Ручная плазменная точечная сварка
Обновлено: 18.05.2024
В настоящее время альтернативой обычному электросварочному аппарату стал инвертор плазменной сварки и резки.
Ранее это устройство активно использовалось только в промышленности, однако с каждым днем оно все более часто находит свое применение и в бытовой сфере.
Этот факт и обусловил актуальность данной статьи, в которой будут рассмотрены инверторные сварочные аппараты как тип, охарактеризованы их основные виды, а также проанализированы преимущества и недостатки этого многофункционального устройства.
Инверторный плазменный сварочный аппарат – что это такое
Сварочный аппарат плазменного типа – устройство, имеющее сравнительно небольшой размер и потребляющее минимальное количество электроэнергии. При помощи плазменного инвертора осуществляется соединение и резка черных и цветных металлов.
Принцип его работы заключается в том, что при помощи электрических разрядов специальная смесь (аргон, азот, воздух или водород) превращается в плазму, максимальная температура которой колеблется в промежутке от 6 до 7 тысяч градусов (оценки температуры у разных производителей расходятся, да и не особо это важно для конечного потребителя в большинстве случаев).
Это приспособление состоит из плазмотрона (резака) и источника питания (в данном контексте, мы говорим об инверторе). Плазмотрон инвертора, в зависимости от функционального назначения установки, может быть прямого и косвенного действия. Сварочный аппарат с плазмотроном прямого действия используется при необходимости генерации дуги, а механизм косвенного действия активно применяют в случаях, когда требуется генерация струи плазмы.
После окончания работы плазмотрон нуждается в охлаждении, поскольку образуемая им плазма достигает очень высоких температур. В зависимости от способа охлаждения плазмотрона сварочные аппараты подразделяются на охлаждаемые при помощи воздуха и воды. Первый вид наиболее выгоден с финансовой точки зрения, а второй – максимально эффективен, но сложен в использовании.
К сведению! Инвертор плазменной резки можно противопоставить с плазменным выпрямителем, друг от друга эти устройства имеют ряд отличий.
Аппарат для сварки превращает переменный электрический ток в постоянный, а затем снова возвращает его в прежнее состояние, в то время как выпрямитель работает лишь с переменным током
Инвертор плазменной резки: плюсы и минусы
Как и любой другой сварочный аппарат, плазменный инвертор имеет свои достоинства и недостатки, в сравнении с устройствами для газовой, электродуговой, электрошлаковой, лазерной и другими видами сварки.
Имеет высокую эффективность нагрева металла, в отличие от газовой сварки, в процессе которой этого добиться практически невозможно
Может сваривать максимально толстые детали (это свойство, кроме плазменного, обеспечивает только аппарат для электрошлаковой сварки, в то время как все остальные устройства имеют ограничения в объеме деталей, с которыми работают)
Способен работать со всеми видами металлов и даже с неметаллическими веществами, чего не может гарантировать больше ни один сварочный аппарат
Отличается высокой стоимостью, в отличие от устройства для газовой сварки, приобретение которого не ударит по кошельку среднестатистическому пользователю
Характеризуется инфракрасным и ультрафиолетовым излучением, а также насыщением воздуха вредными ионами, в противовес абсолютно безопасной лазерной сварке
Где применяются
Плазменный сварочный аппарат многофункционален, в силу чего нашел свое применение во многих сферах деятельности. Его используют:
- В процессе термической обработки стали и других металлов.
- При соединении (сварке и пайке) или резке черных и цветных металлов.
- В процедуре воронения стали.
- Для резки плитки, стекла, бетона и прочих материалов.
Видео — как работает плазменный резак
Вот, к примеру резка керамической плитки Мультиплазом 3500:
Популярные производители и модели
Наиболее популярными производителями инверторных сварочных механизмов плазменного типа являются компании Горыныч, Плазариум и Мультиплаз. Какой лучше, судить конечным пользователям, вы можете перейти по ссылкам в тексте ниже, чтобы ознакомиться с отзывами по конкретным моделям.
Основной особенностью модели компании-производителя Горыныч является тот факт, что в качестве смеси, используемой для образования плазмы, в ней применяется вода в чистом виде или в смешении со спиртом.
Это свойство становится препятствием для образования коррозии. Работать такой аппарат может как от сети, так и от генератора.
Принцип работы устройства фирмы Мультиплаз схож с предыдущим. Еще одним достоинством этого инвертора является компактный размер, ведь вес его «младших моделей» (подробности см. по ссылке) не превышает шести килограмм. Кроме того, такой сварочный аппарат, в отличие от своих аналогов, в процессе работы практически не выделяет вредных веществ.
Компания Плазариум не разрабатывает таких мощных устройств, как ее конкуренты. Соответственно, цены на ее продукцию гораздо ниже. Однако характерным нововведением моделей этой фирмы является наличие на аппаратах специальных датчиков, помогающих регулировать температуру сварки, чтобы избежать поломки вследствие перегрева.
Плазменная точечная сварка при производстве вагонов
Краткое описание технологии плазменной сварки при производстве вагонов
Проект IGM г. Тверь
SBI Produktion technischer Anlagen GmbH.
Dr. Dipl.-Ing. Stefan Gießler
Плазменная точечная сварка
Свойство плазменной дуги глубоко проникать в металл за определённый промежуток времени лежит в основе принципа плазменной точечной сварки металлов.
Сущность этого способа состоит в точечном соединении листов металла толщиной от 0.2-3.0 мм, используя тепловую энергию плазменной струи. Для производства такого соединения необходимо сжать, для удаления зазора между листами, плазменной горелкой место соединения и нажатием кнопки произвести сварку. Необходимая продувка газов и сам процесс сварки произойдёт автоматически.
В зависимости от поставленных задач возможна поставка различных модификаций плазменных горелок как для ручной так и для автоматической сварки.
При старте процесса сварки, благодаря встроенному высоковольтному блоку зажигания дуги (осцилятору), происходит ионизация плазмообразующего газа и при одновременной подаче напряжения от инвертора, загорается электрическая дуга между вольфрамовым электродом и свариваемым изделием.
В отличии от свободно горящей дуги источников TIG сварки, электрическая дуга фокусируется керамическим плазмообразующим соплом и превращается в струю ионизированного газа (плазму). В зависимости от количества переданной энергии расплавляется верхний и частично нижний (до определённой глубины) лист металла, расплавленные металлы смешиваются и после погасания дуги застывают, образуя неразъёмное соединение.
Вольфрамовый электрод находится в середине горелки и зазор между электродом и свариваемым изделием составляет 1-5мм в зависимости от толщины изделий.
Рис.1 - Функциональная схема плазменной точечной сварки PSW-500
На передачу тепловой энергии к месту сварки влияют следующие параметры:
- Сила сварочного тока
- Длительность процесса сварки
- Модуляция сварочного тока
- Количество и качество газа
Качество газа:
Для защиты электрода и сопла от перегрева лучшим газом считается аргон, т.к. он инертен и имеет малую теплопроводность. Однако аргон малоэффективен для преобразования электрической энергии в тепловую. Водород обладает высокой теплопроводностью и лучше других преобразуют энергию дуги в тепловую, однако в чистом виде это приводит к перегреву и разрушению сопла.
Для хром–никелевых сталей и сталей с толщиной больше 1.5мм в качестве стандартного газа применяется аргон с примесью водорода от 2-6%. При увеличении части водорода в аргоне происходит резкое увеличение излучаемой энергии на свариваемое изделие, это связано с существенно большей теплопроводностью водорода по сравнению с другими газами.
Рис 2 - Теплопроводность защитных газов
Для контроля проникновения энергии через листы металла, особенно если нижний тоньше верхнего листа и предотвращения прожогов, применяются медные подкладки под нижними листами. Медные подкладки защищают нижний лист от перегрева и одновременно увеличивают зону расплавления верхнего листа.
Очень большую роль для этого вида сварки играет теплопроводность свариваемого материала. Хром-никелевые стали имеют низкую теплопроводность и поэтому очень хорошо свариваются, по сравнению, например, с алюминием и его сплавами.
Плазменная сварка стыковых, нахлёсточных и тавровых соединений
Плазменная дуга
Плазма - это ионизированный газ, состоящий из положительно и отрицательно заряженных частиц, общий заряд которых равен нулю. Основным фактором, вызывающим ионизацию, является высокая температура газа, поддерживаемая энергией электрического тока.
Тем самым в плазму можно преобразовать обычные газы. Однако в сварочной технике, понятие плазмы используется в отношении принудительно сжатой дуги, обладающей большой энергией. Важно отметить, что за счёт фокусировки дуги достигается высокая плотность энергии на заготовке.
Плазменная горелка или плазмотрон работает с двумя независимыми друг от друга дугами. Для облегчения возбуждения основной дуги используется дежурная или вспомогательная дуга. Вспомогательная дуга имеет отдельный источник питания (пилотинвертор) и горит между вольфрамовым электродом и плазмообразующим соплом. Электрод и сопло охлаждаются встроенным в сварочный аппарат холодильной установкой. Основная дуга (плазменная струя) горит между электродом и свариваемым изделием.
Плазменной струёй можно сваривать почти все металлы с различным пространственным расположением швов. Защитный газ аргон является одновременно и плазмообразующим газом.
К достоинствам плазменной дуговой сварки относится стабильность дуги при изменении её длины, высокая производительность процесса сварки, повышенный провар без раздела кромок.
При сварке, в случае необходимости, применяют присадочный материал, который вводят прямо в сварочную ванну вручную или автоматически.
Рис.3 - Функциональная схема PMI-500
Для этого вида сварки обычно используют два газа, плазмообразующий и защитный. При необходимости для улучшения поверхности и корня сварочного шва, производят их дополнительную формовку.
Плазмообразующий газ в большинстве случаев аргон первого сорта (Ar 4.6), ионизируясь, превращается в плазму, становится электропроводящим и переносит необходимое количество энергии к свариваемому изделию.
Защитный газ предотвращает доступ кислорода к сварному шву. Часто используют защитный газ с добавкой водорода или гелия для увеличения энергии в месте сварки.
Для формирование корня шва используются подкладки с выфрезерованной канавкой для подачи газа. Используемые газы - аргон или аргон с добавками водорода в зависимости от требований к сварном швам.
Для формирования поверхности сварного шва используется устройство(сапожок), которое крепится на горелке и выходящий газ защищает во время остывания металла сварной шов от доступа кислорода. Используемые газы, аргон или аргон с добавками водорода в зависимости от требований к сварном швам.
По сравнению с аргонодуговой сваркой неплавящимся электродом преимущества плазменной сварки следующие:
- меньшее влияние расстояния от торца сопла до изделия на геометрические размеры зоны проплавления;
- меньшее влияние изменения тока на форму дуги, а следовательно, и на стабильность проплавления металла;
- высокая надежность зажигания дуги, благодаря дежурной дуге;
- отсутствие включений вольфрама в сварном соединении;
- повышение скорости сварки;
- меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке необходим ток почти в два раза меньший по сравнению с аргонодуговой сваркой, сварные швы более узкие и с меньшей зоной термического влияния.
Макеты установки.
(1.0) Сварочные агрегаты PMI 500
(2.0) Подача присадочной проволоки с встроенным устройством переключения для выбора вида горелки(точечная или стыковая сварка)
(3.0) Ручная плазменная горелка APW 150 W с подачей проволоки
(4.0) Ручная плазменная горелка для точечной сварки PSW
Рис. 4 - Макет рабочего места для ручной сварки
Рис.5 - Макет рабочего места для автоматической сварки
Рис.5:
1) Сварочный агрегат PMI 500
2) Устройство переключения нужной горелки с встроенными регуляторами плазмообразующего газа.
3) Катушка с присадочной проволокой
4) Подающее устройство
5) Плазменная горелка для стыковой сварки APW 500 MT 180°
6) Плазменная горелка для точечной сварки с разъёмом для автоматической замены.
Ручная плазменная точечная сварка
Автоматическая плазменная точечная сварка окон вагонов
Плазменная сварка - принцип работы и ТОП-3 аппарата

Для соединения деталей из вольфрама (W), молибдена (Mo), различных структур нержавеющих сталей и никелевых сплавов (авиа и приборостроение) применяется сварка плазморезом, где поток плазмы является источником энергии. Температура плазменной дуги порой достигает 30000°C, тогда как привычная всем электрическая дуга имеет только 5000-7-000°C – разница довольно-таки существенная. Практика показала, что данный способ оказался гораздо эффективнее по многим параметрам, по сравнению с классической газовой и электрической сваркой.

Технология сварки и резки металлов плазмой
Принцип плазменно-дуговой технологии сварки заключается в мощном прогреве обрабатываемых металлов плазмой, которая в данном случае является ионизированным газом, полученным при работе электрической дуги под повышенным давлением. Горелка, которую используют в таких агрегатах, называется плазмотроном – с ее помощью можно варить и резать любые металлы, отображенные в периодической таблице Менделеева. Также плазмотроном можно варить и резать неметаллы, если этому не препятствуют физические или химические свойства материала, как то, отсутствие адгезии, различные особенности вступления в реакцию и т.п.
Основные особенности плазменной сварки
Рассмотрим существенные особенности, которыми обладает плазменно-дуговая сварка. В рабочую зону из плазмотрона выбрасывается струя плазмы, но иногда при необходимости также используется дополнительный инертный газ для создания защитного облака, которое создает оптимальные рабочие условия для химически нейтральной среды. В результате получается, что вся термическая энергия через плазменную струю передается на сварочную ванну, но при этом лишь частично (в малом количестве) попадает на близлежащие области. Для корпуса плазменной горелки используется сталь, а для анода – медь. При этом у медного электрода имеется специальная полость, по которой поступает вода для охлаждения, а между ним и катодом с давлением от 2-х до 5-ти атмосфер поступает рабочий газ для подпитки дуги.
Видео описание
Горынычъ - аппарат плазменной сварки и резки
Итак, газ в плазмотроне нагревается от плазменной дуги, что приводит к его ионизации. Объем горячего газа за счет свойства теплового расширения увеличивается от 50-ти до 100-а раз, что способствует скоростному выбросу из сопла. Получается, что кинетическая и тепловая энергия являются главной причинно появления мощного энергетического потока у плазменной сварки. Следует еще отметить, что в плазмотроне обычно применяются горелки постоянного тока.
Существует несколько разновидностей таких агрегатов:
- дуга находится между плавящимся электродом и сварочной ванной;
- дуга находится между НЕ плавящимся электродом и сварочной ванной, а плазма выбрасывается струей газа.
Примечание: для образования плазмы используются такие газы, как аргон (Ar), азот (N2), кислород (O2) или обычный воздух.
Также все сварки такого типа различаются по величине силы тока:
- малые (микроплазменные) – 0,1-50 А;
- средние – 50-150 А;
- большие от 150 А и выше.
Если микроплазменный вариант позволяет избежать прожогов в свариваемых деталях, то агрегаты, работающие на больших токах, проплавляет металл толщиной до 8 мм за один проход без кромочной разделки, что позволяет без особых затруднений резать заготовки. Вполне естественно, что на средних токах вы сможете как варить, так и резать металл.
Выбор плазменного сварочного аппарата
По большому счету плазменный сварочный аппарат состоит из двух основных модулей – это источник электропитания с интегрированным инвертором и сварочная горелка, а все остальное можно назвать дополнениями. При помощи такого агрегата можно варить, резать или даже паять самые разные металлы, невзирая на их повышенную толщину, так как плазменный поток разогревает материал гораздо лучше, нежели обычная газовая или электрическая сварка.

История развития плазменной сварки
Плазменную сварку можно отнести к разряду новых технологий, хотя ее стали применять еще в прошлом столетии, но давайте сделаем короткий экскурс в историю. В конце 50-х годов XX века инженеры-конструкторы американской компании Union Carbide Corp сделали первый аппарат плазменной резки, хотя при этом питались идеями физика из Соединенных Штатов И. Ленгмура. Несмотря на то, что данный метод начали применять 70 лет назад, его можно назвать всего лишь прообразом современной технологии. Все методы защиты сварочной ванны с применением инертных газов, а также разработку портативных аппаратов придумали в период с 1963 по 2006 годы.
Резаки предназначены для комплектации аппаратов ручной плазменной резки – плазморезов с контактным и бесконтактным способом зажигания дуги, имеющих разъемы ЭА и ZA Источник prompostavka.in.ua
Безусловно, плазменная резка, которая увидела свет в 1963 году, значительно увеличила скорость производства, но при этом была одна существенная проблема – на металлическую поверхность сильно воздействовало окисление. В 1965 году начали впрыскивать воду, и это снизило процент окалины, но инженеры-конструкторы на этом не собирались останавливаться. В результате исследований в 1987 году появляется резак с контактным пуском, а в 1990 с плазмой начали работать под водой на глубине до 5 (пяти!) метров. В 1999 мир услышал о создании коаксиальной технологии (газ поступает по общей оси), а в 2006 году начали использовать портативные полуавтоматы.
Популярность и назначение плазменной сварки
На сегодняшний день плазменные агрегаты претендуют на завоевание основной ниши на рынке сварочных аппаратов, причем популярность таких моделей стала расти и не только в промышленном секторе, но и среди бытовых потребителей. Если быть более точным, то можно обратиться к цифрам: сейчас 65% работ, которые раньше выполнялись при помощи электросварки, отошли в сферу деятельности плазмы, то есть, уже больше половины и это явный и стремительный прогресс.

При помощи плазменного оборудования монтируют трубопроводы разного назначения, ее используют в машино- и самолетостроении, строительстве, ремонте различных механизмов, но это лишь часть всей сферы применения. Кроме того, способность плазмотрона обрабатывать неметаллы может заменять гидроизоляцию, например, оплавление стыков железобетонных блоков, плит и перекрытий.
Такой метод имеет ряд неоспоримых преимуществ:
- высокая температура плазмы при резке и сваривании материалов:
- повышенный уровень КПД;
- низкий расход инертных газов;
- малая площадь прогрева, что практически исключает деформацию и существенно понижает усадку шва;
- применение технологии не только для металлов, но также для неметаллов;
- отпадает потребность в периодическом приобретении баллонов с газом или их заправке;
- агрегат легко перемещать с место на место;
- повышенный диапазон по толщине металлических заготовок для обработки;
- улучшенная система безопасности;
- доступная стоимость.
Наиболее популярные в России аппараты плазменной сварки
МППК (многофункциональный портативный плазменный комплекс) Горыныч рассчитан на выработку плазм из жидкости – воды или водно-спиртовой смеси, где пар выполняет защитную функцию. Такие агрегаты производят с силой тока 8,10 и 12 A и при этом они универсальны, то есть, Горыныч может, как резать, так и варить разные детали, но это не все. Задав необходимую мощность, аппарат можно использовать в качестве паяльной лампы, кузнечного горна и даже огнетушителя, если в качестве жидкости используется вода. МППК достаточно легок – масса плазмотрона с кабелем и шлангом не превышает 5,4 кг, а для его питания нужна обычная розетка ≈220±22 V и 50 A. Агрегат создает дугу прямой полярности с КПД не менее 80%.
Если говорить о деньгах, Мультиплаз-15000 является самым выгодным плазменным сварочным аппаратом среди своих аналогов. Кроме того, такой агрегат можно назвать самым легким среди подобных, так, масса источника питания составляет 33 кг а вес плазмотрона вместе с кабелем и шлангом на 9 метров – 5 кг. Потребляемая мощность составляет 15 kW при входном напряжении 380±38 V, с частотой сети 50 A. Сварка функционирует в диапазоне тока от 20 до 100 A, расходует 480 л/мин сжатого воздуха и ее КПД составляет 85% - это позволяет разрезать лист стали толщиной до 50 мм. Безусловно, Мультиплаз-15000 больше подходит для промышленных предприятий и автомастерских, но его также покупают для бытового применения.

В Российской Федерации достаточно популярной является модель плазменной сварки Плазариум SP3, представляющая собой компактный и надежный в работе электроприбор. Агрегат работает от сети ≈220±22 V с частотой 50 A и потребляет 2,64 kW, имеет ступенчатую программируемую регулировку от 1 до 12 A. Плазариум SP3 предназначен в основном для резки и сварки металлических деталей малой толщины и пользуется достаточной популярностью. Примечательно, что масса горелки нетто составляет всего 600 г, а длина кабеля 2 м, и это очень удобно для тех же автомастерских или любых станций техобслуживания. Еще можно отметить, что данное устройство соответствует всем нынешним требованиям правил техники безопасности, включая пожарную защиту.
Ремонт автомобиля (плазменная сварка).
Заключение
В заключение можно отметить, что аппараты плазменной сварки отличаются друг от друга по мощности и силе тока, поэтому, при выборе прибора на эти характеристики следует обращать первостепенное внимание. Далеко не последнее значение имеют масса и габариты прибора, но опять-таки все зависит от вида выполняемых работ – они могут быть стационарными, где блок питания не нужно переносить или мобильными, когда сварка постоянно нужна в разных местах.
Плазменная сварка: принцип работы, особенности и преимущества
Плазменная сварка (PAW сварка - Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен - 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
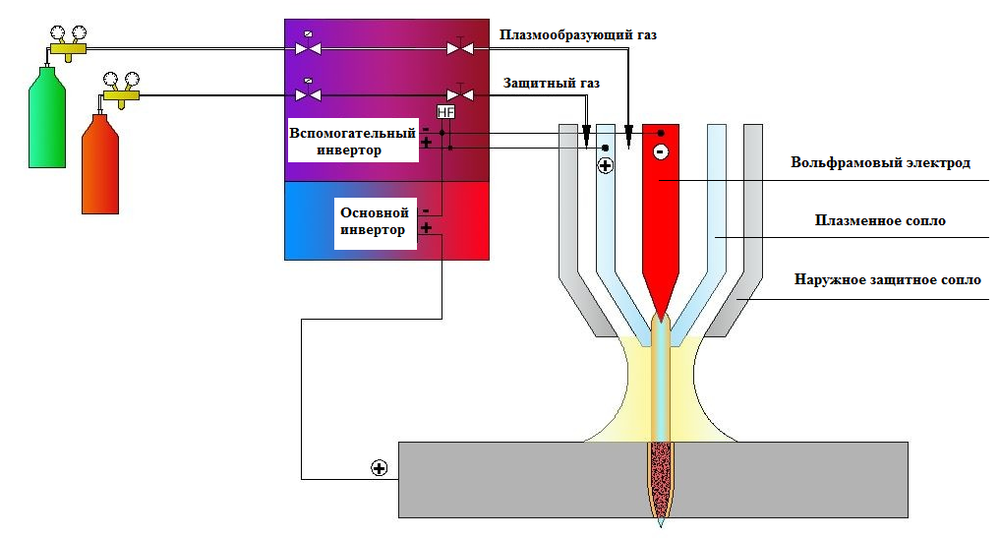
Схема классического промышленного аппарата плазменной сварки
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой». Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае - прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
Говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка .
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
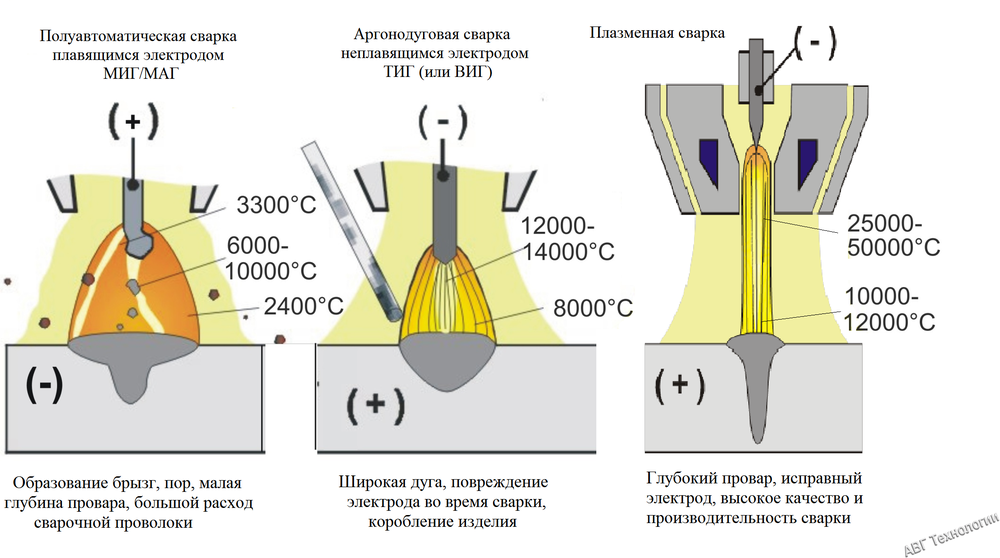
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
Свариваемые материалы
- нержавеющие стали
- низкоуглеродистые стали
- оцинкованные стали
- титан
- медь, бронза, латунь
- сплавы алюминия (для источника PMI 350AC)
- для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки

- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
- малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм . По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
Принцип работы плазменной сварки
Плазменная сварка это высокотехнологичный способ обработки металлов. Без лишних преувеличений, его можно назвать лучшим, среди существующих методов сваривания.
Метод работы плазменной сварки
Метод плазменной сварки применим для сваривания и пайки тугоплавких металлов толщиной до одного миллиметра. Подходит также для сварки металлов с неметаллами и резки.
Сущность этого метода заключается в локальном расплавлении металла плазменным потоком. Плазма – ионизированный газ, который содержит заряженные частицы, обладающие способностью проводить ток. Ионизируется газ при нагреве сжатой дуги, вытекающей из плазмотрона. Ее температура может достигать 5000-30000°С.
В целом, есть сходство с аргонной сваркой, но там рабочая температура до 5000 градусов. Плазменная дуга считается более мощным источником энергии, чем обычная.
На чём работает
В данном методе используется направленная плазменная дуга, которая образуется из обычной электрической (дежурной). Основные характеристики: высокая температура и мощность, малый диаметр струи. Давление на металл увеличивается в разы по сравнению с электродуговой сваркой.
При работе с плазмой выполняются условия:
- организуется защита электрода путем подачи инертного газа (аргон);
- применяется неплавящийся вольфрамовый электрод с присадками тория;
- разогретые стенки плазмотрона интенсивно охлаждаются.
Для запуска плазменной горелки может использоваться постоянный или переменный ток.
Справка! Плазма – это ионизированный газ, в состав которого входят нейтральные частицы и электрически заряженные.
Как это работает
После зажигания дежурной дуги ее сжимают в специальном устройстве (плазмотроне). Затем туда вдувают под давлением плазмообразующий газ (аргон). В результате зона разогревается до 50 000°С, газ увеличивается в объеме и истекает из узкого сопла с высокой скоростью.
К сведению! В обычном аргонодуговом аппарате температура достигает 5000–7000°С.
Тепловая и кинетическая энергии дополняют друг друга, образуя мощный источник. Вытекающая раскаленная струя, расплавляя металл деталей, образует шов. В зависимости от величины рабочего тока (малый, средний, большой) в технологии существуют различия.
Плазмообразующий и защитный газы проходят по отдельным каналам и не соприкасаются.
Как работает ручная сварка
Для малых объемов работ с черным и цветными металлами применяют ручные аппараты. После образования плазменной дуги сварщик подводит горелку к материалу, другой рукой подает в зону шва проволоку. Перемещая горелку и присадку вдоль шва, образует соединение. Технология позволяет вести сварку с присадками и без них.
Как работает автоматическая сварка
Автоматическая сварка применяется в промышленном производстве. Оператор управляет процессом с пульта. Разработаны автоматические установки:
- для плоских деталей, труб;
- однопроходные с подачей проволоки;
- многопроходные;
- для нанесения упрочняющего порошкового напыления и т.п.
Алюминий сваривают проникающей дугой. Чаще всего детали из алюминиевых сплавов обрабатываются автоматическими установками.
Внимание! Сварщик должен: защитить глаза от излучения; предупредить термические ожоги; в помещении использовать вытяжную вентиляцию.
Обычная дуга может превратиться в плазменную, благодаря двум процедурам. Сжатию, а также процессу принудительного вдувания плазмообразующего газа в дугу. В качестве этого газа используют аргон в чистом виде, или с добавкой гелия, водорода. Аргон необходимо использовать также как защитный газ. Электроды применяются вольфрамовые.

Дуга располагается в плазмотроне, его стенки активно охлаждаются водой, за счет этого и происходит ее сжатие. В результате чего, снижается поперечное сжатие дуги и как результат – рост мощности.
В тоже время со сжатием вдувается плазмообразующий газ в область дуги. За счет нагрева дугой он ионизируется и увеличивается в объеме в сто раз. В плазмообразующем газе содержится кинетическая энергия, она дополняет тепловую, которая образуется в дуге. За счет этого, плазменная дуга и отличается высокой мощностью. Есть несколько отличий плазменной дуги от обычной:
- высокая температура;
- цилиндрическая форма;
- меньший диаметр;
- давление на металл больше;
- способность поддерживания дуги на малых токах (0,2–30А).
Типы плазменной сварки
Есть два варианта плазменной сварки. Первый – когда дуга горит между изделием и электродом. Процесс сварки осуществляется плазменной дугой. Второй – когда дуга горит между соплом и электродом, и выдувается газами. Процесс сварки происходит за счет использования струи плазмы. Первый способ более распространенный.
Прямого действия
Плазменной сваркой прямого действия называется плазменная сварка, при которой следует подключать используемый источник питания к металлическому изделию и электроду. Энергоносителем в данном случае служит электрический разряд.
Такая разновидность сварки достаточно часто применяется во многих отраслях современной техники для обработки самых различных металлов. Она характеризуется довольно большими показателями температур, а также широким диапазоном контроля многих свойств процедуры.
Процесс сварки прямого действия
Чтобы получить прямую плазменную дугу, необходимо использовать специальный плазмотрон с прямой дугой. Она возникает между обрабатываемым изделием и электродным стержнем, выполненным, как правило, из вольфрама, помещенным в небольшую газовую камеру. Сопло оборудования не имеет электрического заряда и предназначается для регулирования дуги. Последнее происходит за счет того, что через нее проходит рабочий газ, который постепенно нагреваясь, ионизируется и из сопла выходит плазменной струей цилиндрической формы, слабо расширенную к металлу.

Косвенного действия
Достаточно большой популярностью пользуется и плазменная сварка косвенного действия, представляющая собой сварку, проводимую при подключении источника питания одновременно к соплу и электроду для образования плазменной струи. В этом случае форма плазменной дуги напоминает конус с окруженной факелом вершиной, направленной в сторону изделия.
Процесс сварки косвенного действия
При выполнении плазменной сварки дугой косвенного действия тонкий газовый слой, окружающий дугу, практически не нагревается, в результате чего обеспечивается электрическая, а также тепловая изоляция между каналом сопла и дугой. Плазменная струя при этом не совмещается со столбом дуги.
Воздействие силы магнитного поля сварочного контура приводит к изгибанию линии тока. Частицы с зарядом разлетаются в стороны, соударяются друг с другом и образуют факел пламени из относительно горячего газового потока длиной в 10-20 сантиметров. Его температура повышается ближе к концу, достигая 800—1000°С.
Одним из способов проведения данного вида сварки называется атомноводородным. Переменный ток образуется между используемыми электродами из вольфрама. По каждому из них в необходимую зону поступает водородная струя, а само изделие находится вне сварочной цепи. Концы таких электродов оплавляются достаточно медленно, поэтому при работе в нормальном режиме расход вольфрама незначительный. Столб дуги окружается достаточно ярким факелом в виде плоского диска.
Как выполняется процесс плазменной сварки в нижнем положении?
Используя плазменную сварку, можно сваривать самые различные металлы и их сплавы, находясь в нижнем пространственном положении. Плазмообразующими газами являются аргон и гелий, которые нередко применяются и в качестве защитного вещества. Данный способ сваривания используется в тех случаях, когда швы идут в горизонтальном направлении по горизонтально расположенной поверхности.
В процессе плазменной сварки в нижнем положении из сильно нагретого электрода жидкий металл под силой собственного веса постепенно стекает в специальный кратер, а затем накапливается в небольшой расплавленной ванне из металла. Его вытеканию препятствуют сварные кромки обрабатываемых изделий. Также из сварочной ванны выходят шлаковые и газообразные вещества, за счет чего качество швов получается значительно лучше.
Сварные швы можно выполнять либо на себя, либо слева направо. Благодаря применению такой техники можно полностью контролировать весь процесс.
Плазменная сварка бывает трех видов, обусловлено это силой тока:
- микроплазменная;
- на среднем токе;
- на большом токе.
Каждый способ эффективен в своей области использования. Это еще раз подчеркивает прогрессивность и популярность метода плазменной сварки.
Микроплазменная сварка
Плазменная и микроплазменная сварка – это метод соединения (а также резки) деталей с использованием ионизированного газа с температурой от 5 000 до 30 000 C, который называется плазмой.
Отличие от плазменной сварки
Как можно отличить плазменную сварку от микроплазменной? Если величина силы тока, применяемого при сварке, составляет до 25 А – сварку называют микроплазменной, если сила тока больше – речь идет о плазменной сварке. В отличие от плазменного процесса микроплазменная сварка происходит при воздействии микротоков, что позволяет соединять детали малой толщины от 0,025 до 0,8 мм.
Чаще всего микроплазменная сварка используется для соединения тонкостенных деталей приборов, для соединения трудносвариваемых металлов, например, алюминия, пластмасс, даже тканей.
Для выполнения процесса сварки нужен плазмообразующий газ, это, как правило, аргон, и защитный газ. Чаще всего это тоже аргон либо гелий, углекислый газ, или смесь аргона с гелием, водородом.
Для получения плазмы используется устройство, называемое плазмотрон. Когда включается источник питания, от вольфрамового электрода к соплу проходит дежурная электрическая дуга.
По мере приближения горелки к свариваемым деталям, когда между ними остается 1-1,5 мм, образуется дуга между электродом и изделием, в этот момент плазмообразующий и защитный газы смешиваются. В сопле очень малого размера дуга плотно обволакивается защитным газом, образует узкую плазменную струю в виде «шила».
При такой форме получаются сварные швы малой толщины. В этом случае деформация деталей встречается редко, поскольку площадь нагрева незначительна. Сварку можно проводить на постоянном токе или в импульсном режиме.
Устойчивое горение плазмы позволяет выполнить сварочные швы высокого качества даже малоопытным сварщикам
Процесс может производится на ручном и автоматическом оборудовании.
Аппараты для микроплазменной резки
Во всех аппаратах для осуществления микроплазменной сварки есть два основных узла, которые определяют возможности соединений.
Первый узел: источник питания, инвертор. Также содержат устройство для розжига электрической дуги, автоматику. Различаются по:
- продолжительности нагрузки, %;
- величине силы тока (номинальной и регулируемой), А;
- напряжению холостого хода, В;
- потребляемой электрической мощности, кВА.
Для соединения черных, тугоплавких деталей применяется МПУ-4, Н-146. Установка УМПС-0301, И-167 считаются более современными и удобными, сваривают почти все металлы, включая алюминий.
Вторым компонентом является плазмотрон. Отличаются друг от друга конструктивными характеристиками, такими как:
- Наибольшая толщина стали, которую можно сварить за 1 проход.
- Сила тока (прямой дуги и дежурной), А.
- Размер электрода, мм.
- Размер сопл (плазмообразующих и для защитных газов), мм.
Плазмотроны типа УСДС.Р-45 и Т-169 могут сварить сталь толщиной до 2,5 мм, ими укомплектованы установки МПУ-4, Н-136. Плазмотроны ОБ-2592 и ОБ-2628 разработаны позднее, более удобны, имеют лучшую, более экономичную конструкцию, эргономичны. Ими дополнены новые источники питания УМПС-0301, И-167, Н-155.
Существуют и готовые установки, сразу же укомплектованные всеми необходимыми компонентами. К ним относятся аппараты Microplasma 20,50,150, отличающиеся друг от друга мощностью установки, а также Мультиплаз 3500, 4000, 7500, имеющие возможность сварки водно-спиртовой смесью.
Порядок работы с плазменной сваркой
Работа с плазменной сваркой начинается с проверки требований правил безопасности при работе. В этом случае есть вероятность взрыва сжатого газа, ожог от расплавленного металла, пожар, поэтому сварщик должен быть обеспечен защитным костюмом, обязан соблюдать осторожность и продумывать последовательность своих действий.
В процессе выполнения работ существует вероятность поражения электрическим током, сварщику необходимо быть внимательным, стоять на токоизолирующем коврике.
При повышении силы тока увеличивается шум до 115 дБ, тогда необходимо защищать уши от шума с помощью беруш либо с помощью противошумной каски, наушников.
Для защиты от выделений газов, пыли помещение нужно оборудовать не только общей, но ещё местной вентиляцией.
Для защиты глаз от пыли, частиц металла, газа необходимо надеть очки защитные со светофильтрами В-2 или В-3 или защитный щиток.
Перед работой подготовить детали: очистить кромки, выполнить разметку соответствующим инструментом. Риски, царапины и разрывы не допускаются на свариваемых поверхностях, их необходимо удалить или зачистить.
Включить сварочный аппарат, отрегулировать подачу сжатого газа.
Задать ток резки, он выбирается в зависимости от толщины свариваемых изделий.
Запустить горелку. Если дуга не зажигается с трех попыток, нужно проверить износ электрода и сопла, питание.
Зазор между соплом и свариваемыми изделиями должен быть 3-5 мм. Когда будет получена нужная дежурная дуга, можно начинать процесс сварки. Для этого нажимаем на пусковое устройство плазмотрона. Когда горелка приближается к изделиям, образуется дуга между изделием и горелкой. Происходит сварка, при этом нужно следить за скоростью сварки: при высокой скорости возможен непровар детали, при слишком медленной – перегрев, прожог. Самая высокая температура факела образуется возле сопла.
После окончания сварки выключить горелку и источник питания. Охладить горелку в жидкости.
Читайте также: