают и продувают шланги, газовую и водяную магистрали.
Один раз в месяц проводят ревизию всех механизмов сварочного оборудования, зачищают наконечники, проверяют надежность крепления проводов на клеммниках, измеряют сопротивление изоляции всех проводов и обмоток, продувают оборудование сухим сжатым воздухом. Контролируют уровень масла и отсутствие течи в редукторах и смазку подшипников. Проверяют нагревы контактов, магнитопроводов и обмоток. Смазывают ходовые винты трансформаторов тугоплавкой универсальной смазкой УТ-1. Проверяют работу сигнальных систем и заземляющих устройств. Проверяют наличие соответствующих надписей на щитах и панелях.
Один раз в три месяца проверяют исправность конденсаторов фильтров защиты от радиопомех и заменяют смазку ЦИАТИМ- 201 в подшипниках электродвигателей вентиляторов.
Каждые шесть месяцев меняют смазку в подшипниках электрических машин, смазывают смазкой УТ-1 ходовые винты механизмов перемещения подвижных частей сварочных трансформаторов, поверхности магнитопроводов в местах скольжения плоских пружин подвижных катушек. Подтягивают болтовые соединения.
Один раз в год меняют смазку трущихся частей в коробке перемещения винта и в других частях механизмов сварочных трансформаторов. У водоохлаждаемых источников питания промывают медные трубки с помощью насоса сначала 3 %-ным водным раствором НС1, затем водой и продувают сухим сжатым воздухом.
Техническое обслуживание электросварочного оборудования проводит на рабочих местах эксплуатационный и специализированный персонал с определенными технологической последовательностью и ритмом цеховыми средствами предприятия. Указанную совокупность технологических и организационных правил выполнения операций технического обслуживания называют методом технического обслуживания. Их существует несколько: поточный, централизованный, децентрализованный, эксплуатационным или специализированным персоналом и специализированной организацией.
Поточный метод характеризуется выполнением технического обслуживания на специализированных рабочих местах с определенными технологической последовательностью и ритмом. Если технологическое обслуживание выполняется персоналом и средствами одного подразделения организации или предприятия, его называют централизованным методом технического обслуживания. Метод технического обслуживания, выполняемый эксплуатационным персоналом, работающим на данном оборудовании, при использовании его по назначению, называют методом технического обслуживания эксплуатационным персоналом.
Техническое обслуживание персоналом, специализированным на выполнении этой операции, называют методом технического обслуживания специализированным персоналом. Методом технического обслуживания специализированной организацией называют метод при выполнении его такой организацией.
Таким образом, техническое обслуживание электросварочного оборудования выполняют централизованным и поточным методами эксплуатационным и специализированным персоналом. Следовательно, техническое обслуживание электросварочного оборудования осуществляют постоянно с остановками на ремонты.
2. Ремонт сварочного оборудования
Ремонт – это комплекс операций по восстановлению исправности или работоспособности электросварочного оборудования, а также его ресурсов или его составных частей. Различают несколько видов ремонта: капитальный, средний и текущий.
Капитальный ремонт проводят для устранения всех неисправностей и восстановления полного (или близкого к полному) ресурса (установленного в нормативно-технической документации) изделия с заменой или восстановлением любых его частей, включая и базовые. Под базовой частью понимают основную часть изделия, предназначенную для его компоновки и установки других составных частей. Изделие после капитального ремонта должно отвечать тем же паспортным и техническим данным, что и новое. Капитальный ремонт обычно осуществляют специализированные организации (например, электроремонтный цех предприятия) и предприятия – изготовители изделий. Капитальный ремонт электросварочного оборудования для дуговой сварки проводят через каждые 2000 ч работы при общем сроке его службы до списания 5 лет.
При среднем ремонте ресурс изделия восстанавливают частично и заменяют или восстанавливают ограниченную номенклатуру его составных частей согласно нормативно-технической документации. Этот ремонт осуществляют как специализированные, так и эксплуатационные организации.
Текущий ремонт выполняют для обеспечения или восстановления работоспособности изделия путем замены, восстановления отдельных его частей. Он может быть осуществлен без демонтажа изделия, но требует остановки оборудования и отключения его от электрических сетей. Выполняют его эксплуатационные организации. Он является основным профилактическим видом ремонта. В объем работ при текущем ремонте входят операции технического обслуживания; частичная разборка; выявление дефектов деталей, их ремонт или замена; проверка заземления, аппаратуры, ее регулирование и др.
Ремонт может быть плановым, неплановым, регламентированным и по техническому состоянию.
Ремонт, который осуществляют в соответствии с требованиями нормативно-технической документации (например, постановка оборудования на капитальный ремонт после определенной наработки), называют плановым. В противоположность ему существует неплановый ремонт, который производят вследствие аварии или других непредусмотренных событий. Регламентированный ремонт – это плановый ремонт, выполняемый с периодичностью и в объеме, установленными эксплуатационными документами, независимо от технического состояния изделия в момент начала ремонта (например, постановка оборудования на плановопредупредительный ремонт).
Ремонтом по техническому состоянию называют такой ремонт оборудования, который осуществляют в результате периодического контроля его технического состояния согласно нормативнотехнической документации.
Методы ремонта стандартизованы. Используют три метода ремонта: обезличенный, необезличенный и агрегатный. При обезличенном методе ремонта не сохраняют принадлежность восстановленных составных частей к определенному экземпляру изделия, при необезличенном – сохраняют. Агрегатный метод ремонта – это обезличенный метод, при котором неисправные агрегаты заменяют новыми или заранее отремонтированными. Его считают наиболее прогрессивным из-за значительного сокращения сроков ремонта.
Для обеспечения надежной, бесперебойной и безопасной работы электросварочного оборудования важную роль играет правильная система технического обслуживания и ремонта, действующая в эксплуатационной организации непосредственно на рабочих местах. Такую систему называют планово-предупредительным ремонтом электросварочного оборудования. Эта система представляет собой комплекс организационно-технических мероприятий, обеспечивающих выполнение технического обслуживания и профилактического ремонта.
До 95 % неисправностей сварочных полуавтоматов приходится на механизмы подачи (редуктор, электродвигатель, ролики подачи проволоки, разъем сварочной горелки, переключатели и механизмы регулировки), которые эксплуатируются в сложных условиях. Срок службы механизма подачи, как правило, не более 5 лет. Дальнейший его текущий ремонт экономически нецелесообразен.
ЗАО «Машагропром» (г. Минск) выпускает универсальные механизмы подачи проволоки ППУ-302 (на токи до 350А), ППУ-504 (на токи до 500 А), которые легко адаптируются с любыми сварочными источниками, имеющими жесткую вольт-амперную характеристику. Проволокоподающие устройства ППУ-302 и ППУ-504 служат заменой практически любых механизмов подачи, отработавших свой срок службы.
Вентильные генераторы в составе агрегатов имеют следующие характерные неисправности: повышенный шум и нагрев подшипников, выход из строя вентилей, обрыв цепи возбуждения, короткое замыкание рабочих обмоток.
Наиболее характерными неисправностями сварочных трансформаторов: повышенная вибрация и гудение, повышенный нагрев контактов, что связано с ослабленными креплениями и плохими контактами. Очень опасно нарушение изоляции обмоток, которое может вызвать их разрушение, а также замыкание на корпус тока высокого напряжения.
Характерные неисправности выпрямителей: выход из строя одного или нескольких вентилей выпрямительного блока, обрыв цепи питания вентилятора или неверное направление его вращения, обрыв цепей обратной связи и отсутствие сигналов управления у тиристорных выпрямителей.
Характерные неисправности инверторных источников питания: выход из строя силовых модулей, плат управления вследствие перегрева источника и попадания пыли.
Перед поиском неисправностей следует ознакомиться с устройством, принципом действия и электрической схемой источника питания. Поиск выполняют с использованием тестера – ампервольтомметра или цифрового прибора – мультиметра, а также с помощью осциллографа. В руководстве по эксплуатации источника питания обычно приводится перечень типичных неисправностей с указанием их причин и способов устранения.
Поиск неисправностей начинают с осмотра оборудования со снятым кожухом. Иногда при обнаружении элемента или блока, вызывающего подозрение в неработоспособности, его заменяют заведомо исправным и включают оборудование, наблюдая поведение этого элемента и работу оборудования в целом. Более эффективен способ поочередного отключения блоков или элементов, после каждого отключения на оборудование подают напряжение и одновременно наблюдают, не исчез ли при этом признак дефекта.
Возможен и обратный этому способ последовательного подключения элементов и блоков. Трудоемким, но и более эффективным является способ измерения сопротивления элементов (прозвонка) и напряжения в контрольных точках, а также осциллографирование.
Ведущие производители сварочного оборудования обеспечивают возможность дистанционного контроля и диагностики дефектов оборудования через Интернет.
3. Требования безопасности при эксплуатации оборудования
При наладке, технических осмотрах, ремонте и эксплуатации сварочного оборудования наиболее опасным является поражение человека электрическим током. Поэтому лица, обслуживающие это оборудование, должны придерживаться следующих основных мер электробезопасности:
- работать только на исправном и заземленном оборудовании;
- не касаться голыми руками клемм и токоведущих частей сварочных установок, кабелей без изоляции или с поврежденной изоляцией;
- перед началом работ проверять целостность сварочных кабелей и заземления, проводов питания, а также надежность всех наружных контактных соединений;
- при прокладке сварочных кабелей и при каждом их перемещении не допускать повреждения изоляции, соприкосновения их с водой, маслом, стальными канатами, трубопроводами с горючими газами и кислородом и с горячими трубами;
- гибкие провода электроуправления при значительной их протяженности следует помещать в резиновые или брезентовые рукава. Защищать сварочные кабели от повреждений и при необходимости дополнительно обматывать их брезентовой лентой;
- не использовать в качестве обратного провода сварочной цепи контуры заземления, трубы санитарно-технических устройств, металлоконструкции законченных зданий и технологического оборудования;
- не применять для сварки в особо опасных условиях (внутри металлических емкостей, трубопроводов и т. п.) установки без устройств автоматического отключения напряжения холостого хода или его ограничения до напряжения 12 В с выдержкой времени не менее 0,5 с после размыкания цепи.
Основные требования по правильной наладке, квалифицированному монтажу, эксплуатации и уходу приводятся в технической документации сварочного оборудования, входящей в комплект поставки завода-изготовителя. Электрический монтаж должен выполняться в соответствии с Правилами устройства электротехнических установок.
Перед монтажом новое оборудование расконсервируется: с поверхности деталей удаляют консервирующую смазку и защитную бумагу.
Подключению сварочной аппаратуры к сети предшествуют обязательное заземление корпусов шкафов управления и источников питания, зажимов вторичных обмоток сварочных трансформаторов, выпрямителей и других металлических нетоковедущих частей сборочно-сварочных установок и оснастки, а также проверка соответствия величины напряжения питающей сети напряжению, оговоренному паспортными характеристиками оборудования.
Заземление осуществляют при помощи оголенных гибких проводов или шин из меди или других токопроводящих металлов.
Последовательное включение в заземляющий провод нескольких сварочных установок не допускается.
Каждая сварочная установка должна включаться в сеть отдельным рубильником или пускателем с предохранителями.
Расположение оборудования должно обеспечивать удобный доступ к местам его обслуживания, удобство и безопасность при транспортировании деталей к месту сварки и в процессе самой сварки. Оно не должно занимать лишней производственной площади.
Источники питания, балластные реостаты, регуляторы, сварочные полуавтоматы и автоматы, устанавливаемые на открытом воздухе, должны быть защищены от атмосферных осадков навесами.
Каждый сварщик может быть допущен к работе только после прохождения вводного (общего) инструктажа по технике безопасности и производственной санитарии, инструктажа на рабочем месте, который проводят также при каждом переходе на другую работу или при изменении условий работы.
Повторный инструктаж проводят не реже одного раза в три месяца. Проведение инструктажа регистрируют в специальном журнале. Знание сварщиком правил техники безопасности проверяют ежегодно.
Ремонт сваркой кузовных деталей, рам и кабин
Кузова современных легковых автомобилей представляют собой сложную пространственную систему, рассчитанную на статические нагрузки, динамическую прочность и жесткость. Являясь несущим, кузов воспринимает нагрузки через тонкостенные элементы силового каркаса, а также внутренние и наружные панели. В нормальных условиях эксплуатации такие кузова надежно служат по 10…12 лет и более. Однако при дорожно-транспортных происшествиях и при езде на повышенных скоростях по выбитым дорогам в кузове возникает остаточная деформация или разрывы элементов. Такие дефекты кузовов подлежат восстановлению, в том числе методами сварки.
В зависимости от степени деформации кузова устанавливается следующая классификация перекосов.
- Перекос проема – боковой двери, ветрового окна или заднего окна – это повреждение кузова с нарушением геометрических параметров проема сверх допустимого предела.
- Несложный перекос кузова – повреждение кузова с нарушением геометрических параметров проема капота или крышки багажника (двери задка) сверх допустимого предела без нарушения геометрии основания кузова, каркаса салона, дверных и оконных проемов, за исключением зазоров дверей с передними и задними крыльями.
- Перекос кузова средней сложности – одновременное нарушение геометрических параметров проемов капота и крышки багажника (двери задка) или повреждение кузова с нарушением геометрических параметров передних или задних лонжеронов сверх допустимого предела без нарушения геометрии каркаса салона (при отсутствии в конструкции автомобиля поперечины переднего моста — только задних лонжеронов).
- Сложный перекос кузова – одновременное нарушение геометрических параметров передних и задних лонжеронов, повреждение кузова с нарушением геометрических параметров передних или задних лонжеронов и каркаса салона или только передних лонжеронов для автомобилей, в конструкции которых отсутствует поперечина переднего моста (сверх допустимого предела).
- Перекос кузова особой сложности – повреждение кузова с нарушением геометрических параметров передних и задних лонжеронов и каркаса салона сверх допустимого предела.
Кроме того, к дефектам кузовов, кабин и рам автомобилей и тракторов относятся такие повреждения:
- усталостные трещины, в том числе в сварных швах;
- ослабление резьбовых и заклепочных соединений;
- коррозионное разрушение;
- разрывы металла;
- прогибы, вмятины.
Анализируя параметры классификации дефектов кузова, можно сделать вывод: восстановить геометрию кузова и его проемов, устранить перекосы возможно только с помощью специального оборудования, при этом используя в ремонтных операциях методы гидравлической и ручной правки, а также сварочные работы с последующим контролем всех геометрических параметров кузова.
В зависимости от степени повреждения или коррозионного разрушения кузовной детали предусматриваются следующие виды ремонта при снятых узлах и деталях, препятствующих проведению рихтовочных, сварочных и окрасочных работ:
- ремонт 0 – устранение повреждений на лицевых поверхностях кузова без повреждения окраски;
- ремонт 1 – устранение повреждений в легкодоступных местах (поверхности детали);
- ремонт 2 – устранение повреждений со сваркой, или ремонт 1 на поверхности детали, деформированной до 50 %;
- ремонт 3 – устранение повреждений со вскрытием и сваркой, частичной реставрацией детали до 30 %;
- ремонт 4 – устранение повреждений с частичной реставрацией детали на поверхности свыше 30 %;
- частичная замена – замена поврежденной части детали кузова ремонтной вставкой (из номенклатуры запасных частей);
- замена – замена поврежденной детали кузова деталью из запасных частей;
- крупноблочный ремонт – замена поврежденных частей кузова блоками деталей от выбракованных кузовов с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой, сваркой последних.
Из всей гаммы ремонтных работ при восстановлении кузова автомобиля около 30 % занимают работы, связанные со сваркой, – заварка трещин, вварка заплат, приварка элементов и т. д.
При ремонте кузовов и рам автомобилей применяются в основном четыре способа сварки:
- механизированная сварка в среде углекислого газа;
- газокислородная;
- контактная точечная;
- сварка «электрозаклепками».
Наиболее подходящим способом сварки для проведения кузовного ремонта является полуавтоматическая сварка плавящимся электродом в среде углекислого газа.
Механизированная сварка при ремонте кузова
Преимущество ее состоит в том, что сварщик, работая, может лучше наблюдать за ходом процесса и горением дуги. Достоинствами этой сварки также являются хорошее использование тепла сварочной дуги, вследствие чего обеспечивается высокая производительность; возможность вести ее во всех пространственных положениях; ремонтировать малые толщины; осуществлять на весу и без подкладки.
При ремонте кузова применяют проволоку марок Св-08ГС, Св08Г2С, Св-12ГС и другие диаметром 0,8 и 1 мм. Более высокими сварочными свойствами обладает проволока Св-08Г2С, позволяющая получать плотные швы без пористости, поскольку в ее составе присутствует достаточно большое количество раскислителей – марганца и кремния.
Для сварки используется сжиженный углекислый газ (пищевая углекислота), поставляемый в баллонах черного цвета с желтой надписью под невысоким (5…6 МПа) давлением. В стандартный баллон вместимостью 40 л заливается 25 кг углекислоты, из которой образуется 12,725 м3 газа. Этого количества газа хватает на 12…15 часов непрерывной работы.
В качестве оборудования при сварке кузовов, кабин и оперения применяют полуавтоматы MIG 305C/S; ПДГ-270; ПДГ-3020;
ПДГ-525 А-547У, А-825 и другие (рис. 1), рассчитанные на подачу электродной проволоки диаметром 0,8…1,2 мм. Эти полуавтоматы комплектуются малыми и большими горелками, предназначенными для сварки токами соответственно 150 и 300 А.

Рис. 1. Сварочные полуавтоматы, применяемые для ремонта кузовов и кабин автотранспорта и тракторов сваркой в среде защитных газов: 1 – MIG 305C/S; 2 – ПДГ-270; 3 – ПДГ-3020; 4 – ПДГ-525
Из всех полуавтоматов самый малогабаритный и легкий подающий механизм имеет полуавтомат А-547У, который позволяет подвешивать его на плечо сварщика, но лучше все-таки его закреплять вместе с катушкой проволоки на тележке, удобной для перемещения. Пульт управления полуавтоматом монтируется на передней стенке источника питания, в качестве которого обычно используют выпрямитель ВС-300 (рис. 2).
Рис. 2. Полуавтомат сварочный А-547У в комплекте с выпрямителем ВС-300Б
Прежде чем приступить к сварке в среде углекислого газа, необходимо позаботиться о подготовке проволоки, деталей, а на образцах проверить правильность выбранного режима. Применяемая для сварки электродная проволока должна быть очищена от ржавчины, так как
Чтобы избежать нарушения процесса сварки, выходящий конец электродной проволоки должен иметь плотный контакт с токоподводящим наконечником, диаметр отверстия которого может быть лишь на 0,2…0,3 мм больше диаметра проволоки.
Если подлежащие ремонту кузов, кабина или оперение поступают на сварку вскоре после снятия с них краски и мойки, то практически дополнительная подготовка не требуется, кроме как рихтовка соответствующих поверхностей и хорошая подгонка мест сварки. Если же они имеют ржавчину или другие загрязнения, то их следует зачистить стальной щеткой. Основными параметрами режима сварки являются сила сварочного тока, напряжение дуги, скорость подачи и вылета электродной проволоки. Силу сварочного тока устанавливают в зависимости от диаметра применяемой проволоки и толщины свариваемого металла.
Механизированную сварку кузовных деталей толщиной 1…1,5 мм ведут на следующих режимах: сила тока – 100…120 А, напряжение – 18…20 В, расход газа – 6…9 л/мин, вылет электрода – 9…13 мм.
Уменьшение или повышение напряжения приводит к чрезмерному укорочению или удлинению дуги и нарушает процесс сварки. Величина напряжения имеет особенно важное значение при сварке тонкого металла. Скорость подачи проволоки подбирают практически так, чтобы дуга горела устойчиво при данном токе и напряжении.
Расход углекислого газа должен обеспечивать надежную защиту сварочной ванны от окружающего воздуха. В зависимости от этого условия определяется и наиболее целесообразное положение мундштука относительно поверхности сварочной ванны. Расстояние между мундштуком и поверхностью детали при напряжении 18…20 В сохранять в пределах 8…13 мм, а угол наклона электрода к вертикали – 15…20°.
Перемещение электрода должно быть равномерным на протяжении всей сварки и без поперечных колебаний. Лучше вести ее «углом вперед», это уменьшает глубину проплавления основного металла и увеличивает ширину валика. При сварке стыковых соединений из тонкого металла лучше, если между деталями зазора вообще не будет, во всяком случае, он должен быть минимальным, не более 0,5 мм. При невозможности обеспечить это условие необходимо во избежание прожогов подкладывать под свариваемые детали шину (подкладку) из меди.
С течением времени даже при хорошо отлаженном режиме сварка может разладиться: начинается разбрызгивание металла, менее устойчиво горит дуга, заедает проволока. Эти неполадки происходят из-за чрезмерной выработки отверстия мундштука, засорения спирали шланга металлическими частицами. Чтобы предупредить это, необходимо периодически, один раз в месяц, извлекать спираль из шланга и промывать ее в керосине.
Пример выполнения сварочных работ на кузове автомобиля приведен на рис. 3.

Рис. 3. Заваренный участок переднего лонжерона кузова автомобиля механизированной сваркой в среде углекислого газа
При газовой сварке кислородно-ацетиленовым пламенем панелей кузовов и крыльев автомобилей применяются инжекторные горелки типа ГС-53 с наконечниками № 1 и 2. Диаметр присадочной проволоки (d) при толщине свариваемого металла (S) менее 10 мм принимают по эмпирической формуле
Угол наклона горелки к свариваемой поверхности также зависит от толщины металла. При увеличении толщины металла нужна большая концентрация тепла и, соответственно, больший угол наклона горелки относительно ремонтируемой поверхности.
Технология заварки трещин зависит от их длины. Участок, где обнаружена трещина, при необходимости предварительно выправляют ударным и опорным инструментом, зачищают до металлического блеска и с помощью мело-керосиновой пробы устанавливают границы протяженности трещины. Окончания трещины следует засверлить сверлом диаметром 3…5 мм.
При коротких трещинах, выходящих на кромку детали, сварку ведут в направлении к кромке и усиливают приваркой к кромке шва (с обратной стороны детали) полоски стали толщиной 3…4 мм и шириной 10…12 мм.
Если трещина расположена между двумя заклепочными отверстиями или от заклепочного отверстия выходит на кромку, заклепки следует удалить, заварить трещину, после чего разделать отверстия и снова заклепать.
Дуговая сварка электрозаклепками
При сварке электрозаклепками в большинстве случаев применяетсядуговойпроцессбезперемещениядугиибезподачиэлектродной проволоки в зону дуги. Сварка электрозаклепками осуществляется с помощью переносных или стационарных электрозаклепочников. Как правило, электрозаклепками соединяют свариваемые детали внахлестку. Сущность процесса состоит в следующем.
Электродная проволока или стержень из электродной проволоки диаметром 3…6 мм укрепляется в специальном держателе-электрозаклепочнике с контактным наконечником и закорачивается на изделии в месте постановки заклепки. Затем вся зона вокруг электрода засыпается сварочным флюсом или защищается подаваемым в зону контакта углекислым газом. Напряжение от источника питания постоянного или переменного тока подводится к свариваемой детали и к электроду через токоподводящий наконечник заклепочника. Возбуждается дуга, которая оплавляет конец электрода и проплавляет поверхность изделия. Дуга горит, оплавляя электрод, и таким образом удлиняется до тех пор, пока не наступит ее естественный обрыв. Полученный расплавленный электродный металл вместе с металлом изделия образуют при кристаллизации заклепку. Соединение электрозаклепками получается достаточно прочное, выглядит внешне аккуратнее, чем крепление саморезами или болтами.
Рама автомобиля
Рама предназначена для крепления кузова и всех механизмов автомобиля. Рама воспринимает вертикальные нагрузки от веса автомобиля, толкающие и скручивающие усилия, возникающие при движении, а также находится под воздействием динамических нагрузок (толчков и ударов) при переезде дорожных неровностей. Раму имеют все грузовые автомобили, легковые автомобили высшего класса и некоторые автобусы. На современных автомобилях применяются рамы двух типов – лонжеронные и хребтовые (рис. 4). Первые имеют наибольшее распространение.
Рама автомобиля штампованная, клепаная, состоит из двух лонжеронов швеллерного сечения, переменных по длине, соединенных поперечинами. В передней части рама снабжена передним буфером с двумя буксирными вилками. На задней поперечине рамы грузовых автомобилей установлено тягово-сцепное устройство с резиновыми упругими элементами, обеспечивающими двухстороннюю амортизацию. Автомобили различных моделей и комплектаций имеют рамы, различающиеся длиной в зависимости от базы; количеством и конструкцией поперечин; усилительными накладками и их конструкцией; кронштейнами и их положением.
Рама может иметь следующие дефекты: погнутость продольных балок и поперечин, повреждение кронштейнов, ослабление посадки заклепок в отверстиях, износ отверстий заклепок, трещины, проходящие через заклепочные отверстия и в сплошном металле.
Плотность заклепочных соединений проверяется обстукиванием головок заклепок молотком. Если заклепки утратили прессовые посадки, они свободно перемещаются в отверстиях.
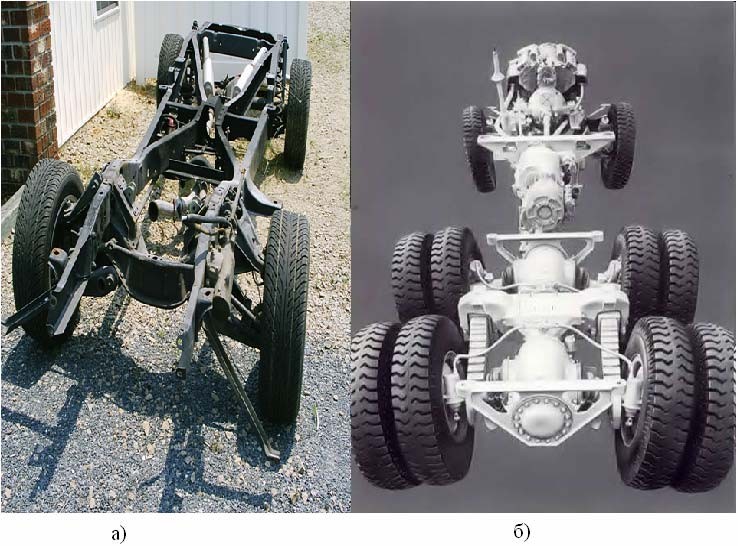
Рис. 4. Типы рам автомобилей: а – лонжеронная; б – хребтовая
Погнутость продольных балок определяется по кривизне верхней полки. Она должна быть не более 2 мм на длине 1000 м и 5 мм на всей длине балки. Погнутость балок и поперечин устраняется правкой без нагрева на прессе с помощью специального приспособления.
Трещины в продольных балках и поперечинах по концам засверливаются сверлом диаметром 5 мм, разделываются и завариваются. Заварка трещин может производиться ручной дуговой сваркой электродами МР-3 или УОНИ 13/55 диаметром до 4 мм на постоянном токе силой до 200 А. Сварной шов и поверхность на расстоянии 3…4 мм по обе стороны от него для увеличения предела выносливости соединения упрочняются наклепом (рис. 5). Заварка трещин может осуществляться и с помощью газокислородной сварки с подачей присадочной проволоки.
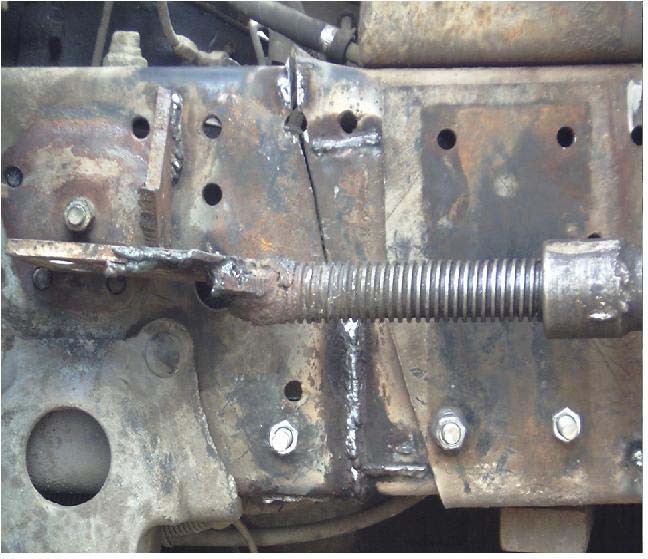
Рис. 5. Внешний вид трещины рамы и заваренного ее участка
Заклепки, потерявшие прессовую посадку, срубаются или высверливаются и вместо них устанавливаются новые. Новые заклепки расклепываются с предварительным подогревом или без него. Машинная клепка производится без подогрева гидравлическими клепальными установками МАЗ 62/350. Производительность такой клепки достаточно высокая.
Обслуживание сварочного оборудования
Сварочный аппарат УДГУ-302
Основные термины и определения
Система технического обслуживания и ремонта техники – Совокупность взаимосвязанных средств, документации технического обслуживания и ремонта и исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в эту систему.
Техническое обслуживание сварочного оборудования (Профилактическое обслуживание, Технический уход) – Комплекс операций по поддержанию исправности оборудования.
Ремонт – Комплекс операций по восстановлению исправности или работоспособности изделий.
Периодичность технического обслуживания (ремонта) – Интервал времени или наработка между данным видом технического обслуживания (ремонта) и последующим таким же видом или другим большей сложности. (Примечание: под видом технического обслуживания (ремонта) понимают техническое обслуживание (ремонт), выделяемое (выделяемый) по одному из признаков: этапу существования, периодичности, объему работ, условиям эксплуатации, регламентации и т.д.).
Периодическое техническое обслуживание – Техническое обслуживание, выполняемое через установленные в эксплуатационной документации значения наработки или интервалы времени.
Регламентированное техническое обслуживание – Техническое обслуживание, предусмотренное в нормативно-технической или эксплуатационной документации и выполняемое с периодичностью и в объеме, установленными в ней, независимо от технического состояния изделия в момент начала технического обслуживания.
Плановое техническое обслуживание – Техническое обслуживание, постановка на которое осуществляется в соответствии с требованиями нормативно-технической или эксплуатационной документации.
Капитальный ремонт – Ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые.
Средний ремонт – Ремонт, выполняемый для восстановления исправности или частичного восстановления ресурса изделия с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей.
Плановый ремонт – Ремонт, постановка на который осуществляется в соответствии с требованиями нормативно-технической документации
Требования нормативных документов по обслуживанию сварочного оборудования
Эксплуатация сварочного оборудования должна производиться в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей» (ПТЭ).
Требования Правил технической эксплуатации электроустановок потребителей:
- П.1.2.3 Для выполнения обязанностей по организации эксплуатации электроустановок руководитель назначает ответственного за электрохозяйство организации;
- П. 3.1.21 На предприятии должна действовать система технического обслуживания и ремонта СО (установок), разработанная и осуществляемая с учетом ПТЭ, инструкций по эксплуатации СО, указаний завода изготовителя и местных условий;
- П. 3.1.22 Сопротивление изоляции измеряется не реже 1 раза в 6 месяцев, а также при длительных перерывов в работе и механических повреждениях;
- П. 1.6.10 Установленное оборудование должно обеспечиваться запасными частями и материалами. Состояние, условия поставки, хранение контролируется ответственным за энергохозяйство
Система обслуживания и ремонта сварочного оборудования (ППР) в организации включает:
- наличие ответственного за электро хозяйство, который обязан обеспечить своевременное и качественное техническое обслуживание и планово-предупредительный ремонт (П.1.2.6. ПТЭ);
- наличие ответственного за эксплуатацию сварочного оборудования В соотв с п. 3.1.23 ПТЭ при наличии службы Гл. сварщика ответственность возлагается на него, который «Возглавляет разработку графиков проведения планово-предупредительного и капитального ремонта сварочного оборудования»;
- наличие графиков ППР, составленных ответственным за энергохозяйство, утвержденные техническим руководителем Потребителя (п. 1.6.3. ПТЭ)
Графики ППР должны предусматривать проведение текущих ремонтов (обслуживание), средних и капитальных. Так, для источников обще промышленного назначения рекомендуется следующая последовательность плановых ремонтов: пуск (К) – Т – С – Т – С – Т – С – Т – К. При этом период между ремонтами устанавливается в зависимости от сложности оборудования, условий эксплуатации, интенсивности работы. Т –от 3 до 6 месяцев, С- от 1-3 года, К- 3-6 лет. Так что меж ремонтный цикл от одного капитального ремонта до другого составляет срок службы сварочного аппарата, составляющий, как правило — 6 лет. В паспортах на отдельные марки оборудования указываются периоды обслуживания и объемы работ , например, для ВДУ 506 один раз в месяц проводится очистка от пыли и проверка состояния контактов, один раз в 3 месяца проверка блоков управления.
В сответствии с п. 1.6.7 ПТЭ СО, выработавшее срок службы, указанный в паспорте, должно пройти техническое освидетельствование, комиссией возглавляемой техническим руководителем. с целью оценки состояния, установления сроков дальнейшей работы и условий эксплуатации.
Результаты работы комиссии должны отражаться в акте и технических паспортах сварочного оборудования с обязательным указанием срока последующего освидетельствования.
Сварочное оборудование, выработавшее установленный технической документацией срок эксплуатации и не проходившее техническое диагностирование, должно быть выведено из эксплуатации. До списания экономично выполнять не более 1 — 3 капитальных ремонтов.
Внеплановый ремонт источника назначают при выявлении его неработоспособного состояния
Ежедневное обслуживание источника выполняется сварщиком перед началом работы. Он осматривает источник для выявления внешних повреждений, проверяет наличие заземления, крепление сварочных кабелей и герметичность газовых и водяных коммуникаций. Выявленные замечания докладывает мастеру.
Периодическое обслуживание выполняется электротехнологическим персоналом (наладчиком, электриком службы энергетика цеха).
Текущий ремонт, как правило, выполняется наладчиком прямо на посту сварки без полной разборки, но с отключением от сети. При этом устраняются неисправности путем замены или восстановления отдельных частей, что и обеспечивает работоспособность источника до более серьезного ремонта.
Средний ремонт выполняется, как правило, на ремонтном участке, при этом ресурс источника восстанавливается путем замены или восстановления неисправных его частей.
Капитальный ремонт может выполняться на ремонтном участке или на специализированном ремонтном предприятии. При этом добиваются исправности источника с полным восстановлением его ресурса. Для этого приходится заменять и восстанавливать любые части источника, в том числе базовые, такие как обмотки трансформаторов, блок управления, выпрямительные блоки и т.п.
В соответствии с требованиями НТД на сварочные работы на ОТО в части эксплуатации СО все виды ремонта должны быть отражены в «Журнале учета состояния СО» с указанием заменяемых элементов.
Размещение, подключение, заземление СО должно удовлетворять требованиям ПТЭ, ПУЭ,и ПОТ РМ 020.
Контрольно-профилактические работы по обслуживанию сварочного оборудования
Техническое обслуживание содержит регламентированные в паспорте или НТД операции для поддержания исправности изделия в течение всего его срока службы. В техническое обслуживание в зависимости от вида СО входит контроль его технического состояния (в том числе измерение сопротивления изоляции), очистка, смазывание, крепление болтовых соединений, замена некоторых изнашивающихся частей изделия (например, подающих роликов), регулировка и т.д.
Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на:
- ежедневные;
- ежемесячные;
- полугодовые;
- годовые.
Контрольно-профилактические работы должны производится периодически.
При ежедневном обслуживании необходимо:
- Перед началом работы осмотреть сварочное оборудование для выявления случайных повреждений отдельных наружных частей.
- Проверить заземление источника питания.
- Проверить надёжность подключения сварочных проводов к зажимам источника питания и свариваемому изделию.
- После пуска проверить направление вращения вентилятора, иначе говоря, правильность направления потока охлаждающего воздуха.
Ежемесячно (1 раз в месяц) нужно:
- Очистить сварочное оборудование от пыли и грязи, продувая источник питания сжатым воздухом, а в доступных местах протирая ветошью.
- Проверить состояние электрических проводов, механических контактов и паек и в случае необходимости обеспечить надёжный электрический контакт.
- Проверить надёжность всех винтовых соединений.
- Проверить затяжку крепления силовых катушек.
- Очистить пускатель от пыли и загрязнений, проверить состояние контактов. Если они обгорели или на и хповерхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца нужно:
- Проверить сопротивление изоляции токоведущих частей.
- Проверить состояние блока управления, фильтра защиты от радиопомех защитных цепей нужным способом, установить отсутствие механических повреждений конденсаторов.
- В сварочных преобразователях нужно проверить состояние коллектора, а в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в полгода нужно:
- Очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налёта металлических частиц.
- Смазать тугоплавкой смазкой все трущиеся места.
- В сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить её.
Один раз в год нужно:
- Разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином.
- Произвести плановый текущий осмотр для выявления необходимости планового ремонта.
На каждом предприятии (заводе, монтажном участке или площадке, ремонтной организации) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, утверждённых главным инженером. В графиках, помимо сроков (дат)контроля, указываются фамилии лиц, ответственных за проведение этих операций.

Сварочный аппарат ВД252
Читайте также: