Режимы сварки инвертором для начинающих
Обновлено: 02.05.2024
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.

Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.

Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.

Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
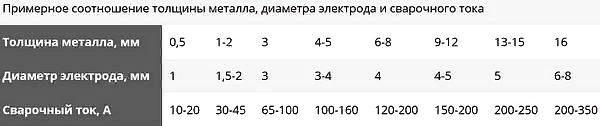
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Как варить инверторной сваркой: советы новичкам
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Выбираем инверторный сварочный аппарат
Имея частный дом или дачу, время от времени сталкиваешься с необходимостью что-то приварить. Каждый раз платить за услуги сварщику накладно, тем более что многие работы не требуют особой квалификации. Тогда возникает желание приобрести сварочный аппарат и научиться им варить самостоятельно. Проще всего учиться сварке на инверторных сварочных аппаратах. Они управляются электроникой, благодаря чему имеют несколько функций, которые значительно облегчают жизнь начинающему сварщику. Эти агрегаты позволяют получить качественный шов даже без наличия большого опыта. Теперь дело за малым: нужно узнать, как выбрать сварочный инвертор.

Как выбрать сварочный инвертор для дома или дачи, если марок насчитываются десятки?
О категориях и ценах
Все инверторные сварочные аппараты ручной дуговой сварки, работающие с плавящимися электродами, обозначаются MMA условно можно разделить на две большие группы:
- Бытовые — для периодического использования и несложных работ. Если вы не планируете масштабной стройки, аппарат вам нужен будет раз в два-три месяца, чтобы что-то починить, подварить и т.д., то рабочего ресурса агрегатов этой группы достаточно. Это самые дешевые из инверторных сварочников. Стоят они 3-5 тысяч рублей или около того, выпущены в Китае.
- Профессиональные — для ежедневной многочасовой работы. Это вариант для тех, кто будет использовать инвертор на производстве или планирует масштабное строительство: построить дачу или дом, сварить металлический забор и лестницы. Стоимость этих агрегатов порядка 300-400$.
Есть еще промежуточный класс — полупрофессиональные. По характеристикам и цене они находятся примерно посередине. Это хороший выбор для тех, кто любит что-то мастерить, а еще любит хороший инструмент. Все градации очень условны, но если вы скажете продавцу о том, какого класса хотите иметь аппарат, он вас поймет и предложит несколько вариантов.

Ассортимент даже в обычном строительном магазине может поставить в тупик, а в специализированном….
Есть еще универсальные или комбинированные сварочные инверторы. Они могут варить в нескольких режимах, один из которых обычно — ручная электродуговая сварка. Эти агрегаты относятся к классу профессиональных, удобны своей универсальностью — некоторые могут работать и как резак, а также варить в среде инертных газов, что позволяет без проблем сваривать тонкий металл и нержавейку. Это оборудование пригодится, если у вас есть еще и машина — сможете делать ремонт самостоятельно, а также варить всякую «мелочь» по хозяйству.
Определяемся с характеристиками
Выбрать ценовую категорию — это хорошо, но нужно еще и технические характеристики подобрать. Сначала определимся с электропитанием. Если вы выбираете агрегат для частного использования в доме или на даче, скорее всего, вас больше устроит питание от сети 220 В. Сварочные инверторы есть и от 380 В, но вряд ли дома у кого-то есть такие источники. А если есть — выбирайте трехфазные инверторы. Их намного меньше, но они тоже есть.
Сварочный ток
Как выбрать сварочный инвертор по техническим характеристикам? В этом деле исходят из тех изделий и их толщины, с которыми вы планируете работать. В первую очередь выбирают максимальный сварочный ток, который может выдать агрегат. Обозначается Imax, единица измерения — Амперы.
Есть достаточно четкая зависимость между толщиной металла, с которым вы хотите работать, и током, который нужен будет для сварки. Эта зависимость представлена в таблице.
| Диаметр электродов, мм | Толщина металла, мм | Сварочный ток, Амперы |
|---|---|---|
| 1,5 мм | 1,2 - 2,0 мм | 30 - 75 А |
| 2,0 мм | 1,5 - 3,0 мм | 40 - 100 А |
| 2,5 мм | 1,5 - 5,0 мм | 50 - 120 А |
| 3,0 мм | 2,0 - 12,0 мм | 100 - 150 А |
| 4,0 мм | 4,0 - 20, мм | 120 - 200 А |
| 5,0 мм | 10 - 40 мм | 170 - 270 А |
Если вы собираетесь варить черный металл (уголки, швеллера и т.д.) толщиной не более 1 см, вам достаточно чтобы инвертор мог выдавать 160-180 Ампер. Если хотя бы время от времени, работать придется с большей толщиной, нужен ток до 200 Ампер. Листы железа толще 2 см в быту нигде не используются, так что 220-250 Ампер для дома или дачи явный перебор. Вряд ли стоит переплачивать за ненужную мощность, лучше тогда деньги потратить на приобретение агрегата выше классом (или на хорошую маску-хамелеон, без которой начинающему сварщику будет тяжело).

Кроме сварочного инветрора нужны будут еще защитные рукавицы и маска сварщика. Новичкам в сварочном деле рекомендуют маску-хамелеон
Минимальный ток Imin нужен при сварке инвертором тонких металлов. Если вам нужно будет варить сталь или нержавейку толщиной до 2 мм, вам нужно будет греть свариваемые детали как можно меньше. Тут и понадобится минимальный ток. Как правило нижний предел регулировки 10 А, но есть агрегаты, на которых меньше 30-40 А не выставишь. Они хороши для тех случаев, если для «тонких» операций у вас есть специальное оборудование (например, сварочный полуавтомат).
Важна также организация регулировки силы тока. Она может быть ступенчатой или плавной. Плавная регулировка лучше — она позволяет точнее подобрать режим работы для каждого металла и электрода.
Напряжение холостого хода
Эта характеристика измеряется на включенном оборудовании без нагрузки. Обозначается как Uxx, единица измерения — Вольты (В). Она определяет, насколько легко будет зажигаться сварная дуга и насколько дуга будет стабильна. Диапазон значений — 40-90 В. Чем выше заявлено напряжение холостого хода, тем легче будет идти сварка.

Технические характеристики сварочного инвертора Fubag in 160. Напряжение холостого хода может быть описана так
Питающее напряжение
Как уже говорили, большая часть инверторов работает от сети 220 В. Но на российских сетях более-менее стабильное напряжение поддерживается только в крупных городах. В сельской местности напряжение в 190 В — это уже хорошо. Но инверторные сварочные аппараты тем и хороши, что они нетребовательны к питающему напряжению. Они спокойно варят при 180-190 В, а некоторые модели и при 150 В могут «тянуть» электрод 3 мм диаметром.
Если у вас в поселке напряжение низкое, обратите внимание на этот показатель. Он прописывается обычно просто как «напряжение» и через тире проставляют минимальное и максимальное значение: например 150-245 В. Иногда можно увидеть такую запись: 220 В +10%, -30%. Это значит, что нормально аппарат будет варить, если питающее напряжение будет находится в пределах от 154 В до 244 В (220 В — 30% = 154 В, и 220 В + 10% = 244 В).
Режим работы на максимальном токе
Если работать вам приходится на максимально возможном токе, то агрегату придется давать время остыть. То есть, какое-то время варите, какое-то время отдыхаете. Эти промежутки считаются на 10 минут, обозначается в технических данных как «ПВ на максимальном токе», измеряются в процентах — %.
Например, если в характеристике стоит ПВ на максимальном токе 40%, это значит, что из 10 минут 4 вы можете варить, а 6 будете ждать, пока аппарат остынет. Нормальными характеристиками считаются хотя-бы 50-60%, хорошими — 70% и выше.

Технические характеристики инверторной сварки ТОРУС-165 МАСТЕР (Torus 165 Master)
Учтите, что это требование касается только максимального тока, или близкого к нему. На средних или низких токах необходимости в принудительных остановках нет. Вам все равно придется время от времени менять электроды или положение, двигать деталь. Так что паузы будут.
Вот и все технические параметры, которые нужны. Теперь вы знаете, как выбрать сварочный инвертор по характеристикам. Но и это еще не все. Есть еще и дополнительные функции. Для новичков они могут быть очень полезны. А еще на выбор могут повлиять некоторые эксплуатационные моменты.
Дополнительные функции инверторных сварочных аппаратов
Наличие или отсутствие сервисных функций не критично, но сильно облегчает жизнь, особенно новичку. Набор их обычно стандартный:
- «Горячий старт» HOT START — влияет на розжиг дуги. При розжиге подается дополнительный импульс, который позволяет легко начать сварку.
- «Форсаж дуги» — ARC FORCE — при резком приближении электрода к металлу автоматически увеличивается сила сварочного тока. Это не дает электроду залипнуть.
- «Антизалипание» — ANTI STICK — отключает питание при залипании электрода, включает после его отрыва. Удобная функция, особенно она актуальна для начинающих сварщиков.
Есть еще некоторые полезные функции. Например, индикация и автоматическое отключение при перегреве. Это полезное дополнение — не всегда можно уследить за временем, или индикатором перегрева. Автоматическое отключение спасает от перегорания и дорогостоящего ремонта.

Сварочный аппарат для ручной электродуговой сварки позволяет варить почти все металлы, кроме цветных
Обратите внимание на комплектацию: кроме сварочного аппарата обычно идет кабель притания (иногда он съемный, иногда стационарный), два сварочных кабеля — один с зажимом для крепления на деталь, второй — с держателем электрода. Лучше, если кабели легкие, гибкие и длинные. Но такая роскошь есть далеко не всегда. Чаще рабочие кабели имеют длину порядка 2 метров, что не всегда удобно. Рассматривая кабели, обратите внимание на то, как они заделаны, припаяны (лучше) или зажаты/завальцованы.
Обратите внимание на наличие гарантийного срока, а также на то, насколько близко к вашему дому/даче расположен ближайший сервисный центр. Отсутствие сервисной сети — тревожный знак. Это значит, что даже при гарантийной поломке ремонтировать вы его будете сами, за деньги. Не будете же вы отправлять на ремонт аппарат через половину нашей немаленькой страны…
Как выбрать производителя сварочного инвертора
Теперь вы знаете, как выбрать сварочный инвертор по технических характеристикам. Остается самая сложная задача: выбрать марку аппарата, а вернее, производителя.
Китайские сварочные аппараты или ?
В категории бытовых сварочных инверторов практически все агрегаты родом из Китая. Есть совсем неизвестные никому марки, есть работающие годами и заработавшие определенный авторитет. Известные китайские марки — это, как правило, оборудование, выпускаемое солидными заводами, оснащенными современным оборудованием.
«Хозяевами» бренда бывают европейцы, американцы и даже россияне, а производственные мощности размещены в Китае. Эта схема уже давно отработана и хорошо известна. Потому в последнее время в описаниях аппаратов появилось даже две строки: «родина бренда» и «страна изготовитель». Назвать эти инверторы «китайскими» вроде, и не совсем правильно, но произведены то они там. В общем, решать вам.
Известные на рынке китайские инверторные сварочные аппараты имеют не самые низкие цены. Зато они проверены, и у большей части есть сеть сервисных мастерских или договор на ремонт с какой-то из аналогичных служб. Вот несколько таких марок, которые имеют в основном, неплохие отзывы:
- Бытовые модели ARS 165, ARS 205;
- Профессиональные PRO ARC-160 PFC, ARC-205В, ARC-315.
- Сварочные инверторы Fubag (Фубаг), родина бренда — Германия, производитель — Китай или Франция. Серию IN собирают во Франции, а серию IR в Китае. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В).
- Серия сварочников Fubag IN может работать в MMA и TIG режиме (сварка в аргоновой среде, для режима ТИГ нужен специальный комплект оборудования — покупается дополнительно). Цена от 11,8 тыс рублей за аппарат мощностью 16 Ампер, до 18 тыс руб. за мощность 220 ампер.
- Серия инверторнызх сварочных аппаратов IR — это только сварка MMA, есть функции «антизалипание» и «горячий старт». Цена от 7 тыс. руб. за 160 амперный и до 9,5 тыс. руб за 220 ампер.
- Еще один представитель российских инверторов, выпускаемых в Китае — инверторные сварочные аппараты «Кедр».
- Серия «Кедр MMA» — работают только с плавящимся электродами. Есть функция «горячий старт» и «антизалипание». Цены от 7,5 тыс. руб. за самые маломощные (170 Ампер) и до 9,5 тыс. руб. за агрегат мощностью 220 Ампер.
- Серия «Кедр ARC» агрегаты профессиональной серии, в них присутствует еще функция стабилизации дуги, цена от 10,5 тыс. руб за агрегат мощностью 160 ампер, и до 28 тыс. руб за 400 амперный агрегат.
- Сварочные инверторные аппараты «Интерскол». Это еще один бренд родом из России, выпускающий аппаратуру в Китае. Особенность комплектации: вилка подключения к электросети не входит в комплект. Заявлено, что работает аппарат при питании от 140 до 240 В. Есть две линейки:
- «Интерскол ИСА, для MMA (ручной электродуговой сварки плавящимся электродом). Цены от 6,5 тыс. руб. за аппарат выдающий 160 ампер, до 10 тыс. руб. за мощность 250 ампер.
- Серия Интерсокл ИСП — кроме сварки ММА может работать в режиме MIG/MAG (в среде инертных или защитных газов). Цена за ИСП 160 ампер — 19 тыс. рублей, за ИСП 200 ампер — 21 тыс. руб.
- Сварочные инверторы FoxWeld («Фоксвелд») — китайского производства. Неплохие характеристики, широкий выбор. Есть несколько линеек бюджетных сварочников для дачи, работающих на пониженном напряжении.
- FoxWeld Дачник — цена от 7,2 тыс рублей за агрегат мощностью 160 А. Цифровой дисплей с крупными цифрами облегчает восприятие информации. Напряжение питания — 180-240 В, правда не самые хорошие показатели работы на максимальном токе: ПВ 40%. НАпряжение холостого хода 56 В.
- FoxWeld Корунд — При общих аналогичных характеристиках имеет лучшую вольт-амперную характеристику: напряжение холостого хода 78 В.
- FoxWeld Мастер может работать с комплектом аргоннодуговой сварки. ПВ на максимальном токе еще ниже: 35%. Есть функции «горячего старта» и «антизалипания», форсаж дуги.
Российские сварочные инверторы
Сварочных аппаратов, которые производятся в России, немного. Несколько лет назад появились инверторы «Торус», которые отвечают заявленным характеристикам и дают стабильную дугу. Что радует — длительная гарантия — 3 года. Такой срок встречается очень нечасто, так что это уже вселяет надежду на то, что работать все должно хорошо. Линеек две:
- Бытовые аппараты «Торус» — 165 , 175, 200, 210 (это мощность в амперах). Цена от 13 тыс. руб. за 165 амперную модель до 15 тыс руб. за более мощные — 200-210 ампер, ПВ на максимальном токе 60%.
- Профессиональная линейка Торус 235 Прима, 250 Экстра, Торус 255 Профи (от 17,3 тыс. руб до 20,5 тыс. руб), ПВ на максимальном токе 80%.
Заявленное питающее напряжение 165-242 В. Обратите внимание, сварочные кабели не входят в базовую комплектацию. Их нужно покупать отдельно.
Испытания сварочного инверторого аппарата Торус 250 смотрите на этом видео.
Выпускают в Росии и инверторные сварочники Inforce. Они относятся к категории профессиональных, есть всего две модели на 200 и 250 ампер. Работать могут как в режиме MMA так и TIG (горелка и баллоны с газом приобретаются отдельно). Регулировка тока плавная — от 50 до 200/250 ампер, соотношение работы/отдыха на максимальном токе — 60%. Цена инверторов Inforce 16-21 тыс, рублей.
В Нижнем Новгороде на предприятии «ЭлектроИнтел» выпускают инверторные сварочные аппараты Neon (Неон). Эта техника разработана для работы в суровых условиях: нормально варит при температуре от -40°С до +40°С. Аппараты универсальные — работаю тоже как в режиме ручной электродуговой сварки, так и в режиме TIG. Для аппаратов такого типа цена очень даже невысокая. Например, сварочный инвертор NEON (Неон) ВД 160 стоит 9,7 тыс. руб. Вторая модификация, которая может подойти для бытового использования (для строительства, например) Это NEON ВД 180 продается по цене 12,5 тыс. рублей. Аппараты имеют все сервисные функции и многоплатную структуру (более ремонтопригодные, чем одноплатные аналоги). Соотношение работы/отдыха ПВ на максимальном токе — 80% (измерялось при температуре +40°C).
Азы сварки металла инвертором для начинающих
Азы и правила сварки инвертором: подготовка к работе электродом для новичков, средства защиты, как правильно настроить и формировать сварочный шов. Применение прямой и обратной полярности. Как научиться резать и варить тонколистовой металл.
![Сварка для чайников]()
В последние десятилетия благодаря бурному развитию полупроводниковых технологий сварка инвертором стала доступна любому домашнему мастеру. Сейчас современный инверторный аппарат бытового назначения для ручной сварки с максимальным током от 160 А и весом около 5 кг можно приобрести всего за 4.5÷5.5 тыс. руб. При этом он будет стандартно оснащен набором возможностей, значительно облегчающих работу сварщика и повышающих качество сварного шва. Это не значит, что сварочный инвертор является аппаратом для «чайников» и не требует никаких знаний и навыков. В основе сварки инвертором лежат те же самые электродуговые процессы и сварочные технологии, что и при использовании сварочного трансформатора. Но в нем реализован ряд автоматизированных функций, которые ранее обеспечивались только высокой квалификацией сварщика. В их число входит облегченный поджиг дуги («горячий пуск»), предотвращение прилипания электрода, переход в импульсный режим для восстановления капельного переноса (форсаж дуги), а также ряд других возможностей, облегчающих сварку и повышающих безопасность труда. Кроме того, инверторы позволяют работать на пониженном напряжении питания и способны сглаживать его скачки в широком диапазоне. Далее будут изложены основные правила работы и некоторые советы, которые могут быть полезны тем, кто впервые сталкивается с этим видом сварочного оборудования.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).![Подготовка к работе]()
Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.
![Защитная маска и перчатки]()
Правила формирования сварочного шва и возможные дефекты
Для получения качественного сварочного соединения инвертором необходимо сочетание нескольких факторов. В первую очередь нужно правильно выбрать основные параметры будущего процесса сварки, к которым относятся полярность напряжения, сила тока и диаметр электрода. Кроме того, необходимо знать правила применения различных типов электродов в зависимости от вида свариваемых материалов и разновидностей сварки. Следующим важным моментом является сама технология процесса сварки. Чтобы научиться варить даже при помощи инвертора, который значительно облегчает это процесс, необходимы уроки по отдельным компонентам сварки, таким как зажигание и удержание длины дуги, перемещение электрода под разными углами, а также завершение сварного шва. Правильное выполнение совокупности всех этих компонентов обеспечивает заданное качество сварного соединения. Помимо этого, необходимо освоить подготовку места сварки, а также очистку полученного шва от шлака.Возникающие в процессе сварки инвертором дефекты являются следствием различных причин. В первую очередь это плохая подготовка свариваемых поверхностей, неправильный подбор параметров и ошибки при выполнении процесса сварки. Непровар сварного шва и насыщение его шлаками может быть следствием занижения величины тока сварки, плохой зачистки места соединения или высокой скорости перемещения электрода. А неравномерная форма шва чаще всего связана с нестабильностью сварочной ванны или колебаниями траектории движения электрода. Кроме того, некоторые дефекты возникают вследствие особенных физико-химических свойств свариваемого материала. Для того чтобы их избежать, требуется более тщательный подбор режимов работы инвертора и применяемых электродов.
Как правильно подобрать электрод
Подбор электрода по диаметру производится в соответствии с толщиной свариваемого металла. Кроме того, от этого параметра зависит величина тока сварки, которая ограничена конструктивными особенностями конкретного инвертора. При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов. Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).![Выбор электрода от толщины металла]()
Для того чтобы с помощью инвертора правильно сваривать различные виды металлов, необходимо разбираться в типах покрытия электродов. Каждое из них предназначено либо для работы с конкретными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электродов.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.
![Настройка силы тока]()
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.
![Розжиг дуги]()
Передвижение и наклон электрода при сварке
![Передвижение и наклон электрода при сварке]()
При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.![Отличия прямой и обратной полярности при сварке инвертором]()
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью. Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Читайте также: