Ртл 30 лазерная сварка
Обновлено: 20.09.2024
ЛТСК-QCW — серийная российская пятикоординатная установка лазерной сварки и наплавки проволокой, которая позволяет обрабатывать детали сложной формы на основе 3D-модели, с использованием режима обучения, а также с автоматизированным построением профиля поверхности.
СВЯЖИТЕСЬ С НАМИ
КОНТАКТНАЯ ИНФОРМАЦИЯ
Укажите Ваши контактные данные, и наши специалисты ответят на Ваши вопросы и помогут с выбором.
Установка пятикоординатной лазерной сварки ЛТСК-QCW разработана на базе лазерных станков МЛ4-030 которые уже более 10 лет успешно работают на российских предприятиях.
ЛТСК-QCW — серийный станок, конструкция которого предусматривает большую вариативность комплекта поставки. Это позволяет адаптировать его для широкого круга задач.
Лазерно-оптическая система
В установках серии используется иттербиевый квазинепрерывный волоконный лазер типа YLR-QCW или непрерывный волоконный лазер (НТО «ИРЭ-Полюс», Россия)
Установка ЛТСК снабжена ТВ-системой оптического контроля для наблюдения и наведения на деталь.
Станок может комплектоваться различными оптическими головками нашего производства, обеспечивая операции сварки, наплавки проволокой или резки.
Кинематическая система
Установка снабжена 3-х координатным позиционером линейных перемещений и двухосевым наклонно-поворотным столом.
Конструктивные системы и узлы.
Станок ЛТСК-QCW представляет из себя моноблок, у него нет отдельно стоящих элементов.
Станина выполнена на основе сварных узлов.
Устройство заграждения обеспечивает защиту и минимизацию воздействия лазерного излучения (прямого, отраженного или рассеянного), яркого света и УФ-излучения, газов и продуктов взаимодействия лазерного излучения с обрабатываемым материалом, обеспечивая безопасность работы в соответствии с ГОСТ Р 50723-94.
Электротехнический шкаф для размещения электронных блоков имеет промышленное исполнение.
Пневмосистема, обеспечивает автоматизированную подачу воздуха, вспомогательных и защитных газов в зону обработки. Количество автоматизированных каналов подачи газов — 3.
Система питания и управления
Установка оснащена пультом управления, с полноразмерной клавиатурой, манипулятором «мышь» с монитором диагональю 21” и монитором системы ТВ-контроля, а также пультом ручного управления перемещением столов.
Cистема управления с 4- и 5-осевым контроллером обеспечивает работу последовательно в различных режимах: «прихватку» в ручном режиме и последующую автоматическую сварку изделий. Кроме того, система осуществляет подготовку файлов к сварке с дальнейшим сохранением всех заданных параметров.
ЛТСК-QCW позволяет осуществлять автоматизированную сварку объемных изделий с размерами 600х400х600мм при 3-х координатной обработке, 500х400х400мм при 4-х координатной обработке и 300х300х300мм при 5-ти координатной обработке.
Глубина провара, в зависимости от мощности лазера от 0,8 мм до 2 мм.
Свариваемые материалы: нержавеющие и инструментальные стали, титан, медь, углеродистые стали, никелевые сплавы, алюминий.
Параметры лазерного источника (квазинепрерывный волоконный лазер):
Номинальная средняя мощность в непрерывном режиме — 300Вт
Номинальная выходная мощность импульса — 3000 Вт
Максимальная энергия в импульсе лазера — 60 Дж
Рабочая головка для сварки
Фокусное расстояние объектива — 200 мм
Поддув защитного газа: осевой и/или сбоку и кросс-джет
Позиционер XYZ
Рабочий ход (наибольшее перемещение), по осям ХYZ — 600х400×300 мм
Точность позиционирования — 0,1 мм
Скорость перемещений по XYZ осям – холостых перемещений – до 30 мм\сек
Двухосевой наклонно-поворотный стол АВ
Тип привода оси А – шаговый двигатель
Поворот вокруг оси А: 360*n град. (бесконечное вращение)
Скорость поворота ось А — до 100 оборот/мин
Точность поворота – не хуже 60 угловых минут
Тип регулирования скорость поворота – бесступенчатая
Тип привода оси В – ручной привод
Наклон вокруг оси В +90 град
Дискретность угла наклона – 0.5 град
Грузоподъёмность — 50 кг
Устройство фиксации изделий
Трёхкулачковый патрон Д200
Габаритные размеры установки (ДШВ): 2100х1800х2400 мм
Масса (без дополнительного оборудования и оснасток): до 1500кг.
Базовое управляющее ПО (FlexCNC, САМ-система СПРУТ или FlexTeaching) позволяет контролировать все процессы, связанные с работой машины и устанавливать необходимые технологические параметры.
Основные возможности ПО:
Сварка и наплавка в автоматическом режиме на основе 3d-модели, в режиме обучения по детали, либо с автоматическим построением поверхности.
Программное поддерживаемое количество «слоёв технологии» — до 50.
Возможность задавать параметры для каждого участка чертежа отдельно, что позволяет максимально точно подбирать и настраивать режимы сварки для конкретного материала и изделия.
«Мягкий вход» — корректировка амплитуды тока накачки в начале выполнения сварочного шва с возможностью корректировки начальной амплитуды и количества импульсов.
«Мягкий выход» — при окончании выполнения сварочного шва постепенное уменьшение энергии генерации c добавлением заданного количества импульсов после перехода сигнала в состояние «запрет генерации» при окончании выполнения сварочного шва.
Возможность создания на чертеже линии «мягкого выхода» требуемой длины и в требуемом направлении (режимы мягкого входа и выхода позволяют оптимальным образом задавать настройки для начала и конца сварочного шва для максимальной стабильности параметров).
Полуавтоматический режим для сварки с поворотом изделия включаемого вручную или автоматическое включение поворота изделия (по программе).
Согласование старта-финиша подачи проволоки с запуском-окончанием процесса сварки.
«Режим обучения» — создание и сохранение чертежа по сделанным оператором в ручном режиме движениям стола.
Расчет угла поворота чертежа по двум точкам на детали для коррекции чертежа на реальный поворот детали.
Счётчик общей наработки (без обнуления) и дополнительный счетчик наработки с возможностью обнуления.
Аппараты ручной лазерной сварки












Волоконно лазерная сварка применяется для сварки металлических конструкций из листового и профильного металла (труб). Такая сварка отличается высоким качеством соединения различных металлов.
Преимущества лазерной сварки
- Идеальный сварной шов
- Высокий ресурс и отсутствие расходных материалов (кроме газа)
- Сварка без правок и дальнейшей механической обработки свраного шва
- Высокая производительность и скорость сварки
- Высокая экологическая безопасность по сравнению с традиционной сваркой
- Минимальные температурные поводки и коробление металла (в сравнении с другими методами).
- Возможность сварки двух разных материалов
Принцип работы
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в систему фокусирующих линз и фокусируется в пучок. Дальше луч направляется на свариваемые детали, нагревает и расплавляет металл, формируя аккуратный сварной шов.
Свариваемые материалы не подвергаются чрезмерным нагревам в следствии чего не происходит их деформация и сохраняется геометрия изделия. Стоит также отметить что, даже малоопытные сварщики использующие оптоволоконные ручные лазерные аппараты показывают высокую эффективность и качество в сварке металлоконструкций, фитингов и т.д.
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Волоконная сварка проводится непрерывным излучением. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.

В последнее время широкое распространение получили сварочные головки с сканаторными системами формирующие так называемый воблинг шов. За счет поступательно вращательного движения лазерного луча формируется равный широкий сварочный шов. Такие головки, как WSX ND18, Qilin позволяют регулировать его ширину от 0-4мм.
Как и в традиционной сварке, в лазерной также используют присадочных материалы (проволока диаметром около 1,5 мм, лента или порошок). Присадка увеличивает сечение сварного шва. Для подачи проволоки в зону сварки используют автоподатчики с регулировкой скорости подачи. Лазерная сварка разделяется на три вида: микросварка (толщина или глубина проплавления до 100 мкм), мини-сварка (глубина проплавления от 0,1 до 1 мм), макросварка (глубина проплавления более 1 мм).
Оборудование
Лазерный сварочный аппарат состоит из следующих компонентов.
1. Лазерный источник.
Мы поставляем три бренда лазерных источников излучения: IPG, Raycus или MAX.
Важно правильно подобрать мощность лазера. Диапазон мощностей для ручной сварки составляет от 500 до 2000 Ватт. Для комфортной сварки нержавеющей стали лучше использовать лазерный излучатель не 1500 ватт.
2. Водяной чиллер.
Для охлаждения источника излучения и лазерной головки используется водяной охладитель жидкости - чиллер. Этот аппарат сам регулирует температуру охлаждающей жидкости и отключает станок если он выходит за рамки рекомендуемых параметров.
3. Сварочная головка.
В составе сварочных аппаратов мы используем лазерные головки производства Hanwei, Qilin и WSX. Эти головки обладают дополнительными параметрами настройки, меньшими габаритами и весом, а самое главное возможностью регулировки сварного шва и отключение воблинг эффекта. Отключение воблинга позволяет производить резку тонких металлов сварочным аппаратом установив специальное сопло.
4. Контроллер управления лазерным источником.
Контроллер управления представляет собой микрокомпьютер с понятным интерфейсом на английском или русском языке. С помощью тачскрина Вы можете настроить мощность изучения, частоту, подачу газа и другие необходимые параметры.
5. Сварочный газ Аргон.
Газ необходим не только для поддержания хорошей свариваемости материалов, но и для защиты оптического тракта от копоти и нагара.
Используйте только высокоочищенный газ для сварочных работ. Это увеличит ресурс защитных и фокусирующих линз, ресурс самого лазерного излучателя и повысит качество сварного шва.
Станки для 2D и 3D сварки
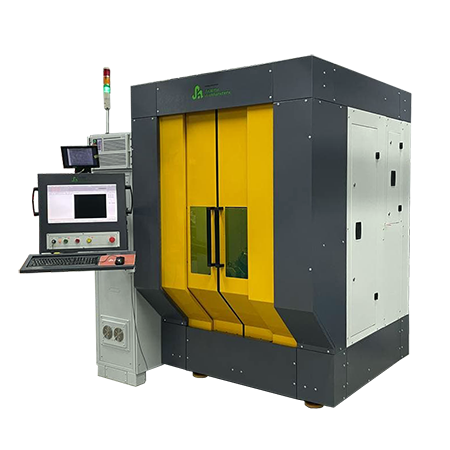
ЛТСК-QCW - серийная российская пятикоординатная установка лазерной сварки и наплавки проволокой, которая позволяет обрабатывать детали сложной формы на основе 3D-модели, с использованием режима обучения, а также с автоматизированным построением профиля поверхности.
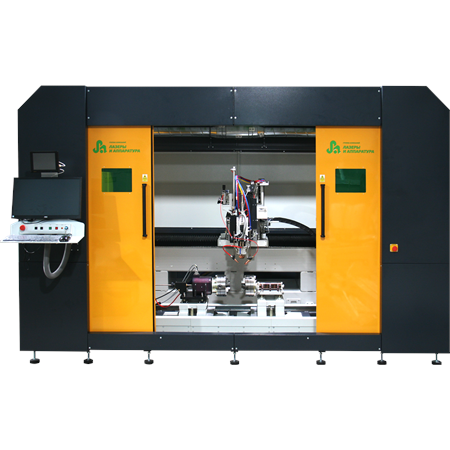

Станок для лазерной 3D-сварки ЛТСК-YR-1250
Комплекс для точечной и шовной ручной и автоматизированной прецизионной лазерной сварки металлов, тугоплавких материалов, сплавов сфокусированным пятном мощного иттербиевого волоконного лазера.

Станок лазерной сварки металлов МЛК4-QCW
Лазерные машины МЛК4-QCW предназначены для автоматизированной сварки металлов, тугоплавких материалов и сплавов толщиной до 1,6 мм. Машины не требуют водяного охлаждения и размещаются на площади менее 1 кв. м.
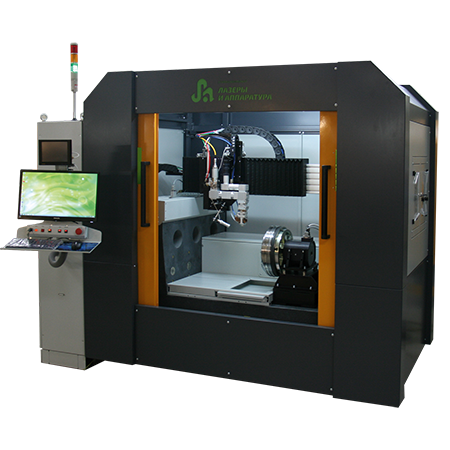
Станок пятикоординатной обработки изделий сложной формы СЛ5
Установки серии СЛ5 – пятикоординатные лазерные станки для резки и сварки деталей сложной формы. За счет использования кинематической системы на линейных двигателях и гранитного виброустойчивого основания, обеспечивается позиционирование и обработка с высокой точностью и качеством.


Универсальный станок размерной обработки МЛ4-QCW-400
Станки серии МЛ4-QCW – универсальные лазерные установки для размерной обработки различных материалов. Машины имеют большую рабочую камеру, ход перемещений координатной системы – 400*300*250 мм.
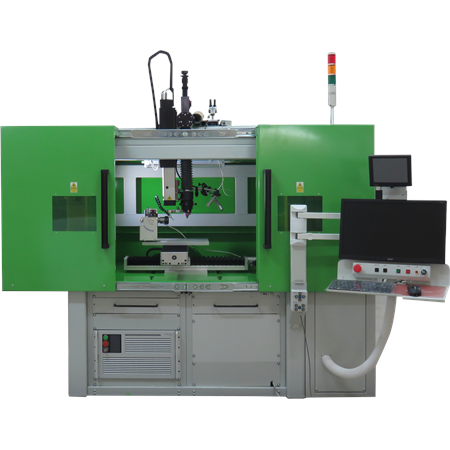
Универсальный станок размерной обработки МЛ4-QCW-500
Станки серии МЛ4-QCW – универсальные лазерные станки для размерной обработки, имеющие большую рабочую камеру, ход перемещений координатной системы – 500*400*250 мм.
Мы производим станки для лазерной сварки с 1998 года. Базовые модели установок для сварки различаются типом и мощностью лазера (а значит — глубиной провара), размерами рабочей зоны, количеством автоматически управляемых осей (от одной до пяти), типом управления (пульт или ЧПУ, ручной или автоматический режим).
В зависимости от номенклатуры свариваемы материалов, типа изделий, требований к шву, а также специфики и интенсивности производства, мы можем подобрать наиболее оптимальную модель. Для этого лучше всего связаться с нашими специалистами по оборудованию и они помогут Вам с выбором наиболее подходящего станка для лазерной сварки.
Преимущества нашей техники:
• высокая точность соединения деталей
• минимальная ширина швов, отсутствие структурных изменений металла
• отсутствие температурных деформаций свариваемых заготовок
• возможность работы с деталями минимальной толщины, измеряемой долями миллиметра
• сварка без использования присадок, флюсов и других вспомогательных материалов
• возможна сварка с подачей проволоки
• выполнение швов сложной конфигурации, на труднодоступных участках изделия или за светопрозрачной преградой
• легкость автоматизации процесса и перепрограммирования установки
• возможность сварки в вакууме
Описание
Бесконтактное сваривание разнородных материалов толщиной от нескольких микрометров до десятков миллиметров с помощью луча высокой энергии находит применение в радиоэлектронике и приборостроении, при создании оптических приборов, датчиков, в автомобильной, авиакосмической отрасли, сельскохозяйственном машиностроении, при изготовлении медицинских приборов. Особенно востребована 2d, 3d сварка при соединении трудно свариваемых и тугоплавких сплавов, которая отличается повышенной скоростью, точностью . Качество лазерной сварки металла определяется следующими характеристиками энергетического пучка: когерентностью, монохроматичностью, направленностью.
Как происходит процесс
- подготовленные для сращивания детали соединяют по линии будущего шва;
- при наведении сфокусированного луча от лазерного источника на зону стыка возникает равномерный разогрев и плавление кромок;
- для защиты зоны шва осуществляется продувка инертным газом
- при этом получается однородный равномерный сварной шов без дефектов, так как в месте соприкосновения поверхности с лучом расплав материала заполняет все неровности;
- ввиду ускоренного процесса и продувки защитным газом металл не успевает окислиться.
Сплошным швом соединяют изделия из нержавейки, черной стали, инструментальной стали с толстой стенкой, точечным ‒ малогабаритные детали, тонкие металлические листы.
Оборудование для лазерной сварки металла
Нормативные документы рекомендуют использование лазерных машин для сварки , состоящих из системы фокусировки, перемещения, подачи защитного газа и лазера:
- газового, использующего в качестве рабочего тела смесь двуокиси углерода, азота, гелия;
- твердотельного, работающего в импульсном и непрерывном режимах. Самый современный лазер такого типа - иттербиевый волоконный.
Прежде чем купить станок лазерной сварки металла, необходимо ориентироваться не только на цену , но и на назначение технического оснащения, масштабы производства.
Ртл 30 лазерная сварка
Ручная технология лазерной сварки в основном использует лазерный луч в качестве источника энергии для воздействия на сварочное соединение для достижения цели сварки.
Это новый метод сварки с хорошими сварочными характеристиками и небольшой деформацией, который широко используется при обработке и сварке различных металлов.
Ручной лазерный сварочный аппарат имеет преимущества простой работы, красивого шва, быстрой скорости сварки и отсутствия расходных материалов.

Сварка тонкого листа нержавеющей стали, стального листа, оцинкованного листа и других металлических материалов может прекрасно заменить традиционную аргонодуговую сварку, электросварку и другие процессы.
Ручной сварочный аппарат лазера можно широко использовать при производстве шкафов, кухонь, лестниц, лифтов, полках, печей, дверей и дверных коробок, окон, шитков распределения и других индустриях с сложным нерегулярным процессом сварки. Скорость ручной лазерной сварки быстрая, в 2-10 раз быстрее, чем традиционная сварка, машина может сэкономить не менее 2 сварщиков в год.
Сварочный шов после сварки гладкий и красивый, что сокращает последующий процесс шлифования, зачитски, сатинирования и экономит время и затраты. Заготовка для лазерной сварки не имеет деформации, сварочного щлама и прокалки шва. Расходные материалы для лазерной сварки меньше, и с большим сроком службы. Графика сварки включает в себя: точку, линию, круг, квадрат или любую плоскую графику, нарисованную программным обеспечением AutoCAD.
Аппарат прост в эксплуатации и может использоваться обычными сотрудниками без высоких затрат на обучение.
Аппарат преимущества высокой эффективности, большого размера сварки, быстрой скорости сварки, деликатного и красивого шва, а также уменьшает последующий процесс шлифования.
Аппарат можно широко использовать для сваривания листов и плит из нержавеющей стали, черной стали, гальванизированной стали, алюминиевых листов и других металлов.
Сварочное пятно невелико, зона теплового воздействия мала, сварочный верстак не нужен, а площадь пола для размещения не значительна.
Портативное лазерное сварочное оборудование может проводить сварочные операции до тех пор, пока оно оснащено портативным лазерным сварочным соединением, а стоимость замены аксессуаров весьма низкая.

Ручная технология лазерной сварки имеет преимущества простой эксплуатации, красивого сварного шва, быстрой скорости сварки и отсутствия расходных материалов.
Кроме того, сварка тонких листов из нержавеющей стали, стальных л, оцинкованных пластин и других металлов может прекрасно заменить традиционную аргонодуговую сварку, электросварку и другие процессы.
Принципиально говоря, портативная конструкция лазерного сварочного аппарата играет очень важную роль в применении производственной практики!
Для участка цеха, который занимается мелкомасштабной обработкой или не крупномасштабной сваркой, портативная лазерная сварочная система является лучшим выбором
Ключевым моментом является то, что сварочные изделия небольших мастерских разнообразны, а форма изделий гибка. Ручная лазерная сварка может полностью удовлетворить этот спрос.
Ручной лазерный сварочный аппарат использует ручной сварочный пистолет (держак, держатель, горелку) вместо ранее фиксированного светового пути, который опрокидывает предыдущий рабочий режим лазерного сварочного аппарата.
Этот режим работы удобен не только для сварки пресс-форм, рекламных слов, кухонной посуды и других изделий, но и для наружной лазерной сварки.
Лазерная сварка незаменима на толщинах сварки менее 1 мм, там где важна герметичность шва, высокая плотность шва без пор и рытвин, там где необходим удерживать минимальный (локальный) прогрев зоны свароченого шва, к примеру по 1,5 мм влево и вправо от шва.
По сравнению с традиционным методом сварки, каковы преимущества портативного лазерного сварочного аппарата?
Быстрый и эффективный, широкий диапазон обработки: концентрация энергии лазерного сварочного аппарата, высокая эффективность и высокая скорость сварки, гладкий и красивый сварной шов, сокращение последующего процесса зачитски и шлифования.
Широкий спектр свариваемых материалов: для сваривания листов и плит из нержавеющей стали, черной стали, гальванизированной стали, алюминиевых листов и других металлов.
Прорыв в ограниченных пространствах участка и сохранения окружающей среды: небольшое паяное соединение, небольшая зона теплового воздействия: нет необходимости устанавливать сварочный верстак, небольшое занятие пространства, гибкая обработка, быстрая скорость сварки, подвижная для работы на большие расстояния, не ограниченная экологическим пространством.
Низкие эксплуатационные расходы: до тех пор, пока портативное лазерное сварочное оборудование оснащено портативным лазерным сварочным соединением, сварочная операция может быть завершена, а стоимость замены аксессуаров низка.
Высокозатратное представление: ручной ручной сварочный аппарат лазера может не только производить ручную сварочную операцию лазера, но также включиться в деятельность ремонта наплавки металла в прессформах высокоточно через более позднюю платформу раскрытия.
Это предпочтительное дорогостоящее сварочное производственное оборудование для более мелких производителей.



Читайте также: