Рукоятки нагревателей сварочных аппаратов изготавливают из
Обновлено: 13.05.2024
Тестирование — это более мягкий инструмент, они ставят всех обучающихся в равные условия, используя единую процедуру и единые критерии оценки, что приводит к снижению предэкзаменационных нервных напряжений.
| Вложение | Размер |
|---|---|
| oborudovanie_i_osnastka_dlya_vypolneniya_svarochnyh_rabot.docx | 20.3 КБ |
Предварительный просмотр:
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
Оборудование и оснастка для выполнения сварочных работ
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Оборудование и оснастка для выполнения сварочных работ.
а) к оборудованию для сварки;
б) к сварочной оснастке;
в) к приспособлениям для сварки.
а) Для соединения электрода с источником питания.
б) Для соединения изделия с источником питания.
в) Для соединения электрода и изделия с источником питания.
- Для какого вида сварки используются сварочные трансформаторы?
а) Сварка постоянным током на прямой полярности.
б) Сварка переменным током.
в) Сварка постоянным током на обратной полярности.
4. Для какого вида сварки используются сварочные выпрямители?
- Какие держатели электродов получили наибольшее распространение?
- Особенностью безогаркового держателя электродов является то, что:
а) электрод зажимается в держателе;
б) электрод приваривается к держателю;
в) используются специальные электроды.
7. В каких случаях используют сварочную оснастку, элементы которой приваривают к изделию?
а) Всегда для фиксации взаимного расположения сварочных деталей,
б) Не используют.
в) При монтаже крупных конструкций.
8. Для чего может быть использована струбцина?
а) Для крепления обратного провода к изделию.
б) Для крепления изделия к сварочному столу.
в) При сборке и сварке не применяется вообще.
9. В связи с тем, что внешние магнитные поля приводят к отклонению сварочной дуги от собственной оси, допускается ли использование магнитных прижимов при сборке под сварку?
а) Не допускается.
в) Магнитные зажимы не используются, так как они не обеспечивают требуемого качества сборки.
10. Обратный провод, соединяющий свариваемое изделие с источником питания, обычно изготавливается из провода марки:
Рукоятки нагревателей сварочных аппаратов изготавливают из

ЭнергоПромышленная Компания
Главное меню
Продукция
Главная Сварочные аппараты для полиэтиленовых трубСварочный нагреватель, термоэлемент с тефлоновым покрытием разработан и изготовлен для сварки торцов труб и фитингов из полипропилена, полиэтилена и других термопластиков.
В комплекте имеется подставка.
Описание сварочного нагревателя.
- Рукоятка, нагревательная пластина. Рукоятка изготовлена из материала, который обеспечивает комфорт, безопасность и эффективность при работе. Она прекрасно поглощает высокую температуру нагревательной пластины и надежно удерживает весь аппарат в сборе.
- Нагреватель состоит из алюминиевой пластины и встроенного в него нагревательного элемента, который оборудован термостатом для поддержания заданной температуры.
- Муфты изготовлены из алюминия и имеют специальное покрытие (PTFE), которое препятствует пригоранию пластика и способствует лучшему отделению муфт от свариваемых деталей.
- Струбцина и подставка. Струбцина и подставка изготовлены из металла, что обеспечивает хорошую устойчивость сварочного аппарата и позволяет работать двумя руками.
- Все детали сварочного аппарата и его принадлежности устойчивы к атмосферным воздействиям, в том числе к дождю.
Сварочный нагреватель диаметром 120 мм.
- Материал свариваемых труб: полипропилен, полиэтилен или другой термопластик
- Диапазон свариваемых труб: 40-110 мм
- Вес: 1,3 кг
- Габариты: 340x100x110 мм
- Питание: 230-250 В - 50/60 Гц однофазный
- Максимальная потребляемая мощность: от 0,9 до 1,4 кВт
- Регулировка температуры: 180°C-300°C
- Предварительная настройка: полиэтилен.
Сварочный нагреватель диаметром 190 мм.
- Материал свариваемых труб: полипропилен, полиэтилен или другой термопластик
- Диапазон свариваемых труб: 40-160 мм
- Вес: 2,4 кг
- Габариты: 400х60х190 мм
- Питание: 230 В, 50 Гц
- Потребляемая мощность: 0,9 кВт
- Регулировка температуры: 180°C-300°C
- Предварительная настройка: полиэтилен.
Сварочный нагреватель диаметром 280 мм.
- Материал свариваемых труб: полипропилен, полиэтилен или другой термопластик
- Диапазон свариваемых труб: 40-250 мм
- Вес: 3,3 кг
- Габариты: 550х60х280 мм
- Питание: 230 В, 50 Гц
- Потребляемая мощность: 1,35 КВт
- Регулировка температуры: 180°C-300°C
- Предварительная настройка: полиэтилен.


Оборудование для сварки полимерных материалов нагретым газом
Для сварки полимерных материалов нагретым газом применяются газовые горелки, в которых газ-теплоноситель подогревается при сгорании горюче- го газа или с помощью электрической энергии. Температура газа-теплоносителя может изменяться в широких пределах (150-400°С) и регулируется изменением расхода горючего газа и газа-теплоносителя. В качестве горючего газа служат ацетилен, пропан и природный газ. В горелках предусмотрены сменные наконечники.
- горелки с электронагревом и подачей газа от внешнего источника (компрессора, баллона, сети);
- горелки с электронагревом и автономным питанием. Подача газа осуществляется нагнетателем, вмонтированным в корпус горелки. Такие горелки имеют небольшую мощность и применяются для сварки малогабаритных и тонкостенных изделий.
Горелки с электрическим нагревом находят широкое применение благодаря своей простоте и безопасности в работе. Наиболее известны горелки ГЭП-1-67 и ГЭП-2 конструкции Московского завода кислородного машиностроения. На рис.2.10 представлена сварочная горелка пистолетного типа ГЭП-2, предназначенная для сварки рулонного линолеума и других полимерных материалов (винипласта, полиэтилена, полиизобутилена, полиметилметакрилата, пенополиуретана и др.).

Рис.2.10. Горелка сварочная ГЭП-2
Горелка ГЭП-2 имеет металлический корпус 4 диаметром 30 мм, внутри которого на керамическом сердечнике уложена электрическая спираль 3. С одной стороны к корпусу крепится наконечник 2 с соплом 1, а с другой - рукоятка 8.
В рукоятку вмонтированы токоподвод 6 и трубка для подачи воздуха 5, расход которого регулируется вентилем 7. Горелка ГЭП-2 имеет набор сопел, которые могут меняться в зависимости от диаметра применяемого прутка, режима сварки и конструкции свариваемых деталей.
Обычно горелка работает от переносного сварочного поста, в комплект которого входят сама горелка, воздушный компрессор и однофазный понижающий трансформатор.
Горелка работает от сети переменного тока напряжением 12 и 36 В. Прежде чем включить сварочную горелку в электрическую сеть, пускают газ, расход которого регулируется вентилями общей сети и на горелке. Затем включают электрический ток. Такая последовательность обязательна, иначе можно расплавить нагревательную спираль. Воздух или газ, обтекая электрические нагревательные элементы, вмонтированные в корпус горелки, выходит из сопла с определенной температурой и скоростью. Температуру нагретого газа регулируют изменением электрических параметров нагревательных элементов и изменением количества проходящего газа. Форма конца наконечника или сопло газовой горелки придает струе нагретого газа необходимую форму.
Основным недостатком конструкций горелок с электрическим нагревом является сильный разогрев кожуха. Кроме того, образующаяся на спиралях окалина уносится воздухом и частично попадает в шов, снижая его прочность. Этот недостаток горелок можно устранить, заменив проволочную спираль трубчатым змеевиком, к концам которого подведен электрический ток и внутри которого движется нагреваемый газ. Змеевик изготовляют из трубки, выполненной из нержавеющей стали, диаметром 6 мм с толщиной стенки 1 мм. Рабочее напряжение горелки составляет 4-5 В, мощность 0,5 кВт. Недостаток горелки – применение проводов большого сечения, увеличивающих её массу и затрудняющих маневрирование ею во время работы.
- газовые горелки косвенного действия;
- газовые горелки прямого действия;
К горелкам косвенного действия относится горелка ГГК-1 конструкции ВНИИавтогенмаш. Выполнена на базе ацетиленокислородной горелки «Малютка». Продукты горения горючего газа подогревают стенки змеевика, по которому подается газ-теплоноситель, используемый для сварки.
- пропана - до 0,12 м 3 /ч;
- природного газа - до 0,36 м 3 /ч.
Горелка комплектуется одним наконечником с соплом диаметром 3 мм.
Недостатки: перегрев кожуха и возможное прогорание змеевика при малых расходах газа - теплоносителя.
Горелка прямого действия ГГП-1 работает по принципу смешения и сжигания газов в малом объеме камеры сгорания. Это позволяет сваривать термопласты продуктами горения в смеси с воздухом. Горелка работает на пропане или природном газе и воздухе. При расходе пропана 0,25-0,4 м 3 /ч или природного газа 0,3-1,1 м 3 /ч тепловая мощность пламени эквивалентна мощности электронагревательного устройства (600-800 Вт).
На российском рынке для сварки газовым теплоносителем широко представлены серии моделей ручных сварочных аппаратов производства швейцарской фирмы Ляйстер и немецкого концерна РОТЕНБЕРГЕР для сварки полиэтиленовой и полипропиленовой трубы, труб из ПВХ и др..


Сварочная горелка ВЕЛДИНГ ПЭН (рис.2.11). Один из самых компактных и высокопроизводительных аппаратов для сварки горячим воздухом. Используется для сварки термопластичных материалов. Имеет цифровой дисплей для отображения значений заданной и реальной температур. Подача воздуха обеспечивается вентилятором. Имеет охлаждаемую защитную трубку, предохраняющую от ожогов.
Сварочная горелка ЭЛЕКТРОН (рис.2.12). Имеет встроенное нагнетательное устройство. Аппарат обладает высокой мощностью, обеспечивает большой расход воздуха при небольшом весе и высокой надежности. Может иметь дисплей с цифровым указателем заданной и реальной температуры. Имеет охлаждаемую защитную трубку, предохраняющую от ожогов.
Основные технические характеристики этих горелок представлены в табл. 2.1.


Рис.2.13. Сварка конструкции из пропилена аппаратом ЛАБОР S с насадкой быстрой сварки фирмы Ляйстер
Благодаря плавной электронной регулировке температуры эти аппараты легко настраивать на сварку любых полимеров. На дисплее с цифровым отсчетным устройством высвечивается заданная и реальные температуры. На рис.2.13 показан процесс сварки полипропилена сварочным аппаратом ЛАБОР S (из серии Ляйстер) с насадкой быстрой сварки.
В комплект горелок входит вспомогательное оборудование, включающее и различные насадки, обеспечивающие необходимую форму и размеры струи горячего воздуха. На рис.2.14 представлены сварочные горелки ROWELD HG 1600 E (рис.2.14, а) и ROWELD WG 1600 E (рис.2.14, б) немецкого концерна РОТЕНБЕРГЕР. Первая имеет встроенное нагнетательное устройство, вторая требует внешнего источника воздуха. На рисунке представлен также комплект насадок для этих аппаратов и прикатной ролик, необходимый при ручной сварке внахлест (рис.2.14, в).

Рис.2.14. Горелки для сварки нагретым газом фирмы РОТЕНБЕРГЕР: а - ROWELD HG 1600 E; б - ROWELD WG 1600 E, в – насадки
Повышение качества сварных соединений и увеличение производитель- ности достигаются применением механизированных устройств для сварки нагретым газом.
Из отечественных аппаратов нашли применение специализированные полуавтоматы ПГП-1 и «Пчелка», а для сварки плёнок – машины МСП-5М и СПК-М.
Машина СПК-М предназначена для сварки крупногабаритных полотнищ полиэтиленовой пленки неограниченной длины. Перемещение материала осуществляется с помощью транспортной ленты; необходимый прижим сварочной головки к транспортной ленте обеспечивается весом головки.
Универсальная машина МСП-5М может использоваться в стационарном варианте или перемещаться по направляющим вдоль свариваемого изделия. Перемещение материала в случае стационарного варианта осуществляется с помощью двух бесконечных лент на сварочной головке (см. рис.2.6) и бесконечной передвижной ленты на нижней опорной головке.
На рис.2.15 представлен специальный полуавтомат ПГП-1, который предназначен для сварки нагретым газом с применением присадочного материала прямолинейных протяженных швов в нижнем положении.

Рис.2.15. Полуавтомат ПГП-1 для сварки термопластов газовым теплоносителем с присадочным прутком: 1 – суппорт; 2 – ось откидывания суппорта; 3 – упор для удержания суппорта в верхнем положении; 4 – самоходная тележка; 5 – рукоятка; 6 – регулятор скорости; 7 и 8 – тумблеры для включения нагревателя и горелки; 9-11 – ролики, обеспечивающие движение полуавтомата; 12 – шпильки для подвешивания грузов, создающих давление на присадку; 13 – лыжи; 14 – штанга с прижимным роликом; 15 – нагреватель для подогрева присадки; 16 – горелка.
При механизированной сварке на таком полуавтомате достигается стабилизация основных параметров режима (температуры, скорости, давления), обеспечивается стабильный угол наклона сопла аппарата и присадочного прутка к поверхности свариваемого материала, представляется возможность использовать различные приемы для предварительного подогрева присадочного материала и благодаря этому несколько снизить оптимальную температуру газа-теплоносителя. Однако механизированная сварка лишена основного достоинства ручной сварки – гибкости и маневренности. Использование механизированной сварки в положениях, отличных от нижнего, затруднено.
Преимуществами механизированной сварки нагретым газом являются возможность увеличения скорости сварки, применение более толстых прутков, получение сварных швов лучшего качества, меньший разброс прочностных показателей. Сварщик может обслуживать несколько установок одновременно. Установки для сварки разработаны как для выполнения продольных, так и кольцевых швов. На рис.2.16 представлен сварочный узел установки для автоматической сварки. Сварочный узел имеет две сварочные головки, первая из которых выполняет корневой шов, а вторая укладывает одновременно два заполняющих валика.

Рис.2.16. Общий вид сварочного узла установки автоматической сварки: 1 – сопло; 2 – прикаточный ролик; 3 – сварочная головка
Сварочные автоматы фирмы LEISTER «ВАРИМАТ» и «УНИПЛАН», представленные на рис.2.17, предназначены для сварки листовых и пленочных материалов внахлестку.
Сварочный автомат ВАРИМАТ (рис.2.17, а) - мощная автоматическая сварочная машина для сварки внахлест горячим воздухом полимерных и битумно-полимерных кровельных покрытий. Аппарат имеет цифровое управление, два плавающих прикаточных ролика, тахогенератор для стабилизации скорости сварки, автоматическую систему запуска (начало сварки), дисплей, на котором отображаются показатели заданных и реальных значений скорости и температуры сварки, напряжение в сети и длина выполненного шва. Подвижные прижимные ролики сварочного автомата обеспечивают равномерное давление даже при сварке на неровной поверхности. Скорость сварки и температура не зависят от колебаний напряжения в сети. Смена насадки нагревателя позволяет менять ширину шва.

Рис.2.17. Сварочные автоматы фирмы LEISTER «ВАРИМАТ» (а) и «УНИПЛАН» (б)
Сварочный автомат УНИПЛАН (рис.2.17, б) предназначен для сварки внахлест горячим воздухом тентовой и банерной ПВХ-ткани при производстве автотентов, павильонов, шатров, рекламных банеров, навесов от солнца, бассейнов, надувных судов, укрывных пленок для сельского хозяйства и строительства, биотопов, укрывных тентов для легких судов и бассейнов, промышленных завес и т.д.
Аппарат имеет небольшие размеры и вес, автоматическое начало сварки, специальный направляющий ролик для точности ведения автомата по шву, жидкокристаллический дисплей с отображением сварочных параметров, электронную регулировку нагрева и возможность переоборудования под другую ширину шва.
Технические характеристики этих автоматов представлены в табл. 2.2.

На рис.2.18 показан сварочный автомат немецкой фирмы HERZ, выполняющий нахлесточное соединение из тонколистового полимерного материала.
Как самому сделать индукционный нагреватель из сварочного инвертора

ОБОРУДОВАНИЕ
Индукционный нагреватель из сварочного инвертора представляет собой эффективный прибор с высоким КПД и несложным внутренним устройством. Устройства промышленного производства обойдутся достаточно дорого, поэтому самостоятельная сборка является неплохой альтернативой.
Описание самодельного индукционного нагревателя
Нагревательное оборудование, которое работает по принципу индукции, стремительно набирает популярность. Это обусловлено практически бесшумной работой, эффективным обогревом окружающего пространства и повышенной безопасностью в сравнении с топливными системами.

Устройство самоделки
Самодельный прибор состоит из таких частей:
- Нагревательного элемента. В его качестве используется трубка из металла или полимерных материалов, которая спрятана в индукторном компоненте и содержит теплоноситель.
- Альтернатора (генератора переменного ТВЧ). Устройство требуется для повышения частот бытовой сети. Оно делает их выше стандарта в 50 Гц.
- Индуктора. Представляет собой цилиндрическую катушку из проволоки, которая генерирует электромагнитное поле.
Сфера применения
Принцип индукции широко применяется в таких сферах человеческой деятельности:
- Металлургия. С помощью технологии производится плавка металлических заготовок.
- В бытовой сфере. С помощью нагревателей выполняется готовка пищи, нагрев воды или обогрев частных сооружений.
- В отдельных направлениях промышленности. Метод используется в работе индукционных печей быстрого разогрева.
Принцип работы индукционного нагревателя для металла
Под индуктором подразумевается катушка, изготовленная из медной проволоки, которая провоцирует магнитное поле. С помощью генератора переменного тока формируется высокочастотный поток из базового потока бытовой электросети с частотой 50 Гц. Роль нагревателя играет металлический элемент, поглощающий тепло. При правильном соединении таких составляющих получается эффективный прибор, который может использоваться для нагрева жидкого вещества и обогрева помещения.
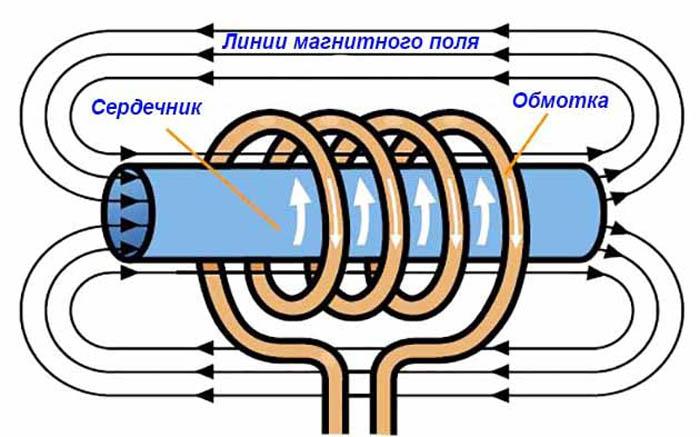
Генератор направляет электрический ток с соответствующими параметрами на катушку (индуктор). Когда сквозь деталь проходит поток заряженных частиц, это вызывает формирование магнитного поля.
Индукционные нагреватели работают по принципу образования электропотоков в проводниках. Магнитное поле может менять направление электромагнитных волн. В случае взаимодействия с металлическими изделиями, оно моментально нагревает их без контакта с индуктором. Этому способствуют вихревые токи.
Действительно ли можно сэкономить на индукционном нагреве
Популярность использования оборудования в быту обусловлена неплохой экономией электроэнергии. При установке на кухне плит, работающих по методу индукции, у владельца исчезает необходимость включения вентиляции, т.к. окружающее пространство практически не прогревается. Нагревательная поверхность не требует сложной очистки, поскольку она выполнена из стекла.
Из-за увеличенной скорости нагрева продолжительность работы системы сокращается, что тоже позволяет сэкономить на электричестве.
Преимущества самодельного устройства
Нагреватели имеют несколько важных достоинств. К ним относят следующие пункты:
- На поверхности агрегата не появляется накипь, поскольку при образовании вихревых токов происходит вибрация. Подобная особенность исключает дополнительные траты на очистку котлов.
- Теплогенератор отличается максимальной герметичностью, даже если он изготовлен своими руками. Вероятность протечек в котлах исключается, поскольку теплоноситель прогревается внутри трубы, а тепловая энергия передается посредством электромагнитного поля. В устройстве системы не предусмотрены разъемные соединения.
- Нагревательный прибор не нуждается в ремонте или обслуживании, поскольку он представляет собой трубку из меди. Для сравнения, спираль ТЭНа часто перегорает и требует замены.
- Во время работы инверторного оборудования отсутствует избыточный шум. При этом агрегат создает вибрации, но их частота настолько низкая, что они практически не ощущаются.
- Сборка и обслуживание системы не сопровождаются большими затратами. Это позволяет без особых сложностей и финансовых вложений соорудить обогревательный прибор в домашних условиях.
Недостатки нагревателя
Помимо положительных качеств, нагреватели индукционного типа имеют и недостатки. При размещении на небольшом расстоянии от оборудования можно получить ожоги, поскольку оно нагревает не только теплоноситель, но и окружающее пространство. В сравнении с газовыми котлами индукционные системы дороже в эксплуатации.
В число недостатков относится риск детонации из-за перегрева теплоносителя.
Проблема исключается путем монтажа датчика давления.
Что потребуется для изготовления своими руками
Для предстоящей сборки нагревателя из инверторного механизма потребуется подготовить:
- Корпус будущего агрегата. Его делают из полимерной трубы диаметром 50 мм, которая устойчива к нагреву.
- Нагревательный элемент. В качестве этой детали можно использовать проволоку из нержавеющего материала.
- Держатель для проволочных отрезков. Это металлическая сетка с небольшим сечением ячеек.
- Индукторная составляющая. Подойдет медная проволока.
- Система подачи жидкости. Для этих целей используется циркуляционный насос.
Кроме того, потребуется подготовить терморегулятор и элементы подключения к отопительному контуру, к которым относятся шаровые краны и переходники.
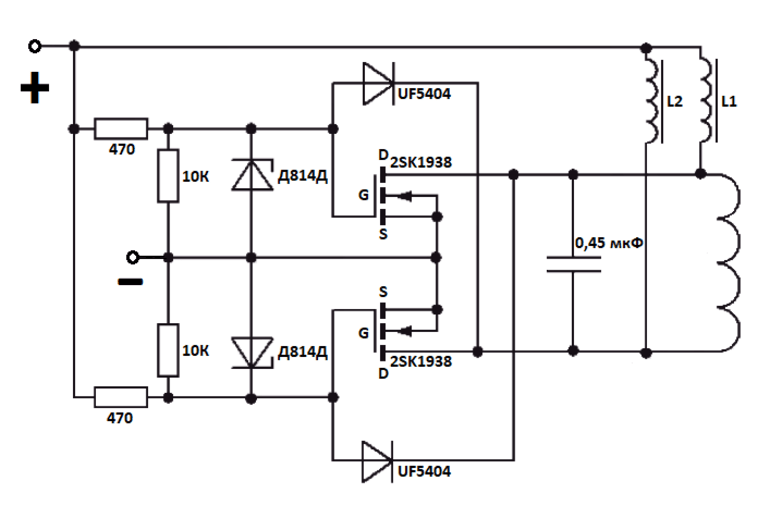
Схемы для изготовления нагревателя
Существуют готовые чертежи для сборки нагревательного оборудования. В зависимости от технических параметров и назначения устройства они различаются.
Классическая схема нагревателя функционирует по принципу «двойного полумоста», который оснащен 4 силовыми транзисторами и изолированным затвором. Для управления транзисторами используют микросхему IR2153.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты. Также важно подготовить чертежи и придерживаться инструкции по сборке.
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
Чтобы система работала корректно, останется подключить медную проволоку к плюсовому значению сварки и оценить работоспособность конструкции.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Длина отрезков регулируется индивидуально без особых ограничений. При этом, чем выше показатель магнитного сопротивления стали, тем быстрее будет осуществляться нагрев.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
Последующая сборка производится по такой инструкции:
- На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
- Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК. Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
- Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
- Изготавливается обмотка. Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Если планируется частая и интенсивная эксплуатация оборудования, лучше подготовить блок питания повышенной мощности.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.
.jpg)
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
Специалисты применяют для таких целей терморегуляторы с реле и датчиками. Такие элементы умеют отключать цепь при нагреве теплоносителя до требуемой температуры.
Безопасность устройства
Для повышения безопасности самодельного нагревателя необходимо выполнить такие требования:
- Организовать качественную изоляцию. Все проводники и соединения нужно тщательно заизолировать, чтобы исключить риск получения удара током.
- Правильно выбрать отопительную систему. Индукционные системы не подходят для совместного использования с оборудованием, которое применяет принцип естественной циркуляции воды. Для этих систем нужен водяной насос.
- Выбрать подходящее размещение устройства. Прибор должен находиться на расстоянии от 40 см от стен и предметов интерьера, и на расстоянии от 80 см от потолка или напольного покрытия.
- Установить регулировочные клапаны и манометры. Такие средства безопасности защитят оборудование от скачков давления. Кроме того, нужно предусмотреть систему стравливания воздуха.
Полезное видео по созданию нагревателя индукционного типа
В предложенных видео подробно описан принцип работы устройств индукционного типа. Также в ролике можно посмотреть особенности самостоятельной сборки агрегата.
Дополнительные советы по изготовлению
При изготовлении системы необходимо изолировать открытые элементы для повышения безопасности. Рекомендуется предусмотреть автоматическую систему управления системой и подключать прибор к электрической сети с помощью подходящих переходников. Такие действия повысят безопасность нагревателя и продлят срок его службы.
Регулятор тока для сварочного аппарата

Введение в схему аппарата регуляторов для сварки положительно влияет на работу оборудования. Однако каждое устройство имеет недостатки, которые необходимо изучить заранее.
Любое отклонение настроек агрегата от нормы негативно сказывается на качестве шва. Существуют регуляторы, меняющие силу тока, направление магнитного потока, напряжение.

Общая информация
Залог высокого качества шва – правильная настройка параметров электротока. Опытные сварщики работают с деталями разной толщины. При этом мало выставить стандартные значения минимума или максимума.
Требуется тонкая регулировка с точностью до ампера. Для этого в конструкцию аппарата включают дополнительное устройство. Его называют регулятором тока.
Как производится регулировка тока сварочного аппарата
Настройка параметров агрегата обеспечивает не только высокое качество шва, но и удобство выполнения работ. Регулировка дает возможность правильно выбрать тип и диаметр электрода для каждого случая.
Выбор режима работы меняют механически или автоматически.
Во втором случае нужны сложные симисторные или тиристорные схемы. При наличии таких компонентов ремонт аппарата вызывает затруднения, его можно выполнять только в условиях специальной мастерской.
Способы регулировки сварочного тока
Настраивать аппарат можно разными методами.
Самыми распространенными считаются:
- повышение индуктивной или резистивной нагрузки на обмотку агрегата;
- уменьшение или увеличение числа витков;
- перенаправление магнитного потока оборудования;
- введение полупроводниковых систем.
Вариантов реализации этих схем много. При самостоятельной сборке аппарата каждый сварщик выбирает регулирующее устройство по возможностям.
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
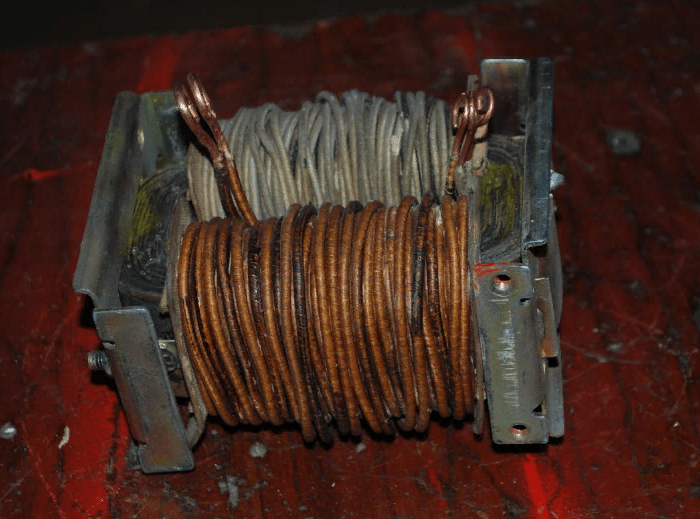
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
Изменение количества витков
Такой способ действует благодаря повышению или уменьшению показателя трансформации. Для этого используют вспомогательные отводы вторичной обмотки.
Переключение между элементами помогает менять рабочее напряжение, мощность дуги. Регулятор способен работать с высокими силами электротока. Недостатками считают сложность приобретения коммутатора с требуемыми характеристиками, малый диапазон настроек.
.jpg)
Изменение магнитного потока аппарата для сварки
Метод предназначен для работы с трансформаторными агрегатами. Меняя магнитный поток, увеличивают КПД аппарата. Это помогает регулировать значение тока.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
Прежде аппараты снабжались специальной рукояткой. При ее повороте обмотка поднималась либо опускалась. Этот метод устарел и сейчас почти не применяется.
Мощные полупроводниковые приборы
Создание устройств, рассчитанных на высокие напряжение и силу тока, помогло разработать усовершенствованные сварочные аппараты. Регуляторы меняют не только сопротивление.
Они позволяют влиять на значения электричества, улучшать характеристики дуги. В классическом сварочном трансформаторе применяют тиристорные регулирующие приборы.
.jpg)
Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
.jpg)
Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Лучшим вариантом считается нихромовая проволока. Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.

Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
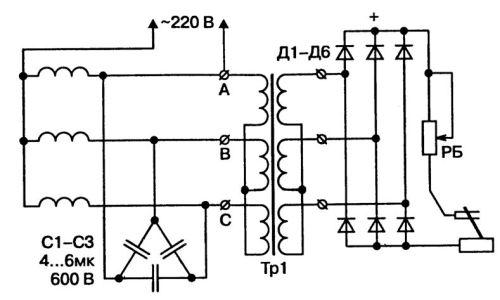
Схема тиристорного и симисторного регулятора тока
Такие элементы использовались в старых сварочных аппаратах. Их встраивали в первичную или вторичную обмотку трансформатора.
Принцип действия приборов таков:
- Управляющий элемент тиристора получает сигнал от регулятора. Это способствует открытию полупроводника. Диапазон длительности сигналов широк.
- Увеличение параметра способствует изменению времени начала полупериода электротока. Из-за этого его средняя сила снижается или повышается.
Главным недостатком схемы является увеличение времени нулевых значений. Дуга укорачивается, гаснет в процессе сварки. Для устранения такого эффекта в цепь включают дроссели.
.png)
Способы измерения сварочного тока
Для оценки рабочих параметров аппарата требуются специфические устройства, которые редко применяются в быту.
Токоизмерительные клещи
Самый простой измерительный инструмент. Встраивать его в электрическую цепь не нужно. Силу тока меряют на расстоянии, не касаясь провода. Разводящийся контур инструмента охватывает кабель.
На корпусе расположен переключатель диапазонов измерения, максимальное значение составляет 500 А. Клещи можно использовать в любой ситуации.
Инструмент не воздействует на электрическую цепь аппарата. Он подходит только для измерения переменного тока. В остальных случаях клещи бесполезны.

Амперметр
Встраивание этого прибора в электрическую цепь помогает получать более точные результаты измерений.
При подключении учитывают такие особенности:
- В цепь встраивают не само устройство, а его шунт. Стрелочный указатель подключают к резистору параллельно.
- Шунт имеет собственное сопротивление. Однако замерить его стандартным омметром не получится.
- Для каждого амперметра предназначен резистор своего сопротивления. Чаще всего устройства продаются в комплекте.
- Амперметр не должен реагировать на колебания, возникающие при изменении параметров тока. В противном случае стрелка будет хаотично двигаться при горении дуги.
Дополнительная информация
При сборке регулятора для сварочного агрегата стоит использовать тонкое текстолитовое основание. Это упрощает процесс монтажа. Все электронные компоненты, спирали и проводники нужно изолировать друг от друга.
В противном случае повышается вероятность короткого замыкания. При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.
Читайте также: