Ремонт рамы камаз сварка
Обновлено: 05.10.2024

В 2001 году по материалам книги "Ремонт автомобильных рам" (автор Гурман В.С.) сочинился документ. Возможности этот документ подшить к записи я не нашел, поэтому завожу его вручную.
По сути дела это просто конспект книги, поэтому высказываю здесь своё искреннее уважение автору и исследователям проблемы.
И, конечно, помним, что возраст книги уже превышает пол-века.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
РЕМОНТ РАМЫ АВТОМОБИЛЕЙ
При ремонте рам можно пользоваться только качественными электродами.
Перед сваркой электроды должны быть обязательно просушены в течение 1 ч
при температуре 140—160 ОС так как влажность обмазки приводит к пористости металла шва.
К сварке деталей рамы должны допускаться только дипломированные сварщики 5 – 6 разряда, прошедшие аттестацию.
Рабочее место сварщика должно быть оборудовано амперметром.
Необходимо производить упрочнение поверхностным наклёпом участков, опасных к возникновению трещин усталости.
При условии выполнения этих принципов можно восстановить выносливость
деталей рамы автомобиля до уровня выносливости новых деталей.
1
Подготовка рамы к ремонту.
Повреждённый участок рамы необходимо тщательно отмыть от загрязнений.
Места, имеющие трещины и места возможного зарождения трещин должны быть зачищены вращающейся стальной щёткой до металлического блеска для облегчения обнаружения трещин.
Зачищенные места осматривают при помощи 4-кратной лупы. Таким образом удаётся обнаружить трещины, незаметные без зачистки на 20% рам автомобилей. Без выполнения этой операции надёжность рамы после ремонта гарантировать нельзя.
2
Определение способа ремонта деталей рамы.
Допускается ремонт деталей рамы заваркой трещин, отрезкой или вырезкой поврежденной части и приваркой дополнительной детали.
Все сварные соединения должны быть выполнены в стык.
Приварка вставок, а также приварка дополнительных деталей внахлестку не допускается.
На одной продольной балке не должно быть более трех сварных соединений, включая заваренные трещины.
При ремонте трещин, проходящих через отверстие, последнее должно быть обязательно заварено.
В тех случаях, когда в опасном месте имеется несколько одинаковых концентраторов напряжений, лучше вырезать его.
Рассмотрим конкретный пример.
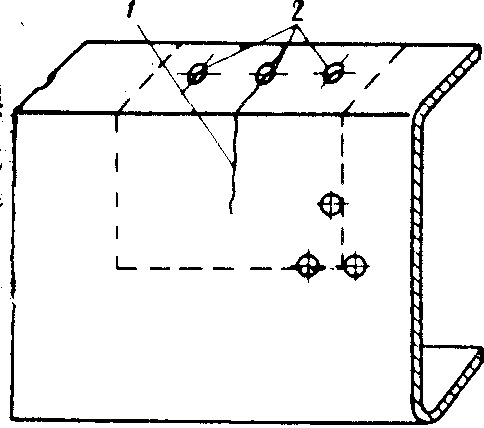
Так как напряжения у всех трех отверстий приблизительно одинаковы, то при возникновении трещины у одного из отверстий, у других двух запас выносливости материала, по-видимому, почти израсходован и упрочнение наклепом может оказаться неэффективным. Поэтому лучше заменить часть материала. В рассматриваемом случае вырезать следует до оси продольной балки . Если вырезать одну лишь полку, то на стенке может остаться невидимый конец трещины, который станет очагом нового разрушения, так как вблизи полки напряжения от изгиба достаточно велики.
При переменных нагрузках отверстие не является препятствием для развития трещин усталости. Многие трещины, зарождающиеся на кромках профиля, развиваются к отверстию и легко пересекают его.
Таким образом, сверление отверстия в конце трещины излишне.
Вместе с тем конец трещины бывает трудно выявить, поэтому, чтобы не заваренная часть трещины не могла стать причиной повторного разрушения детали, следует прорезать трещину по ее направлению дальше видимого конца. Если видимый конец расположен на полке или сгибе профиля, то прорезать следует по всей полке и по стенке не менее 50 мм от полки. Если трещина распространилась на стенку, то прорезать следует на 50 мм дальше видимого конца трещины.
Ширина реза 1…2 мм.
Если трещина доходит до отверстия или пересекает его, то последнее следует заварить на медной подкладке, а кромки вновь просверленного отверстия упрочнить наклепом. С этой целью целесообразно сверлить отверстие диаметром на 1 мм меньше, чем требуется по чертежу и раздать его до нужного диаметра.
3
Ремонт
Качество сварки оказывает решающее влияние на выносливость отремонтированных деталей и долговечность собранных из этих деталей рам.
Сварные швы, проходящие через места прилегания кронштейнов, должны быть зачищены заподлицо с поверхностью детали.
Перед осмотром со сварных швов должен быть удален шлак, а их поверхность должна быть тщательно зачищена.
Сварные швы не должны иметь подрезов, раковин и пор. Кратеры должны быть заплавлены. Усиление сварных швов не должно возвышаться над поверхностью детали более чем на 2 мм. Допускается опиливание усиления шва на сгибе профиля. В месте выхода на кромку профиля шов должен быть подварен вровень с кромкой.
При переходе от нижнего к вертикальному шву следует снизить силу тока, в противном случае металл будет стекать и образуется прожог. Так как длина вертикального шва очень мала, а качество сварки должно быть безукоризненным, сварщик не может каждый раз подбирать силу тока пробой. Поэтому рабочее место, где заваривают детали рамы должно быть оборудовано амперметром, по которому сварщик, не осуществляя проб, мог бы устанавливать должную силу тока.
Сваривать детали необходимо следующими электродами диаметром 4 мм:
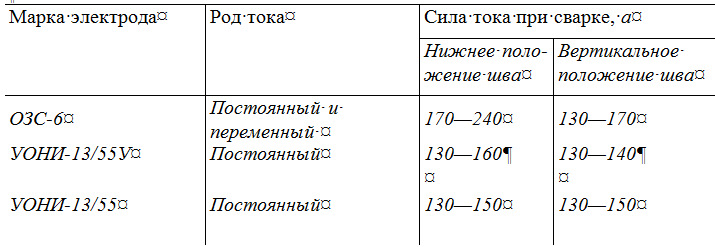
Применение других электродов не допускается.
Сварка осуществляется двухсторонним швом с двумя симметричными скосами двух кромок.
Сварка рамы грузового автомобиля
Грузовой автомобиль является надежным средством передвижения. Прослужить долго он может при наличии внимательного к нему отношения и осуществлении своевременного ремонта отдельных частей машины.
Безопасность поездки на грузовом автомобиле обеспечивает, в частности, нормальное состояние его рамы. Поэтому даже при возникновении незначительных дефектов, необходимо решать эту проблему, прибегая к сварке рамы автомобиля. При этом необходимо придерживаться всех этапов технологического процесса.

Когда рама нуждается в ремонте
Автомобильная рама - это каркас, на котором закреплены основные детали и узлы. Сварка рамы должна осуществляться при появлении в первую очередь трещин, а также сколов и складок.
Грузовые автомобили, перевозящие большие грузы, при наличии неисправностей могут выйти из строя прямо во время езды на трассе. Своевременная сварка рамы КАМАЗ и автомобилей подобного уровня снизит такую вероятность. Поэтому необходим постоянный контроль состояния рамы грузовых автомашин.
Подготовка к сварке рамы
Первое, о чем следует задуматься перед началом этого процесса - какими электродами следует варить раму грузовика. Пользоваться можно только качественными электродами. Для сварки рамы используются электроды диаметром 4 мм.

Перед началом процесса электроды в обязательном порядке должны быть просушены. Время просушки должно составлять не менее одного часа.
Для проведения ремонта необходимо осуществить свободный доступ для сварщика к месту проведения работы. Для этого можно временно демонтировать отдельные части грузовика, мешающие проходу.
Чтобы усилить раму можно применить специальные накладки в виде ромба или эллипса, которые изготовлены из такой же марки стали, что и сама рама. Место поломки также можно укрепить болтовым соединением или швеллером.
Перед началом сварки необходимо тщательно очистить место работы от имеющихся загрязнений. Зачистку следует проводить с помощью стальной щетки до появления металлического блеска. Это поможет обнаружить даже незначительные трещины. Их состояние можно оценить с помощью лупы большого увеличения. Перед началом сварки следует засверлить концы трещин, чтобы предотвратить их дальнейшее распространение.

Сварку рекомендуется производить с помощью современного сварочного аппарата, например, ЦИКЛОН ПДГ 240Д-1.

Перед началом сварки необходимо проверить работоспособность сварочного аппарата.
К подготовительным операциям относится обработка кромок для получения симметричного скоса обеих кромок. Обрабатывать их можно с помощью плазменного резака или болгарки.
Процесс сварки
Осуществление сварки рамы должно происходить двухсторонним швом.

Сварка рамы грузового автомобиля проводится в несколько этапов. Первым и обязательным этапом является проваривание корня.

Корень должен быть проварен по всей длине трещины. Затем осуществляются второй и третий проходы, при которых осуществляются тонкие, перекрывающие друг друга валики. При четвертом проходе выполняется валик на всю ширину выполняемого шва.
Во время сварки необходимо следить за температурой. Чтобы место сварки не перегрелось, ее лучше выполнять по частям. Длина отрезков при этом не должна быть слишком большой.
Обработка после сварки
После окончания сварки все швы следует обработать для защиты от негативного воздействия внешней среды, которой постоянно подвергается грузовой автомобиль. Для этого полученное соединение обрабатывают пескоструйным методом, обезжиривают, грунтуют и красят.
Интересное видео
Как заварить раму грузового автомобиля
Грузовой автомобиль делается крепче, чем легковой, так как ему часто приходится преодолевать длинные расстояния с большими грузами. Но надежность грузового транспорта только создается во время его сборки, а вот поддерживать ее должен уже сам водитель авто. Так, грузовым автомобилям нужны частые проверки, особенно тех частей, от которых зависит безопасность водителя. Рама должна проверяться всегда, так как не стоит упускать даже незначительные дефекты. О том, как проводится сварка рамы грузового автомобиля, подробно объясняется далее.

В каких случаях необходим ремонт рамы
Все основные детали, а также узлы автомобиля крепятся к одному большому каркасу, который называется автомобильной рамой. Здесь даже малейший скол или трещина на ней могут впоследствии привести к необратимым повреждениям не только самого каркаса, но и всего автомобиля.
По этой причине ремонт рамы должен быть своевременным, пока повреждение небольшое не может нанести большого вреда. Чем больше поломка, тем меньше эффективность варки.
Важно следить за состоянием рамы автомобиля, иначе это может привести к фатальным последствиям.
Подготовка рамы к сварке

При подготовке к ремонту рамы грузовых автомобилей нужно сделать следующие приготовления:
- Подобрать правильные электроды. Их диаметр должен составить не менее 4 мм.
- Просушить электроды. На это уходит как минимум час.
- Обеспечить сварщику полный доступ к поврежденной зоне рамы. Части машины, мешающие проходу, можно временно демонтировать.
- Подготовить усилители для каркаса, если это необходимо. Нужно использовать накладки (в форме эллипса или ромба) из той же стали, из которой сделан каркас, а также можно использовать болтовые соединения или швеллеры (делают ремонт наиболее надежным). Используя накладки, важно следить, чтобы переходы между ними и основой конструкции были ровными.
- Подобрать современный сварочный аппарат, к примеру, ЦИКЛОН ПДГ 240Д-1. Перед использованием нужно проверить, не сломан ли аппарат.
Дополнительным шагом перед ремонтом грузовых рам обрабатываются обе кромки каркаса, чтобы у них был симметричный скос. Здесь используется болгарка или плазменный резак.

Сварка рамы автомобиля
После завершения подготовки, а также подбора оборудования, переходят к основному процессу. Так, сварка рамы грузового автомобиля имеет такую технологию:
В процессе варки важно не допускать перегрева металла, так как из-за слишком высоких температур ремонт может получиться недостаточно надежным.
Таким методом можно заварить раму на грузовике, газели и любом другом виде грузового транспорта.
Обработка швов после сварки
После того как каркас грузовика или полуприцепа удалось сварить, рано возвращать транспорт к работе. Место сварки еще нужно правильно защитить:
- Сначала шов обрабатывают пескоструйным методом.
- Потом обезжиривают.
- На третьем шаге грунтуют.
- И в последний момент закрашивают.
Теперь грузовой транспорт полностью готов к выходу в рейс.
Со стороны процесс сварки каркаса может показаться простым, на самом деле его выполнение потребует определенных навыков, сноровки, а также предельной внимательности. Поэтому самостоятельно заварить раму камаза нужно только в том случае, если есть полная уверенность в своих силах и навыках. Чаще лучше доверить эту задачу профессионалу, который сделает сварку наиболее надежной. Но знать, как происходит сам процесс, все равно полезно.
Ремонт рамы камаз сварка
Михаил, не вьебало ни разу ещё, а вот с косынками может , т.к. рама пружинить должна, а где косынки хода не будет. Не надо мне про порнуху заливать.

Михаил, не варил бы не говорил, потом ещё и шов зачищаю и крашу под цвет рамы , ремонта не видно. Ебанет конечно если рутилом насерешь.






Посчитай длину шва в см и умножь на 15 руб/см. Это для одного прохода. Если два прохода или более, то можешь прибавить процентов 50 на каждый последующий проход. Но это только то, что касается сварки. Ведь у тебя еще будет и слесарка, т.е. надо зачистить место сварки, болгаркой поработать, снять фаски и т.д. По-этому, прибавляй еще минимум процентов 50. А если с напарником работаешь, то и все 100% прибавляешь к самой сварке. Это не считая, съема самой рамы с кузова, это вообще отдельная работа. Например, ты работаешь с напарником, длина трещины 50 см, т.е. 50см*15руб/см=750 руб. Три прохода, 750*3=2250руб. Слесарка с напарником еще умножаешь на два и получаешь 2250*2=4500 руб. Это не считая расходников Адекватная цена 4000-5000тыс. Ну, а там смотри сам сколько взять +- 500-1000руб.

Вадим, можно еще трещину зачистить, на неё шов положить, его потом тоже шлифануть, а потом уже пластинами усилить для надёжности





Первый очередь сними фаску с двух сторон варить советую лучше рдс) на работе тоже с такими сталкивался



Тимур, согласен! Сделать обязательно разделку шва, чтоб провар сквозной был (с корнем). Латки Необязательно,полуавтомат тоже не нужен. Электроды LB52U хорошо справляются. Много раз приходилось рамы камазов варить, особенно седельные тягачи. Все прекрасно варится и бегает


Тимур, латку обязательно, ромбом, но с фаской и проковкой и предварительно засверлить, электроды с основным покрытием.

Тимур,









Я окашкой у фредлайнера варил раму возле кабины лопнула разделка провар две рыбки с наружи изнутри и погнали)




Обязаловка ромбики, зачистить до белого, снять фаски по трещине заварить рдс, можно ок 46 или 48 тройкой, прихватить ромбики с обеих сторон и варить их не полностью а прихватками. По 3_4 см.. И загруновать. Фсссё!



Александр, ну называть то ты его можешь как угодно. Я вот один работаю в своей мастерской, и варю таким же ПА. Так вот мне смешно слышать от таких как ты, что им лавочки варить. Тебе купили все твои хозяева, а я сам, и многие другие сами за свои кровные. Так что помолчал бы ты. У тебя только хозяйское есть.
Александр, это все равно, что если бы ты работал личным водителем на майбахе, и потешался над теми, кто купил за свои деньги логан. Понимаешь о чем я?
Артём, про хозяев я всё уже сказал!а про сварочник сказал по опыту своему в сравнении с человеческими аппаратами
Александр, это другое. Я вообще молчал. И молчал бы дальше, если бы твой высер про лавочки не прочитал.
Александр, я ж не говорю,что кто его купил и работает им,дурак.просто говорю,что им нормально долго не поваришь.смену 12 часов метал 6мм,например.и швы по метру.умирает сразу.вот и всё,что я хотел сказать.а ты агресируешь сразу
Александр, пусть каждый при своём мнении останется. Этого па вполне хватит для этой работы по раме. Так что лавочки тут не при чем. Бобра.
Артём, взаимно.удачного года,выгодных заказов Александр, и тебе хорошей работы и плодотворного года




Болты открутить,все отверстия заваривать где проходит трещина,разделка провар с двух сторон.Отверстия потом заново сверлят.Электроды уони или лб и никаких накладок не надо.


Поскольку трещина идет вдоль, а не поперек рамы, то в принципе никаких усилений можно и не делать. И засверливать ничего не нужно, ибо трещина от отверстия, до отверстия. Разделка кромок и нитками проваривать.

Место больное особенно на совках, причина этому уставшая (просевшая) рессора, была такая подобная проблема, только не дотянули до того как пошла вертикальная трещина, решение было, замена рессоры, зачистили фаску под шов на раме и РДС уонии заварили трещину вместе с отверстием от которого она начинается, зачистили болгаркой, итог в глаза не бросается, 4 года полет нормальный
Разделать трещину болгаркой 6 мм диском со снятием по краям фаски. И завариваешь трещину. Вижу полуавтоматом будешь варить. Только не ручной. Заваривай саму трещину полуавтоматом. Зачищаешь шов за под лицо и ставишь ромб. Ромб можешь электродом приваривать УОНИ или LB. Только не заваривай саму трещину электродом. Электрод перегревает металл на раме. При остывании шев лопнет опять будет трещина. Если электродом будешь трещину варить. То делай толще и шире шов. И пусть остывает до конца чтобы был холодный. Тогда зачищай толстым диском за подлицо шев. Тогда не лопнет. И накладывая ромб.

Просверли в конце трещины, мелким сверлом. Потом вари, электродами, после усилить заплатами, только ромбом, чтобы швы были в диагонали,

Болты ,5 ти угольный ромб ,с двух сторон ! Если денег хотят мало дать ,прямо по трещине в один проход !
Я вижу у тебя АВРОРА Оверман 180. Я таким же только Оверман 200 на Белаза, Газели, Газоны рамы варил. На ура. Ставишь проволоку 1 мм. Первый шев индукцию нижний регулятор ставишь на 5. Второй регулятор на 17, и верхний регулятор чтобы метка на не стояла как сейчас стоит.
И ещё. Я вижу где надо варить. Найди такой же кусок рамы. Чтобы он вошёл хорошо с внутренней стороны. Ну тебе всё равно придется срубать кронштейн рессоры. Кран тормозной тоже убирать. В принципе. Убери кран. А далеко эта трещина идёт под кабину? Можешь просто болгаркой разделать трещину. Кран убери и эти 5 балтов. Трещину завари зачисти за подлицо. Отверстия расверли. А я думал по поперек трещина. Можешь с этой стороны пластину из металла 5-6 мм. поставить по верх шва только не приваривай прихвати. И на неё на место кран.
Читайте также: