Режимы сварки полуавтоматом нержавейки в среде защитных газов таблица
Обновлено: 16.05.2024
Современный MIG/MAG полуавтоматический процесс сварки нержавеющих сталей с использованием защитного газа заключается в автоматической подаче присадочного материала в сварочную зону.
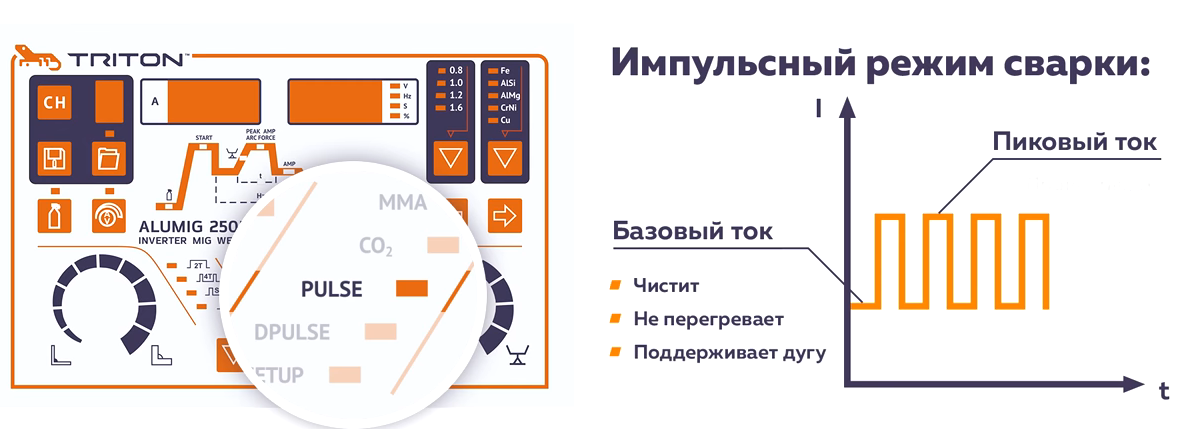
Присадочная проволока под воздействием дуги начинает расплавляться, формируя сварочный шов вместе с нержавеющим металлом. Для достижения более качественной сварки нержавеющих сталей используется импульсный режим. Импульсная сварка полуавтоматом позволяет добиться полного контроля над тепловложением и формированием сварочного качественного шва с оптимальной глубиной проплавления, а также исключить коробление и деформацию изделия. Кроме того, необходимо правильно выполнить все настройки инвертора, подобрать присадочный материал и выбрать защитный газ. При полуавтоматической сварке МИГ/МАГ нержавеющих металлов достигается высокая скорость формирования шва с оптимальной глубиной провара и красивой формой сварочного соединения.
Сварка нержавеющих металлов полуавтоматом может выполняться тремя методами:
- короткой дугой – для сварки нержавейки толщиной до 0,8 миллиметров;
- струйной дугой – для сварки изделий толщиной от 0,8 до 3 миллиметров;
- импульсный режим сварки – для сварки нержавейки разного сечения – наиболее эффективный метод, позволяющий добиться качественного провара с контролируемым тепловложением.
Оборудование и расходные материалы
Для качественной сварки нержавеющих металлов методом MIG/MAG необходимо следующее оборудование и материалы:
- инверторный полуавтомат c импульсным режимом сварки, к примеру;
- присадочная проволока нужного сечения, которая по составу идентична свариваемому металлу;
- баллон с газом (преимущественно смесь аргона и углекислоты);
- материалы для обработки и подготовки изделия до и после проведения сварочных работ.
Ниже представлена таблица с правильным подбором диаметра присадочной проволоки и выбора величины сварочного тока в зависимости от сечения свариваемого изделия. Присадочный материал небольшого диаметра позволяет добиться глубокого провара с устойчивым горением сварочной дуги.
| Толщина металла, мм | Сечение проволоки, мм | Сила тока, Ампер |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Сварка нержавейки полуавтоматом с другими типами металлов
Современная MIG/MAG-сварка полуавтоматом используется для соединения алюминиевых, высоколегированных, низколегированных металлов и разных сплавов с нержавейкой. Рассмотрим особенности сварки полуавтоматом нержавейки с другими металлами:
- сварка с черными металлами – снижается текучесть металла, защищается рабочая поверхность от воздействия атмосферы;
- при сварке металлов марки Ст40 с нержавейкой используется проволока 08Г2С, что позволяет исключить деформацию шва (разрыв) по границе с черным металлом при остывании;
- при сварке меди с нержавейкой используют легкоплавкие припои и флюс;
- импульсный режим сварки нержавейки с алюминием и другими металлами позволяет добиться хорошую коррозийную стойкость, качественный провар с контролируемым тепловложением;
- сварку алюминия с нержавейкой рекомендуется выполнять в импульсном режиме в среде аргона с использованием медно-порошковой проволоки.

Рекомендации и нюансы
Полуавтоматическая сварка МИГ/МАГ нержавеющих металлов имеет ряд особенностей, которые необходимо учесть при проведении сварочных работ:
- Иногда сварку нержавейки выполняют в режиме Double Pulse – двойной пульс. В данном режиме происходит наложение двух импульсов (низкого и высокого) на сварочный базовый ток. Во время высокого импульса достигается высокоэффективная сварка, а в период низкого импульса металл остывает, исключается образование подтеков и коробления В высокий период импульса сварочная капля «вгоняется» в зону расплава, без включения коротких замыканий, а в низкий период происходит остывание металла, исключая образование наплывов и подтеков. . В режиме Double Pulse достигается идеальный теплообмен плавления присадочного материала и ванны нержавейки, и повышается качество шва. Режим «Двойного пульса» реализован в аппарате TRITON ALUMIG 250P Dpulse Synergic.
- Сварка осуществляется при обратной полярности. Сварка при прямой полярности осуществляется только под флюсами.
- В качестве защитного газа применяется смесь углекислоты и аргона.
- Вылет присадочной проволоки должен быть в пределах 6-12 миллиметров. Средний расход газовой смеси настраивать в пределах 6-12 м³/мин.
- Сварка осуществляется углом горелки назад для достижения глубокого проплавления и правильной формы шва. Сварка углом вперед используется для тонколистовых металлов, когда необходима небольшая глубина провара с широкой формой шва.
Обработка нержавейки после проведения сварочных работ
При сварке нержавейки полуавтоматом в режиме МИГ/МАГ образуется пористый слой окиси на поверхности заготовки. При этом хром, который содержится в металле, ослабляет свойства стали, подвергая ее коррозии. Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
Перед началом работ необходимо:
- очистить рабочую поверхность заготовки от следов масла, ржавчины и т.д.;
- обезжирить поверхность изделия с помощью ацетона или растворителя.
В конце сварочного цикла следует проверить внешний вид шва, и при необходимости выполнить очистку и шлифовку.

Защитный газ – нужен ли при сварке полуавтоматом нержавейки
Полуавтоматическая сварка нержавейки может осуществляться и без принудительной подачи защитного газа. Для этого режима следует применять порошковую проволоку со специальным покрытием, которое при расплавлении создает защитную оболочку для формирования шва. Однако при данном режиме сварки не гарантируется высокая коррозийная стойкость готового изделия, и со временем возможно образование ржавчины на поверхности металла. По этой причине рекомендуется использовать присадочный материал с защитным газом для получения качественного шва.
Полуавтоматическая сварка в среде защитных газов – универсальный процесс получения качественных сварных соединений
Полуавтоматическая (механизированная) сварка плавящимся электродом в среде защитных газов – электродуговой процесс, при котором подача присадочной проволоки осуществляется роликовым механизмом с электрическим приводом.
Суть процесса
Скорость подачи проволоки синхронизирована со скоростью её плавления, за счет чего поддерживается постоянная длина электрической дуги и равномерный перенос присадочного металла в сварочную ванну. Изоляция зоны нагрева и плавления от газов атмосферы обеспечивается за счет подачи защитного газа через сопло-наконечник ручной сварочной горелки. Управление подачей проволоки, включением и выключением сварочного тока, инициацией дуги и поступлением газа осуществляется одной кнопкой «Пуск/Стоп» на горелке.
По сравнению с постом ручной сварки покрытыми электродами в состав оборудования добавляется электрический механизм подачи сварочной проволоки и газобаллонная аппаратура. При скромных усложнениях резко повышается производительность процесса и улучшается качество сварных соединений.
Производительность увеличивается за счет возможности вести процесс почти непрерывно, и отпадает операция по удалению шлака и зачистке шва.
Область применения
Способ получил самое широкое распространение в сферах деятельности, где изготавливаются металлоконструкции. Это и сборочные цеха машиностроительных предприятий, и строительные площадки, и домашние мастерские. Он вполне пригоден для соединения как малоуглеродистых конструкционных, так и высоколегированных сталей, применим для ответственных конструкций из разных прокатных профилей в любых пространственных положениях. Одним словом, способ сварки полуавтоматом в среде защитных газов – универсален.
Единственным ограничением способа является необходимость при работе на открытых площадках укрывать рабочее место сварщика от ветра и сквозняков, чтобы обеспечить стабильную защиту зоны плавления.
Преимущества и недостатки полуавтоматической сварки
Преимущества и недостатки полуавтоматической сварки в среде защитных газов отражены в таблице.
- высокая производительность;
- качественное соединение за счет рационального ввода легирующих элементов и раскислителей через проволоку;
- отсутствие флюсов и покрытий, следовательно, не нужно удалять шлак;
- меньшие отходы = выше эффективность
- усложнение аппаратуры (по сравнению с ручной дуговой сваркой);
- дополнительные мероприятия по защите при работе на открытых площадках;
- дополнительные затраты на снабжение защитными газами
Какие газы используются
Теоретически возможно добавление любого газа в сварочную смесь. На практике для сварки стали применяют углекислый газ по ГОСТ 8050-85. Главным критерием выбора данного продукта выступает его доступность и, соответственно, цена.
Углекислый газ поставляется в стандартных баллонах. Полный 40-литровый баллон содержит 24 кг жидкой углекислоты, что соответствует 12 000 литрам газовой фазы при нормальном давлении. При среднем расходе 10 литров в минуту этого хватает на 20 часов непрерывной работы одного сварочного поста.

Примерная стоимость баллонов с углекислым газом разных объемов на Яндекс.маркет
Для ориентировочной оценки расхода материалов можно применять следующую зависимость: на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Значит, на 1,2 кг проволоки приходится 1 кг углекислоты в жидкой фазе.
При проведении работ с использованием углекислого газа в закрытых помещениях надо помнить (!), что двуокись углерода относится к 4-му классу опасности по ГОСТ 12.1.007-76, имеет удельный вес больше, чем у воздуха, и СО2 имеет свойство накапливаться внизу. По нормам допускается его содержание до 9 г/куб. м.
В последнее время на рынке широко представлены готовые сварочные смеси, состоящие из заданных соотношений углекислого газа и аргона. Для гарантированного получения правильных пропорций защитных газов в смеси лучше процесс смешивания производить самостоятельно.
Режимы полуавтоматической сварки в среде защитных газов
Режимы полуавтоматической сварки в среде защитных газов представлены в таблице.
Используемое оборудование
Сварочный пост для полуавтоматической сварки в среде защитных газов содержит:
- Источник тока.
- Механизм подачи проволоки.
- Газобаллонную аппаратуру:
- баллоны с углекислотой, подсоединённые через газовый коллектор;
- редуктор для регулировки расхода газа;
- ротаметр для измерения расхода;
- дополнительно: смеситель, подогреватель, осушитель;
- соединительные газовые шланги.
- Приточно-вытяжную вентиляцию.
Сварочные полуавтоматы
Сварочный полуавтомат представляет собой установку для механизированной сварки, объединяющую в себе источник питания, подающий механизм, горелку, блок управления процессом с пультом дистанционного управления. Может работать как в постоянном, так и в импульсно-дуговом режиме.
В настоящее время широкое распространение получили инверторные аппараты постоянного тока. Модельный ряд включает в себя всю линейку от малогабаритных бытовых приборов, работающих от домашней электросети напряжением 220 В. На рынке в полной мере представлены установки с полным набором функций, которые позволяют сваривать не только нержавеющие стали, но и цветные металлы (алюминий, медь), а также их сплавы.

Примерная стоимость инверторных аппаратов постоянного тока на Яндекс.маркет
Механизмы подачи проволоки служат для поступления проволоки в сварочную горелку с заданной скоростью и состоят из электродвигателя, редуктора, прижимных и подающих роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа. Бывают простые механизмы, состоящие из одной пары роликов, но в профессиональных полуавтоматах чаще встречаются четырех- и более роликовые агрегаты.

Примерная стоимость механизмов подачи проволоки на Яндекс.маркет
Для обеспечения стабильной подачи сварочной проволоки на несколько десятков метров от пульта управления могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ. Промежуточные механизмы синхронизируются с основным, что обеспечивает бесперебойную работу полуавтомата и газового оборудования.
Технология
Технология включает в себя все этапы, такие, как:
- подготовку свариваемых кромок;
- оптимальный выбор и подготовку сварочных материалов;
- настройку режимов сварки;
- правильную технику ведения процесса сварки;
- осмотр и контроль качества сварных швов.
Процесс сварки ведется с учетом типа соединений: стыковое, внахлестку, угловое «в лодочку», тавровое, принимая во внимание пространственное положение сварных швов. Горизонтальные швы проходят «углом назад» и «слева направо» без поперечных колебаний. Вертикальные швы «снизу вверх» — для малых толщин и «снизу вверх» для толщины более 4 мм.
Для заполнения разделки совершают поперечные колебательные движения. В процессе сварки перед каждым последующим проходом необходимо удалять наплавленный шарик на кончике проволоки.
Сварка полуавтоматом нержавейки в среде углекислого газа: основные особенности технологического процесса
Нержавеющая сталь из-за содержащихся в ней химических элементов (например, хрома) слабо подвержена коррозийному воздействию окружающей среды. Однако такие свойства данного металла требуют тщательного подхода к процессу его сварки, что выражается в тонкостях подбора присадочных материалов, с помощью которых производится сварочный процесс.
Сварка нержавейки в среде углекислого газа: основные нюансы подбора проволоки
Если говорить о выборе проволоки, с помощью которой будет производиться сварка, следует обратить внимание на ее химический состав. Так, чтобы шов получился максимально прочным, с химической точки зрения проволока должна быть идентична составу самой нержавеющей стали, которая будет сварена с ее помощью. В связи с этим выделяются два вида проволоки, которую можно использовать:
- порошковая проволока, прошедшая процесс легирования хромом;
- проволока, в которой повышено содержание никеля.
Если же использовать проволоку, в которой отсутствуют указанные легирующие материалы, то высок риск скорого образования коррозии на выполненном сварном шве, что негативным образом скажется на итоговых свойствах прочности такого соединения.
Необходимое оборудование
Использование защитных газов является необходимым условием для получения максимально качественных сварных соединений с минимальным количеством пор в сварном шве, а также с минимальным количеством образуемого шлака.
Необходимость использования защитного газа накладывает определенные особенности на перечень оборудования, которое должно быть использовано в сварочном процессе. Все такое оборудование делится на две большие группы:
- Оборудование, используемое для собственно осуществления сварочного процесса.
- Оборудование для соблюдения техники безопасности при выполнении сварочных работ.
В первую группу входят:
- источник сварочного тока в виде полуавтоматического сварочного аппарата;
- газовый баллон или резервуар иного типа, из которого в процессе сварки подается используемый в данной технологии защитный газ;
- сварочные кабели для подачи тока на свариваемые детали;
- шланги для подачи защитного газа;
- газовая горелка;
- машинка для подачи сварочной проволоки.
В большинстве современных сварочных аппаратов, позволяющие реализовать принцип сварки с использованием защитного газа, сварочная горелка и «держак», через который подается сварочная проволока, объединены в одно устройство, что позволяет сократить объем попадающего в сварочную зону воздуха (это минимизирует количество образуемого шлака и сокращает риск возникновения микротрещин при остывании металла), а также уменьшить количество кабелей и шлангов (кабель для подачи тока и шланг для защитного газа находятся в одной оплетке, что делает их использование более удобным для сварщика).
На машинке для подачи проволоки у сварщика есть возможность установить индивидуальную для него скорость подачи проволоки с целью минимизации разбрызгивания металла в процессе сварки.

Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Во вторую группу входят:
- защитный костюм. Главное требование, которое предъявляется к нему – сокращение риска получения ожогов сварщиком от летящих капель расплавленного металла, а также воспламенения одежды вследствие попадания таковых на ткань (достигается за счет специальной огнезащитной пропитки ткани);
- маска. Ее использование необходимо для защиты лица и, в первую очередь, глаз сварщика от воздействия экстремально высоких температур, в результате которых может наступить ожог кожных покровов и глаз работника;
- защитные перчатки (краги). Они должны отвечать двум главным требованиям – исключение ожогов кожных покровов от воздействия экстремально высоких температур от разогретого металла в виде микрокапель, а также защита от возможного поражения электрическим током в результате касания свариваемых деталей или ввиду вероятной неисправности сварочного оборудования.
Выбор газа
Полуавтоматическая сварка без использования защитного газа возможна только в том случае, если речь идет об использовании присадочной порошковой проволоки. В этом случае защита шва создается из порошка, которым покрыта проволока, что исключает попадание воздуха в сварочный шов.
Если же сварка происходит с использованием проволоки, изготовленной без специального покрытия, то возникает необходимость выбора специального защитного газа, который также защитит сварочный шов от попадания воздуха.
Для сварки нержавейки в настоящее время могут быть использованы два газа:
Опытные сварщики используют для данного вида сварки специальную смесь, в которой соединены аргон и углекислый газ. Наиболее распространенным процентным соотношением таких газов является: 98% аргона, 2% углекислого газа.
Однако каждый сварщик в зависимости от своего опыта работы, предпочтений и технологических требований к качеству и внешнему виду шва подбирает параметры смеси по-своему. Главным условием при этом является обеспечение максимальной защиты сварочной зоны.

Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Варианты настройки режимов сварочного аппарата
Для того чтобы качество сварного соединения было максимальным, а сам стык был предельно прочным и не мог разрушиться в скором времени после начала эксплуатации изделия, необходимо грамотно подобрать режимы сварочного аппарата.
При подборе параметров, в которых будет работать аппарат, необходимо опираться на следующие исходные данные:
- вариант исполнения соединения (угловое нижнее соединение, нижнее соединение встык либо вертикальное пространственное);
- толщина свариваемых деталей соединения (чем толще металл, тем выше параметры сварочного тока и сварочного напряжения);
- толщина проволоки (здесь также действует правило прямой зависимости сварочного тока и сварочного напряжения от толщины проволоки);
- наличие или отсутствие зазора при сварке деталей встык и величина такого зазора.
Если речь идет о сварке деталей, где толщина металла каждой детали составляет 0,8 мм, и которая осуществляется встык с нулевым зазором с использованием проволоки толщиной также 0,8 мм, то сварочный ток находится в диапазоне от 50 до 80 А, сварочное напряжение не может быть выше 16 В.
Все основные режимы сварки можно увидеть в таблице.

Особенности процесса
Нержавеющая сталь устойчива к коррозионным поражениям, в результате чего ее прочность сохраняется достаточно длительное время. Однако легирование нержавейки, из-за чего она приобретает такое свойство, негативным образом сказывается на другом аспекте – процесс сварки становится существенно затрудненным из-за наличия в химическом составе этого металла легирующих химических элементов, в первую очередь, хрома. В результате снижается теплопроводность металла, что вызывает (при несоблюдении технологии) перегрев металла с последующим его прожогом, а также выгорание хрома, из-за чего снижается устойчивость детали к коррозии в месте сварного стыка.
Детали из нержавеющей стали имеют очень большой коэффициент теплового расширения, в результате чего сварной шов и металл вокруг него может подвергнуться растрескиванию. Избежать этого можно только одним способом: оставить широкий зазор между деталями.
У нержавеющей стали есть еще одна негативная особенность – она имеет очень высокое электрическое сопротивление, что вызывает постоянный перегрев электродов и, как результат, ухудшение качества шва. По этой причине опытные сварщики обрезают электроды настолько, насколько это возможно, чтобы успеть использовать их до момента перегрева.
Технология сварки
Как и в любом другом виде сварки, технология сварки нержавейки полуавтоматом с использованием защитного газа осуществляется в три больших этапа:
- подготовительный этап, на котором происходит механическая зачистка деталей и их обезжиривание, а также их нагрев до температуры выше ста градусов с целью полного удаления из потенциальной сварочной зоны каких-либо остатков влаги;
- основной этап, на котором осуществляется весь сварочный процесс;
- этап завершающих работ, где определяется качество сварного соединения и наличие необходимости проводить такие работы повторно.
В целом для сварки нержавейки с использованием защитных газов применимы три основных способа:
- способ с использованием короткой дуги, который можно применять только при сварке изделий с небольшой толщиной свариваемых деталей;
- способ со струйным переносом, который можно использовать в случае сварки деталей с большой толщиной;
- импульсный способ, который является наиболее универсальным и может быть использован на любых видах деталей и позволяет достичь высокого уровня производительности со сравнительно небольшими (по отношению к другим способам) затратами ресурсов.
Сама технология сварки выглядит следующим образом:
- сварочный ток подается только с обратной полярностью;
- сварочная горелка должна быть расположена таким образом, чтобы она могла обеспечить необходимую по технологии глубину провара металла и требуемую ширину шва. Угол пространственного расположения горелки составляет не более одиннадцати часов по отношению к свариваемым деталям;
- проволока должна выходить из подающего механизма не более, чем на 12 мм, в противном случае, есть риск ухудшения качества шва из-за попадания лишних элементов в сам шов с проволоки, а также из-за ее перегрева;
- с целью сохранения высокого качества шва необходимо установить грамотный расход защитного газа. Универсальные показатели находятся в диапазоне от 6 до 12 кубометров в час, однако, каждый сварщик устанавливает данные значения в зависимости от своего опыта и имеющихся требований к осуществлению технологии;
- перед началом сварочного процесса необходимо подготовить установку для удаления влаги из защитного газа. Это осуществляется путем заправки осушителя прокаленным в течение не менее двадцати минут при температуре 200 градусов медным купоросом;
- так как металл даже при полном соблюдении всей технологии может быть подвержен разбрызгиванию, прилегающую к сварному шву территорию детали необходимо обработать с помощью мела, растворенного в воде;
- при формировании сварного шва необходимо отступить от края детали на расстояние, равное примерно 5 мм, что позволит избежать трещин с содержанием водорода в их полостях;
- весь шов формируется посредством плавного движения электрода вдоль шва без допуска поперечных колебаний с целью исключения выхода расплавленного металла за пределы защитной среды.
Кроме того, есть также несколько общих правил, которые должны быть соблюдены вне зависимости от того, идет ли речь о сварке нержавейки в среде углекислого газа, смеси газов или в среде аргона:
- корпус горелки необходимо располагать под противоположным углом к направлению шва. Это позволит обеспечить максимальный обзор формируемого шва и исключить смещение сварочной ванны;
- сопло горелки, при условии, что защитный газ и проволока подаются через него одновременно, должно располагаться на высоте не более 12 мм от сварочного стыка: это позволит избежать излишней подачи проволоки и ее перегрева;
- проволока, которая была расплавлена в процессе горения электрической дуги, в шов может подаваться только каплями, что позволит избежать лишнего наплавления материала и снизит риск внутреннего разрушения шва в процессе его остывания.
Режимы полуавтоматической сварки
Полуавтоматическая сварка в среде защитных газов считается востребованным методом, которые обладает простой технологией. Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время.
Существуют разные режимы сварки полуавтоматом в среде защитных газов, и чтобы их подобрать, была создана специальная таблица с отображением требуемых параметров. И перед тем как приступать к сварочному процессу требуется рассмотреть его основные особенности, потому что они будут оказывать влияние на итоговый результат.

Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором - MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Основные параметры
Чтобы точно выбрать режимы полуавтоматической сварки стоит понимать из чего они должны состоять. Существуют определенные критерии и настройки сварочного оборудования, зная которые сварщик сможет провести все правильно.
Диаметр и марка проволоки
Перед тем как приступать к работам стоит разобраться с тем, какой должен быть правильный диаметр проволоки. Его показатель колеблется от 0,5 до 3 мм. Расчет режимов сварки в защитных газах обязательно должен проводиться с учетом этого показателя.
Но все же чтобы подобрать правильный диаметр проволоки стоит учитывать следующие нюансы:
- Диаметр присадочного материала стоит подбирать в соответствии с толщиной свариваемого металлического изделия.
- Стоит учитывать, что каждый диаметр имеет определенные характеристики. К примеру, во время использования проволоки с небольшим диаметром многие сварщики отмечают, что наблюдается устойчивое горение дуги и небольшое разбрызгивание металла.
- При применении проволоки с большим диаметром всегда необходимо повышать силу тока.
- Важно учитывать марку используемой проволоки. А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
- Для сваривания изделий из низкоуглеродистой или низколегированной стали стоит применять проволоки с добавлением раскислителей. В состав должны входить такие компоненты, как кремний и марганец.
- Для обработки легированной или высоколегированной стали в среде защитных газов стоит применять проволоку, выполненную из того же металла, что и деталь, которая будет подвергаться свариванию.
Какой бы ни был использован режим газовой сварки, стоит подобрать необходимый диаметр присадочной проволоки. Это влияет на прочность соединения.
Сила, полярность и род сварочного тока
Параметры сварки полуавтомат включают правильную настройку тока, который применяется во время сваривания и обработки металлических изделий. В стандартном полуавтоматическом приборе можно самостоятельно отрегулировать показатели силы, полярности и рода сварочного тока. Но все же каждый обладает определенными критериями.
К примеру, если повысить показатели силы тока, то при проведении сварочного процесса повысится глубина провара. Сила тока увеличивается в соответствии с диаметром электрода. Кроме этого не стоит забывать про особенности металла, который применяется для сваривания.
Обязательно нужно учитывать свойства полярности и рода тока. Обычно полуавтоматический сварочный процесс осуществляется с применением защитных газов, но при этом требуется подобрать необходимые показатели постоянного тока и обратной полярности. Прямая полярность применяется в редких случаях, данные параметры сварки полуавтоматом не способны предоставить стойкое горение дуги, они ухудшают сварное соединение. Однако имеются исключения, переменный ток часто используют при работе с изделиями из алюминия.
Многие неопытные сварщики часто забывают про важный параметр - напряжение сварочной дуги. А ведь этот показатель оказывает основное влияние на степень глубины провара металла и габариты сварного шва. Не нужно устанавливать слишком высокое напряжение, это приведет к тому, что во время сварочного процесса расплавленный металл будет сильно разбрызгиваться, а в соединении появятся поры. Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны. Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Скоростные показатели подачи проволоки
Выполняя расчет режима сварки в углекислом газе, стоит учесть скорость подачи проволоки. Этот показатель оказывает огромное влияние на сварочный шов.
К главным особенностям скорости полуавтоматического сварочного процесса относятся:
- скоростные показатели подачи проволоки регулируются в соответствии с ГОСТами;
- этот показатель можно подобрать самостоятельно, но при этом стоит опираться на особенности металлической структуры, ее толщину;
- толстый металл требуется варить быстрее, а соединение должно быть тонким;
- при осуществлении сварки не стоит придаваться спешке, иначе электрод выйдет из области защитных газовых смесей, и это приведет к его окислению под воздействием кислорода;
- слишком медленная скорость приводит к тому, что в итоге образуется непрочный шов с пористой структурой.
Отходящие газы
Режимы сварки полуавтоматом предполагают использование газовых смесей, которые обеспечивают максимальную защиту сварочной зоны от окисления кислородом. Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85. К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах.
Обязательно нужно знать какое давление в углекислотном баллоне для сварки. Показатель рабочего давления составляет 60-70 кгс/см2. На поверхности присутствует надпись с желтой окраской «Углекислота».
Какое давление углекислоты должно быть при сварке полуавтоматом можно узнать из таблицы ниже:
Также рабочее давление углекислоты при сварке полуавтоматом можно найти в специальной документации и в ГОСТах сварочных полуавтоматических приборов, которые предназначены для сварки с использованием защитных газовых смесей.
Помимо углекислоты для сварки полуавтоматом применяются другие газовые смеси, которые обладают характерными особенностями:
- аргон. Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
- гелий. Это инертный газ, который часто используется при проведении полуавтоматической сварочной технологии. Он обеспечивает получение прочных и широких сварных швов;
- различные смеси из аргона, гелия и углекислоты.
Особенности наклона электрода
Рассматривая режимы полуавтоматической сварки среде защитных газов, стоит изучить важные критерии угла наклона электрода. Частое нарушение, которое совершают новички - это удерживание электрода при сварке так, как они хотят. Но это считается грубейшей ошибкой.
Важно! Угол наклона электрода оказывает огромное влияние на глубину провара металлической структуры. Также от этого показателя зависит качество полученного сварного соединения.
Существует два вида наклона электрода - углом назад и углом вперед. При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При положении вперед электрод движется после сварочной ванночки, он ее защищает от проникновения вредных газовых смесей. Определенное количество шлака, попадающее впереди соединения, будет откладываться с двух сторон стыка. Если будет выделяться много шлака, то наклон уменьшается.
При удерживании электрода углом назад сварочная зона видна хуже, зато намного лучше прослеживается состояние кромок. Также наблюдается небольшая глубина провара.
Обратите внимание! Для тонких металлов рекомендуется удерживать электродом под наклоном вперед, это положение считается наиболее подходящим. А вот углом назад можно сваривать металлические изделия с любой толщиной.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла. Важное условие сварки - использование защитного газа и тока с обратной полярностью.

Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.

Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.

Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.

Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.

Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений.
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
- технология обладает высокой производительностью;
- она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
- не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
- высокая эффективность;
- подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
- аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
- требуется защита при работе на открытых площадках;
- дополнительные затраты на защиту для глаз.
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения. Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом. Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Интересное видео
Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.

Полуавтомат для сварки металла в среде защитного газа
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
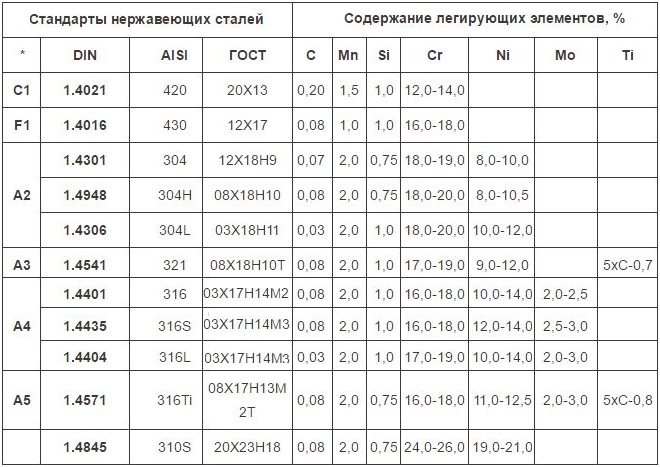
Химический состав основных марок нержавеющей стали
Нержавеющие стали в зависимости от особенностей своей внутренней структуры могут относиться к одному из следующих типов.
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.

Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
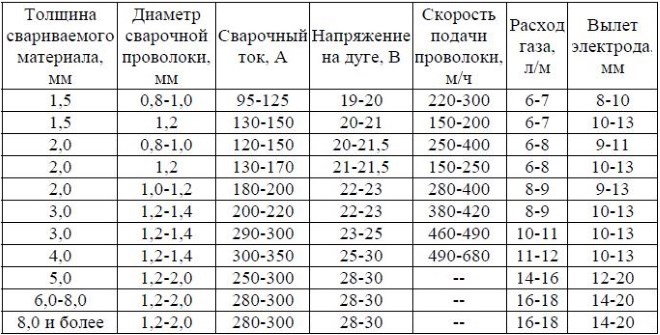
Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.

Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Расходные материалы
Хороших результатов соединения деталей из нержавейки позволяет добиться сварка, выполняемая в среде защитного газа. Чтобы варить по такой технологии, естественно, потребуется как специальное оборудование, так и соответствующие расходные материалы, в качестве которых выступают присадочная проволока и сам газ.
Назначением газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окисления. Газ, используемый для такой защиты, сам не должен вступать в реакцию с расплавленным металлом, чтобы не оказывать на него вредного влияния. Именно поэтому в качестве защитной среды преимущественно используют инертный аргон, смешанный с небольшим количеством углекислого газа.

Слева сварной шов, выполненный в среде углекислого газа. Справа – в аргоне (98%)
Стандартный состав газовой смеси, используемой при сварке нержавейки полуавтоматом, включает в себя 98% аргона и 2% углекислого газа. В отдельных случаях, чтобы снизить себестоимость выполнения сварки, допускается применять газовую смесь, состоящую из 70% аргона и 30% углекислого газа.
Чтобы варить нержавейку, получая при этом качественный и надежный сварной шов, очень важно правильно подобрать присадочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В тех случаях, когда нет возможности воспользоваться защитным газом, сварку полуавтоматом проводят в обычной среде, но для ее выполнения используют специальную порошковую проволоку. Между тем использование последней приводит к тому, что сварные швы со временем могут покрыться слоем ржавчины.
Некоторые особенности технологии
Значительно повысить качество сварки нержавейки, а также упростить процесс ее выполнения позволяет использование специальных сварочных полуавтоматов, упомянутых выше. Использование такого оборудования позволяет решить сразу несколько технологических задач, к числу которых относятся:
- подача присадочной проволоки в зону формирования соединения;
- подача в зону сварки защитного газа;
- охлаждение сварочной горелки;
- обеспечение удобства выполнения сварных соединений в труднодоступных местах.
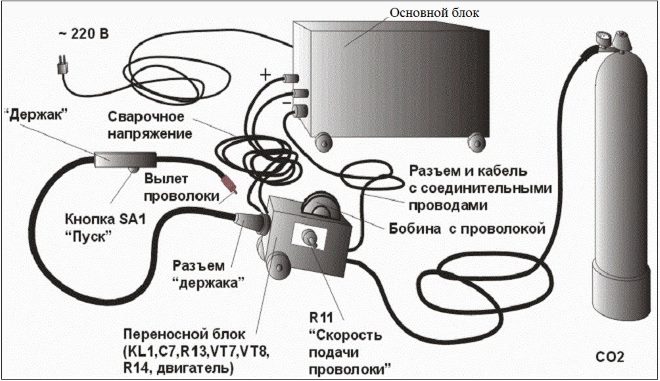
Оборудование для сварки полуавтоматом
В изделиях из нержавеющих сталей в процессе сварки образуются значительные внутренние напряжения, которые снимаются их дальнейшей термической обработкой – нагревом до температуры 660–760° и медленным охлаждением на открытом воздухе.
Подготовка к сварочным работам
Прежде чем варить с помощью полуавтомата изделия, изготовленные из нержавейки, их необходимо правильно подготовить, чтобы получить качественное и надежное соединение. Процесс такой подготовки заключается в следующем.
- Поверхность соединяемых деталей тщательно зачищается с применением металлической щетки, а затем обезжиривается, для чего можно использовать наиболее распространенные растворители.
- Чтобы удалить с поверхности изделия остатки влаги, его нагревают до температуры 100°.
Подготовка нержавейки для сварки коллектора
Правила и методы сварки
Как уже говорилось выше, чтобы качественно варить нержавейку с помощью полуавтомата, необходимо правильно подобрать присадочную проволоку, из которой и будет формироваться сварной шов. Оптимально, если степень легирования проволоки превышает аналогичный параметр основного металла. Объясняется это тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут выгорать из металла в процессе его плавления, поэтому их содержание и должно быть учтено с запасом.

Для полуавтоматической сварки нержавейки используется проволока со сверхнизким содержанием углерода и высоким содержанием кремния, устойчивая к окисляющим средам
Для сварки изделий, изготовленных из нержавейки, используются три основные метода:
- метод короткой дуги (применяется в тех случаях, когда свариваются изделия небольшой толщины);
- метод струйного переноса (позволяет выполнять сварку деталей даже очень значительной толщины);
- импульсный (наиболее универсальная технология, позволяющая выполнять сварочные работы с высокой производительностью и при этом экономить затрачиваемые ресурсы).
Каждый из перечисленных методов отличается определенными особенностями, но есть и общие правила, которых следует придерживаться, используя каждый из них. Рассмотрим эти правила.
- Корпус горелки располагается под противоположным углом к ходу шва, чтобы обеспечить качественный обзор последнего.
- Сопло горелки, через которое подаются защитный газ и сварочная проволока, располагают на расстоянии приблизительно 12 мм от поверхности изделий.
- Присадочная проволока, расплавленная в результате горения электрической дуги, подается в зону формируемого сварного шва небольшими каплями.

Положение горелки – примерно на 11 часов
Кроме того, существуют общие рекомендации по выполнению сварочных работ, для осуществления которых используется защитный газ.
- Варить нержавейку следует только на обратной полярности.
- Угол, под которым располагается сопло сварочного аппарата, должен обеспечивать хороший провар места соединения и небольшую ширину формируемого шва.
- Вылет проволоки из сопла сварочного аппарата не должен превышать 12 мм.
- Расход газа, который формирует защитную среду, должен находиться в интервале 6–12 м 3 /мин.
- Газ, который подается в зону сварки, должен предварительно пропускаться через осушитель, в качестве которого используется медный купорос.
- Чтобы минимизировать разбрызгивание расплавленного металла из зоны выполнения сварки, поверхность соединяемых изделий обрабатывают водным раствором мела.
- Чтобы получить красивый и качественный сварной шов, его не следует начинать и заканчивать на самом краю соединяемых деталей. Лучше отступить на некоторое расстояние. Сама сварка, что важно, выполняется без колебательных движений в стороны от формируемого шва.
Устранение деформаций
- Используя молоток и гладилку, образовавшийся на поверхности нержавейки «пузырь» просто простукивают, двигаясь от края детали.
- Выправление сформировавшегося коробления при помощи простукивания будет более эффективным, если совместить его с прогревом деталей, для чего можно использовать обычную газовую горелку.
Для того чтобы качественно варить нержавеющую сталь с помощью полуавтомата, недостаточно просто познакомиться с теоретической базой, очень желательно посмотреть и обучающее видео на эту тему.
Читайте также: