Ручная линия сварки сеток
Обновлено: 28.04.2024
Автоматизированные линии для производства следующих типов сварных сеток:
• Сетки для армирования ж/б конструкций
• Сетки для армирования кирпичной кладки и дорожных покрытий
• Cетки для ограждений, заборных конструкций
• Cетки для птицефабрик и звероферм
Нашей компанией разработана уникальная конструкция машины многоточечной сварки сеток, не уступающая по техническим характеристика ведущим зарубежным производителям таким как, Clifford, Schnell, AWM. Данная конструкция выгодно отличается от других, использованием модульного принципа построения линии по производству сеток. Основная особенность конструкции заключается в постепенном наращивании возможностей линии за счет установки дополнительных модулей. Таким образом, приобретая изначально только сварочный портал, можно в дальнейшем, при необходимости увеличения производительности, доукомплектовать линию необходимыми модулями.
Многоточечные машины контактной сварки для производства сварной сетки необходимы в том случае, когда возникают повышенные требования к производительности, качеству продукции. Применение автоматических и полуавтоматических многоточечных машин контактной сварки позволяет максимально эффективно решать вопросы производительности и качества продукции. Автоматические линии различаются по способу загрузки проволоки.
Линия для изготовления сварных сеток из мерных прутков работает с предварительно правлеными и нарезанными в размер прутками, которые из бункерных лотков в автоматическом режиме подаются в зону сварки. Полуавтоматические линии работают только с мерным прутком, при этом подача поперечных прутков осуществляется из бункера, а продольные прутки загружаются в позицию подачи к сварочному порталу вручную.
Принцип действия машин:
Сварочный портал WP
Модуль подачи продольных прутков SM
Модуль мерного реза гильотинного типа GC
Пакетировщик PU
1) Заранее нарубленные поперечные прутки подаются оператором посредством кран-балки либо грузоподъемного механизма в бункер модуля подачи поперечных прутков.
2) Продольные мерные прутки заряжаются либо напрямую в сварочный портал, либо в модуль подачи продольных прутков. В случае использования модуля подачи продольных прутков сокращается время простоя сварочной машины, за счет загрузки прутков в позицию подачи к сварочному порталу в процессе производства предыдущей сетки.
3) После подачи команды запуска сетка начинает свариваться на сварочном портале.
4) Далее сетка с помощью встроенного механизма протяга сварочного портала перемещается на модуль мерного реза гильотинного типа, где происходит поперечная резка сетки в карты. После этого сетка переходит на модуль пакетирования и кантования, где происходит её сброс на грузовую телегу, для последующего вывоза. Переворот каждой второй сетки, для более компактного формирования пакета, может осуществляться кантователем.
Сварочный портал
Сварочный портал является основной частью линии. Такие величины как максимальная производительность линии, диаметр свариваемых прутков, геометрические размеры и конструкция сетки определяются характеристиками сварочного портала. Сварочный портал укомплектован модулем подачи поперечного прутка. Для уменьшения требований к электрическим мощностям сварочный портал может использовать каскадный режим сварки (сварка поперечного прутка производится электродами последовательно).
Технические характеристики сварочных порталов полуавтоматической линии:
| Сварочный портал | WP-1000.75 | WP-2000.150 | WP-1000.150 | WP-2000.300 |
| Диаметры свариваемых прутков, мм | 3-6 | |||
| Размер ячеек (шаг 50мм), мм | от 50×50 до 200х200 | |||
| Максимальная ширина сетки, мм | 1000 | 2000 | 1000 | 2000 |
| Максимальное количество точек сварки, шт | 20 | 40 | 20 | 40 |
| Подача поперечного прутка | автоматически (бункер) | |||
| Подача продольного прутка | вручную/ с модуля подачи | |||
| Режим сварки | каскадный | каскадный/одновременный | ||
| Мощность сварочных трансформаторов, кВт | 75 | 150 | 150 | 300 |
| Потребляемая мощность, кВт | 10 | 40 | 40 | 80 |
| Производительность (поперечных прутков в минуту) | 10-15 | 10-15 | 40-60 | 40-60 |
Модуль продольной подачи прутков SM
Модуль подачи продольных прутков позволяет производить загрузку прутков к сварочному порталу в процессе производства предыдущей сетки, благодаря этому, сокращается время простоя линии, что ведет к увеличению производительности в среднем в 1,5-2 раза. Продольный пруток оператор вручную подводит к индивидуальному захвату. Перемещение продольных прутков к сварочному порталу осуществляется с помощью каретки. Датчики наличия проволоки позволяют исключить возможность изготовления бракованной сетки.
Модель SM-1000
Максимальная ширина сетки, мм……………………………………………………………1000
Максимальная длина сетки, мм………………………………………………………………3000*
Возможный размер ячеек, мм…………………………………..…от 50 до 200 с шагом 50мм
Количество подаваемых прутков, шт…………………………………………………………20
Модуль мерного реза гильотинного типа GC
Модуль гильотины предназначен для поперечной резки сетки на заданную длину. Позиции реза гильотины конфигурируется на блоке управления сварочного портала. В гильотине используется электродвигатель, приводящий в движение маховик. При подаче команды реза маховик через редуктор приходит в сцепление с валом посредством зажимной муфты. Вал приводит в движение эксцентрики, которые поднимают и опускают ножи.
Модуль пакетирования PU
Основной задачей модуля пакетирования и кантования является освобождение сварочного портала от готовой сетки. Готовая сетка выгружается на вывозную телегу. В случае необходимости иметь более компактный штабель пакетировщик может быть укомплектован узлом кантования, переворачивающим каждую вторую сетку. Модули пакетирования представлены серией PU.
Сварная кладочная и арматурная сетка

Качественная сборка, надёжное оборудование для производства сварной сетки. Вы можете выбрать линии или изготовить по индивидуальным параметрам, которая будет разработана под ваши требования.
Чем отличается наше оборудование?
- Стоит в среднем в 1,5 раза дешевле, чем у конкурентов.
- Мы изготавливаем ручные, автоматические и полуавтоматические машины многоточечной сварки. Заказчик может подобрать для себя оптимальный вариант с точки зрения производственных задач и бюджета.
- Производим станки в разном исполнении — как с пневматическими, так и с механическими приводами.
- В каталоге представлено специализированное оборудование, имеющее узкую направленность. Отдельно мы выделили линии с увеличенными показателями производительности, а также бюджетные модели. Таким образом, у нас вы можете заказать, например, автоматический станок многоконтактной точечной сварки по демократичной стоимости.
- При сборке используем качественные комплектующие от мировых производителей.
- По сравнению с аналогами наши линии для изготовления сварных сеток из проволоки характеризуются увеличенной металлоемкостью. Это позволяет предупредить деформацию металла при высоких эксплуатационных нагрузках.
Автоматическая линия и полуавтоматическая многоточечная машина контактной сварки сеток
Наше оборудование серии AL Optimum, AL Speed обеспечивает высокую скорость производства в больших объемах при сохранении отменного качества продукции. При автоматической контактной сварке сетка изготавливается с размерами ячеек, которые обозначены в программном обеспечении. Требующийся материал — проволока — поставляется в бухтах 2,5-6 мм.
Полуавтоматическая линия PAL многоточечной сварки сваривает сетку из нарезанной проволоки 3-6 мм, которая поступает в сварочный портал с автоматического бункера подачи и с модуля подачи и торцевания продольных прутков. Длина сетки зависит от длины продольных прутков (до 6000 мм), а ширина может быть в пределах сварочного портала (до 4000 мм). Шаг поперечных прутков задаётся программой (плавно или кратно 50 мм). Для нарезки проволоки под размеры используется правильно-отрезной станок. Готовые прутки автоматически подаются из бункерных лотков в зону сварки. При необходимости можно совмещать проволоку разного диаметра.
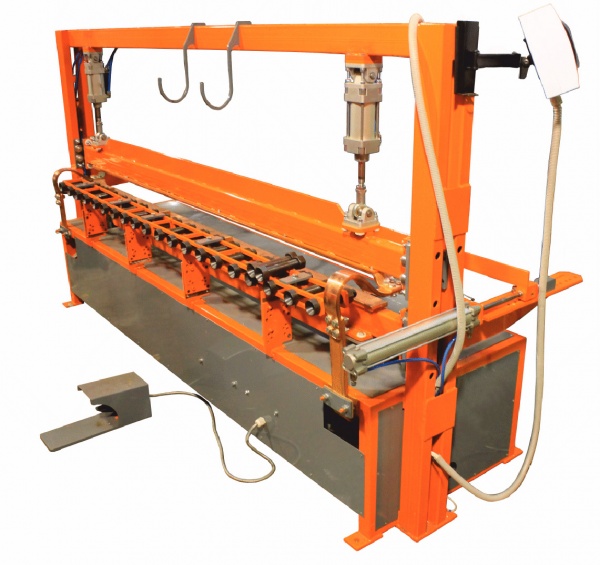
Ручная сварочная линия сварки строительной и арматурной сетки
Это простое в работе и обслуживании оборудование по умеренной цене. Зачастую ручная сварочная линия RL, RLT или RLM — оптимальный вариант для старта бизнеса. Такое оборудование подойдёт небольшим заводам ЖБИ, металлобазам, частным предпринимателям.
Ручные линии RL, RLT или RLM — более доступная альтернатива машинам многоточечной контактной сварки сеток. Вы сэкономите как на самих станках, так и на обучении персонала и покупке расходных материалов. На сегодняшний день большинство клиентов нашего предприятия выбирают именно ручные линии для производства сварной сетки.
Тяжёлая ручная линия серии RLT
Линии серии RLT предназначены для сварки тяжёлых арматурных сеток (ГОСТ 5781-82) с мерных прутков, диаметром 6-12 мм. Данный станок получил широкое применение на заводах ЖБИ, где требуется максимальная универсальность и быстрая переналадка. Линии серии RLT позволяют изготавливать сварные сетки со следующими габаритными размерами: ширина от 2 до 3 метров, длина от 1 до 6 метров (*также изготавливаем линии данной серии по техническому заданию Заказчика).
Мерные прутки производятся с помощью правильно-отрезного станка SPO 6-12.Также рекомендуем оснащать данную линию модулем системы охлаждения MSO-60 для исключения перегрева трансформатора.
На базе RLT возможно изготовление производственной линии в сборе RDN-300.
Заводом предоставляется бесплатная гарантия 12 месяцев, круглосуточная техническая поддержка, сервисное обслуживание, обеспечение расходными материалами и запасными частями на протяжении всего жизненного цикла оборудования.
Цена на наше оборудование на порядок ниже конкурентов, а сроки производства сведены к минимуму. Это достигается:
- Во-первых, благодаря замкнутому циклу производства, а именно наличию собственного центра металлообработки, слесарно-сборочного цеха, участка резки и гибки листового материала и полимерно-порошковой покрасочной камеры.
- Во-вторых, наши заказчики не переплачивают за маркетинговые уловки, услуги посредников, задержки поставщиков.
- В-третьих, мыпроектируем оборудование без излишеств, удобное в настройке и обслуживании с безопасным доступом к узлам.
Преимущества нашего оборудования:
- Низкая стоимость
- Простая и надёжная конструкция
- Отличное качество провара
- Простая и быстрая переналадка на другие диаметры проволоки и размеры ячеек
- Комплектующие от ведущих мировых производителей
- Повышенная металлоемкость, даже при сверх нагрузках деформация рамы исключена
- Низкое энергопотребление
- Для эксплуатации не требует высококвалифицированного персонала
| Максимальная ширина сетки, мм. | 3300 |
| Максимальная длина сетки, мм. | 6000 |
| Диаметр продольных прутков, мм. | 6-12 |
| Диаметр поперечных прутков, мм. | 6-12 |
| Размер ячеек, мм. | 50-200 (плавно) |
| Количество трансформаторов (ТК-401), шт. | 1 |
| Пиковая мощность, кВт. | 100 |
| Усреднённое потребление электроэнергии, кВт/ч | 5-10 |
| Напряжение питающей сети, В. | 380 (50 Гц.) |
| Расход сжатого возуха, л/мин. | 500 |
| Давление сжатого воздуха, атм. (бар) | 6 |
| Скорость сварки, рядов/мин. | 15 |
| Масса, кг. | 1500 |
| Габаритные размеры установки (Д х Ш х В), мм. | 3400 х 900 х 1500 |
* Готовы изготовить линию по техническому заданию Заказчика
Продам Решение для сварки плоских арматурных сеток – линии сварки серии РЛ и РЛТ в Новосибирске

· Возможность сварки широких сеток. В отличии от машин одноточечной сварки, максимальная ширина на данный момент составляет для линии серии РЛТ 3200мм.
· Высокая степень универсальности станков РЛ и РЛТ. Возможность сварки сеток с проемами, сеток с различными диаметрами прутков, сеток с различным шагом между продольными прутками. При этом высокая скорость перестройки станка делает его привлекательным для сварки мелких партий или штучных сеток.
· Наличие системы механизированного перемещения сетки, что позволяет сваривать тяжелые каркасы весом до 400кг.
· Невысокая стоимость по сравнению с машинами многокон
У большинства предприятий, занимающихся выпуском железобетонных изделий сегодня существует потребность в изготовлении плоских сварных каркасов для армирования изделий ЖБИ. На сегодняшний день существует достаточно много способов решить данную задачу, например, таких как: сварка каркасов при помощи многоточечной линии контактной сварки, сварка на машине одноточечной сварки, сварка при помощи ручной дуговой или полуавтоматической сварки. Все перечисленные способы имеют как ряд достоинств, так и ряд существенных ограничений.
Рассмотрим пример сварки каркасов на машине многоточечной сварки - он обладает достаточно высокой скорость сварки сеток, но требует и серьезных инвестиций в её установку на предприятии, а также не всегда рентабелен. В таком случае производства мелких серий каркасов время, потраченное на переналадку машины во много раз превосходит время, затраченное на процесс изготовления самого сварного каркаса.
К особенностям машины одноточечной сварки можно отнести её простоту в эксплуатации, практически полное отсутствие переналадок, низкую стоимость и высокую степень универсальности. Без машины одноточечной сварки сегодня не может обойтись любое предприятие по выпуску ЖБИ. Из очевидных недостатков машины одноточечной сварки можно выделить: её низкую производительность, высокую сложность сварки тяжелых каркасов, а также невозможность сварки широких сеток из-за ограниченного вылета «хобота» машины.
Использование дуговой сварки для сварки плоских сварных каркасов, при низких первоначальных инвестициях в оборудование, отличается самой низкой производительностью труда. Дуговая сварка – другая крайность, она применяется в случае невозможности позволить себе изготовление каркасов на более производительном оборудовании.
Анализ оборудования на рынке показал, что для решения задач сварки плоских сеток из проволоки и арматуры оптимальным вариантом вложения денег, скорости оборота и получении результата может стать линия ручной сварки серии РЛ или РЛТ. Из ключевых особенностей можно выделить следующее:
· Невысокая стоимость по сравнению с машинами многоконтактной сварки.
· Простота обслуживания и эксплуатации позволяет применять станок не только на оборудованных заводских площадях, но и непосредственно на строительных площадках, временных производственных комплексах.
Ручная линия многоконтактной сварки серий РЛ и РЛТ компенсирует все недостатки одноточечных станков, превосходя их в удобстве работы (эргономичности), опережает по объему готовой сетки, и бесспорно конкурирует по стоимости с автоматическими и полуавтоматическими машинами.
Принцип работы линии ручной сварки заключается в следующем:
· Оператор заряжает продольные прутки через направляющие втулки в станок, при этом механизм торцевания продольных прутков позволяет аккуратно выровнять вылеты продольных прутков.
· Вручную оператором производится укладка поперечного прутка на специальные упоры.
· Далее производится сварка перекрестий. Для этого молоток, изготовленный из износостойкого токопроводящего сплава, помещается на место сварки. По нажатию оператором педали, пневмоцилидры опускают верхнюю электрическую шину на молоток таким образом, что молоток оказывается надежно прижат между электрическими шинами и сеткой, после чего происходит процесс контактной сварки.
· После завершения сварки поперечного прутка, по нажатию соответствующей кнопки оператором, происходит перемещение сетки на заранее заданный шаг.
Серийное производство НПО «Росстройтех» предлагает несколько модификаций ручных линий для сварки сеток - это станки серии РЛ, предназначенные для сварки сеток шириной до 2000мм из проволоки до 6мм, и станки серии РЛТ предназначенные для сварки тяжелых и широких каркасов из арматуры диаметром до 16мм с шириной 3200мм. Также линии РЛТ оснащаются подвижной нижней шиной, что позволяет существенно увеличить её долговечность.
Использование ручных линий сварки сетки сегодня является экономически обоснованным на предприятиях, выпускающих ЖБИ изделия. Доказательством этому может служить широкое применение линий сварки на множестве предприятий России и ближнего зарубежья, причем они находят себе применение, как и на крупных домостроительных комбинатах, так и на небольших производственных предприятиях.
Ручная линия для производства сетки из металла
Данная машина предназначена для организации экономичного производства арматурной сетки. Ручная линия для производства сетки из металла отличается простотой конструкции и стоимостью в разы меньшей по сравнению с машинами многоконтактной сварки.
Уникальная технология крепления медных шин позволяет легко и просто менять медные шины по мере их истирания.
Что можно производить на линии
Использование ручной линии сварки сеток позволяет быстро и максимально эффективно организовать производство широкой сварной сетки до 2000мм. К уникальным особенностям ручных линий следует отнести возможность сварки плоских каркасов с проемами, возможность изготовления нестандартных сварных сеток — например, с прутками различного диаметра. Использование ручных линий сварки сеток с автоматическим механизмом протяга сетки позволяет использовать её при изготовлении сеток с повышенными требованиями к геометрии сетки.
Характерной особенностью сварной сетки из металла является долговечность. Это достигается благодаря способу производства. Металлические прутья переплетаются друг с другом и согласно конструкции свариваются в местах соединения. Для повышения эффективности может быть организовано производство оцинкованной сварной сетки уже из имеющейся оцинкованной проволоки. Также же сетку можно сделать из обычных металлических прутьев и тогда ее оцинковать или покрасить порошковой или обычной краской.

Сварная сетка на строительном рынке считается достаточно потребляемым товаром. Поскольку он широко используется в качестве армирующего материала или в виде ограждений. Из-за высокого спроса и темпы производства должны быть высокими. Это должны быть автоматизированные процессы с использованием специального оборудования. Но в этой статье мы говорим, что ручная линия для производства сетки из металла — это отличный старт для вхождения на рынок металлических ограждений и арматурной сетки из металла.
Для чего предназначены линии для производства сетки
Полуавтоматическая линия для производства сетки предназначена для изготовления сварных заборных ограждений 3D, габионов, перегонов. Линии для производства сетки обладает надёжной конструкцией, высокой производительностью и низкой ценой. Данный вариант сварочной машины отлично подойдёт для открытия нового направления в действующем предприятии или для организации собственного бизнеса. Линия обладает высокой скоростью сварки и минимальными габаритными размерами. Полуавтоматическая линия способна сваривать заборные секции с размерами 2500 х 3000 мм. Путем перенастройки сварочных параметров вы также можете сваривать секции 3000 х 2500 мм, где 3000 — ширина, а 2500 высота.
При организации производства используется линия для производства сетки, где функциональную роль играет диаметр проволоки, из которой в дальнейшем будет изготавливаться сетка. Если за основу взять проволоку большого диаметра, то ее разрезают на мерные отрезки и укладывают в лоток станка. Из этого лотка создается набор продольных стержней, которые размещаются на определенном расстоянии. А поверх другого передвижного лотка укладываются поперечные стержни. Примерно на таком принципе работает линия для производства сетки из металла.
В зависимости от модели линия для производства сетки может работать по-разному. Только один из типов стержней может двигаться. Соприкасаясь со стержнями, они закрепляются и привариваются. Используя арматуру меньшего диаметра, можно организовать автоматическую подачу продольных и поперечных компонентов сетки. Здесь важна синхронизация сварки, она возможна только на современном оборудовании.
Что входит в базовую комплектацию
Линия для производства сетки комплектуется следующими модулями
- Сварочный портал
- Автоматический бункер для подачи поперечных прутков серии BP
- Модуль протяга с сервоприводом
- Лотковый модуль подачи и торцевания продольных прутков серии MP
- Шаблон для быстрой переналадки продольного шага 50/55/60 мм на модуле подачи и сварочном портале
Цена на оборудование на порядок ниже конкурентов, а сроки производства сведены к минимуму.
Почему линия для производства сетки доступная по цене
- Благодаря замкнутому циклу производства, а именно наличию собственного центра металлообработки, слесарно-сборочного цеха, участка резки и гибки листового материала и полимерно-порошковой покрасочной камеры
- Наши заказчики не переплачивают за маркетинговые уловки, услуги посредников, задержки поставщиков.
- Проектируем оборудование без излишеств, удобное в настройке и обслуживании с безопасным доступом к узлам.

Сервис и обслуживание линии
Гарантия 12 месяцев на все оборудование и круглосуточная техническая поддержка. Сервисное обслуживание, обеспечение расходными материалами и запасными частями на протяжении всего жизненного цикла оборудования. Линия для производства сетки должна работать без простоев и с максимальной эффективностью
Характеристики ручных линий
| Диаметры свариваемых прутков, мм | от 3х3 до 6х6 (8х8) при максимальной мощности | ||
| Размер ячеек (с шагом 50 мм), мм | от 50×50 до 200х200 | ||
| Максимальная ширина сетки, мм | 1000 | 1500 | 2000 |
| Мощность сварочных трансформаторов, кВт | 75 8 ступеней регулировки, рабочая мощность 40 кВт для прутков до 6х6 мм | ||
| Напряжение питания, В | 380 | ||
| Расход сжатого воздуха, л/мин | 200-300 | ||
| Давление сжатого воздуха, атм | 6 | ||
| Расход охлаждающей воды, л/ч | 400 | ||
Более подробное описание организации бизнеса по производству заборных ограждений 3D с использованием полуавтоматической линии по запросу — оставьте заявку
Читайте также: