Роликовая сварка различных сеток аппаратом cd200dp rs
Обновлено: 16.05.2024
Аппараты для резистивной точечной и шовной сварки серии Poke Gun от компании Portable Welders - предназначены для односторонней или двухсторонней контактной сварки металла в промышленном производстве, разрабатывались с учетом требований авиационной и автомобильной промышленности. Идеально подходят для точечной или шовной сварки листовых материалов, таких как лист, фольга, сетка с минимальной толщиной от 0.05мм.
В зависимости от используемой модели аппарата и сварочного приспособления максимальная толщина свариваемых между собой листовых материалов может быть до 0.5мм, 0.75мм и 1.2мм, так же успешно можно приваривать листовые материалы данной толщины к более массивным металлическим деталям.
Встроенный внутренний трансформатор переменного тока генерирует достаточную мощность для широкого применения сварки сопротивлением,в то же время обеспечивая достаточную точность и качество процесса сварки. Аппараты данной серии оснащены функцией ступенчатого контроля энергии и прецизионного контроля времени сварки (до 0,01сек).

Аппарат для резистивной точечной и шовной сварки PKGB3 (Portable Welders AC 2.2 kVA) - самый портативный в серии, имеет номинальную мощность 2.2кВА, работает от сети 220/240В. Вес данной модели всего 20кг, что позволяет достаточно легко и удобно поднимать его за имеющуюся на корпусе ручку и перемещать по мастерской. Диапазон свариваемых материалов - от 0.05мм до 0.5мм. Для использования с данной моделью рекомендуются сварочные приспособления с рукояткой пистолетного типа PG1, PG2 с конусным точечным или роликовым электродами, или приспособление типа щипцы PG5M.
Аппарат для резистивной точечной и шовной сварки PKGB12L (Portable Welders AC 5.0 kVA) - это модель с номинальной мощностью 5кВА, работает также от сети 220/240В. Эта модель также оснащена функцией бесступенчатой регулировки энергии, имеет прецизионный таймер, который дает возможность устанавливать время сварки до 0.5 цикла (1/100 секунды). Дополнительно имеется 4-ступенчатый переключатель трансформатора, что обеспечивает более точное управление в широком диапазоне величин сварочного тока. Диапазон свариваемых материалов - от 0.05мм до 0.75мм. Для использования с данной моделью рекомендуются сварочные приспособления с рукояткой пистолетного типа PG2 и PG3 с конусным точечным или роликовым электродами.

Аппарат для резистивной точечной и шовной сварки PKGB13H - самый мощный в данной серии, работает только от 3х-фазной сети 380/415В. Номинальная мощность трансформатора 15кВА позволяет использовать его при сварке материалов толщиной до 0.75мм, а увеличенный цикл сварки обеспечивает длительную непрерывную работу при сварке тонких листов, что особенно важно при регулярном использовании для шовной сварки. С данной моделью могут использоваться ручные сварочные приспособления PG2 для нормальной работы, или более мощные приспособления PG3, PG3W (с водяным охлаждением для более продолжительной работы) или PG6.
Все модели оснащаются основным кабелем питания длиной 3м, сварочным кабелем и заземляющим кабелем длиной по 1.5м, а также специальным сварочным зажимом с широким зазором для надежного крепления на достаточно толстые детали.
Особенности
- Встроенный трансформатор переменного тока.
- Простой цифровой пользовательский интерфейс с коротким периодом обучения.
- Доступны 2 режима (типа) сварки:
- Точечная сварка одиночным импульсом
- Шовная сварка роликовым электродом (сплошной шов)
Применение
- Резистивная точечная сварка деталей общего назначения
- Роликовая (шовная) сварка листовых материалов (фольги, сетки)
- Сборка, сварка электронных компонентов
- Точечная и шовная роликовая сварка тепловых защитных экранов в авиации и приборостроении
- Резистивная сварка различных деталей в автомобилестроении
- Ремонтные работы деталей из листового металла
- Сварка табличек (шильдиков) к арматуре и частям оборудования
- Точечная сварка термопар и датчиков
- Разнообразные задачи по сварке стальных листовых материалов
Роликовая сварка различных сеток аппаратом cd200dp rs
Аппараты для точечной сварки емкостным разрядом двойного импульса серии CD DP - идеальное оборудование для резистивной точечной сварки. Эти прецизионные сварочные аппараты сочетают в себе мощность и доступность по цене. Источники тока для точечной микросварки серии Sunstone CD DP представлены следующими моделями: CD200DP, CD400DP, CD400DP, CD600DP, CD1000DP и CD1100DP с максимальной энергией сварки до 200, 400, 600, 1000 и 1100 Дж соответственно.
Особенности сварочного аппарата двойного импульса очень помогают во время сварочного процесса. Первый импульс нагревает место сварки для удаления различных включений, загрязнений, и фиксирует положение сварочных электродов. Второй импульс обладает повышенной энергией и обеспечивает чистое, прочное сварное соединение. Оба импульса происходят в течение нескольких миллисекунд. Цифровой дисплей обеспечивает точную настройку величины сварочной энергии, энергию каждого импульса индивидуально, наряду с гарантированным обеспечением точной повторяемости сварки.
В комплекте с различными ручными сварочными приспособлениями или сварочными головками аппараты серии CD DP могут обеспечивать создание прочных, прецизионных и стабильно повторяемых сварных соединений.Модернизированные версии аппаратов серии CDDP, с режимом роликовой сварки (опционально), оснащенные специальным ручным сварочным приспособлением PG2 с рукояткой пистолетного типа, эффективно используются не только для точечной, но и для роликовой сварки тонколистовых материалов (фольги, листов, сеток) медным роликовым электродом. Модельный ряд модернизированных аппаратов CDDP-RS с режимом роликовой сварки представлен следующими моделями: CD200DP-RS, CD400DP-RS, CD400DP-RS, CD600DP-RS, CD1000DP-RS и CD1100DP-RS с максимальной энергией сварки до 200, 400, 600, 1000 и 1100 Дж соответственно.
Промышленные аппараты для точечной сварки емкостным разрядом двойного импульса CD1000DP или CD1100DP обеспечивают подачу существенного количества сварочной энергии наряду с точностью регулировки мощности.
Аппарат CD1000DP способен выдавать до 1000 Дж энергии для сварки относительно толстых деталей из материалов с высокой электропроводностью и высоким удельным сопротивлением. Для задач, которые требуют дополнительной сварочной энергии, прибор может быть модифицирован, чтобы обеспечивать до 100 Дж энергии дополнительно - модель CD1100DP. Величина сварочной энергии может регулироваться с шагом 10 Дж, что делает аппарат чрезвычайно легко приспосабливаемым для решения широкого ряда задач.
Все аппараты для точечной сварки емкостным разрядом двойного импульса серии CD DP выполняют чистые, прочные сварные соединения. Каждый импульс может быть индивидуально настроен для контроля величины сварочной энергии. Импульс 1 подготавливает поверхность, освобождает ее от загрязнений и позиционирует сварочные электроды, импульс 2 подает основную энергию для формирования заданного прочного и надежного сварного соединения. Оба импульса происходят практически одновременно при активации процесса сварки. Промышленный аппарат для точечной сварки емкостным разрядом двойного импульса CD600DP обеспечивает достаточно большое количество сварочной энергии, позволяет точно регулировать настройки мощности. Промышленный аппарат для точечной сварки емкостным разрядом двойного импульса CD400DP - один из наиболее популярных сварочных аппаратов для резистивной сварки. Сварочная энергия в 400 Дж - достаточно мощная величина для широкого спектра применения, включая сварку элементов питания при производстве аккумуляторов, и по доступной цене.
Промышленный аппарат для точечной сварки емкостным разрядом двойного импульса CD200DP - идеален для создания прецизионных и прочных сварных швов, сочетает в себе необходимую мощность, надежность и инвестиционную привлекательность.- Доступны модели с энергией импульса 200, 400, 600, 1000 и 1100 Дж
- Двойной импульс фиксирует электроды, помогает устранить всплески сварки и помогает сжигать загрязняющие примеси и оксиды
- Одинарный или двойной импульс энергии
- До 164 сварных точек в минуту (зависит от модели, и свариваемых материалов)
- Автоматически подстраиваемая длительность импульса
- Наглядный пользовательский интерфейс
- Встроенный контроль термозащиты
- Сигналы звукового оповещения готовности к сварке
- Сварка изделий в авиационной и космической отраслях
- Сварка изделий в автомобильной промышленности
- Сварка стальных материалов с ячеистой (сотовой) структурой
- Сварка проводов
- Сварка медных, алюминиевых и латунных тонких листов и проволоки
- Резистивная точечная сварка деталей общего назначения
- Сварка элементов питания при производстве аккумуляторов
- Сварка термопар
- Сборка, сварка электронных компонентов
Принцип действия
![]()
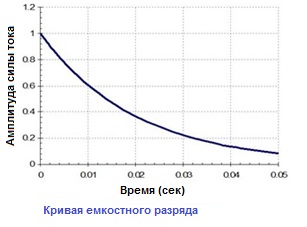
При резистивной сварке, сварке емкостным разрядом, используются конденсаторы для накопления и быстрого высвобождения энергии. Аппараты для сварки емкостным сопротивлением, также называемые аппаратами для сварки емкостным разрядом, имеют много преимуществ перед другими типами сварочных аппаратов.
Во время сварки сопротивлением (резистивной сварки) используется большая сила тока, которая расплавляет свариваемые металлы в одном месте, или точке, отсюда термин «точечная сварка». Это точечное сварное соединение, или сварная точка, формируется в течение нескольких первых миллисекунд сварочного процесса. Аппараты для точечной сварки емкостным разрядом способны выполнять превосходные сварные соединения по нескольким причинам. Они обеспечивают чрезвычайно быстрое высвобождение энергии с высокой амплитудой силы тока. Высокая скорость разряда в этом случае позволяет большему количеству энергии идти на формирование сварного соединения, и меньше тепла тратить на нагрев материала вокруг. Также аппараты для точечной сварки емкостным разрядом локализуют «околошовную зону» (область вокруг сварного соединения, где из-за быстрого нагрева и охлаждения изменяются свойства металла) до небольшого участка вокруг сварной точки. Быстрый энергетический разряд позволяет сваривать материалы с хорошей электропроводностью и теплопроводностью, такие как медь или алюминий. В дополнение к этим свойствам, аппараты для точечной сварки емкостным разрядом обеспечивают стабильное качество и высокую повторяемость сварных соединений, даже во время перепадов напряжения сети, потому что они накапливают энергию перед процессом сварки.![]()
Формирование сварного соединения
Процесс точечной сварки зависит от величины удельного электрического сопротивления металла, влияющей на нагрев и плавление данного металла. Во время сварочного процесса через свариваемые материалы пропускается электрический ток. Сопротивление металла вызывает его нагревание и расплавление. Существуют две разные стадии процесса плавления, а именно: нагрев, обусловленный контактным сопротивления свариваемых материалов, и нагрев, обусловленный сопротивлением основной структуры материалов. Рисунок ниже иллюстрирует взаимодействие поверхностей на микроуровне. Поверхности имеют определенную шероховатость и соприкасаются только ограниченным числом точек контакта. В результате, области вблизи этих точек контакта обладают более высоким электрическим сопротивлением, чем основная структура металла. Это сопротивление называется контактным сопротивлением (сопротивлением контакта). При выполнении прецизионной сварки контактное сопротивление является наиболее важным фактором, влияющим на формирование сварных соединений. В течение нескольких первых миллисекунд формирования сварного соединения контактирующие выступы металла (мостики) с высоким удельным сопротивлением плавятся, позволяя другим выступам войти в контакт и продолжить процесс плавления. Когда все мостики расплавлены, контактное сопротивление становится равно нулю. Далее сопротивление основной структуры металла завершает процесс сварки.
Кроме этого, повышение давления электродов ослабляет нагрев сварного шва и увеличивает его прочность, уменьшение давления электродов усиливает нагрев сварного шва и снижает его прочность. Для обеспечения формирования надлежащих сварных соединений следует использовать давление соответствующей величины.Использование функции двойного сварочного импульса
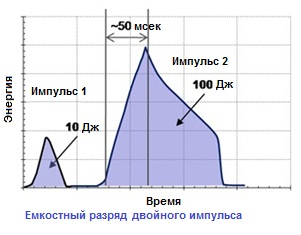
Использование множественных импульсов тока повышает качество сварки. При активации функции Двойного Импульса сварочные аппараты серии CDDP за один сварочный цикл генерируют два сварочных импульса. Первый импульс используется для кратковременного подогрева сварочной точки, иногда это помогает удалять посторонние включения или несоответствия с поверхности металла. Этот первоначальный выброс энергии вытесняет жиры и прорывается сквозь оксидную пленку. Первый импульс также фиксирует положение сварочных электродов на рабочей детали. Второй импульс подается с более высоким уровнем энергии (Дж) и формирует запланированное сварное соединение. На рисунке ниже схематично показан вид двойного импульса сварочного аппарата.![]()
Настройка Импульса 1 и Импульса 2
Настройку Импульса 1 следует выбирать таким образом, чтобы детали слегка слипались. Для определения значения Импульса 1 нужно отключить Импульс 2 и выполнить несколько тестовых сварных швов, начиная с минимально возможного уровня энергии. Следует повышать энергию импульса на 3-5% каждый раз, до тех пор, пока детали не прилипнут друг к другу. После этого необходимо снизить уровень энергии Импульса 1 на 3-5%. Импульс 2 следует установить на уровне в 4-5 раз выше Импульса 1. Затем нужно выполнить тестовое сварное соединение и его разрыв, чтобы определить прочность сварки. При сварке элементов питания (в производстве аккумуляторов) приваренные к никелерованой стали никелевые лепестки должны отрываться с образованием отверстий в лепестках, а сварные точки должны оставаться на элементе питания. Следует иметь ввиду, что тестировать на разрыв более тонкие материалы нужно с соответствующими небольшими усилиями.Регулировка энергии и контроль импульса.
Аппараты для точечной сварки емкостным разрядом одиночного импульса обеспечивает высокую степень контроля всего сварочного процесса. Накапливаемая и высвобождаемая при каждом разряде энергия может быть настроена в диапазоне минимального и максимального значений. Шкала длительности импульса позволяет точно контролировать длительность подачи сварочного импульса и величину подаваемой с каждым импульсом энергии. Рукояткой «Энергия сварки» контролируется общее количество накапливаемой энергии, а также устанавливается амплитуда сварочного тока. Типовые значения амплитуды сварочного тока в зависимости от энергии и нагрузки приведены в таблице 1 в технических характеристиках. Величина высвобождаемой энергии для каждой настройки длительности импульса зависит от нагрузки (сопротивления).![]()
Как использовать шкалу длительности импульса
Контроль напряжения (накапливаемой энергии) и длительности импульса позволяет пользователю управлять высвобождаемой при разряде энергией и амплитудой электрического тока, и подбирать их в зависимости от типа свариваемого материала. Эти параметры важно учитывать при сварке материалов с различными тепловыми и электрическими свойствами.
Есть несколько факторов, которые необходимо учитывать при выборе правильной настройки длительности импульса. Например, для сварки материала с хорошей проводимостью, такого как медь, амплитуда сварочного импульса должна быть выше, чем для материала с хорошим сопротивлением (например, сталь). Таким образом, сварка тонких медных деталей может потребовать более высокого напряжения (амплитуды тока), но меньшей длительности импульса (общей величины энергии). Сварка тонкой стальной детали, наоборот, требует меньшего напряжения (амплитуды тока) и большей длительности импульса (обеспечить достаточно энергии).Технические характеристики аппаратов для точечной сварки емкостным разрядом одиночного импульса серии CD SPM
Таблица 2. Скорость сварки (сварных точек в минуту) при максимальной энергии
Длительность импульса
(% от заданной макс. энергии)CD100SPM
точек/мин (энергия импульса)CD200SPM
точек/мин (энергия импульса)2.5%% 120 (2.5Дж) 120 (5 Дж) 25% 85 (25Дж) 42 (50Дж) 50% 60 (50Дж) 30 (100Дж) 75% 50 (75Дж) 25 (150Дж) 100% 40 (100Дж) 20 (200Дж) Таблица 3. Характеристики сварочного импульса
Параметр CD100SPM CD200SPM Мощность 0.1-100 Дж 0.1-200 Дж Длительность импульса 0.26-5 мс 0.47-10 мс Минимальная амплитуда импульса 2.2 2.2 Таблица 4. Физические характеристики сварочных аппаратов
Параметр CD100SPM CD100SPM Габариты 203х216х280 мм 203х216х280 мм Вес 8 кг 9 кг Видео
Сварка тонкой проволоки к платиновому кольцу
Точечная сварка стальных пластин
Контактная сварка тонкой проволоки к кольцу аппаратом CD100SPM
Точечная сварка стальных листов внахлест аппаратом CD100SPM
Cварка платиновой проволоки и платиновой сетки
Контактная сварка нихромовой проволоки к стальным штифтам аппаратом CD100SPM
Аппарат для точечной сварки Sunstone CD200 DP
![]()
Аппарат для точечной сварки Sunstone CD200 DP.
Сварочные аппараты для точечной сварки емкостным разрядом (CD) имеют много преимуществ перед аппаратами других типов. Сварочные аппараты CD для точечной сварки, как правило, более доступны по цене. Операторы имеют возможность более быстрого достижения значений энергии для сварки металлов с высокой проводимостью, таких как медь. Эта энергия концентрируется на небольшом участке, образуя небольшую зону термического влияния (HAZ). Малая площадь HAZ означает, что можно выполнять более тонкие работы, как например, сварку аккумуляторов, т.е. использование аппаратов для точечной сварки емкостным разрядом двойного импульса Sunstone не оказывает влияния на химический состав элементов аккумуляторов.
Технология сварки емкостным разрядом двойного импульса идеальна для получения прочных соединений. Двойной импульс – это, другими словами, определенный запас энергии, который может быть распределен или разделен на два отдельных импульса, генерируемых в пределах миллисекунд друг от друга. Импульс 1 - это импульс низкой энергии, предназначенный для предварительного подогрева детали, и он на самом деле не производит сварки. Этот импульс предварительного подогрева имеет два преимущества: помогает избавиться от сварочных брызг и помогает сжиганию загрязнений и оксидов. Импульс 2 выполняет непосредственно сварку излучением оставшегося запаса энергии для образования сварной точки.
Аппараты для точечной сварки Sunstone просты в применении и имеют наглядный и удобный интерфейс. Каждый сварочный аппарат имеет множество настроек для проведения широкого спектра сварочных работ. Цифровой экран отображает общую энергию сварки и длину отдельных импульсов, обеспечивая контроль и точность. При совмещении с новыми сварочными головками или ручными приспособлениями Sunstone's сварочные аппараты CD обеспечивают прочную сварку в соответствии со стандартами с высоким уровнем качества и стабильности.
- Модуляция 200, 400, 600, 1000 и 1100 Дж в зависимости от аппарата.
- Очищающий и сглаживающий эффект от двойного импульса ,который позволяет удалять включения и микронеровности.
- Режим моно- или дуального импульса.
- Плавная регулировка времени импульса.
- Удобное и простое управление.
- Звуковые сигналы, обозначающие успешную инициацию процесса сварки.
- Мониторинг температуры встроенного блока питания.
Область применения
- Сварка аккумуляторных батарей.
- Сварка термопар и резистивных датчиков температуры.
- Сварка тензометров.
- Сварка сетки.
- Сварка проволоки и тонких листов из меди, латуни и алюминия.
- Сварка материалов с сотовой структурой.
- Сварка материалов для аэрокосмической промышленности.
". было реализовано более 25 крупных поставок оборудования и материалов для сварки. Для каждого заказа, который приходился на разгар строительного сезона, ставились сжатые временные рамки — Тиберис предоставил их точно в срок."
ООО «ЛСР. Строительство-СЗ»
Нам стоит доверять!
Эксклюзивные предложения за 2 часа!
Оперативная реакция на все ваши запросы!
Ответственный менеджер — мы знаем, как работать именно с Вами!
Несколько фактов почему Аппарат для точечной сварки Sunstone CD200 DP лучше купить в Тиберис
- Продукция SUNSTONE поступает к нам напрямую со склада дистрибьютора — обеспечим доставку за минимальные сроки!
- Работаем с документами аккуратно и быстро — используем УПД и автоматизированную систему контроля расчетов!
- Предложим специальные условия для бюджетных организаций!
Аппарат для точечной сварки Sunstone CD200 DP относится к категориям каталога
Максимальный ток сварки (1,09 мОм внутр.) и калибр нужного провода (AWG). Обычно применяют калибр четыре и восемь при использовании ручных приспособлений
Максимальный ток CD200 DP 1 AWG 4 фут (0,99 мОм) 7600 4 AWG 6 фут (1,49 мОм) 6125 8 AWG 6 фут (3,77 мОм) 3250 *Минимальная нагрузка 1 мОм, при меньшей нагрузке может произойти повреждение сварочного аппарата
Скорость сварки точек в минуту для CD200 DP при максимальной энергии
Ширина импульса (макс энергии на точку) Точек/мин (импульс энергии) 10% 150 (20 Вт с) 25% 107 (50 Вт с) 50% 79 (100 Вт с) 100% 50 (200 Вт с) Общие технические характеристики Sunstone Dual Pulse
Характеристики CD200DP Моноимпульсный режим и режим двойного импульса Да Импульс 1 регулировка мощности (% от мощности на точку) 0%-30% Импульс 2 регулировка мощности (% от мощности на точку) 0%-99% Максимальный ток 7905-11180 Амп Мощность
Характеристики импульсов сварки
Характеристики CD200DP Мин и Макс выход 5 Вт с-200 Вт с Ширина импульса мин-0,53 мс/макс-43,2 мс Время подъема (до макс напряжения) 0,2 мс Мин высота импульса 2,5 В Макс высота импульса 15,8 В Физические характеристики сварочного аппарата
Характеристики CD200DP Высота 26,7 см Ширина 30,5 см Глубина 34,3 см Вес 16 кг Продавец оставляет за собой право передать товар с несущественными отклонениями от описания, данного на сайте. Уточняйте информацию у менеджера.
Аппарат для точечной сварки Sunstone CD400 DP
Аппарат для точечной сварки Sunstone CD400 DP.
Несколько фактов почему Аппарат для точечной сварки Sunstone CD400 DP лучше купить в Тиберис
Аппарат для точечной сварки Sunstone CD400 DP относится к категориям каталога
Максимальный ток CD400 DP 1 AWG 4 фут (0,99 мОм) 8775 4 AWG 6 фут (1,49 мОм) 7075 8 AWG 6 фут (3,77 мОм) 3750 Скорость сварки точек в минуту для CD400 DP при максимальной энергии
Ширина импульса (макс энергии на точку) Точек/мин (импульс энергии) 10% 240 (40 Вт с) 25% 150 (100 Вт с) 50% 100 (200 Вт с) 100% 60 (400 Вт с) Характеристики CD400DP Моноимпульсный режим и режим двойного импульса Да Импульс 1 регулировка мощности (% от мощности на точку) 0%-30% Импульс 2 регулировка мощности (% от мощности на точку) 0%-99% Максимальный ток 7905-11180 Амп Характеристики CD400DP Мин и Макс выход 5 Вт с-400 Вт с Ширина импульса мин-0,37 мс/макс-48,1 мс Время подъема (до макс напряжения) 0,2 мс Мин высота импульса 2,04 В Макс высота импульса 18,3 В Характеристики CD400DP Высота 26,7 см Ширина 30,5 см Глубина 34,3 см Вес 18 кг Читайте также: