Режимы аргонодуговой сварки неплавящимся электродом нержавеющей стали
Обновлено: 29.04.2024
TIG-метод сварки нержавеющих металлов заключается в использовании неплавящегося вольфрамового электрода, подачи защитного газа и присадочного материала в рабочую зону. Процесс TIG сварки нержавейки осуществляется на постоянном токе обратной полярности, в данном режиме достигается высокая стабильность сварочной дуги, более мягкий и качественный провар. По составу присадочные прутки должны иметь более высокий класс легирования, чем обрабатываемое изделие.
Импульсная TIG сварка нержавейки
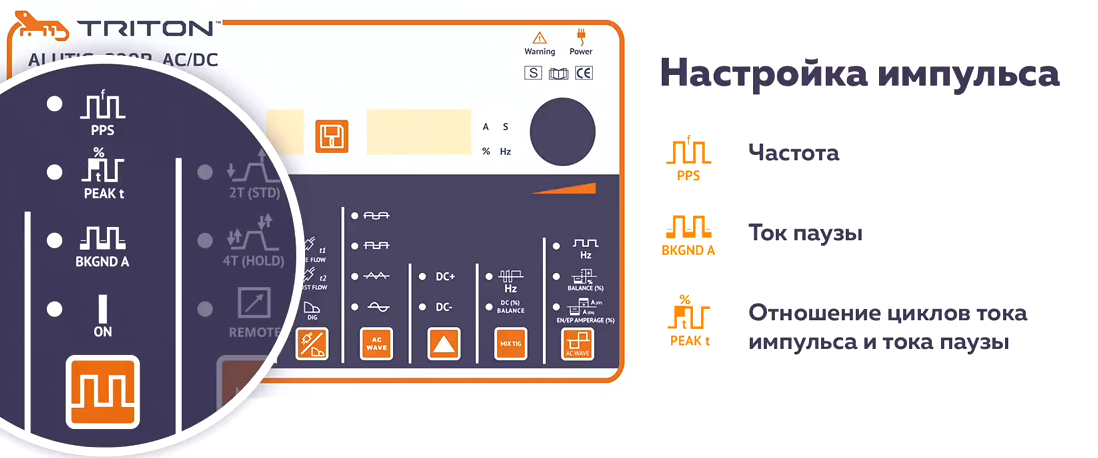
В импульсном режиме TIG сварки достигается качественный провар с контролируемым тепловложением без перегревов и наплывов. Импульсный режим позволяет значительно облегчить работу сварщику и улучшить сварку на малых токах. Есть возможность настроить ток импульса, ток паузы, частоту смены каждого периода. В результате достигается полный контроль над сварочным циклом, с оптимальным тепловложением, снижается коробление, нагрев заготовки, повышается стабильность дуги. В режиме средних частот пульсаций, сварочная дуга приобретает «кинжальную», более концентрированную форму, что позволяет получить глубокое проплавление при том же тепловложении. Кроме того, сварка нержавейки в импульсном режиме обеспечивает повышенную коррозийную стойкость шва, за счет формирования мелкокристаллической структуры.
TIG-сварка нержавейки с другими марками металлов
Аргонодуговая сварка позволяет обеспечить качественное соединение нержавейки с другими металлами и сплавами. Вот некоторые из них: бронза, латунь, медь, никель, титан, алюминий, конструкционные, углеродистые стали и другие.
Есть много особенностей при сварке нержавейки с другими металлами. Ознакомимся с некоторыми из них:
- при соединении с латунью требуется дополнительная защита от воздействия кислорода;
- при сварке с латунью используется присадочный латунный пруток;
- цинк имеет свойство быстро испаряться из сплава латуни, что требует большой скорости сварки при соединении латуни с нержавейкой;
- при сварке нержавейки с черными металлами, в местах сварочного соединения содержится большое количество Сr-Mo стали (миграция углерода), что является причиной образования коррозии, поэтому нужно дополнительно обработать это место после сварки.
Для качественной сварки разных по химическому составу металлов, необходимо более подробно ознакомиться с технологией и условиями сварки.
Выбираем материалы и оборудование для TIG-сварки нержавейки
Для аргонодуговой сварки нержавеющих металлов необходимо подготовить следующее оборудование и материалы:
Особенности
Для получения качественного шва при аргонодуговой сварке нержавейки важно следовать следующим рекомендациям:
- использовать импульсный режим TIG сварки;
- для исключения перегрева заготовки, величину сварочного тока устанавливают на 20% меньше, чем при сварке обычной стали;
- чтобы избежать окисление сварочного шва и вольфрамового электрода, подачу аргона необходимо отключить (Post gas) не сразу после завершения сварки, а минимум через 10–20 секунд;
- горелка должна располагаться противоположно направлению сварки, под углом 75-80° между поверхностью свариваемого металла и осью мундштука;
- сварка выполняется без колебательных движений вольфрамовым электродом, чтобы не нарушить защитную зону сварки;
- присадочные прутки располагаются под углом 90° относительно оси мундштука на горелке, сохраняя угол 15-20° между свариваемой заготовкой и мундштуком;
- для минимизации капельного переноса присадочного металла в сварочный шов пруток необходимо укладывать на поверхность обрабатываемой заготовки;
- присадочный пруток нужно двигать впереди дуги, равномерно вводя в сварочный шов;
- не допускаются поперечные перемещения присадочного прутка, это может привести к нарушению подачи защитного газа через сопло горелки;
- после завершения сварки следует выключать газ через 10-15 секунд для снижения расхода вольфрамового электрода, исключая его окисление.
.jpg)
Обработка нержавеющих металлов перед и после аргонодуговой сварки
Перед началом TIG-сварки нержавейки следует удалить с ее поверхности все следы – пыль, смазку, масла, которые могут стать причиной плохого провара, нестабильной дуги и т.д.
По завершении работ поверхность свариваемого металла покрывают дополнительно оксидной пленкой, что позволяет добиться высокой стойкости к коррозии.
Применение аргонодуговой сварки для соединения нержавеющих сталей
- нефтеперерабатывающая промышленность;
- химическая промышленность;
- автомобилестроение;
- теплоэнергетическая сфера;
- авиационно-космическая промышленность;
- пищевая промышленность;
- другие отрасли.
Метод TIG-сварки является лучшим для соединения нержавеющих труб, которые будут использоваться для транспортировки жидкостей и газообразных веществ под давлением. Аргонодуговая сварка позволяет обеспечить высокое качество и прочность сварочного соединения, что особенно важно для ряда ответственных производственных задач.
Технология и режимы сварки нержавейки в среде аргона
Сварка нержавейки аргоном – востребованная технология, которая позволяет получить соединение данного сплава наивысшего качества, по сравнению с прочими методами работы.
Трудности
Легирующие добавки, которые входят в состав нержавейки, повышают ее качественные характеристики, придавая коррозионностойкие свойства, однако негативно влияют на сварочный процесс.
По сравнению с прочими сортами стали, теплопроводность нержавейки ниже в 2 раза. Это значит, при температурном воздействии на поверхность тепло будет концентрироваться в точке контакта, а не равномерно распределяться по плоскости, отводя излишки энергии. По этой причине у начинающих сварщиков не получается качественно проварить сплав без перегревов и прожогов. Технические пособия рекомендуют устанавливать меньшие амперные характеристики сварочного оборудования при сваривании данного сплава.
Важным фактором, который необходимо учитывать на стадии планирования, является высокий показатель линейного расширения. Избыточное температурное воздействие легко деформирует околошовную зону, поэтому необходимо оставлять зазор, достаточный для предотвращения образования трещин.
Высокое электрическое сопротивление также негативно влияет на качество сварки. Расходные материалы очень быстро нагреваются. Через некоторое время они начинают плавиться не сварочной ванне, а на конце дуги.
[stextbox электроды для сварки нержавеющей стали имеют ограниченную длину, которая не превышает 350 мм.[/stextbox]
Существуют и температурные ограничения сварочного процесса. При температуре 500 Сº в межкристаллическом пространстве начинают образовываться соединения, ухудшающие качество шва – карбид хрома и железа. Для предотвращения данного процесса, деталь необходимо охладить сразу же по окончании работ.
Подготовительные работы
Аргонную сварку нержавейки следует начинать с качественной подготовки поверхности. Процедура подготовки рассматриваемого сплава не отличается от прочих сортов металла и включает в себя следующие действия:
- Поверхность очищается от посторонних элементов. При этом кромки должны быть зачищены до металлического блеска. Сварка нержавеющей стали ГОСТ 14771-76 не указывает, каким именно способом будут проводиться подготовительные работы. Из этого следует, что возможно применение как ручного инструмента, так и механизированного способа.
- Следующий этап включает в себя обезжиривание поверхности любой подходящей жидкостью.
- Завершает подготовку установка зазора, компенсирующего деформационные процессы.
Следует заранее озаботиться подготовкой присадочного материала, тип которого будет соответствовать свойствам свариваемого металла. Наиболее распространенными марками сварочной проволоки являются:

Сварочная проволока для нержавейки и ее классификация.
Аргонодуговая сварка неплавящимися электродами
Технологию использования неплавящегося электрода в среде аргона используют для сварки нержавеющих труб. Отличительная особенность данного метода – качественные и аккуратные швы с привлекательным внешним видом. Аргонодуговая сварка применяется также при ответственных работах с баками и прочими сосудами, которые эксплуатируются под давлением.
Работы можно выполнять как на постоянном, так и на переменном токе прямой полярности. Источником тепла выступает горелка с вольфрамовым электродом, через которую подается защитный газ. Шов формируется за счет плавления присадочного материала, в качестве которых выступают прутки, подающиеся в зону расплава.
Сварка в режиме TIG имеет некоторые особенности:
- При попадании в зону расплава частиц вольфрама качество шва ухудшается. Для розжига дуги применяют специальную угольную пластину, после чего переносят ее на рабочую плоскость.
- По окончании работ необходимо продолжать подачу защитного газа до полного остывания электрода и горячего шва – это позволит избежать окисления рабочей зоны и электрода горелки.
[stextbox процессе работы необходимо соблюдать определенный угол наклона горелки и прутка, по отношению к поверхности, а также относительно друг друга. Это базовые навыки, которые преподают на курсах обучения сварщиков.[/stextbox]
С помощью полуавтомата

Начинающие мастера часто задаются вопросом: «Как сварить нержавейку полуавтоматом?» Данный метод отличается высокой производительностью, благодаря непрерывной подаче электродной проволоки. Визуальные качества шва при этом не такие привлекательные, как при аргонодуговой сварке, однако надежность соединения не уступает предыдущему методу.
Аргоновую сварку полуавтоматом относят к универсальным технологиям, поскольку она позволяет работать с заготовками различной толщины. С ее помощью можно выполнить любые работы – от сварки перил в загородном доме до соединения сложной конструкции по предоставленным чертежам.
К расходным материалам предъявляют особые требования. Обязательное условие – наличие никеля в составе проволоки. В противном случае ее считают несоответствующей действующим нормам.
Основными режимами выполнения работ являются:
- Короткой дугой. При дуговой сварке температура воздействия зависит от длины разряда. Короткое расстояние между горелкой и поверхности идеально подходит для тонкостенных изделий.
- Импульсный. В этом случае проволоку подают в зону расплава с короткими промежутками, что снижает вероятность разбрызгивания, минимизирует температурное воздействие на деталь и снижает расход проволоки.
- Струйный. Применяют для сварки деталей, толщиной от сантиметра.
Соединение тонкого материала
Сварку тонкой нержавейки аргоном следует выполнять с большой осторожностью. Опытные специалисты рекомендуют применять специальные подкладки из металла с высокой теплопроводностью. Это преследует несколько целей:
- подкладка будет выполнять функции отвода тепла, снижая риск образования карбидов;
- расплавленный металл не будет вытекать с обратной стороны шва;
- выполняется фиксация рабочей плоскости.
При соблюдении всех правил, качество соединения будет выше, по сравнению с использованием инвертора.
В некоторых случаях будет целесообразно использовать станок для точечной сварки. При этом также необходимо правильно настроить рабочие параметры: при завышенных амперных характеристиках нержавейка после контактной сварки ржавеет, за счет образования карбидов.
Трубы
Особенностью технологии является необходимость в защите внутренней поверхности трубы. Для этого необходимо заглушить отверстие с одной из сторон с помощью подручных материалов:
Затем в заглушку устанавливают трубку, которая будет служить проводником защитного газа. Важно, чтобы она была герметично заизолирована, во избежание утечек.
Рабочее давление газа устанавливают, в зависимости от условий выполнения работ. Требование одно – газ не должен выдавливать расплав на поверхность. В этом случае качество шва гарантировано.
Режим Pulse
Современное оборудование оснащено функцией выполнения работ в импульсном режиме. Его основное предназначение – соединение элементов различной толщины.
Как было сказано выше, данная технология помогает экономить расходный материал. Кроме того, сокращается время финишной очистки поверхности, благодаря низкому количеству брызг расплавленного металла.
Таким образом, можно сократить промежуточный этап механической шлифовки изделия, переходя к обработке кислотами и гелями, с целью удаления оксидного слоя и придания шву необходимой стойкости.
С инородным металлом

У малоопытных сварщиков часто возникают трудности, поскольку они не знают, как сваривать нержавейку с черным металлом.
Аргонодуговая сварка зарекомендовала себя лучше всего, поскольку аргон надежно защищает зону расплава от контактов с окружающей средой.
Во избежание появления горячих трещин необходимо использовать прутки на основе хрома и никеля.
Плюсы и минусы такого способа
К достоинствам использования аргона относят:
- Газ надежно защищает расплавленный металл, исключая его контакт с атмосферным воздухом, что повышает качество соединения.
- Низкая теплопроводность помогает сваривать сложные детали, не влияя на их конструкцию.
- Высокая температура сварочной дуги положительно влияет на скорость процесса.
Недостатками являются высокая стоимость сварочного оборудования, что не всегда позволяет использовать его при выполнении домашних работ. Кроме того, работа с аргоном имеет свои особенности, которые требуют специфических навыков.
Заключение
Сварка нержавейки в среде аргона – лучший способ соединений данного сплава, независимо от его габаритов. Сварку труб лучше всего выполнять в режиме TIG, хотя использование полуавтомата предоставляет исполнителю больше свободы в действиях.
[stextbox 6-го разряда Свистунов Александр Владимирович. Опыт работы – 17 лет: «Я работаю на металлургическом заводе. С нержавейкой сталкиваюсь 2 раза в году – во время капитального ремонта теплоэнергетического оборудования: котлов и подводящих кессонов. Для сваривания пользуемся только аргонодуговой сваркой. Как показал опыт – это самый надежный способ. Сейчас это прописано везде, включая техническую документацию и план организации работ».[/stextbox]
Аргонная сварка нержавейки

Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Преимущества аргонной сварки нержавейки

При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Как настроить аргонную сварку по нержавейке: нюансы подготовки

Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.

Технология аргонной сварки неплавящимся электродом из вольфрама

С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Аргонная сварка нержавейки полуавтоматом

Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Какое оборудование применяют для аргонной сварки нержавейки

Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки

Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Принцип аргонной сварки

Аргонодуговая сварка отличается от всех остальных видов тем, что в данном процессе используется электродуга с аргоном в качестве защитной среды. Инертный газ подается в первую очередь, чтобы защитить металлы на время обработки от контакта с кислородом. Из этой статьи вы узнаете основной принцип аргонной сварки, а также о том, в каких случаях его используют.
На чем основан принцип аргонной сварки
Сварка аргоном представляет собой технологию гибридного типа – благодаря ей удается соединять металлы, работа с которыми считается наиболее сложной. Принцип аргонной сварки отлично работает как с большими трубами, так и с крохотными бронзовыми статуэтками. Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.

Прежде чем приступать к обсуждению принципа действия аргонной сварки, необходимо понять физику данного процесса. Не секрет, что соединение металлических поверхностей невозможно без их нагрева. Но поскольку нагрев требует использования огня, задействуется и кислород, содержащийся в воздухе, который запускает реакцию окисления. Проблема в том, что сложные металлы или сплавы типа легированных сталей или цветных металлов сильно подвержены окислению.
Окисление опасно тем, что оно значительно снижает качество швов, – они становятся хрупкими и быстро приходят в негодность. Это происходит из-за образования в шве множества мельчайших пузырьков. Если говорить об алюминии, то он при нагревании в обычных условиях начинает гореть.
Принцип аргонной сварки используется, в первую очередь, чтобы защитить сварочную рабочую ванну от газов и примесей. В качестве защитной оболочки выступают инертные газы, это может быть не только аргон, но и гелий. Однако серьезный недостаток последнего состоит в его высокой цене и большом расходе. Например, при обработке нержавейки требуется в несколько раз больше гелия, чем аргона. Еще одна особенность использования гелия – с ним нельзя работать без защитной одежды, полностью закрывающей тело.
В связи с тем, что мы описали выше, гелий сегодня редко применяется в чистом виде, его используют в смесях для газовых лазеров. Другой инертный газ – азот. Он подходит исключительно для работы с медью. Поэтому основным и самым распространенным инертным компонентом, применяемым при гибридном подходе, работы является аргон.
Назовем основные качества аргона:
- Гораздо тяжелее, чем воздух. Именно благодаря этому он легко занимает всю сварочную ванну, защищая зону плавления от других газов.
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.
Однако принцип аргоновой сварки неидеален, ведь при работе с током обратной полярности этот газ превращается в электропроводную плазму. Мы не будем вдаваться в подробности, говоря о малоприятных последствиях этого свойства.

В целом, у аргонной сварки мало минусов:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсов у этого принципа работы гораздо больше:
- Шов получается высокого качества, так как в нем нет примесей.
- Обработка металла в среде аргона предполагает умеренный нагрев металла, поэтому подходит для соединения заготовок даже очень сложных конструкций, при этом не происходит их деформации.
- Данный принцип работы позволяет варить однородные и разнородные металлы и сплавы, с которыми не справляются все остальные методы.
- Высокая скорость работы достигается благодаря использованию дуги с высоким температурным режимом.
Все обозначенные нами недостатки кажутся незначительными по сравнению с тем, какие возможности открывает аргонная сварка.
Аргонная сварка: принцип работы в зависимости от вида

Аргонную сварку принято делить на виды исходя из степени механизации:
- Ручная. В этом случае сварщик самостоятельно передвигает горелку и подает сварочную проволоку. При данном подходе могут применяться только неплавящиеся электроды из вольфрама.
- Механизированная/полуавтоматическая методика, при которой проволоку подает машина, а сварщик работает непосредственно с горелкой. Чаще всего этот принцип используется при аргонной сварке нержавейки полуавтоматом. Еще один яркий пример – механизированная аргонодуговая сварка плавящимся электродом. Есть и новые, узкоспециализированные технологии в этой области. К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
- Автоматическая аргонная сварка. Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.

Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться. Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор. Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки.

Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.

Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.

Аргонная сварка: принцип работы
Принцип работы аргонной сварки инверторным способом
На сегодняшний день инверторный способ является наиболее востребованным принципом аргонной сварки. Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Инверторный аппарат отличается небольшими размерами и весом, при этом надежен и отлично подходит для сварочных работ в любых условиях. Немаловажно, что он может использоваться для обучения новичков.
На самом деле, если сравнивать принцип инверторной аргонной сварки нержавейки и работу с другим оборудованием, то первый вариант оказывается проще и удобнее. Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Как выбрать режим работы, не нарушая основные принципы аргонной сварки
Качество сварного шва во многом зависит от выбора режима сварки.
Направление и полярность тока подбирают в соответствии с обрабатываемыми металлами. Так, большая часть сплавов на основе стали требует сварки полярным постоянным током: на этом основан принцип сварки нержавейки полуавтоматом и труб из нержавеющей стали. Для цветных металлов, алюминия, магния подходит переменный ток обратной полярности.

Расход аргона зависит от скорости его подачи и внешних условий: если приходится работать на улице при сильном ветре, объем необходимого газа значительно увеличивается.
Может показаться странным, но в аргоновую газовую смесь добавляют до 5 % кислорода. В столь небольших количествах последний способствует очистке от вредных примесей, так как они вступают с ним в реакцию и просто сгорают.
Сварка алюминия по принципу аргонной сварки
Как мы уже говорили, невозможно сварить алюминий без использования аргонной среды. Дело в том, что при соприкосновении с кислородом, содержащимся в воздухе, на этом металле сразу же образуется оксидная пленка. И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.

Для плавления оксидной пленки требуется температура, значительно превышающая температуру плавления самого металла. Принцип аргонной сварки алюминия основан на том, что данный газ предупреждает процесс окисления, вытесняя кислород из сварочной рабочей ванны. В результате алюминиевая присадочная проволока легко плавится и получается качественный шов.
Принцип работы с данным металлом предполагает использование только переменного тока. Ток обратной полярности значительно поднимает температуру плавления за счет особой катодной очистки оксидной пленки. Высокая температура приводит к тому, что разрушается даже тугоплавкий вольфрам в электроде. Ток прямой полярности не позволяет пробить оксидную пленку, зато дуга получается стабильной и короткой. Как вы поняли, прочность и внешний вид шва зависят от переключения полярности.
Работа с постоянным током при аргонной обработке алюминия возможна, но только при условии использования чистого гелия в качестве инертного газа. Такой вариант обработки будет стоить гораздо дороже, а сам принцип работы более сложен с технической точки зрения.
Очень важно правильно подготовить алюминиевые заготовки, прежде чем приступать к процессу плавления. От этого непосредственно зависит качество будущего шва. Во время очистки нужно выполнить такие этапы:
- обезжирить металл при помощи растворителя;
- зачистить поверхность от оксидной пленки – зачистка может быть механической либо химической;
- дать очищенным поверхностям полностью просохнуть.
Сварка меди по принципу аргонной сварки
Медь отличается от других металлов тем, что отлично противостоит ржавчине и устойчива в агрессивных средах. Поэтому для ее сварки требуется аргон высшего сорта либо в сочетании с гелием (причем аргона при этом должно быть больше). Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Предварительный нагрев до +800 °С используется в тех случаях, когда толщина медной заготовки превышает 4 мм. Присадочная проволока может быть из меди или медно-никелевого сплава. Дуга в этом случае должна обладать высокой устойчивостью.
Поскольку медь имеет высокую теплопроводность, кромки металла нужно обязательно разделывать. Если речь идет о листе до 12 мм толщиной, можно произвести только одностороннюю разделку, тогда как для более толстых кромок приходится проводить двустороннюю.
Все о сварке нержавеющей стали аргоном
Сварка – это способ объединить куски нержавеющей стали вместе. Чтобы начать работу, потребуется сначала провести ряд подготовительных работ. Качество сварочного шва зависит от того, насколько точно соблюдается технология.


Особенности и сложности
Аргонодуговая сварка стали требует, чтобы вокруг создаваемого сварного шва образовалась особая среда. Повышенное внимание уделяется электрическим характеристикам. Электрическая дуга плавит нержавейку и электрод так, что они под воздействием высокой температуры сплавляются и становятся единым целым.
Пока метал горячий и расплавленный, он особенно уязвим к кислороду, азоту и водороду, что присутствуют в воздухе.
Если позволить такой атмосфере соприкоснуться с расплавленной нержавеющей сталью, то это плохо скажется на металле. В результате место, где использовался аргон, становится пористым. Вот почему работы проводятся в особой среде. Использование чистого аргона в качестве защитного газа, подаваемого в точку сварки, где дуга плавит металл, создает необходимый барьер, защищающий от окружающего воздуха.
Усилители или напряжение – это топливо для электрической дуги. Слишком низкая сила тока и дуга будут бороться за расплавление металла. Результат такой аргонной сварки – плохой сварной шов.


На другом конце спектра слишком высока сила тока. Вот почему сварной шов делается обязательно в соответствии с ГОСТ, где подробно описан процесс, как происходит подача газа и каков его расход.
Технология сварки аргоном имеет множество преимуществ. При воздействии газа сварной шов защищен от негативного влияния окружающей среды на металл. Таким образом, получается ровный, прочный стык, который характеризуется плавным и равномерным проплавом по всей длине и глубине.
Если используется металл с низкой теплопроводностью, то он слабо прогревается. Исключением может быть лишь небольшая область шва.


Благодаря положительным качествам описываемого вида сварки, есть возможность без труда соединить детали со сложной формой. Все работы отнимают немного времени, поскольку электродуга обладает большой температурой. Но есть и недостатки – к примеру, нужно иметь под рукой сложное оборудование, которое, помимо всего прочего, еще и настраивать нужно точно.


Способы
Существует несколько способов, благодаря которым можно создать качественный сварной шов без присадки.
Неплавящимися электродами
Первое, что стоит помнить, – чистый аргон для работ не используется. Это приводит к непродуктивной электрической дуге и атмосфере, которая не поддерживает дугу. В результате металл не плавится как следует, соответственно, и шов остается неоднородным. Такую работу можно охарактеризовать как низкокачественную. Слияние материалов минимальное, присадочная проволока будет находиться поверх основного металла.
Более того, будет наблюдаться избыток брызг, которые потом нужно снять с нержавеющей стали. По существу, такой сварной шов вообще не годится, можно не тратить зря свое время.
Метод лучше всего использовать для соединения толстых кусков металла. Заварка шов охлаждается относительно быстро, но это делает его более хрупким.
Присадочная проволока подается через аппарат, затем включается газ. Продевают ее через катушку агрегата – таким образом, рабочий кусок выходит через наконечник горелки.
Не нужно проталкивать проволоку до конца, пусть она вытянется примерно на 0,64 см за пределы факела. Как только мастер закончит установку проволоки и активирует подачу газа, можно начинать сварку.
Если возникает проблема с продвижением провода через факел, скорее всего, он установлен неправильно. Тогда потребуется открыть резак и отрегулировать положение провода.
Держать факел необходимо под углом 30 градусов над краем стыка. Не имеет значения, с какого конца шва начинать работу. Нужно расположить огонь так, чтобы кончик пламени достигал краев металлических частей. Важно дождаться, пока пламя нагреет материал, образуются шарики жидкого металла в соединении.
Если металл разбрызгивается, значит, мастер не использует достаточно энергии. В этом случае нужно прибавить жара. Но очень важно избегать использовать сильное пламя, иначе сталь будет гореть.
Двигают факел медленно, удерживая его под постоянным углом. Тепло также немного расплавит окружающий металл. Мастер должен убедиться, что соединение заполнено равномерно, прежде чем перемещать факел вперед. Если двигаться слишком быстро, не получится расплавить сталь достаточно хорошо, в этом случае шов будет хрупким и ломким. Сварные швы охлаждаются сразу же.
С помощью полуавтомата
Очень важно во время проведения работ соблюдать технику безопасности. Сначала надевают сварочную маску и защитную одежду.
Для работы используется аргон и углекислота. Для достижения наилучших результатов лучше брать газовую смесь, состоящую из 2% углекислого газа и 98% аргона. Ее можно приобрести в магазинах товаров для дома или в интернете. Использование защитного газа защищает сварной шов и усиливает его.
Перед началом работы обязательно потребуется определить тип стали. Его можно узнать благодаря 3-значному номеру, напечатанному на металле.
Маркировка может находиться на широкой стороне. Если ее нет, тогда можно проверить металл с помощью магнита и настольной шлифовальной машины. Есть специальная тестовая диаграмма, по которой сравнивают тип производимых искр.
- Аустенитная сталь более распространена, она состоит из хрома и никеля, поэтому не является магнитной.
- Мартенситная сталь используется для деталей, которые должны быть особенно износоустойчивыми. Такой материал магнитен, во время работы образуются длинные, белые искры.
- Феррит очень распространен и обычно маркируется как 409 или 439. Высокое содержание углерода делает его магнитным. Во время сварки образуются белые или красные искры.



Очень важно правильно выбрать присадочный металл, который по своим свойствам будет соответствовать основному материалу. Как и куски стали, присадочные металлы продаются с номерными этикетками, используемыми для идентификации их состава.
Чтобы получить лучший сварной шов, нужен такой материал, который аналогичен по составу стали.
Перед сварочными работами поверхность, где будет проходить сварной шов, необходимо очистить с помощью проволочной щетки и ацетона. Удаление окалины, шлака и других примесей с металла помогает добиться лучшего результата. Обязательно нужно надеть перчатки, чтобы подкожный жир не попал на поверхность.
Процесс очистки исключает возможность образования оксидов на обрабатываемом металле, ведь они, в свою очередь, могут ослабить шов. По мере необходимости можно использовать и другие инструменты, к примеру:
- наждачную бумагу;
- угловую шлифовальную машину;
- электропилу;
- обычные пилы.


Тип сварного шва, который нужно сделать, зависит от того, как мастер планирует соединить куски металла. Можно использовать нескольких различных видов, чтобы усилить скрепление элементов. Важно учитывать толщину металла – если она небольшая, тогда шов должен быть широкий.
Стыковые соединения образуются при укладке листов друг на друга и при сварке кромок.
В этом случае требуется просто расплавить металл вокруг, чтобы заполнить пространство.
Оборудование и материалы
Чтобы провести работы по аргонодуговой сварке мастеру потребуется предварительно подготовить следующие материалы и оборудование:
- присадочная проволока;
- прутки;
- осциллятор;
- сварочный инвертор;
- горелка;
- электроды;
- защитная маска и одежда;
- обезжириватель;
- баллон с газом;
- металлическая щетка.



В зависимости от характеристик, которыми обладают свариваемые изделия, подбирается инвертор. Идеально подойдет прибор, работа которого осуществляется за счет выпрямленного тока.
Когда используется неплавящийся вольфрамовый электрод, обязательно применяется осциллятор. Именно он дает возможность получить необходимую для сварки дугу. Горелку берут только с токопроводящим узлом, в конструкции которой есть форсунка для подачи газа и неплавящийся электрод.
Для работы с коррозийно-стойкими сталями в продаже есть множество подходящего оборудования.
От марки сплавляемых сталей зависит и тип используемой присадочной проволоки. Из защитной одежды потребуется запастись маской, робой, обязательно рукавицами и ботинками.
Подготовка
Начинать работы по аргонной сварке стоит с настройки режимов оборудования, давления газа и зачистки поверхности. Кромка зачищается до тех пор, пока она не приобретет металлический блеск. При использовании марки стали ГОСТ 14771-76 не указано, каким образом должны проводиться подготовительные работы. Отсюда можно сделать вывод, что разрешается использовать как ручной инструмент, так и механизированный.
На втором этапе проводят обезжиривание поверхности. Для этого можно использовать любую подходящую жидкость. Завершающий этап – организация зазора, основная задача которого компенсировать деформацию в будущем.
Технология сварки
Если не соблюдать технологию, то и работа будет низкого качества. При работе требуется обеспечить минимальную дугу. Если делать все правильно, то даже для начинающих сварщиков техника становится понятна и проста.
Электрод лучше располагать как можно ближе к металлу, но не касаться его. Если использовать большую дугу с любой толщиной, то не удастся проплавить детали по всей глубине, в результате получится некачественный шов.
Окисления можно избежать, если контролировать подачу проволоки. Подача не должна быть резкой и находиться в зоне, где есть газ.
Чтобы хорошо заварить конец шва, потребуется уменьшить силу тока. Если оборвать дугу резко, тогда защита металла будет снижена, что опять же скажется на качестве шва. Так можно варить даже пищевой сплав.
Тонкого металла
При работе с листовой сталью перемещать электрод стоит вдоль будущего шва. Запрещено допускать какие-либо поперечные отклонения. Если присадка выйдет из зоны, где находится газ, то качество шва будет в этом месте нарушено.
Увеличить прочность можно путем подачи газа с обратной стороны. Но в этом случае увеличивается и его расход.
Осциллятор позволяет использовать бесконтактный метод сварки. Розжиг в некоторых случаях производится на угольной или графитовой пластине.


Трубы, изготовленные из нержавейки, используют повсеместно. Их соединение производится только с помощью описываемого метода. Технология сваривания похожа на ту, что применяется при работе с тонколистовым металлом.
В данном случае первое, о чем стоит помнить, – газ должен подаваться вокруг рабочей поверхности. Сделать это внутри трубы не так просто.
Для обеспечения необходимого условия сначала труба закрывается пробкой из бумаги или ткани.
Стык заклеивают скотчем, в отверстие другой трубы подают газ, но с небольшим давлением, иначе пробку просто выбьет.
Как только газ полностью заполнит пустое пространство, второе отверстие тоже закрывается. Теперь можно снять скотч и начинать варить шов.


О сварке нержавейки полуавтоматом смотрите далее.
Читайте также: