С какой целью применяют импульсно дуговой способ сварки плавящимся электродом
Обновлено: 20.09.2024
Под термином «сварка плавлением» подразумевается термический процесс, проводимый способом оплавления соединяемых поверхностей без их сжатия с добавлением расплавленного присадочного металла (вводится при необходимости в сварочную ванну к основному металлу).
Сварка подходит для всех металлов и сплавов, включая те, которые при нагреве сразу принимают жидкое состояние (бронза, сплавы литейные магния и алюминия, чугун). Можно использовать для соединения неметаллических материалов – керамики, стекла, графита.
ГОСТы
Термины, определения, требования и другие сведения, касающиеся сварки плавлением, прописаны в ГОСТах, которые обязательны к выполнению. Перечень некоторых стандартов:
Виды и характеристика
Сварка плавлением относится к термическому классу и включает формы, выполняемые с применением тепловой энергии.
В зависимости от источника нагрева существуют следующие виды:
Дуговая
Электродуговая сварка – распространенный вид. Применяется в быту, мелкомасштабном производстве, промышленности. Ее действие основано на получении тепла с помощью дугового разряда, который возникает между электродом и свариваемым металлом. Источник энергии – постоянный или переменный ток.
Под воздействием тепла торец электрода и кромки соединяемых деталей расплавляются, образуется сварочная ванна, некоторое время находящаяся в расплавленном состоянии. Сварное соединение образуется после затвердевания металла.
Виды дуговой сварки зависят от факторов:
- типа дуги – прямого действия (зависимая) или косвенного действия (независимая);
- степени механизации процесса — ручная, полуавтоматическая, автоматическая;
- вида тока и полярности — постоянный ток прямой (на электроде – минус) или обратной (на электроде – плюс) полярности или переменный ток;
- степени защиты участка проводимых работ от атмосферного воздействия – без защиты (голый или со стабилизирующим покрытием электрод), с защитой (шлаковой, шлакогазовой, газовой, комбинированной);
- свойств электрода – сварка плавящимся или неплавящимся электродом.
Плавящимся электродом
Является разновидностью дуговой сварки, при которой электрод расплавляется и служит присадочным материалом. Образование сварного шва происходит в результате расплавления электрода и кромок металла.
Плавящиеся электроды бывают медными, стальными, алюминиевыми.
Неплавящимся электродом
Это процесс, выполняемый с использованием не расплавляющегося во время сварки электрода. Заполнение шва происходит металлом свариваемых деталей. Неплавящиеся электроды представляют собой стержни из электропроводящего материала (угольный, вольфрамовый или графитовый).
Действие требует введения в сварочную ванну присадочной проволоки. При работе с химически активными металлами используют сварку в защитных газах (аргон, гелий, их смесь). Способ находит применение в нефтеперерабатывающей, химической, пищевой, теплоэнергетической, автомобилестроительной сферах. Подходит для соединения цветных металлов и наплавки твердых сплавов.
Электрошлаковая
Источником нагрева служит тепло, которое выделяется в жидкой ванне при прохождении электрического тока через расплавленный шлак (флюс).
Принцип действия заключается в прохождении электрического тока по электроду, расплавленному шлаку, основному металлу. Этим обеспечивается расплавление базисного и присадочного металлов и специального флюса, постоянно поступающего в ванну.
- по виду электрода (проволочный, пластинчатый, плавящийся мундштук);
- по числу электродов (одно-, двух-, многоэлектродная);
- по наличию колебаний электрода (без колебаний, с колебаниями).
Электрошлаковый способ сваривания применяют при соединении деталей, имеющих толщину 15-600 мм.
Лазерная
Для нагрева используется энергия излучения лазера. Процесс состоит в расплавлении кромок металла лазерным лучом. Его образование происходит от источника света, получаемого вследствие излучения фотонов возбужденными атомами.
Поток лазерного излучения направляется в фокусирующую систему, превращается в пучок меньшего размера и отправляется на свариваемые детали. Луч проникает в материал, поглощается, нагревает его и расплавляет, в результате чего формируется сварной шов.
Применяется для соединения нержавеющей стали, титана, алюминия, элементов автомобилей, в радиоэлектронике, электронной технике. Точечная сварка — при ремонте оправ очков, ювелирных украшений.
Газовая
Источник нагрева — тепло пламени газов, сжигаемых в кислороде, с использованием горелки. Выделяемое тепло оплавляет поверхность свариваемых деталей и присадочный материал, образуя сварочную ванну – металл шва в жидком состоянии.
Виды горючих веществ, смешиваемых с кислородом:
Благодаря медленному и плавному нагреву металла, газовую сварку применяют для соединения деталей из чугуна, цветных металлов, инструментальной стали. Используют для твердой пайки, наплавочных и ремонтных работ.
Плазменная
Нагрев осуществляется с помощью сжатой дуги. Энергоносителем служит электрический разряд. Источник нагрева – плазма, высокотемпературный ионизирующийся газ. Для самопроизвольной ионизации необходима температура более 5500° С.
Принцип действия плазменной сварки основан на процессе расплавления металла потоком плазмы, генерируемым сжатой дугой, расположенной в плазмотроне. Дуга обдувается газом, который нагревается и ионизируется. В результате заряженные частицы газа превращаются в направленный поток плазмы, который выдувается соплом плазмотрона.
Применяют в приборостроении, авиационной промышленности, для соединения молибдена, вольфрама, сплавов никеля, нержавеющих сталей.
Благодаря глубокому проплавлению металла, возможна сварка листовых металлов с толщиной до 9 мм.
Электронно-лучевая
Источник нагрева – энергия ускоренных электронов сфокусированного электронного луча, который формируется электронной пушкой. Процесс сварки проводится в вакуумной камере с помощью электронного луча.
Плавление металла происходит вследствие энергии, полученной в результате интенсивной бомбардировки быстро передвигающимися в вакууме электронами места сварки. Кинетическая энергия электронов после их удара о поверхность деталей превращается в тепловую. Металл плавится, и образуется сварочный шов.
Сварка неплавящимся электродом. Импульсно-дуговая сварка. Технологические особенности сварки
Для сварки тонколистового металла находит применение импульсная дуга. Основной металл расплавляется дугой, горящей периодически отдельными импульсами постоянного тока (рис. 6, а) с определенными интервалами во времени. При большом перерыве в горении дуги (tп) дуговой промежуток деионизируется, что приводит к затруднению в повторном возбуждении дуги. Для устранения этого недостатка постоянно поддерживается вторая, обычно маломощная дежурная дуга от самостоятельного источника питания. На эту дугу и накладывается основная импульсная дуга. Дежурная дуга, постоянно поддерживая термоэлектронную эмиссию с электрода, обеспечивает стабильное возникновение основной сварочной дуги.
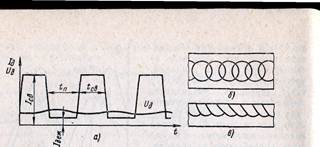
Рис. 6. Изменение сварочного тока и напряжения при импульсной сварке вольфрамовым электродом (а);I св — сварочный ток; I деж — ток дежурной дуги; ( tп - время паузы; tсв — время сварки (tсв + tп = t ц — время цикла); швы в плоскости (б) и продольном сечении (в)
Шов в этом случае состоит из отдельных перекрывающих друг друга точек (рис. 6, б и в). Величина перекрытия зависит от металла и его толщины, силы сварочного тока и тока дежурной дуги, скорости сварки и т. д. С увеличением силы тока и длительности его импульса ширина шва и глубина проплавления увеличиваются (рис. 7). Размеры шва в большей степени зависят от силы тока, чем от длительности его импульса. Благоприятная форма отдельных точек, близкая к кругу, уменьшает возможность вытекания расплавленного металла из сварочной ванны (прожога). Поэтому сварку легко выполнять на весу без подкладок при хорошем качестве во всех пространственных положениях.
Представляет определенный интерес использование внешнего магнитного поля для отклонения или перемещения непрерывно горящей дуги. Внешнее переменное или постоянное магнитное поле, параллельное или перпендикулярное к направлению сварки, создается П-образными электромагнитами. При использовании постоянного магнитного поля дугу можно отклонить в любую сторону относительно направления сварки. При от-
клонении дуги в сторону направления сварки (магнитное поле также параллельно направлению сварки) наблюдается такой же эффект, как и при сварке наклонным электродом — углом вперед. В этом случае уменьшается глубина проплавления. При отклонении дуги в обратном направлении наблюдается увеличение глубины проплавления, как при сварке с наклоном электрода углом назад.
При переменном внешнем магнитном поле дуга колеблется с частотой внешнего магнитного поля. В результате изменяются условия ввода теплоты в изделие и, в частности, ее распределение по поверхности. При колебании дуги поперек направления сварки увеличивается ширина шва и уменьшается глубина проплавления. Это позволяет сваривать тонколистовой металл. Удобно использовать этот способ для сварки разнородных металлов (например, меди и стали и др.) небольшой толщины при отбортовке кромок.
Колебания, сообщаемые расплавленному металлу сварочной ванны, изменяют характер его кристаллизации и способствуют измельчению зерна. В результате улучшаются свойства наплавленного металла. Поэтому этот способ используют при сварке металлов, характеризующихся крупнозернистым строением металла шва, таких как алюминий, медь, титан и их сплавы. Имеется положительный опыт использования способа и при сварке высокопрочных сталей и сплавов.
Импульсно-дуговая сварка: суть, виды, сфера применения, алгоритм, достоинства и недостатки метода
Импульсно-дуговая сварка – это вид дуговой сварки, при котором на дежурную дугу накладываются импульсы большего тока. Метод применим при сварке как в среде защитных газов, так и плавящимися и неплавящимися электродами.
Технология импульсно-дуговой сварки
Импульсно-дуговая сварка осуществляется посредством сварочного оборудования, предполагающего возможность наложения на постоянную дугу импульса, превосходящего в разы по силе тока показатели дежурной дуги.
Импульсно-дуговая сварка происходит, согласно следующему алгоритму:
- на фоне базового тока импульсом высокой мощности происходит расплавление конца электрода и формирование на его конце капли нужного размера;
- далее сформированная капля отделяется и переносится на металлическую заготовку;
- сила тока падает до базового значения, позволяющего поддерживать дежурную дугу;
- происходит осаждение металла в сварочной ванне;
- далее следует повторение данного процесса.
Преимущества и недостатки
Импульсно-дуговой способ сварки разрабатывался как более универсальная и производительная альтернатива дуговому способу. Среди его достоинств можно назвать:
- исключение возможного брака в виде прожогов и несплавлений;
- отсутствие разбрызгивания металла во время сварочного процесса;
- экономичный расход сварочной проволоки и электродов;
- возможность сварки разных по составу металлов;
- благодаря малому числу возникающих дефектов, значительно упрощена обработка сварных швов.
Недостаток импульсно-дугового способа сварки: данный способ неприменим для больших сварочных объемов.
Сфера использования
Изначально данный способ был придуман для сварки нержавеющий стали. Его первое применение – строительство в 1932 году американского поезда Pioneer Zephyr, где применение сваренной этим способом нержавеющей стали позволило сократить вес состава, а, значит, увеличить его скоростные параметры.
Позже выяснилось, что импульсно-дуговая сварка может успешно применяться при соединении друг с другом как разных марок сталей, так и цветных металлов: алюминиевых, медных, никелевых сплавов и титана.
Диапазон заготовок, который можно сваривать с помощью импульсного способа сварки – от 1 до 50 мм.
Сейчас импульсно-дуговой способ широко применяется при монтаже трубопроводов разного назначения. Он обеспечивает качественный сварной шов практически без дефектов, хорошо сформированный обратный валик, не требующий зачистки, и достаточную прочность сварного соединения, что является приоритетным для данных видов конструкций.
Виды импульсной сварки и их краткая характеристика
Классификация видов импульсно-дуговой сварки основана на разнице способов преобразования тока для создания импульса. Всего их выделяют четыре: магнитно-импульсный, аккумуляторный, инерционный и конденсаторный.
Магнитно-импульсный вид
Суть данного вида сварки – соединение металлических деталей путем их соударения с использованием в процессе импульсного электромагнитного поля.
В процессе сварки одна деталь остается неподвижной, а вторая приводится в движение электромагнитным полем, генерируемым сварочной установкой. В момент их сближения образуется дуга, которая сваривает заготовки. Магнитно-импульсная сварка актуальна в машиностроении для соединения трубчатых деталей между собой и с другими деталями. Также ее применяют для сварки плоских деталей по их наружному и внутреннему контуру. Магнитно-импульсная сварка может применяться для соединения деталей с диапазоном толщин заготовок 0,5-2,5 мм.
Этот вид сварки не получил широкого распространения из-за сложности технологически-настроечного процесса и быстрого износа сварочного оборудования.
Аккумуляторный вид
В сварочных аппаратах, предназначенных для этого вида сварки, необходимая сила тока для импульса генерируется с помощью щелочных аккумуляторов. Их отличительная конструкционная особенность – низкое значение внутреннего сопротивления, что позволяет выдать ток короткого замыкания, который по силе во много раз превосходит ток стандартной разрядки. Подобный вид сварки на данный момент находится в стадии разработки и широко не применяется.
Инерционный вид
В инерционном виде сварки применяется накопленная энергия вращающегося маховика, который приводится в движение общим валом роторного силового генератора.

Схема сварки трением
В момент сварки скорость движения маховика замедляется, и он трансформирует запасенную кинетическую энергию в форме импульса сварочного тока.
Конденсаторный вид
При конденсаторной сварке импульс, необходимый для сварного процесса, обеспечивается энергией короткого импульса тока при разряде конденсатора. Этот вид сварки имеет ограничения по максимальному сечению свариваемых заготовок. Область его применения – соединение листового металла с крепежными элементами различной конструкции (шпильками, втулками, гвоздями и т. д.). Также он успешно используется в производстве электронных компонентов и приборостроении, где необходимо сваривать между собой мелкие детали и металлы малых толщин.
Сварка плавящимся электродом: технология процесса, необходимое оборудование, типы переноса электродного метала
Дуговая сварка плавящимся электродом — это метод, при котором между свариваемым изделием и концом электрода возникает электрическая дуга, под действием которой основной металл и электрод начинают плавиться, образуя сварочную ванну, а обмазочный материал электрода при этом создает газовую защитную среду, необходимую для качественного шва.
Плюсы и минусы метода
Плюсами этого способа сваривания всегда считались:
- простота эксплуатации и низкая цена оборудования для сварного процесса;
- возможность сваривания большого количества разновидностей металлов при широком спектре выбора электродного материала;
- возможность выполнять сварные работы в труднодоступных местах;
- уместно сваривание в любых пространственных положениях.
Из недостатков стоит выделить:
- в процессе выделяется большое количество веществ, вредных как для самого сварщика, так и для окружающих;
- качество сварного шва во многом зависит от опыта и квалификации сварщика;
- скорость выполнения работ зачастую ниже, чем при иных методах;
- при выполнении сварки на постоянном токе магнитные поля сильно влияют на отклонение дуги, что затрудняет процесс.
Оборудование для ручной дуговой сварки
Оборудование, необходимое для ручного дугового сваривания, состоит:
- из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
- из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
- из кабеля обратного заземления для соединения свариваемого изделия с источником питания.
Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Перенос электродного металла: виды и характеристики
Перенос электродного металла делится на три типа:
- крупнокапельный перенос. Случается, если процесс происходит с высоким напряжением на электрической дуге и невысокими параметрами тока при сваривании. Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
- мелкокапельный перенос. При данном виде переноса металла капли расплавленного электродного материала равны или меньше по диаметру, чем сам электрод. Процесс сварки проходит с высоким напряжением на дуге и высокими параметрами тока. При мелкокапельном переносе увеличивается скорость выполнения работ, шов имеет более аккуратный вид. Такой тип переноса наиболее подходит для сваривания толстостенных металлов.
- струйный перенос. Струйный перенос металла обычно происходит при высокой силе тока и использовании электрода с прямой полярностью. При данном переносе очень мелкие капли металла идут одна за другой непрерывной цепочкой, обеспечивая ровную и гладкую на ощупь поверхность шва. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
Сварочный процесс
От источника сварочного тока к электроду поступает электроэнергия. Во время контакта электрода со свариваемым металлом образуется электрическая дуга, которая расплавляет изделие и электрод, вследствие чего возникает сварочная ванна. Электродный материал, поступая в эту ванну, сплавляет кромки металла, который нужно сварить, а обмазка обеспечивает защиту в области формирования шва и образует защитный слой по окончании процесса сваривания.

Схема сварки плавящимся электродом
Сварка плавящимся электродом в защитных газах
Этот тип сварки подразумевает собой сварку с помощью автоматических или полуавтоматических сварочных аппаратов, в процессе сварочная проволока подается в зону формирования шва. В роли защитного газа чаще всего выступают аргон либо углекислый газ, которые подаются в зону действия электрической дуги для обеспечения хорошего соединения металлов и отсутствия дефектов сварочного шва. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Этот способ отличается высокой производительностью и большой скоростью процесса, что способствует его распространению в сфере промышленного производства металлоконструкций, машиностроении.
Из-за отсутствия шлаковых включений и возможности аккуратного выполнения сварки при очень малых толщинах материала данный метод получил широкое распространение на разнообразных СТО и других предприятиях по обслуживанию и ремонту автомобилей.
Читайте также: