Режимы сварки плазменной сварки
Обновлено: 20.09.2024
Плазма – ионизирующийся газ, минимальная температура самопроизвольной ионизации – 5 500 ̊C, при плазменной сварке нагрев происходит до 50 000 ̊C. Анодом выступает электрод, катодом – сопло. Дуга возникает между электродом и соплом, выдувается газом, после чего образуется струя плазмы. Технология чаще применяется для резки металла, реже – для сварки.
Государственный стандарт, задающий уровень качества и параметры процесса
Процессы плазменной сварки регламентируются общим для всех видов ГОСТ 2601-84, введённым в действие в 1985 г. в СССР. Изменён в 1992, переиздан в 1996 году. Государственный стандарт определяет процесс с использованием плазмы, как «сварка плавлением, при которой нагрев производится сжатой дугой».
Национальный стандарт Российской Федерации ГОСТ Р ИСО 5817-2009 устанавливает уровни качества сварных соединений. Там указаны и допустимые отклонения в качестве сварки стали, никеля, титана и их сплавов.
Классификация
По ГОСТ 19521-74 «Сварка металлов. Классификация», принятому в СССР в 1975 году и позднее продлённом, плазменно-лучевая сварка отнесена к классу термических. По направлению движений плазменной струи подразделяется на четыре подвида:
Технология плазменной сварки и классификация дуги по видам действия
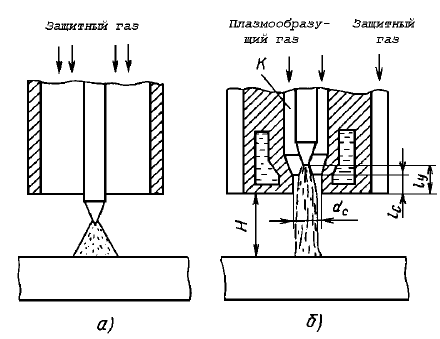
По источнику нагрева различают сварку плазменной дугой и струёй. В первом случае дуга зажигается между деталью и неплавящимся электродом, также её называют дугой прямого действия. Во втором – между наконечником плазмотрона и неплавящимся электродом, — это плазменная дуга косвенного действия.
Горелка (плазмотрон) состоит из сопла, где размещён вольфрамовый электрод. Туда подаются защитный газ, охлаждающая, горячая и холодная жидкости. В плазмотроне происходит сжатие дуги, после чего возрастает её мощность. Одновременно с этим подают газ, который ионизируется, нагревается и расширяется в объёме многократно. В передней части сварочной ванны материал расплавляется и перемещается под давлением плазмы вдоль стенок, образуя шов.
Дуговую плазменную струю используют для соединения и резки как электропроводящих материалов, так и диэлектриков – стекла и керамики. Выглядит струя как конус, верхушкой обращённый к расплавляемой поверхности. Тепловая эффективность зависит от силы тока, напряжения, расстояния от сопла до детали и скорости перемещения горелки.
Струёй сваривают как снизу в горизонтальном, так и фронтально в вертикальном положении изделия. Плазмообразующим газом выступают аргон или гелий, одновременно являющиеся защитой от кислорода.
Классификация по мощности тока
В зависимости от силы тока различают три вида:
- Микроплазменная сварка, до 25 ампер. Получила распространение, благодаря свойству нагревать небольшие участки металла. При такой величине изделие не прожигается насквозь.
- На среднем токе, до 150 ампер. Позволяет варить с высокой точностью. Происходит глубокое, но не широкое расплавление материала.
- На большом токе, свыше 150 ампер. Такая мощность образует широкую дугу, которая проплавляет деталь насквозь. Фактически деталь разрезают, а после этого сваривают. Используют для соединения особо прочных металлов: титана, высоколегированных сталей, сплавов с большим содержанием алюминия.
Оборудование и приспособления
В комплект входят:
- источник питания с вертикальной вольтамперной характеристикой;
- плазмотрон (горелка);
- система подачи газа и охлаждающей жидкости;
- устройство для фиксации детали.
Для безопасной работы необходимо устройство приточно-вытяжной вентиляции. Диапазон мощности установок от 20 до 250 ампер, работают от постоянного тока.

Примерная цена инвенторов на Яндекс.маркет
Цена инверторов – от 15 до 500 тысяч рублей. В ценовом сегменте от 300 до 500 тысяч – мощные и многофункциональные установки, которыми режут, сваривают и паяют металл.
Процедура плазменной сварки
При организации работ обязательно соблюдение требований безопасности: проходы между сварочными аппаратами – не менее 1,5 метра, между установкой и стеной – не менее 1 метра. Обязательно выполнение требований правил пожарной безопасности и техники безопасности – защита органов зрения, работа в спецодежде.
Алгоритм действий сварщика состоит:
- из предварительных работ – подготовки оборудования, обезжиривания, зачистки и закрепления детали;
- из выбора режима сварки – в зависимости от толщины металла определяют силу тока, напряжение дуги, скорость сварки, расход защитного и плазмообразующего газа;
- из процесса сварки.
Зазор между соединяемыми плоскостями, если сваривают без присадочной проволоки, устанавливают 0,15 от толщины металла. Если с проволокой, то расстояние между кромками – половина толщины листов.
Диаметр сопла устанавливают в зависимости от силы тока. Перед возбуждением дуги в зону сварки 10-15 секунд подают защитный газ. Включают постоянный ток, зажигают дугу и приступают к плавлению. Рекомендуемое расстояние от сопла до изделия – не более 10 мм. Дуга по мере возможности прерываться не должна, горелка перемещаться стабильно и плавно, колебательными движениями амплитудой 2-3 мм. Не допускается перегрев детали.
Преимущества и недостатки
Список преимуществ этой технологии длинней перечня недостатков:
- стабильность горения, обеспечивающая качество сварных швов;
- сварка без разделки кромок и применения присадочных материалов металла толщиной до 10 мм и толщиной от 0,01 до 0,8 мм на низком токе от 0,1 до 25 ампер;
- напыление любых по плавкости материалов введением в дугу присадочных добавок;
- ограничение зоны перегрева, накаливания;
- низкий расход защитных газов, меньшие термические деформации сравнительно с другими видами сварки;
- резка любых материалов при увеличении силы тока и расхода газа;
- сварка металлов и неметаллов.
- воздействие на персонал электромагнитного излучения инфракрасного и ультрафиолетового диапазона;
- высокие требования к квалификации работника;
- некомфортный уровень шума в ходе работ;
- выделение аэрозольных паров;
- ионизация воздуха в зоне установки.
Интересное видео: аппарат для плазменной сварки и резки, сделанный своими руками
Плазменная сварка: ионизация при высоких температурах – прочное соединение. Принципы и технология. Плазмотрон своими руками
Источник нагрева при плазменном способе сварки – плазма: ионизирующийся газ под температурой от 5500 до 50000 ̊С . Минус подводят к электроду, плюс – к соплу. Между ними горит дуга, выдувается газовая струя плазмы. В горелках для сваривания плазменной дугой одним из электродов выступает изделие.
В качестве плазмообразующих сред используют воздух, кислород, аргон, азот.
Метод применяется для качественного соединения не только тонких заготовок, но и толщиной от 8 мм, так как происходит полное проплавление изделия. Сплавляет нержавеющие, тугоплавкие, цветные металлы и неметаллические материалы.
Принцип действия плазменной сварки
Плавление происходит под воздействием плазменной дуги. Существует два её вида:
- Прямого действия – катодом служит вольфрамовый электрод, находящийся внутри горелки, анодом – изделие. Процесс называют плазменно-дуговым: струя совмещена со столбом дугового разряда.
- Косвенного действия – активные пятна, анодное и катодное, расположены на электроде и поверхности сопла плазмотрона. Сила и направленность потока зависят от давления газа, созданного системой и внутренним давлением сопла.
КПД дуги прямого действия на 15-30% выше, чем косвенного, что обуславливает более частое применение.
Виды и режимы плазменной сварки
По мощности сварочного тока виды технологии различают:
- на микроплазменную – производится на малых, от 0,1 до 25 ампер, токах, эффективно для изделий небольшой, до 1,5 мм, толщины;
- на средних, от 50 до 150 А, токах – обеспечивает большее проплавление при меньшей толщине шва;
- на больших, от 150 А, токах – происходит сквозное проплавление металла.
В зависимости от используемого оборудования различают способы соединения поверхностей:
- Ручной – для небольших объёмов производства. Сопло и присадочная проволока подаются в область соединения вручную.
- Автоматический – для промышленных объёмов. Применяются аппараты для однопроходной и многопроходной сварки, труб и плоских изделий.
С основными режимами плазменной сварки можно ознакомиться в таблице по ссылке.
Технология и суть плазменной сварки
На свариваемые поверхности из горелки-плазмотрона подают струю плазмы – ионизированного газа. Кроме плазменного, в зону соединения поступает защитный газ. В расплавленные края деталей вводится присадочный материал – лента или пруток. Из-за того, что область сварочной ванны под защитной газовой средой, шов получается качественным и ровным. При этом способе как нагревание, так и остывание металла происходит быстро. Быстрое охлаждение негативно влияет на качество шва. Чтобы избежать этого, деталь некоторое время греют: температура опускается постепенно.

Схема плазменной сварки
Оборудование для плазменной сварки
- источник питания дуги с вертикальной вольт-характеристикой;
- система подачи газа и охлаждения горелки;
- горелка-плазмотрон;
- устройство перемещения и фиксации деталей.
Рабочее место оборудуют приточно-вытяжной вентиляцией.
Цены на установки – от 15 тысяч рублей для ручной, до 500 – для автоматической сварки. Аппараты для мелких работ собирают самостоятельно.

Примерная стоимость аппаратов для плазменной сварки на Яндекс.маркет
Плазмотрон – своими руками: при некоторой сноровке и минимальных знаниях несложно
Для сварочных работ с домашней техникой делают простую установку. Чтобы получить электрическую дугу, достаточно понижающего трансформатора на 30-50 V, мощностью 200-300 Вт. Держатели электродов делают из электротехнических клемников и карандаша. Древесину прорезают канцелярским ножом в нескольких местах по окружности, затем аккуратно вынимают грифель.
Ручной и стационарный держатели графитовых стержней склеивают из подручных средств. Они будут участвовать в генерировании плазмы. Чтобы не травмировать сетчатку глаз, работать лучше в специальных защитных очках.
Флюс делают, добавив воды в борную кислоту или буру. Из подручных материалов изготавливают зажимы для свариваемых деталей. Чтобы прогреть обе части будущего целого, подключают их двумя клеммами к одному полюсу трансформатора, второй полюс – к держателю графитового стержня. Место соединения обмазывают кашицеобразным флюсом. Можно приступать к работе.
Пример сборки установки для резки и сварки крупных деталей
Для подачи газа используют аргоновый рукав. Потребуется осциллятор и два дросселя. Держатель изготавливают из подручных средств, используют вольфрамовый стержень и медный изолятор, выточенный из медной трубки. Конусная насадка для подачи аргона тоже из меди. Недостатком изобретатель считает продувку аргоном, подающимся из баллона. Аппараты заводского изготовления работают на сжатом воздухе.
Основные виды аппаратов, применяемые для плазменной сварки. Технические характеристики и особенности
Плазменная сварка – один из наиболее современных видов сварки. Такая сварка осуществляется с помощью плазмы, возникающей в газовой среде при наличии там электрической дуги. Этот процесс включает ионизацию рабочего газа, который под давлением переходит в состояние плазмы.
Особенностью процесса является то, что сварка происходит при очень высокой температуре, достигающей 30 тысяч градусов. Благодаря этому, с помощью плазменной сварки можно сваривать детали большой толщины (до 9 мм) из особо прочных металлов.
Устройство и основные типы аппаратов
В общем случае в состав оборудования для плазменной сварки входят:
- Горелка (плазматрон).
- Источник электропитания (инвертор).
- Баллон с плазмообразующим газом.
- Баллон с защитным газом.
- Система водяного охлаждения.
- Кабель-пакет.
Горелка представляет собой сложное устройство, в котором устанавливается электрод, имеются трубопроводы для подачи газов и охлаждающей жидкости, а также проходит электрический кабель, по которому к электроду подается напряжение питания.
Конструкция горелки зависит от мощности аппарата. В аппаратах малой мощности используются горелки с выдвижным катодом, который с помощью кнопки управления может замыкаться на анод-сопло и возбуждать дугу.
Для ручной плазменной сварки используются горелки, которые имеют вид пистолета. Такое устройство удобно держать в руках. Для плазменно-водяной сварки используется горелка в виде пистолета с разрядной камерой и парообразующим устройством.
Для более мощных аппаратов используются горелки с неподвижным катодом. Основные ее части:
Горелки для мощных аппаратов не имеют ручек, поскольку они крепятся непосредственно на манипуляторах или станках для сварки.
В аппаратах в качестве источника питания чаще всего используются инверторы, которые почти полностью вытеснили трансформаторные источники. Современные импульсные преобразователи на IGBT-транзисторах обеспечивают стабильный рабочий ток, который может регулироваться для различных рабочих режимов работы аппарата.

Примерная стоимость инверторов для плазменной сварки на Яндекс.маркет
Для образования плазмы используются воздух, кислород, аргон и азот.
Для защиты ванны сварки применяют инертные газы – азот, аргон, пары спирта или ацетона.
Кабель-пакет предназначен для соединения аппарата с горелкой. В кабель-пакете размещаются:
- шланги для подачи рабочего и защитного газов;
- шланги для подачи и отвода водяного охлаждения;
- провода подачи основного тока;
- провода запуска дуги;
- цепи системы управления.
В бытовых аппаратах к горелке подключаются только цепи подачи тока. Поэтому в этом случае говорят просто о кабеле питания.
Аппараты прямого и косвенного действий
В зависимости от способа горения дуги различают аппараты:
В аппаратах первого вида электрическая дуга возбуждается между электродом и свариваемой деталью. При этом дуга вначале возбуждается при малых токах между соплом и деталью, а после касания плазмой детали образуется основная дуга. Питание дуги может осуществляться как постоянным, так и переменным током. Возбуждение дуги осуществляется, как правило, с помощью дополнительного осциллятора.
При сварке вторым способом источник питания подключается к электроду и соплу горелки. В результате между ними образуется электрическая дуга, а на выходе горелки – струя плазмы. Интенсивность струи регулируется давлением газа. Возникновение мощной плазменной струи объясняется тем, что газ, переходя из одного состояния в другое, расширяется почти в 50 раз. Этот способ менее распространен, хотя он и имеет свои достоинства, а именно:
- обеспечивается устойчивая работа при малых токах;
- уменьшается потребление газа;
- при работе отсутствует разбрызгивание.
Разделение аппаратов по мощности
Аппараты плазменной сварки делятся на виды в зависимости от их мощности. При этом за меру мощности принимают ток сварки в плазменной дуге.
Различают аппараты, работающие:
- на малом токе (до 25 А);
- на среднем токе ( до 150 А);
- на большом токе (свыше 150 А).
Аппараты первого вида (микроплазменные) работают при токах от 100 мА до 25 А. Это относительно простые аппараты, имеющие диаметр сопла от 1,3 до 3 мм, работают на постоянном токе. В качестве рабочего газа такие устройства используют водные растворы спирта или ацетона. Катод в таких аппаратах выполняется из меди с добавлением гафния.
Микроплазменные аппараты могут использоваться как для сварки ювелирных изделий, так и для резки металлов толщиной до 9 мм.
Аппараты среднего тока (50-150 А) в основном используются для резки металлов. В качестве рабочего газа в них применяют воздух. Такие устройства имеют более сложные источники питания с режимом малого тока для создания дежурной дуги, горелки с легированным вольфрамовым катодом. Для запуска дуги в таких аппаратах используются высоковольтные блоки.
Аппараты, имеющие дугу с током более 150 А, применяются в промышленности. В них используются вольфрамовые катоды, легированные редкоземельными элементами, способствующими уменьшению работы выхода электронов. Такие аппараты обычно являются частью роботизированных комплексов, выполняющих работы в судостроении или ядерной энергетике.
Описание аппаратов
На рынке имеется большое число различных компаний, которые продают свои изделия. Однако большая часть этих изделий предназначена для резки металлов. При этом часто они обозначаются как аппараты для плазменной сварки. Но в дальнейшем оказываются резаками (cut). С другой стороны, большинство сварочных аппаратов имеют функцию резки металлов. Например, аппараты Горыныч, Мультиплаз 4000 и Plazarium SP3, кроме сварки, могут производить и резку металла. При этом в качестве газообразующей жидкости используется вода.
Характеристики некоторых аппаратов плазменной сварки приведены в таблице.
| Наименование | Компания | Ток, А | Рпот, кВт | Газ/Защитн. | ВЧ-поджиг | Вес, кг | Цена, тыс. руб. |
| Горыныч, ГП-37-10 | АСпромт, Россия | 10 | 2,5 | Вода + спирт | _ | 5,4 | 29 |
| Plazarium SP3 | Плазариум, Россия | 4-12 | 2,6 | Вода + бензин | _ | 6 | 68,9 |
| Мультиплаз 4000 | Мультиплаз, Россия | 10-180 | 4 | Вода + спирт | _ | 28 | 105 |
| SBI PMI 50 TL Basic | SBI, Австрия | 0,5-50 | 5 | Ar/Ar + He | + | 47 | Договор |
| Microplasma 20 | EDM, Германия | 0,1-20 | 50 | Газ | + | 50 | 598 |
| SBI PMI 500 TL | SBI, Австрия | 5-500 | 20 | Ar/Ar + He | + | 115 | Договор |
Первые три аппараты производятся в России. В качестве плазмообразующей среды в них используются пары водно-спиртового (Горыныч и Мультиплаз 4000) или водно-бензинового (Plazarium SP3) растворов. Первые два устройства можно отнести к микроплазменному типу (ток плазмы менее 25 А), а третий аппарат можно считать аппаратом средней мощности. Необходимо отметить, что каждая из компаний производит целую линейку аппаратов, имеющих различную мощность. Например, в семействе аппаратов Мультиплаз имеются более мощные устройства 7500 и 15000, которые соответственно потребляют большую мощность и имеют больший вес.
Далее в таблице приведены характеристики профессиональных аппаратов австрийской и немецкой компаний. Аппараты серии PMI предназначены для микроплазменной точечной и шовной сварки. Программное обеспечение аппарата сохраняет до 50 режимов работы агрегата. С помощью контроллера осуществляется большое количество автоматических регулировок рабочего цикла сварки, в том числе продувка газа перед работой и после сварки, регулировка режима установки рабочего тока. Основные параметры сварки отображаются на сенсорном дисплее. Там же отображаются сигналы об ошибках или предупреждения. Возможно подключение к компьютеру и управление процессом дистанционно. В таких аппаратах присутствуют устройства ВЧ-поджига дуги.

Примерная стоимость аппаратов для сварки серии PMI на Яндекс.маркет
В таблице приведены характеристики аппарата SBI PMI 50 TL Basic и более мощного SBI PMI 500 TL с максимальным током плазмы в 500 А. Такие мощные аппараты чаще всего используются в роботизированных производственных установках.
Еще более продвинутыми являются аппараты для плазменной сварки типа Microplasma немецкой компании EDM . В продаже имеется несколько моделей с токами до 20, 50 и 120 А. В таблице приведены данные для аппарата типа Microplasma 20. Агрегат такого типа предназначен для микроплазменной сварки постоянным током. С его помощью можно производить наплавку и соединение листов, фольги, сетки из Fe, Ni, Cu, Ag, Ti и их сплавов. Аппарат Microplasma 20 может быть использован при производстве и ремонте в авиационной, аэрокосмической отраслях, а также в электротехнической, химической и медицинской промышленностях.
В аппаратах такого типа используется настройка сварочного тока с помощью потенциометра, регулировка параметров сварки (стартовый и сварочный токи, ток завершения сварки, время продувки газом), защита сварочной горелки с помощью реле, индикация параметров сварки на дисплее.
Горелка подсоединяется к аппарату Microplasma шлангами для подачи защитного газа и плазменного газа, а также подачи и отвода охлаждающей жидкости. Для охлаждения используется специальная деионизированная жидкость. Кабель управления сварочной горелкой подключается к аппарату с помощью 5-контактной розетки.
Неровный В.М. Плазменная сварка
п р о в о д и т с я н а п р а в л е н н ы м п о т о к о м д у г о в о й п л а з м ы ( п л а з м е н н о й с т р у е й ) .
П л а з м е н н у ю с т р у ю п о л у ч а ю т в с п е ц и а л ь н ы х у с т р о й с т в а х , к о т о р ы е в
с в а р о ч н о й п р о ц е с с а х н а з ы в а ю т п л а з м е н н ы м и г о р е л к а м и ( п л а з м о т р о н а м и ) .
Н а и б о л е е р а с п р о с т р а н е н ы с п о с о б ы п о л у ч е н и я п л а з м е н н ы х с т р у й п у т е м
с ж а т и я и и н т е н с и в н о г о о х л а ж д е н и я г а з о в ы м п о т о к о м с т о л б а д у г о в о г о
р а з р я д а , г о р я щ е г о в с р а в н и т е л ь н о у з к о м в о д о о х л а ж д а е м о м к а н а л е
а р г о н о д у г о в ы х ( р и с . 1 ) и о т л и ч а л и с ь о т н и х т е м , ч т о н е п л а в я щ и й с я
в о д о о х л а ж д а е м у ю м е т а л л и ч е с к у ю к а м е р у . К а м е р а о к а н ч и в а л а с ь
ц и л и н д р и ч е с к и м о т в е р с т и е м ( с о п л о м ) , р а с п о л о ж е н н ы м с о о с н о с э л е к т р о д о м .
П о д а в а е м ы й в к а м е р у п о д д а в л е н и е м г а з , п р о х о д я ч е р е з с о п л о ,
п р о с т р а н с т в е н н о с т а б и л и з и р у е т , о х л а ж д а е т и с ж и м а е т с т о л б д у г о в о г о
р а з р я д а , а т а к ж е о б е с п е ч и в а е т е г о т е п л о в у ю и э л е к т р и ч е с к у ю и з о л я ц и ю о т
с т е н к и с о п л а . В р е з у л ь т а т е с т р у я п р о х о д я щ е г о г а з а , н а г р е в а я с ь д о в ы с о к и х
т е м п е р а т у р , и о н и з и р у е т с я и п р и о б р е т а е т с в о й с т в а п л а з м ы . У в е л и ч е н и е п р и
н а г р е в е о б ъ е м а г а з а в 5 0 - 1 0 0 р а з п р и в о д и т к и с т е ч е н и ю п л а з м ы с в ы с о к и м и
П о д а н н о й с х е м е и с т о ч н и к т е п л о т ы с т а н о в и т с я н е з а в и с и м ы м о т
и з д е л и я с о с т р у е й п л а з м ы , в ы д е л е н н о й и з с т о л б а д у г о в о г о р а з р я д а в в и д е
ф а к е л а . В э т о м с л у ч а е п е р е д а ч а т е п л о т ы к и з д е л и ю о с у щ е с т в л я е т с я
т е п л о п р о в о д н о с т ь ю , к о н в е к ц и е й и и з л у ч е н и е м п л а з м ы . П р и н а г р е в е
п л а з м е н н о й с т р у е й п р я м о г о д е й с т в и я ( с ж а т о й д у г о й ) к п е р е ч и с л е н н ы м
м е х а н и з м а м т е п л о п е р е д а ч и д о б а в л я е т с я п е р е д а ч а э н е р г и и з а р я ж е н н ы м и
Н а и б о л ь ш е е р а с п р о с т р а н е н и е п о л у ч и л с п о с о б п л а з м е н н о й с в а р к и
с ж а т о й д у г о й п р я м о г о д е й с т в и я б л а г о д а р я с л е д у ю щ и м п р е и м у щ е с т в а м п е р е д
с в а р к о й с ж а т о й д у г о й к о с в е н н о г о д е й с т в и я . Э ф ф е к т и в н ы й К П Д с ж а т о й д у г и
п р я м о г о д е й с т в и я в с р е д н е м н а 1 0 - 3 0 % в ы ш е и д о с т и г а е т 6 5 - 7 5 % .
М а к с и м а л ь н а я п л о т н о с т ь т е п л о в о г о п о т о к а н а и з д е л и и , к а к п р а в и л о , в ы ш е
н а п о р я д о к и б о л е е . Д о п у с т и м а я э л е к т р и ч е с к а я и т е п л о в а я м о щ н о с т ь п р и
п р о ч и х р а в н ы х у с л о в и я х в ы ш е , ч т о о б у с л о в л е н о о т с у т с т в и е м а к т и в н о г о
п я т н а в к а н а л е с о п л а п л а з м о т р о н а . С т о й к о с т ь с о п л а и с т а б и л ь н о с т ь г о р е н и я
э л е к т р о д а в ы б и р а ю т в з а в и с и м о с т и о т т р е б о в а н и й , п р е д ъ я в л я е м ы х к
п р о ц е с с у . В к а ч е с т в е п л а з м о о б р а з у ю щ е г о г а з а о б ы ч н о п р и м е н я ю т а р г о н ,
г е л и й , у г л е к и с л ы й г а з , в о д о р о д и и х с м е с и . П л а з м о о б р а з у ю щ и й г а з м о ж е т
с л у ж и т ь т а к ж е и з а щ и т о й р а с п л а в л е н н о г о м е т а л л а о т в о з д у х а . В н е к о т о р ы х
с л у ч а я х д л я з а щ и т ы р а с п л а в л е н н о г о м е т а л л а и с п о л ь з у ю т п о д а ч у о т д е л ь н о й
с т р у и с п е ц и а л ь н о г о , б о л е е д е ш е в о г о з а щ и т н о г о г а з а . Э л е к т р о д ы
Д л я з а щ и т ы к а т о д а и с о п л а о т р а з р у ш е н и я и п е р е г р е в а н а и л у ч ш и м
г а з о м с ч и т а е т с я а р г о н , т а к к а к о н х и м и ч е с к и и н е р т е н и и м е е т м а л у ю
т е п л о п р о в о д н о с т ь . О д н а к о а р г о н м а л о э ф ф е к т и в е н д л я п р е о б р а з о в а н и я
э л е к т р и ч е с к о й э н е р г и и в т е п л о в у ю . Г е л и й и в о д о р о д о б л а д а ю т о т н о с и т е л ь н о
в ы с о к о й т е п л о п р о в о д н о с т ь ю и л у ч ш е д р у г и х п р е о б р а з у ю т э н е р г и ю д у г и в
т е п л о т у . В с л у ч а е п р и м е н е н и я и х в ч и с т о м в и д е п р о и с х о д и т б ы с т р ы й н а г р е в
и р а з р у ш е н и е с о п л а , п о э т о м у у к а з а н н ы е г а з ы п р и м е н я ю т в с м е с и с а р г о н о м .
у с о в е р ш е н с т в о в а н и я д у г о в о й с в а р к и в з а щ и т н ы х г а з а х н е п л а в я щ и м с я
э л е к т р о д о м . Н е о б х о д и м о с т ь р а з р а б о т к и п р о ц е с с о в с в а р к и п л а з м е н н о й
( с ж а т о й ) д у г о й о б у с л о в л е н а в о з р о с ш и м и т р е б о в а н и я м и к с в а р н ы м
с о е д и н е н и я м п о о с т а т о ч н ы м д е ф о р м а ц и я м , п о ф о р м и р о в а н и ю ш в а и
к а ч е с т в у е г о п о в е р х н о с т и , п о м е х а н и ч е с к и м , а н т и к о р р о з и о н н ы м и д р у г и м
с в о й с т в а м . О б е с п е ч е н и е э т и х т р е б о в а н и й в о з м о ж н о п р и п р и м е н е н и и
в ы с о к о к о н ц е н т р и р о в а н н ы х и с т о ч н и к о в э н е р г и и , в ч а с т н о с т и , с ж а т о й д у г и .
П р и с в о б о д н о м г о р е н и и д у г и а т м о с ф е р н о г о д а в л е н и я т е м п е р а т у р а в
е е с т о л б е з а в и с и т о т с о с т а в а г а з о в о й с р е д ы и д о с т и г а е т ( 5 - 1 0 ) 1 0
о г р а н и ч е н и и в о з м о ж н о с т и с в о б о д н о г о р а с ш и р е н и я д у г и т е м п е р а т у р у с т о л б а
о г р а н и ч и в а е т с я с в о б о д н о е п е р е м е щ е н и е а к т и в н о г о п я т н а н а п о в е р х н о с т и
и з д е л и я . Б л а г о д а р я э т о м у т е п л о в о й п о т о к в и з д е л и е с т а н о в и т с я б о л е е
к о н ц е н т р и р о в а н н ы м , г л у б и н а п р о п л а в л е н и я у в е л и ч и в а е т с я с о д н о в р е м е н н ы м
у м е н ь ш е н и е м з о н ы н а г р е в а о с н о в н о г о м е т а л л а , п р и л е г а ю щ е г о к с в а р н о м у
р а с ш и р я ю щ и м с я с е ч е н и е м в с т о р о н у и з д е л и я , п л а з м е н н а я д у г а и м е е т ф о р м у ,
б л и з к у ю к ц и л и н д р и ч е с к о й . П р и э т о м и з м е н е н и е д л и н ы п л а з м е н н о й д у г и в
д о с т а т о ч н о ш и р о к и х п р е д е л а х п р а к т и ч е с к и н е в л и я е т н а г л у б и н у
П л а з м е н н о - д у г о в а я с в а р к а у с п е ш н о к о н к у р и р у е т с о с в а р к о й в с р е д е
п р о и з в о д и т е л ь н о с т и , э к о н о м и ч н о с т и и к а ч е с т в у п о л у ч а е м ы х с о е д и н е н и й .
П о э т о м у о н а с т а л а п р и м е н я т ь с я в п е р в у ю о ч е р е д ь в т а к и х о т р а с л я х
п р о м ы ш л е н н о с т и к а к а в и а с т р о е н и е , р а к е т н а я т е х н и к а , п р и б о р о с т р о е н и е ,
э л е к т р о н н о е , э л е к т р о т е х н и ч е с к о е , х и м и ч е с к о е м а ш и н о с т р о е н и е ,
м е д и ц и н с к а я т е х н и к а и д р . , г д е ш и р о к о и с п о л ь з у е т с я а р г о н о д у г о в а я с в а р к а .
П о с р а в н е н и ю с а р г о н о д у г о в о й с в а р к о й н е п л а в я щ и м с я э л е к т р о д о м
- м е н ь ш е е в л и я н и е в о з м о ж н о г о и з м е н е н и я р а с с т о я н и я о т т о р ц а с о п л а
- м е н ь ш е е в л и я н и е и з м е н е н и я т о к а н а ф о р м у д у г и , а с л е д о в а т е л ь н о ,
- в ы с о к а я н а д е ж н о с т ь з а ж и г а н и я д у г и б л а г о д а р я д е ж у р н о й д у г е ;
- м е н ь ш е е т е п л о в л о ж е н и е и , с л е д о в а т е л ь н о , к о р о б л е н и е и з д е л и й .
Е с л и п р и н я т ь о д и н а к о в у ю с к о р о с т ь с в а р к и , т о п р и п л а з м е н н о й с в а р к е
н е о б х о д и м т о к п о ч т и в д в а р а з а м е н ь ш и й п о с р а в н е н и ю с а р г о н о д у г о в о й
с в а р к о й , с в а р н ы е ш в ы б о л е е у з к и е и с м е н ь ш е й з о н о й т е р м и ч е с к о г о
Н а и б о л ь ш е е п р и м е н е н и е п л а з м е н н а я с в а р к а н а ш л а в п р о и з в о д с т в е
и з д е л и й и з т о н к о л и с т о в ы х м е т а л л о в т о л щ и н о й о т 0 , 0 5 д о 1 , 5 м м , в т е х
с л у ч а я х к о г д а т р е б у е т с я ж е с т к и й к о н т р о л ь т е п л о в л о ж е н и я . Н а п р и м е р , п р и
с в а р к е т о н к о с т е н н ы х к о р п у с о в п о л у п р о в о д н и к о в ы х э л е м е н т о в ,
к о н д е н с а т о р о в , в а к у у м н ы х д а т ч и к о в , с и л ь ф о н н ы х у з л о в , ф и л ь т р о в , у з л ы
э л е к т р о н н ы х л а м п , д р о с с е л и л ю м и н е с ц е н т н ы х л а м п , т о н к о с т е н н ы е т р у б ы
д и а м е т р о м 5 - 1 0 м м и з в ы с о к о л е г и р о в а н н ы х н е р ж а в е ю щ и х с т а л е й р а з л и ч н о г о
О ш и р о к и х в о з м о ж н о с т я х п л а з м е н н о й с в а р к и с в и д е т е л ь с т в у ю т
п р и м е р ы п р и м е н е н и я э т о г о п р о ц е с с а п р и и з г о т о в л е н и и о т в е т с т в е н н ы х
с в а р н ы х к о н с т р у к ц и й т о л щ и н о й о т 3 д о 2 0 м м и з н и з к о у г л е р о д и с т ы х ,
н и з к о л е г и р о в а н н ы х , в ы с о к о п р о ч н ы х и н е р ж а в е ю щ и х с т а л е й , н и к е л е в ы х и
т и т а н о в ы х с п л а в о в , м е д и и е е с п л а в о в , а л ю м и н и е в ы х с п л а в о в . Н а р я д у с
о б ы ч н ы м и у с л о в и я м и п л а з м е н н а я с в а р к а и с п о л ь з у е т с я д л я с о е д и н е н и я
Т е п л о в а я э ф ф е к т и в н о с т ь п р о ц е с с а п р о п л а в л е н и я о с н о в н о г о м е т а л л а
п р и п л а з м е н н о й с в а р к е х а р а к т е р и з у е т с я п о л н ы м т е р м и ч е с к и м К П Д ,
п л о т н о с т ь ю т е п л о в о г о п о т о к а в и з д е л и и и е е с т е п е н ь ю с о с р е д о ч е н н о с т и , а
С ж а т у ю д у г у п р я м о г о д е й с т в и я , п р и м е н я е м у ю д л я с в а р к и , м о ж н о
р а с с м а т р и в а т ь к а к э л е к т р и ч е с к у ю д у г у , н о о т л и ч а ю щ у ю с я о т п о с л е д н е й
б о л е е в ы с о к о й к о н ц е н т р а ц и е й э н е р г и и и ш и р о к и м и в о з м о ж н о с т я м и е е
р е г у л и р о в а н и я . О с н о в н ы е п а р а м е т р ы р е ж и м а п л а з м е н н о й с в а р к и а н а л о г и ч н ы
п а р а м е т р а м а р г о н о д у г о в о й с в а р к и . К д о п о л н и т е л ь н ы м п а р а м е т р а м ,
о к а з ы в а ю щ и м в л и я н и е н а о с н о в н ы е п а р а м е т р ы р е ж и м а п л а з м е н н о й с в а р к и ,
о т н о с я т с я д и а м е т р и д л и н а п л а з м о о б р а з у ю щ е г о с о п л а , р а с х о д и с о с т а в
К о с н о в н ы м п а р а м е т р а м п л а з м е н н о - д у г о в о й с в а р к и о т н о с я т с я : т о к ,
н а п р я ж е н и е , р а с с т о я н и е о т т о р ц а с о п л а д о и з д е л и я , с к о р о с т ь с в а р к и , п о д а ч а
п л а з м о о б р а з у ю щ е г о г а з а и з а щ и т н о г о г а з а , д и а м е т р и д л и н а с о п л а .
Х а р а к т е р н ы й д л я п л а з м е н н о й с в а р к и д и а п а з о н п а р а м е т р о в р е ж и м а –
с в а р о ч н ы й т о к о т 8 0 д о 3 5 0 А , н а п р я ж е н и е о т 2 5 д о 3 5 В , с к о р о с т ь с в а р к и о т
1 0 д о 5 0 м / ч , п о д а ч а п л а з м о о б р а з у ю щ е г о г а з а о т 1 , 5 д о 5 л / м и н , п о д а ч а
з а щ и т н о г о г а з а о т 3 д о 1 0 л / м и н , р а с с т о я н и е о т с р е з а с о п л а д о и з д е л и я о т 4
д о 8 м м , д и а м е т р с о п л а о т 2 , 5 д о 5 м м , д л и н а к а н а л а с о п л а о т 1 д о 3 м м .
Т о к п л а з м е н н о й с в а р к и я в л я е т с я г л а в н е й ш и м п а р а м е т р о м . О т е г о
в е л и ч и н ы з а в и с я т т е п л о в ы е и г е о м е т р и ч е с к и е х а р а к т е р и с т и к и д у г и ,
п р о п л а в л я ю щ а я с п о с о б н о с т ь , д а в л е н и е и с т а б и л ь н о с т ь г о р е н и я д у г и п р и
з а д а н н о м д и а м е т р е и д л и н е к а н а л а с о п л а п л а з м о т р о н а . П р и п о в ы ш е н и и
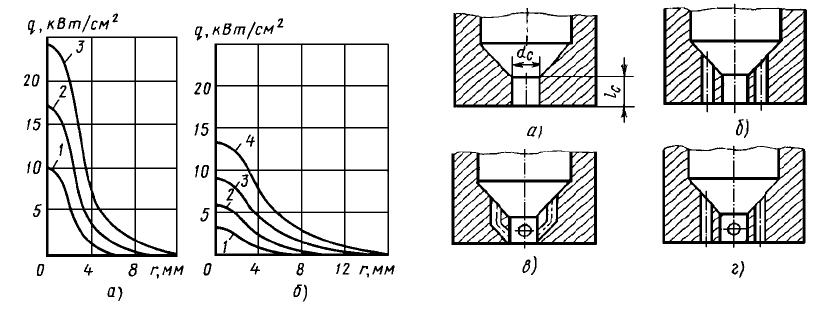
с в а р о ч н о г о т о к а э ф ф е к т и в н а я м о щ н о с т ь п р о ц е с с а и п л о т н о с т ь т е п л о в о г о
п о т о к а в ц е н т р е п я т н а н а г р е в а и д и а м е т р п я т н а н а г р е в а з а м е т н о
у в е л и ч и в а ю т с я ( р и с . 2 ) . У м е н ь ш е н и е д и а м е т р а к а н а л а с о п л а п р и в о д и т к
у м е н ь ш е н и ю д и а м е т р а д у г и ( у в е л и ч е н и е к о э ф ф и ц и е н т а с о с р е д о т о ч е н н о с т и
т е п л о в о г о п о т о к а , п о с т у п а ю щ е г о в и з д е л и е ) , к р о с т у э ф ф е к т и в н о й т е п л о в о й
м о щ н о с т и и д а в л е н и я д у г и , п о э т о м у п р и з а д а н н о й г л у б и н е п р о п л а в л е н и я
с к о р о с т ь с в а р к и у в е л и ч и в а е т с я . К р о м е т о г о , у м е н ь ш а е т с я о б ъ е м ж и д к о й
с в а р о ч н о й в а н н ы и у л у ч ш а е т с я к а ч е с т в о ф о р м и р о в а н и я ш в а , о с о б е н н о п р и
с в а р к е с о с к в о з н ы м п р о п л а в л е н и е м . Н а и б о л е е э ф ф е к т и в н о с ж и м а е т с я д у г а
п р и и с п о л ь з о в а н и и с о п л с д о п о л н и т е л ь н ы м и к а н а л а м и , в ы х о д я щ и м и в н у т р ь
25.03.20 группа 943 ЛПЗ №23 "ВЫБОР И УСТАНОВКА ОПТИМАЛЬНЫХ РЕЖИМОВ ПРИ ПЛАЗМЕННОЙ СВАРКЕ"

ТЕМА ЛПЗ №23: ВЫБОР И УСТАНОВКА ОПТИМАЛЬНЫХ РЕЖИМОВ ПРИ ПЛАЗМЕННОЙ СВАРКЕ.
ЦЕЛИ: Научиться устанавливать параметры на оборудовании для плазменной сварки и резки.
Принцип действия плазменной сварки (ПС). Плавление металла в процессе ПС происходит под воздействием плазменной дуги. Плазменная дуга получается в специальном устройстве – плазмотроне – в результате ее сжатия и вдувания в нее плазмообразующего газа.
Существует два её вида:
Дуга прямого действия – катодом служит вольфрамовый электрод, находящийся внутри горелки, анодом – изделие. Процесс называют плазменно-дуговым: струя совмещена со столбом дугового разряда.
Дуга косвенного действия – активные пятна, анодное и катодное, расположены на электроде и поверхности сопла плазмотрона. Сила и направленность потока зависят от давления газа, созданного системой и внутренним давлением сопла.
Сварка плазменной дугой в отличие от дуговой электрической имеет следующие преимущества:
в плазменной сварке процесс сварки менее чувствителен к изменению длины электрической дуги;
процесс протекает с большей температурой;
имеет меньший диаметр дуги, которая имеет цилиндрическую форму;
дуга горит на малых токах — от 0,2 до 30 А.
Плазма - ионизированный газ с высокой температурой (от 5500 до 50000 ̊С), способный проводить электрический ток. Минус подводят к электроду, плюс – к соплу.

Рис. 1 Плазменная сварка
Метод плазменной сварки применяется для качественного соединения не только тонких заготовок, но и толщиной от 8 мм, так как происходит полное проплавление изделия. Сплавляет нержавеющие, тугоплавкие, цветные металлы и неметаллические материалы.
Виды и режимы плазменной сварки.
По мощности сварочного тока виды технологии различают:
на микроплазменную – производится на малых токах, от 0,1 до 25 ампер, эффективно для изделий небольшой, до 1,5 мм, толщины;
на средних токах, от 50 до 150 А, – обеспечивает большее проплавление при меньшей толщине шва;
на больших токах, от 150 А, – происходит сквозное проплавление металла.
Режим сварки состоит из множества параметров, как основных, так и вспомогательных. При этом все они играют вполне определенную роль и от их правильной настройки во многом зависит качество сварного соединения. Параметры режима плазменной сварки: толщина, диаметр сопла, сила тока, напряжение, расход плазмообразующего газа, скорость сварки.
Технология и суть плазменной сварки.
На свариваемые поверхности из горелки-плазмотрона подают струю плазмы – ионизированного газа. Технологические возможности процесса плазменной сварки металла (скорость, качество и др.), а также характеристики основных узлов плазмотронов определяются, плазмообразующей средой. Рабочие среды, используемые в виде технических газов: аргон в чистом виде, аргонно-гелиевая смесь, аргон с примесью водорода, воздух, азот, водород, смесь воды и спирта и др.
Рабочую среду выбирают с учетом ее свойств и свойств свариваемого материала.
Кроме плазменного, в зону соединения поступает защитный газ. В расплавленные края деталей вводится присадочный материал – лента или пруток. Из-за того, что область сварочной ванны под защитной газовой средой, шов получается качественным и ровным. При этом способе как нагревание, так и остывание металла происходит быстро. Быстрое охлаждение негативно влияет на качество шва. Чтобы избежать этого, деталь некоторое время греют: температура опускается постепенно.

Рис. 2 Схемы образования плазменной дуги и струи
Под воздействием электрического разряда рабочая среда превращается в плазму.
Оборудование для плазменной сварки.
Основные части аппаратов для плазменной сварки: источник питания дуги, сварочная горелка-плазмотрон, система подачи газа и охлаждения горелки. Рабочее место оборудуют устройствами перемещения и фиксации деталей и приточно-вытяжной вентиляцией.

Рис. 1 Аппарат для плазменной сварки
В зависимости от используемого оборудования различают способы соединения поверхностей: ручной и автоматический.
Ручной – для небольших объёмов производства. Сопло и присадочная проволока подаются в область соединения вручную. Автоматический – для промышленных объёмов.
Оборудование подразделяется на профессиональное и непрофессиональное.
К непрофессиональным относятся отечественные аппараты «ПЛАЗАР» (универсальный, мобильный плазменный аппарат), Мультиплаз, Горыныч. Предназначены для сварки небольших объемов металла и толщин, применяются для ручной сварки. Как правило, плазменная струя получается при использовании спиртовых растворов или воды.
К профессиональным, предназначенным для постоянного применения на производстве, работающим в среде защитных газов аргон, для сварки больших объемов металла, для автоматической сварки — SBI (Австрия), Migatronic (Дания), EWM (Германия) и другие.
Такие аппараты как FoxWeld PLASMA 33 Multi, BLUE WELD BEST PLASMA 60 HF, Helvi Combi PC 302 и др. не относятся к аппаратам плазменной сварки, они относятся к аппаратам плазменной резки.
Установка параметров на инверторе плазменной резки BlueWeld Precise Plasma 160 HF.
Изучив технические характеристики плазмореза и рекомендуемые режимы резки подберите параметры резки металла для своего варианта: номер варианта совпадает с порядковым номером в рапортичке.
Читайте также: