Ручная сварка пнд листов
Обновлено: 02.07.2024
Сегодня на рынке сварочного оборудования реализуется широкий ассортимент оборудования. Среди агрегатов для сваривания материалов особое место отведено экструдеру.
Особенности и назначение
На производстве, где происходит упаковка всевозможных товаров, при прокладывании труб из пластика довольно сложно обойтись без приспособления, которое могло бы с высокой надежностью соединять поверхности предметов, что могут плавиться только при низких температурных показателях. Работа с данными материалами сводится к использованию сварочного экструдера. Он необходим для сварки пластика, листового полипропилена, ПНД, листов полиэтилена.
Ручным сварочным экструдером принято считать термомеханический вид устройств, что поочередно выполняет две важных задачи:
- нагревает легко плавящийся пластик до вязкости;
- выдавливает вещество на поверхность стыкового участка.
Таким образом, после застывания легко плавящихся пластических масс получается сварочный шов с высокой прочностью. Наиболее комфортным в использовании считается ручной пистолет. В схеме устройства сварочного экструдера имеются такие компоненты:
- электрический мотор;
- питатель;
- камера экструзионного типа;
- шнековое устройство для дробления;
- камера, где плавится пластик;
- термонагреватель;
- сопло;
- оборудование по управлению прибором.
Принцип функционирования термомеханического устройства довольно прост. После подачи нагретого воздуха из сопла агрегата происходит нагревание пространства, а именно сварочной канавки и стыка между поверхностями изделий.
В ходе работы получается пластическая масса.



Приоритетность использования данных термомеханических устройств связана со следующими моментами:
- возможностью приваривать толстые поверхности;
- высокой скоростью процесса сваривания;
- сведением к минимуму использование человеческого труда – при этой работе нет необходимости отслеживать и контролировать правильность выведения шлака;
- возможностью применения людьми, у которых в сварке нет опыта.


Разновидности
Ручные агрегаты для сваривания могут быть нескольких разновидностей. Каждой модели свойственны определенные характеристики и функциональные возможности.
Шнековые
Во время проведения процедуры происходит расплавка присадочного материала, который расположен в экструзионном отделе, и его последующее выдавливание шнеком наружу. В данном случае присадочным материалом служат пруты либо гранулы, которые определяют в шнековый отдел. В этом же месте осуществляется воздействие высокой температурой на материал. В результате получается однородная масса, что готова к применению.
Безшнековые
Второй разновидностью экструдера является безшнековое оборудование. В плунжерном приспособлении пруты нагреваются электронагревателем около обрабатываемого участка. Задачей тыльной твердой доли присадочных материалов является замена поршня для более вязкой массы, расположенной спереди.
Комбинированные
Экструдеры комбинированного типа сочетают в себе характеристики двух вышеперечисленных видов термомеханического устройства.
Лучшие производители
Зачастую потребители покупают ручные виды сварочных экструдеров известных брендов.
- Munsch. Приспособление изготавливают в Германии. Особенностью данного устройства считается удобство крепежа рабочих узлов. Экструдер данной модели ремонтопригодный и может применяться для работы с присадочным типом материалов разного вида. Благодаря раздельности нагрева применение прибора возможно в морозную погоду на открытом участке. Также потребители отмечают высокое качество сборки, продуманность управления и множество насадок.


- Leister. Швейцарский ручной экструдер со множеством вариантов типоразмеров. За час это устройство прорабатывает около 6 килограммов материала. У эргономичного прибора хорошая функциональность и не наблюдается наличие недостатков.


- Dohle. Экструдер немецкого производства характеризуется компактностью, хорошим качеством работы. Отличительной чертой приспособления считается наличие двигателя от стороннего производителя.


- Stargun. Изготавливают в Италии. Каждая из моделей экструдеров данного производителя имеет мощный электромотор и используется обычно профессионалами. Отличительной характеристикой итальянских экструдеров можно назвать наличие подсветки в сварочной области.


- РСЭ. Это российский производитель ручных экструдеров. Его характеристики и функциональные возможности аналогичны вышеперечисленным моделям.


На стоимость сварочного экструдера оказывает прямое влияние его функциональность, а также производительность. Как показано на практике, агрегаты от российского производителя стоят намного дешевле зарубежных.
Советы по выбору
Такой аппарат, как экструдер, имеет свои функциональные особенности, поэтому к его выбору стоит подойти с максимальной ответственностью. При покупке данного вида оборудования стоит руководствоваться рядом параметров.
- Мощность. Этот показатель считается главным для каждого инструмента. Благодаря заданной мощности определяется работа шнекового винта, измельчается и подается пластик, а также функционирует деталь для нагрева. Мощность экструдера оказывает непосредственное влияние на производительность устройства, то есть таким образом определяется, насколько быстро экструдер сможет создать максимально качественный сварочный шов. Чтобы работа устройства была комфортной и быстрой, стоит выбирать товар с большей мощностью. На рынке сварочного оборудования реализуются экструдеры с мощностью от 1600 до 3600 Ватт.
- Толщина соединяемого изделия. Этот показатель напрямую зависит от мощности устройства, то есть чем мощнее агрегат, тем большую толщину поверхности он способен обработать. Наименьшим показателем считается 1,5 миллиметра.
- Диаметр прута. Более профессиональные агрегаты работают с диаметром прута в 5–6 миллиметров. Наиболее компактные модели прибора работают с 3-миллиметровыми прутками.
- Тип подаваемого материала, который может быть в виде гранул или присадочного прута. Более распространенным и удобным считается второй вариант.
- Производительность. Данный показатель определяет, какое количество пластической массы за единицу времени обрабатывает экструдер. Устройство с высокой производительностью лучше использовать в промышленных масштабах. Приборы, реализуемые в настоящее время, имеют производительность от 0,5 до 3 килограммов за час.
- Органы управления. У простого экструдера присутствует несколько механических переключателей в виде рукояток с делениями. Они помогают регулировать температуру и скорость подачи пластмассы.
Использование
Важным этапом в экструзионной сварке считается подготовительный. Даже небольшое загрязнение может повлечь за собой изготовление низкого качества швов. Под влиянием воздушных масс многие термопласты окисляются. По этой причине чистка кромок должна проводиться перед процессом сваривания. Если поверхность очистить более чем за 20 минут до проведения процедуры, она может загрязниться, в результате чего потребуется повторная уборка.
Если экструдером пользовались ранее, то в первую очередь стоит ликвидировать старый присадочный материал. Даже если последний имеет аналогичный состав с тем, что будет использоваться, его применять не стоит, так как это может стать причиной снижения прочности материала. Непосредственно перед сваркой снимают блокировку на холодном пуске, агрегат со сварочным башмаком нагревают до нужной температуры.
В самом процессе работы стоит придерживаться заданного угла наклона. При необходимости на время прервать работу стоит поставить экструдер на предназначенную для него подставку.
При необходимости в длительном перерыве специалисты рекомендуют сделать температурный режим меньше на 40 или 50 градусов. Благодаря такому понижению температуры восстановление рабочего процесса будет быстрым.
Перед каждым началом работы стоит делать проверку:
- прямолинейной подачи прута во втулке аппарата;
- эффективности температурного режима нагревания прута до того момента, пока его состояние не станет вязким;
- надежности прижатия сопла к поверхности соединения, в частности к тем, что имеют сложную конфигурацию;
- возможности плавки соединения от тепла, что передается термонагревателем.
Сварка при помощи ручного экструдера – это один из самых простых вариантов ее выполнения. Для того чтобы пользоваться данным приспособление, не нужно иметь профессиональных навыков. Главное, о чем должен помнить мастер при работе, – это соблюдение мер предосторожности, а также инструкции по использованию экструдера.
О том, как работать сварочным экструдером, смотрите в следующем видео.
1 Принцип сварки и устройство оборудования
Экструзионная сварка применяется для сварки листов, профилей и пленок из пластмасс - полиэтилена, полипропилена, реже ПВХ или ПВДФ, еще реже из других термопластов. Для монтажа напорных трубопроводов из термопластов экструзионная сварка неприменима по одной причине – при стыковом расположении свариваемых изделий (труб, листов или пр.) прочность сварного экструзионного соединения не превышает 80% от прочности исходных изделий.
1.2 Общие требования
Так же как и для любой другой технологии сварки пластмасс, для сварки экструдером действуют общие требования:
- Сваривать следует только изделия из одинаковых термопластов. Важнейшими показателями «одинаковости» являются химический состав, плотность и показатель текучести расплава. При сварке экструдером те же требования предъявляются к присадочному материалу.
Замечание: Если показатель текучести расплава (ПТР) свариваемых деталей отличаются, то присадочный материал следует по возможности выбирать таким образом, чтобы его ПТР был средним между ПТР свариваемых деталей.
- Свариваемые поверхности должны быть чистыми. При экструзионной сварке это требование настолько жесткое, что свариваемые поверхности должны быть механически очищены даже от тончайшего слоя окислившегося материала не более чем за 20 мин до начала сварки. Это связано с тем, что технология экструзионной сварки создает сравнительно небольшое течение и перемешивание материала в зоне сварки.
1.3 Главная идея
Технология сварки экструдером была изначально разработана для сварки сравнительно толстостенных деталей. По сравнению с технологией сварки горячим воздухом с применением присадочного материала (прутка), сварка экструдером обеспечивает следующие преимущества:
- Позволяет сварить толстостенные детали за один проход;
- Увеличивает скорость сварки;
- Уменьшает влияние человеческого фактора на качество сварного шва.
В принципе, экструзионная сварка двух деталей заключается в следующем:
- Свариваемые поверхности – специально подготовленная сварочная канавка (рис.1) или угол между листами (рис.2) или поверхность пленки, уложенной внахлест (рис.3). Свариваемые поверхности предварительно нагреваются до температуры пластификации горячим воздухом, выходящим из сопла предварительного нагрева сварочного экструдера. В случае стационарных цеховых сварочных экструдеров поверхности могут нагреваться тепловым излучением.
- Одновременно с этим присадочный материал в форме прутка или гранул подается в экструдер, нагревается до вязко-текучего состояния и перемешивается шнеком экструдера до достижения гомогенной (однородной) массы.
- Вязко-текучий присадочный материал выдавливается из сварочного экструдера и подается в зону сварки через т.н. сварочный башмак.
- Давление, необходимое для экструзионной сварки, прикладывается через присадочный материал – сварочным башмаком. В случае стационарных цеховых сварочных экструдеров сварочное давление на присадочный материал может сообщаться отдельными приспособлениями.
| Рис. 1 Шов V-типа | Рис. 2 Шов K-типа | Рис. 3 Шов F-типа |
1.5 Схема работы сварочного экструдера
Поскольку зона сварки обязательно должна быть нагрета перед впрыскиванием присадочного материала, сварочный экструдер снабжен нагревателем воздуха. Горячий воздух подается в зону сварки через т.н. «сопло предварительного нагрева» и нагревает свариваемые поверхности до вязко-текучего состояния. Температура горячего воздуха регулируется специальным контроллером.
Нагреватель воздуха может быть в форме термофена, т.е. иметь встроенный нагнетатель воздуха. Как вариант, экструдер может быть рассчитан на внешнюю подачу воздуха – от компрессора или пневмосети предприятия.
Если речь идет о сварочном экструдере шнекового типа (Рис.4), то присадочный материал в форме сварочного прутка или гранул подается в шнековую (экструзионную) камеру.
Вращение шнека обеспечивается электроприводом, в качестве которого часто используют обычную ручную дрель. С учетом того, что нормальная продолжительность работы экструдера больше, чем у дрели, на качественных экструдерах используются модифицированные электромоторы, рассчитанные на продолжительный режим работы и имеющие больший ресурс.
Проходя через экструдер, присадочный материал постепенно нагревается и перемешивается до состояния однородной массы. Нагрев материала обеспечивается электронагревателями, расположенными вокруг экструзионной камеры. Температура электронагревателей регулируется специальным контроллером.
Как вариант, в более простых и дешевых моделях экструдеров нагрев экструзионой камеры может производиться горячим воздухом, который проходит через полость вокруг экструзионной камеры и только после этого подается в зону сварки. В этом случае температура нагрева присадочного материала «привязана» к температуре горячего воздуха.
Расплавленный присадочный материал подается в зону сварки через т.н. сварочный башмак.
| Рис. 4 Схема работы сварочного экструдера шнекового типа | Рис. 5 Схема работы сварочного экструдера плунжерного типа |
В сварочных экструдерах плунжерного типа (рис.5) используется упрощенная схема продвижения присадочного материала через зону нагрева.
Материал в виде сварочного прутка подается на профильные вальцы, которые с усилием вводят его в цилиндрическое отверстие зоны нагрева. Электронагреватели, расположенные вокруг зоны нагрева, постепенно нагревают пруток до вязко-текучего состояния. Таким образом, задняя твердая часть прутка служит поршнем для передней пластифицированной части.
Сварочные экструдеры плунжерного типа отличаются меньшей производительностью. Компактность и небольшой вес позволяют использовать такой экструдер в труднодоступных местах. К недостаткам плунжерных экструдеров следует отнести их высокую требовательность к диаметру и идеально круглой форме сварочного прутка. А подача присадочного материала в форме гранул здесь вообще невозможна.
Нагретый присадочный материал из сварочного экструдера плунжерного типа, так же как и из шнекового экструдера, подается в зону сварки через сварочный башмак.
Форма рабочей поверхности сварочного башмака соответствует форме свариваемых поверхностей. В передней части башмака имеется специальный «нос», ограничивающий выдавливание присадочного материала вперед по направлению сварки.
Давление присадочного материала на «нос» сварочного башмака обеспечивает движение сварочного экструдера в направлении прокладки сварного шва. Скорость движения сварочного экструдера, таким образом, определяется производительностью экструдера и площадью сечения сварного шва.
1.6 Свариваемые материалы
Экструзионной сваркой наиболее часто свариваются изделия из ПНД, ПП или др. термопластов 1-й группы, у которых разница между температурой вязко-текучего состояния и температурой начала термодеструкции составляет более 50ºС. Это означает, что даже значительный перегрев материала (на 30-40ºС) не может серьезно повредить материал.
Термопласты 2-й группы, как ПВДФ и особенно ПВХ, отличаются неприятной особенностью – температура термодеструкции материала не намного превышает температуру пластификации. Поэтому при сварке ПВДФ особые требования предъявляются к точности работы системы нагрева материала (экструзионной камеры). А для сварки ПВХ, кроме того, используется сварочный экструдер со шнеком специальной формы, который более тщательно перемешивает материал в процессе его расплавления, не допуская локального перегрева.
Температурная неустойчивость термопластов 2-й группы, кроме того, накладывает дополнительные ограничения на технологию экструзионной сварки – в частности, экструдер не должен выключаться и вновь включаться в процессе сварки, не должен надолго оставляться в режиме ожидания и т.п.
Другая неприятность, связанная с ПВХ – это его абразивность и высокая химическая активность при нагреве. Это предъявляет особые требования к стойкости материалов экструзионной камеры и шнека.
Инструкция по сварке ПЭ труб фитингами с закладными нагревателями
Как и при любом другом способе сварки пластмасс , все материалы, участвующие в сварке с закладными нагревателями, должны иметь близкий химический состав и показатель текучести расплава.
Не следует пробовать сварить полипропиленовые трубы полиэтиленовыми электромуфтами, ничего хорошего из этого не выйдет.
С другой стороны, сварка труб из ПЭ-80 фитингами из ПЭ-100 вполне допускается. Несколько сниженная прочность сварного соединения вполне компенсируется большой площадью зоны сварки.
Нормы DVS 2207-1 (Германия) допускают сварку труб из PE-Xa и PE-Xc электросварными фитингами из ПЭ-100.
7.1.2 Чистые свариваемые поверхности
Как и при любом другом способе сварки пластмасс , все свариваемые поверхности должны быть чистыми. Особенно, чистыми от любого жира.
Нормы DVS 2207-1 (Германия) предписывают очищать внутреннюю (свариваемую) поверхность фитинга с ЗН чистой салфеткой или ветошью, неокрашенной и не оставляющей волокон, смоченной обезжиривающей жидкостью. Жидкость должна быть полностью высыхающая.
А для свариваемых поверхностей трубы предписано использовать механическую очистку (снятие стружки), предварительно убедившись в чистоте очищающего инструмента (скребка). Такой способ очистки помогает устранить не только химические (в частности, жировые) загрязнения, но и верхний окисленный слой полиэтилена. Последующая химическая очистка обезжиривающей жидкостью рекомендуется только для случаев, если после снятия стружки оператор нечаянно схватился за чистую свариваемую поверхность рукой или испачкал ее другим способом, а дальнейшая механическая очистка нецелесообразна.
7.1.3 Естественное остывание
Как и при любом другом способе сварки пластмасс , остывание сварного соединения должно быть естественным.
Попытки ускорить остывание путем полива водой или обдува воздухом обязательно приведут к внутренним напряжениям в зоне сварного соединения и потому недопустимы.
Во избежание повреждения сварного соединения, рекомендуется оставить трубы зафиксированными на всё время остывания и защитить фасонную деталь от любого механического воздействия. В случае сварки седелки оставьте притягивающие ремни натянутыми на всё время остывания.
7.2 Подготовка для соединительных муфт, отводов, тройников, заглушек
7.2.1 Набор необходимых принадлежностей
Кроме сварочного аппарата для сварки с ЗН, вам потребуются (см.рис.32):
- Электросварной фитинг – соединительная муфта, отвод, тройник или заглушка;
- Позиционер для фиксации и исправления овальности труб (иногда фиксацию можно обеспечить подручными средствами);
- Ручной или механический скребок;
- Труборез (можно заменить ножовкой по дереву);
- Жидкость для обезжиривания поверхностей;
- Чистая салфетка или ветошь;
- Маркер для пластиковых труб.
7.2.2 Обрезка и очистка
ПЭ трубы, подготовленные для сварки, должны быть отрезаны перпендикулярно оси, без запилов, стружек и т.п.
Инструкция по технологии стыковой сварки полиэтиленовых труб
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками , так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
 |
|---|
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
- Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
- ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307; – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла.
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб.
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Как спаять полиэтилен?
Один из наиболее известных способов соединения полиэтилена – его сварка. Данный способ является самым эффективным и востребованным. Сварку возможно производить благодаря способности полиэтилена под воздействием температуры изменять свое состояние от твердого до жидкого (термопластичность) и прочности материала. Сварка листового полиэтилена (иногда его называют целлофан, это неправильно) совершается под углом 90° либо встык.


Способы
Соединение отдельных элементов полиэтилена производится посредством их нагрева до температуры плавления с параллельным сдавливанием. Слои спаиваются, образуя сварной шов. После охлаждения выходит крепкое неразъемное соединение.
Важно знать! Температура плавления полиэтилена находится в зависимости от его толщины (от 30 до 200 микрон).
При сваривании пленки в домашних условиях требуется придерживаться технологического режима. Получить надежный шов довольно легко. При проведении сварочных работ надо соблюдать такие требования:
- соединять следует только одинаковые по техническим параметрам материалы, их химсостав не должен различаться;
- поверхность требуется очистить от загрязнений и примесей;
- грамотно подбирать режим температуры: недостаточно высокая сварит материал с низкой прочностью; слишком высокая – деформирует стык.


Повторная сварка не делается по прежним краям. Для дальнейшей работы их подрезают. До начала процесса требуется организовать рабочее место и материал.
Чтобы швы спайки были по возможности ровными и малозаметными, необходимо серьезно подойти к вопросу и подобрать такой метод пайки, который станет для вас в большей степени комфортным и доступным.
Есть наиболее популярные способы сварки полиэтилена.
Диффузионная сварка
Это один из особенно эффективных методов соединения листового полипропилена. Такой способ осуществляется на специально оснащенном сварочном оборудовании. Сваривание полипропиленовых листов производится путем укладки 2 фрагментов на агрегат и их фиксирования. Концы листов будут придавливаться к электронагревателю. Для получения хорошего результата листы требуется прогревать долгое время. После достижения оптимальной температуры листы придавливаются фиксатором.
Шов, который образуется посредством оснащения для сварки, будет очень крепким и надежным.



Важное условие при таком способе – чистота и низкая влажность воздушных масс в помещении.
Этот способ подходит для листов любой ширины и позволяет соединять листовой полипропилен в рулоны. При больших объемах диффузионная сварка будет крайне необходимой.
Сварка посредством экструдера
Экструзионный метод пайки листового полиэтилена базируется на подаче на свариваемый участок расплавленного полимерного присадочного материала (пруток полипропиленовый круглый 4 мм для сварки) под давлением. Такой способ подразумевает наличие специального инструментария: экструдера. Этот аппарат оборудован различными насадками, которые дают возможность спаивать очень сложные и массивные конструкции. Положительным моментом является то, что аппарат имеет небольшие габариты. Экструдер оборудован автоподачей нагретого воздуха, что дает возможность размягчать листы и предотвращать какие-либо дефекты при сваривании. Такой способ подразумевает оперативность в работе, поскольку по причине высокой температуры (приблизительно 270°С) вероятна деформация внутренних слоев материала.


При такой технологии не нужно специального помещения, и сварка осуществляется непосредственно на рабочем месте в силу компактности аппарата.
Шов, выполненный посредством экструдера, считается 2 по прочности после сварочного агрегата. Минусом подобного способа считается потребность объединять полипропилен идентичной структуры, класса, иначе стыки будут выходить некрепкими и неровными.


Контактная сварка
Этот способ является одним из самых несложных и экономичных, с его помощью получается качественный стык. Принцип заключается в том, что соединяемые листы полиэтилена укладываются внахлест и разогреваются потоком горячего воздуха либо горячим клином до температуры плавления. Горячий воздух должен быть разогрет до установленных показателей, при которых полиэтилен начинает расплавляться. Потом листы пленки состыковываются между собой специальными прижимными роликами.
Аналогичный принцип работы и у горячего клина – нагревательного элемента. Вследствие контактной сварки пленки образуется сварочный шов, набирающий 80–90% прочности основного материала. Следовательно, используя такую методику, вы получите крепкий одинарный либо двойной шов.
Применяют также устройство, аналогичное строительному фену. Оно разогревает пленку горячим воздухом и расплавляет ее.
Приспособление обладает небольшим весом и высокой мощностью. Его нетрудно переносить, что дает возможность работать с ним в различных условиях.


Сварка пленки паяльником
В домашних условиях для пайки небольших фрагментов полиэтилена можно выполнить сварку пленки паяльником. Обычное бытовое нагревательное устройство на 40–60 Вт после модернизации жала можно использовать для пайки полиэтилена. Жало обычно заменяют алюминиевым либо медным прутом. Зона соприкосновения необходима маленькая: до 2 мм. Удобно, когда имеется радиус скругления кромки, так как обеспечивается размеренность перемещения инструмента.
Хорошо заточенное жало делает проще процедуру сварки: параллельно совершается спайка материала и обрезание кромок. Готовое жало закрепляется в паяльнике посредством винта. Иногда для надежности конец жала не оставляют круглым, его плющат, а потом монтируют в пропил. Самодельное устройство для сварки применяется при расфасовывании маленьких партий метизов, создании нестандартной упаковки. С его помощью очень просто изготовить оболочку для пульта, чехол для девайса.
Паять фрагменты пленки обычным жалом некомфортно, так как очень большая зона контакта, формируется неаккуратный стык с наплывами.
Случается прилипание нагретого полиэтилена, множество прожогов, не гарантируется надежность соединения.
Простой вариант жала – алюминиевая либо медная пластинка 2–3 мм толщиной. Один ее конец фиксируют в паяльнике, а другой закругляют и затачивают. К пленке его придавливают под углом 35–45°. Взамен паяльника возможно применение прибора для выжигания. Он создан по тому же принципу.
Оборудование
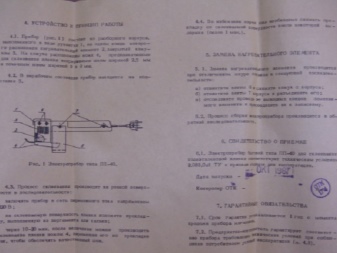
Отечественная промышленность выпускает специализированные аппараты для сваривания полиэтилена. Самый доступный из них – электрический прибор ПП-40. Он очень похож на паяльник, только его жало выглядит немного другим образом: оно отдаленно напоминает конек для бега. Посредством данного устройства можно осуществить высококачественную сварку по любому прямому либо сложному очертанию.
Имеются агрегаты для пайки швов длиной от 500 до 1000 мм. Это оснащение нашло применение для сваривания наполненных продуктами пакетов и штучных товаров. Имеется промышленное оснащение, способное спаять швы длиной от 1100 до 2500 мм. Все сварочные агрегаты характеризуются несложностью конструкции, надежностью в эксплуатации, производят крепкие швы.
А также для сваривания пленки в домашних условиях может использоваться специализированная насадка, которая фиксируется на электроутюге.
Этот элемент изготовлен из листового алюминия. Основание насадки – прямое, внизу располагаются ребра, которые являются базовым элементом. Применяя данный инструмент, вы будете иметь 2 сваренные полоски, которые расположены параллельно друг другу.
Насадка фиксируется на подошве электроутюга специальными лепестками, загибающимися под основу устройства. Ребра насадки фиксируются на границе кромок пленки поверх уложенной бумаги, после чего прибор требуется медленно и мягко передвигать по месту сопряжения. В результате формируется двойной шов.

Этапы работ
Сварка пленки включает в себя следующие этапы:
- подготовка поверхности свариваемых элементов
- нагрев областей пайки;
- сварка элементов;
- охлаждение сварного шва (сваренные элементы находятся под давлением);
- высвобождение сваренных элементов от давления;
- обработка сварного шва.
Контроль качества
Контроль качества сварки охватывает:
- организационный контроль;
- операционный контроль в ходе проведения сварочных мероприятий;
- испытание кратковременной прочности сварных соединений;
- проверку целостности сварных соединений и покрытия.
Сварку должны осуществлять лица, которые прошли курс обучения по программе подготовки сварщиков пластмасс в строительном деле и имеют соответствующие удостоверения.


Как спаять пленку, смотрите далее.
Читайте также: