Режим пульс в сварке tig
Обновлено: 19.09.2024
Понятие «универсальный сварщик» говорит много хорошего об уровне квалификации специалиста. Тем не менее, это определение вовсе не тождественно тому, что для всех операций по свариванию металлов годится один и тот же аппарат. Действительно, вариантов оборудования много, и у каждого своё назначение. Наверняка многие слышали об импульсной сварке, но что это такое в деталях?
Для чего нужен импульсный сварочный аппарат, какие плюсы и минусы у оборудования, чем его получится заменить, если такое вообще возможно — на эти и другие вопросы ответим в этой статье.
В процессе сварки неразъёмное соединение металлов создаётся путём расплавления кромок. При высоких температурах на стыке металлов образуется сварочная ванна, которая при охлаждении кристаллизуется с образованием шва.
В аппаратах импульсной сварки (к примеру, FUBAG INTIG 200 DC PULSE ) повышение температуры до необходимых параметров осуществляется посредством кратковременных импульсов сварочного тока. В результате получается своеобразный точечный нагрев, затрагивающий только необходимую для соединения область без изменения характеристик прилегающих зон.
Такой метод идеально подходит для сварки металлов и сплавов, то есть для всех случаев, когда требуется выполнить максимально равномерный и прочный шов. Ниже показан результат сварки TIG-аппаратом в импульсном режиме и без него.


Как работает полуавтоматическое оборудование MIG в режиме импульсной сварки
- Исключить прямое соприкосновение свариваемого металла с присадочным материалом (чтобы не допустить короткого замыкания).
- Свести к нулю перегрев зоны сварки.
- Снизить образование брызг в результате понижения температуры нагрева в момент отрыва капли.
- Исключить варианты с прожигом изделия.
- Увеличить производительность.
- Обеспечить чистоту образования шва.
Импульсный аппарат для сварки точечно размещает металл по определенной траектории. Иными словами, каждый импульс аппарата позволяет перейти в расплав одной капле.
В процессе импульсной сварки полуавтоматом MIG в межимпульсный период величина силы тока уменьшается, благодаря чему свариваемые поверхности остывают. Таким образом, прилегающие к сварочной ванне участки не испытывают влияния структурных изменений, связанных с разогревом. Это идеальные условия для применения сварочных импульсных аппаратов для соединения листовых, в том числе тонкостенных, металлов и сплавов.

Дымообразование и разбрызгивание сводятся к минимуму. В процессе работы аппарата в сварочную ванну попадает только металл от присадочной проволоки. Такая схема образования неразъёмного соединения в разы увеличивает однородность и прочностные характеристики шва.
Самое приятное то, что импульсный сварочный аппарат могут использовать даже сварщики без многолетнего опыта. Работа оборудования при минимальных навыках мастера практически гарантирует получение добротного шва.
Эксплуатационные ограничения
Если предполагается варить низкоуглеродистые или низколегированные стали, то использовать импульсное оборудование нецелесообразно.
Помним, что в процессе переноса капли значение тока снижается и температура падает, а затем снова возрастает в момент прохождения следующего импульса. Такие тонкие настройки совершенно ни к чему во время сварки указанных сталей. Разумеется, такой режим им не навредит, а снижение разбрызгивания и дымообразования даже пойдёт на пользу, но, в общем и целом, стали низких марок прекрасно сплавляются и обычными сварочниками.
Как работает импульсная сварка TIG

Аргонодуговые сварочные аппараты с функцией импульсного нагрева (например, FUBAG INTIG 200 AC/DC PULSE) работают по тому же принципу: в цикле прохождения одного импульса металл разогревается (максимальный ток) и остывает (на токе паузы).
Импульсный режим настраивается в зависимости от толщины свариваемых металлов. Чем чаще подаётся пиковый ток, тем более концентрированной будет дуга. Это уменьшит и размер отдельных чешуек, образующих линию шва.
Обратное действие приводит к следующему: снижение частоты импульсов сварочного аппарата позволяет лучше контролировать состояние сварочной ванны (что актуально для новичков). Кроме того, понижение частоты оказывается полезным при работе импульсной сваркой в неудобных положениях.
Применение импульсного режима в оборудовании TIG

- Сваривание в импульсном режиме позволяет лучше контролировать состояние зоны расплава в сравнении с обычной TIG–сваркой.
- Скорость процесса оказывается выше, проплавление лучше, деформации прилегающих зон сводятся к минимуму, а сам шов получается более аккуратным.
- Функция используется для соединения тонколистовых металлов и сплавов, в том числе нержавейки, где требуется снизить до возможного минимума тепловложения от сварочной дуги.
- На высоких частотах TIG–дуга становится концентрированней и точнее, что улучшает и облегчает сварочный процесс.
В процессе сваривания легированных сталей образующийся шов приобретает дополнительную устойчивость к коррозии за счёт образования микрокристаллической структуры.
Импульсная сварка в режиме ТИГ
Таки справедливости ради, скважность - это отношение времён, а не токов.
Вы в этом уверены? Отношение времён чего? Хотя я про токи ничего не писал, а цитата взята из Валериного мануала.
Удовольствие от высокого качества длится дольше чем радость от
Это не время, а промежуток времени, и периодичность его повторения есть частота. Думаю разобрались? Если согласен, то пост твой подкорректирую, если нет, продолжим обсуждение)).
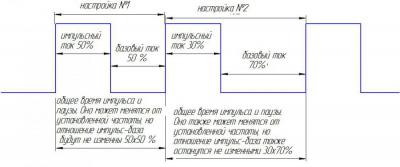
Я вот так это представляю себе, может коряво нарисовал, извиняйте тогда.
Получается что в мануале верно написано, что можно изменять время действия импульса и паузы в одном цикле (на моем аппарате это в % выражается), а время самого цикла изменяется с частотой, например чем выше частота тем меньше время цикла и на оборот чем меньше частота , тем больше время цикла.
На ТИР315 гораздо все проще , там установка импульса и паузы по времени , а частота выставляется автоматически от выбранного времени паузы или импульса. Кстати можно выставлять импульс и паузу с разными значениями.

На ТИР315 гораздо все проще , там установка импульса и паузы по времени , а частота выставляется автоматически от выбранного времени паузы или импульса. Кстати можно выставлять импульс и паузу с разными значениями.
Вот здесь действительно по времени, а там временной промежуток в % зависящий от частоты, а частота есть время этого промежутка в котором идёт смещение тока пика и базы в %. На EWM как на ТИР,тоже самое, очень удобно
там установка импульса и паузы по времени , а частота выставляется автоматически от выбранного времени паузы или импульса.
Повторение времени импульса и паузы это и есть частота)).
Александр, я понимаю что удобно, но на ТИР 315 большую частоту не получить, там время импульса и паузы фиксировано и выбор не большой. А EWM в этом плане как получается . Например вы выставили, импульс 1сек и паузу 1сек, тогда в герцах это будет 1гц. , но вам нужно например 100гц и как здесь на EWM получается? Наверное импульс и паузу нужно выставлять например 001сек, или на аппарате есть ещё что для этого. Чисто интерес к этому, хочется всё знать .
Валера ! 1+1=2 секунды период . Частота , функция обратная от периода . Получается 0,5 герц . Поаккуратнее с высказываниями ! В 44 посте рисунок твой немного некоректный .
Получается временной промежуток 2 секунды, а значить 0,5 гц.
Я не парюсь с герцами, запрограммировал пять программ с разными частотами 0.01,/ 0.05/ 0.01/ 0.20/ 0.50 сек. пик и база 50х50, меня вполне устраивает такой выбор.
Я не парюсь с герцами, запрограммировал пять программ с разными частотами 0.01,/ 0.05/ 0.01/ 0.20/ 0.50 сек. пик и база 50х50, меня вполне устраивает такой выбор.
Александр, всё верно каждый к своей машине привыкает и ему в том числе и мне кажется, что лучшей машины нет.
Но тема интересна с точки зрения настроек под разные задачи.
Миротворец , уверен
Скважность определяет отношение пиковой мощности импульсной установки (например, передатчика радиолокационной станции ) к её средней мощности
Но тема интересна с точки зрения настроек под разные задачи.
Валера, я не вижу смысла пересчитывать секунды на герцы)). У меня на китайцах герцы, проблем тоже нет и даже настраивать быстрее получается..
Я как то больше к временному КУ (коэффиценту участия) пикового к базовому току привык. Отношение длительности плавящего тока к току поддерживающему дугу в процентах. Чаще всего для снижения тепловложения работаю в 1-герцовом импульсе, пиковый ток 10-25%. Среднечастотный импульс использую мало, в основном для точной наплавки на малые поверхности, по моим ощущениям на 200 (больше мой аппарат не выдаёт) Гц дуга ощутимо уже и меньше склонна "гулять".
Пиковый ток 170 А, базовый 10 А, КУ 30%, 200 Гц, наплавка прессформы. Кромку подгрызть было категорически нельзя, , высота "ступеньки" под наплавку на прессформе 5 мм.
Прикрепленные изображения
Миротворец , ну елки-палки:
цитато: Сква́жность (в физике , электронике ) — один из классификационных признаков импульсных систем, определяющий отношение его периода следования (повторения) к длительности импульса.
СКВАЖНОСТЬ - отношение периода следования (повторения) электрических импульсов к их длительности.
LamoBOT ,Вообще то мы сварочные импульсы рассматриваем, а не радиолокационные станции))
ну и дебаты у вас господа)))
тоже баловался импульсом, на аппарате Сварог 200, понравилось работать на 1ГЦ, пиковый ток - 30а, ручка базового была выкручена по минимуму, т.е. 10% от пикового - 3А, длительность пикового - 50-60%, не понравилось то что если меняешь частоту то разность между пиковым и базовым током почти не прыгает, в итоге получается что почти как обычная сварка, это наверное связано с аппаратом или с низким пиковым током, но тонкий металл все равно не прожигает, аппарат вообще по моему не поддерживает менее 10А(((
еще не совсем понял когда выставил настройки на частоту в 1ГЦ и потом начинаешь поднимать герцы, то пиковый ток тоже меняется. с чем связано не понимаю.
еще не совсем понял когда выставил настройки на частоту в 1ГЦ и потом начинаешь поднимать герцы, то пиковый ток тоже меняется. с чем связано не понимаю.
В этом аппарате ток нужно выставлять в не импульсном режиме. И не обращать внимание чё там прыгает при вращении крутёлок в импульсном режиме. Вот таков этот сундук сварог 200 типа AC/DC .
Настольный сварщик .
а откуда такая уверенность что именно так нужно делать? при выставлении тока не на импульсе и потом переключении на импульс ампераж снижается и вы хотите сказать что для дальнейшего изменения тока опять нужно переходить на обычную сварку? абсурд, ИМХО
в импульсе не удобно что значения не замирают при вращении ручек, и приходиться ловить момент. но они выставляются!
а откуда такая уверенность что именно так нужно делать? при выставлении тока не на импульсе и потом переключении на импульс ампераж снижается и вы хотите сказать что для дальнейшего изменения тока опять нужно переходить на обычную сварку? абсурд, ИМХО
Моя увереность зиждется на следующем. Года четыре назад после покупки аппарата я точно также сидел над ним вращая ручки туды сюды.
Нет чтобы пытаться толком варить в обыкновенном режиме. Дык нет подавай сразу импульсный режим.Позвонил я на сервисный центр. Поговорил я с сервисменами и сварщиком центра.И поведали они мне как и чего выставлять. В этом аппарате управление сделано на логических микросхемах. И чё там показывает показометр одному богу известно. Это же китайцы, которые передрали относительно удачную и дешёвую модель. У китайцев ведь как. Вроде этот оранжевый сундук похож на сварочный аппарат ну и ладно. И это когда уже остальные сделали на микроконтролерах с кучей сервисных режимов. Где процесс хоть графически и визуально виден и понятен.
Особенности и технология импульсной сварки

В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Импульсная сварка: как это работает?
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG). Сам процесс цикличен с последовательным падением капель присадочного материала в сварочную ванну (один импульс – одна капля). Сварочный аппарат трансформирует сетевое напряжение в постоянное и выпрямляет ток, затем с заданной амплитудой увеличивает частоту.
В фоновом режиме подаётся постоянный сварочный ток, задача которого - поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов. Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
Технология импульсной сварки
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
Происходит повторение цикла.
Шов получается ровным и качественным. Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
Варить можно любой металл, включая алюминий и нержавеющую сталь. Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
Для работы потребуется минимальное количество дополнительного оборудования.
Дугу и форму сварочной ванны легко контролировать. Этому способствует и то, что рабочую зону не заволакивает дымом.
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.

Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Разговор про импульсный режим.

Если под сталью подразумевается низкоуглеродистая, низколегированная сталь, например Ст3, 09Г2С, то использование импульса не целесообразно. В процессе горения дуги выделяется тепло, которое плавит присадочный материал и основной, если вы задаете импульс, то в момент этого импульса количество тепла увеличивается и уменьшается скачкообразно с частотой импульса, т.е. вы можете при помощи импульса задавать перенос капель с присадочного материала и снижать количество тепла вносимое в основной металл. Все это абсолютно не актуально для "чернухи", так как она вполне себе хорошо варится, единственное преимущество от импульса для "чернухи" - это снижение разбрызгивания и потерь на угар.
А что с нержавеющей сталью при сварке в режиме MIG Pulse?
С нержавейкой все сложнее, для нее импульс актуален: При импульсе вы снижаете погонную энергию при сварке, уменьшая таким образом степень перегрева, которая снижает скорость диффузионных процессов, уменьшает ширину зоны термического влияния (ЗТВ), что благоприятно влияет на коррозионно-стойкость. Так как именно в ЗТВ за счет диффузии образуются карбиды хрома, которые являются источником межкристаллитной коррозии. Хром также является элементом который и обеспечивает стойкость нержавеющих сталей. Он образует оксид и покрывает каждое зерно в металле, то есть задача состоит в том чтобы этот оксид хрома химически ни с чем не взаимодействовал (катализатор взаимодействия - температура) во время сварки, снижая температуру в ЗТВ за счет применения импульса, вы его как бы защищаете от химической реакций.
С прочностью ситуация такая: если тепла много, то зерно растет, что приводит к снижению ударной вязкости, предела прочности, но увеличивает относительное удлинение. То есть общая прочность падает (не только в шве но и в ЗТВ) при этом металл становится более пластичным. Отсюда чем меньше вы вводите тепла (применяя импульс), тем меньше растет зерно и металл более прочный. Что касается двойного импульса - он разложится на одинарные, а главная цель импульса сделать так, чтобы с каждым из импульсов падала капля присадочного металла. Это реализовано в технологиях CMT Fronius и ColdArc EWM. Там получается что источник задает такую разницу в токе во время импульса, что капля сама падает, при этом CMT меняет полярность во время сброса капли и еще останавливает подачу проволоки.
Теперь про алюминий в режиме MIG Pulse.
Физическая природа такая же. Просто идет спад и рост тока, который из-за принципа саморегулирования дуги ведет к росту и спаду напряжения соответственно. Задача та же - дать такой импульс, который обеспечит сброс единичной капли. Технология CMT Fronius дает напряжение и ток меняются источником питания, а в обычном полуавтомате они выдаются линейно и являются константой, при этом напряжение и ток меняются только за счет изменения зазора между проволокой и основным материалом. То есть на обычном полуавтомате вы даете ток, напряжение за счет саморегулирования дуги устанавливается само в зависимости от защитного газа (среды) и расстояния между проволокой и основным металлом. Во время горения дуги выделяется тепло, которое плавит и проволоку и основной металл, при этом каждая растущая и отрывающаяся капля создает изменения в напряжении и токе (дестабилизирует дугу), что приводит к разбрызгиванию.
В импульсном режиме сварочный инвертор сам меняет величину тока заставляя капельки принудительно слетать с проволоки. В алюминии полностью избавится от пор невозможно, но так как импульс не дестабилизирует дугу, то действительно количество пор можно снизить. Оксидная пленка разрушается катодным распылением, когда отрицательный потенциал на основном металле. Вблизи металла в среде выбиваются электроны и образуется ионизированный газ с зарядом +, ионы из газа долбят по поверхности отрицательно поляризованного металла и разбивают пленку. Используя обратную полярность вы можете на малом токе чистить поверхность от пленки, а добавляя импульс будете сбрасывать капельки проволоки.
Схема работает гораздо лучше чем обычная дуга, поскольку там все происходит одновременно и непонятно на что упала капля на пленку или на жидкий алюминий. Да кстати, температура плавления у пленки 2000 градусов, а у алюминия всего 600. Теперь если вы делаете двойной импульс со сменой полярности, то вы можете и чистить металл и увеличивать производительность, так как на катоде (-) тепла выделяется больше и его выгоднее использовать для плавления присадочной проволоки.
Прочность алюминиевых швов зависит от образования интерметаллидов, количество которых увеличивается с увеличением вложенного тепла. Принцип тот же, но механизм разупрочнения другой. Кроме интерметаллидов еще есть пористость и выгорание элементов. Например для сварки АМг5 рекомендуют использовать проволоку АМг6, т.к. часть магния во время сварки выгорит и в шве его будет меньше, чем в исходной присадочной проволоке, с этой точки зрения также выгодно использовать методы снижающие тепловложения.
А что насчет TIG сварки в режиме пульс?
В принципе все тоже самое. Нержавейку лучше сваривать с пульсом, обычную черную сталь можно и без пульса, алюминий с пульсом.
Читайте также: