Самодельный аппарат для сварки алюминия
Обновлено: 20.09.2024
Аппарат для сварки алюминия является весьма необходимой вещью сегодня, поскольку область применения такого востребованного металла довольно широка в бытовом обиходе и часто применяется в сфере промышленности. Объясняется это тем, что алюминий обладает уникальнейшими свойствами, такими как легкость, высокая отражательная способность и теплопроводность, пластичность, эластичность, мягкость, прочность. Но благодаря своей структурной схожести с азотом, водородом, кислородом на его поверхности может возникать процесс окисления с выделением вредных газов, которые проникают в сам материал. Используя всеми привычную стандартную электродуговую сварку, можно так и не добиться желаемого результата. Поэтому во время данного процесса следует использовать иное устройство с применением специальной технологии, которая не навредит металлу.
Схема сварочного аппарата.
Как сделать сварочный аппарат самостоятельно?
Идеальным является аппарат, который будет работать на аргоновой основе. Он представляет собой простейшее устройство для сварки электродом. При этом еще является балластом для регулировки силы подачи сварочного тока и осциллятором для зажигания дуги.Для изготовления данного аппарата своими руками потребуются некоторые составляющие, главной из которых является трансформатор. Новичкам в этом деле крайне желательно воспользоваться готовым трансформатором, поскольку при наматывании обмоток следует подбирать нужный материал в соответствии с рекомендациями. Дополнительно к обмотке необходимо будет изготовить выпрямитель, который во время работы будет постоянно подвергаться силе напряжения.
Из чего стоит трансформатор?
В целом трансформатор будет состоять из таких частей, как:

Схема сварочного трансформатора.
- Корпус трансформатора. Перед его эксплуатацией необходимо убедиться, что корпус имеет заземление. Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.
- Зажим (цанга).
- Ручка, изготовленная из стального прута.
- Магнитопровод. Суть его работы первоначально заключается в создании для магнитного потока замкнутого пути, который будет обладать наименьшей силой магнитного сопротивления. Именно поэтому магнитопровод изготавливают из тех материалов, которые при переменных магнитных полях не теряют свойство магнитной проницательности. К таким материалам относят сплавы железа и никеля или же сплавы железа, никеля с кобальтом.
- Рукоятка.
- Рымболт.
- Шкала.
- Крышка трансформатора, изготовленная из чугуна или стали.
- Вертикальный винт.
- Ходовая гайка для вертикального винта.
- Обмотки. Проводятся в два этапа. Первичная обмотка трансформатора должна состоять из 250-600 витков. Вторичная – от 60 до 75 витков. Желательно делать ее из медной шины с сечением не меньше 0,35 см в диаметре. Обмотку следует выполнять только по изолированному стержню в одинаковом направлении. Каждый последующий шаг обмотки необходимо изолировать при помощи стеклоткани или подобного вида изолятора. Каждый вывод обмотки залуживают и маркируют. А на каждый конец сетевой части закрепляют кембрик.
- Выпрямитель. Его функция заключается в переработке переменного тока в постоянный.
- Электроды. Для аргонодуговой сварки рекомендуется использовать вольфрамовые электроды, поскольку вольфрам легко выдерживает постоянный ток прямой и обратной полярности или же переменный ток. Во время работы электрод необходимо подносить максимально близко к основе детали. С помощью этой технологии образовавшаяся дуга будет обладать малыми параметрами, что необходимо при сварке алюминия. Электрод должен выступать на 2-5 мм от корпуса горелки, а вокруг надевается керамическое сопло.
- Осциллятор. Его действие заключается в подаче высокочастотных и высоковольтных импульсов.

Схема сварки алюминия полуавтоматом.
Еще одной необходимой вещью является горелка. Подбирается зажим (цанга) диаметром 0,2 см. Далее к обратному направлению зажима следует прочно припаять медную трубку диаметром 0,6 см, которая будет отвечать за подачу газа (в данном случае аргона) и напряжение к электроду. Во время припаивания трубки следует использовать высокие температуры.
К другому концу горелки необходимо прикрепить изготовленную из керамики или же кварца трубку, длиной в 5 см и диаметром 0,8 см, которая будет выполнять рабочую функцию. Необходимо позаботиться о том, чтобы трубка сохранила подвижность и могла сниматься. Поскольку иногда необходимо будет перенаправлять проволоку. В середину трубки будет устанавливаться дугообразный электрод.
Трубка-держатель обязательно должна быть покрыта изолирующим материалом. Лучше всего для этого использовать стеклоткань. Ею нужно обернуть трубку в несколько прослоек, используя между ними герметики из силикона. После изоляции к трубке устанавливается выключатель.
Сама горелка подсоединяется к газовому баллону при помощи трубки (диаметром от 0,6 см до 0,8 см), и дополнительно подсоединяется два провода, один из которых проводится от клапана к выключателю на трубке-держателе, второй предназначен для напряжения в трансформаторе. Сама подача газа выполняется примерно за 20 секунд до начала процесса сварки.
Плюсы и минусы аргоновой технологии

Схема аргоновой сварки плавящимся электродом.
При использовании во время сварки алюминия аргонодуговой технологии можно выделить целый ряд преимуществ:
- Низкий уровень накаливания металла. Это дает возможность без повреждений первоначальных форм сваривать конструкции с любым уровнем сложности.
- Во время воздействия аргона на сварочный шов обеспечивается прочное соединение материалов.
- С помощью высокотемпературной дуги сварочную работу можно провести быстро.
На появление недостатков при использовании данной технологии может повлиять лишь неопытность человека, проводящего сварочную работу,и оборудование, то есть точность его настройки. Также стоимость самого аргона и электродов с вольфрамовым покрытием существенно бьет по карману.
Во время аргонодуговой сварки для качества выполненной работы следует использовать чистый вид аргона.
Но поскольку он является дорогим газом, можно прибегнуть к некоторым хитростям:
- Самостоятельно настроить параметры газовой струи.
- Если в сам сварочный аппарат установить электромагнитный клапан, можно регулировать количество подачи аргона во время сварки.
При аргонодуговой сварке можно применять гелий в соотношении 30% аргона к 70% гелия, используя постоянную силу тока.
О чем следует помнить во время работы с аргоном?

Химические свойства алюминия.
Работа с применением аргона во время сварки алюминия требует выполнения некоторых мер предосторожности:
- Каждый работник должен знать в совершенстве все принципы работы сварного аппарата, правила его эксплуатации, виды сварных швов и способы соединений, какими свойствами обладают используемые виды металлов и сплавов, как между собой взаимодействуют все детали конструкции.
- Необходимо обладать базовыми навыками оказания медицинской помощи при всех видах электротравм, термотравм и отравлении газами.
- В обязательном порядке следует пользоваться всеми средствами индивидуальной защиты во время сварки. Лицо, глаза, руки, ноги, туловище должны быть облачены в защитную спецодежду, которая поможет избежать не только электротравм, но и сохранит жизнь.
- Полное соблюдение всех норм пожарной безопасности, так как работы проводятся с использованием воспламеняющихся и взрывоопасных средств. Необходимо иметь исправный огнетушитель и уметь им воспользоваться в случае надобности.
- Необходимо обеспечить постоянную вентиляцию помещения, в котором проводятся сварочные работы с применением газа во избежание отравлений данным веществом.
- Все элементы электроцепи должны быть тщательным образом изолированы между собой.
- Неисправность хотя бы одного из механизмов сварочного аппарата не допускает его дальнейшей эксплуатации без устранения поломки.
Таким образом, можно убедиться в том, что сварочный аппарат для сварки алюминия можно вполне сделать своими руками, затратив при этом не так много времени и материалов.
Сварочник по алюминию из гаражного хлама .
Сварка алюминия - это всегда актуальная тема среди водномоторной братии . Только вот аргонщики уже давно с ценами оборзели , магазы с китайскими клонами , китайскИХ же клонов сварочных аппаратов ваще никогда совести не имели .
Не дуду рассказывать про синергетику , кубы , пульсы , импульсы и т.д. , расскажу как собрать сварочный аппарат из того , что под руками в гараже валяется . Надеюсь кто нибудь поделится и своим опытом в этом деле .
Сварочный аппарат по алюминию ( в принципе ) состоит из 3 составных частей .
1, Источник сварочного тока .
2, Газовое оборудование .
3, Осциллятор .
Источник сварочного тока
Для наших целей подойдёт любой сварочный трансформатор , который в прошлой жизни уверенно варил электродами диаметром от 3 мм.и больше .
Ну понятно , что это трансформатор выдающий переменный ток , постоянка не нужна ! Если есть диодный мост , то его надо отключить .
Св. трансформатор может быль любого типа , но он должен иметь регулировку сварочного тока . Это может быть и крутилка сверху ( как на дроссельных аппаратах ) , так и сварочник с балластным сопротивлением ( балластником ) в любом исполнении , как в заводском , так и в виде пружины , спирали или просто набора тенов ( таких как в обогревателях ).
Если сеть у вас "просажена " очень желательно использовать сварочник с питанием от 380в ( то есть с подключением на две фазы ) , но можно и на 220 в .
Газовое оборудование ( условно говоря )
Оно состоит из баллона с аргоном , редуктора ( кислородного , азотного и тому подобных ) шланги , горелка .
Горелки продаются в магазах , нам нужна горелка воздушного охлаждения ( с жидкостными не стоит заморачиваться в гаражных условиях ) .
Пару слов касаемо редуктора . Себе поставил два редуктора , последовательно друг за другом . Регулировка газа стала очень плавной , ровной , "без плевков" . Можно ещё и расходомер аргона поставить , но это если интересно заморочиться . Достаточно просто поднести горелку к щеке или глазу , что бы определить необходимый расход аргона .
Осциллятор
Вот в нём обычно и возникала загвоздка .
Я их переделал несколько вариантов . Расскажу про два самых удачных . Принципиальная схема у них одна и та же.
Один собран на трансформаторе от неоновой подсветки и имеет на выходе 10000 вольт ( это много он иногда пощипывает ) Ещё из за высокого напряжения , кожа на руках начинает как бы подгорать и к вечеру руки имеют запах , как будто тебя целый день на костре жарили и не отмывается этот запах гари .
К недостаткам этой конструкции можно отнести не очень стабильную работу на малых токах и дефицит используемых деталей ( например высоковольные конденсаторы трудно найти ) .
Но осциллятор безусловно рабочий .
Ещё один вариант осциллятора собран мною на основе трансформатора из микроволновки . Недостатков я не заметил . Отлично варит на малых токах ( да на любом токе - без проблем ) . Легко доступные детали , компактность , простота в изготовлении , абсолютно не бьёт током , не поджаривает сварного , допускает сварку " на массу " , имеет минимальные утечки " высокого напряжения на землю " , с ним аппарат варит очень мягко , "прощает ошибки " при сварке . Ну короче сам не нарадуюсь до сих пор .
Особенности сварки алюминия инвертором в домашних условиях
Сварка алюминия инвертором, осуществляемая в производственных и в домашних условиях, – это очень распространенный технологический процесс, так как изделия из данного металла используются практически повсеместно. Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.

Сварка алюминиевых деталей в домашних условиях
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
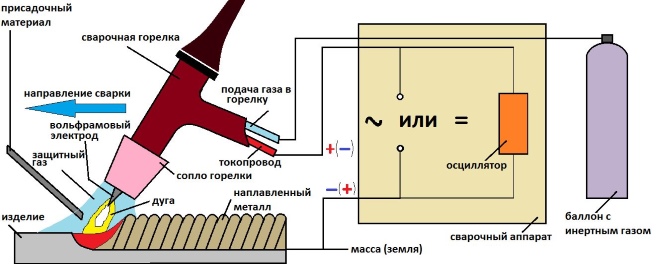
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.

Самодельная печь для сушки и прогрева электродов
Выполняя сварку данного металла инвертором в производственных или домашних условиях, важно учитывать ряд нюансов, от которых зависит качество создаваемого соединения.
- Поверхность деталей из алюминия необходимо тщательно зачистить от тугоплавкой оксидной пленки, которая всегда на ней присутствует. Для этого используются абразивные материалы, металлические щетки или химические средства.
- В отличие от стали, алюминий не меняет цвета своей поверхности в процессе нагревания, что значительно усложняет контроль за выполнением сварочных работ.
- Чтобы обеспечить качественный прогрев соединяемых деталей в процессе выполнения сварочных работ, необходимо действовать не спеша, тщательно контролируя каждый этап технологии.
- Поскольку алюминий отличается высокой текучестью, сварные швы выполняются в один слой. Чтобы избежать протекания расплавленного металла, необходимо использовать металлические подкладки.
- Остывание алюминия после нагрева, вызванного выполнением сварочных работ, может вызвать деформирование свариваемых деталей и появление трещин в полученном соединении. Чтобы избежать этого, желательно не располагать сварные швы слишком близко по отношению друг к другу.
По технологии выполнения сварка алюминия с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).

Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.
В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Правила подготовки к сварочным работам и их проведение
Если говорить о качестве сварки инвертором деталей, изготовленных из алюминия, а также сплавов данного металла, то лучшим оно получается, если она выполняется в среде защитного газа аргона и с применением неплавящегося электрода. Такую сварку вполне можно осуществлять в домашних условиях, используя для этого инвертор и соответствующие расходные материалы.

Вольфрамовые электроды для сварки в защитном газе
Естественно, что для такой сварки необходимо использовать дополнительное оборудование, которое обеспечивает подачу, а также регулировку потока защитного газа. Вам также понадобится баллон, в котором данный газ содержится.
Качество сварки напрямую зависит от того, насколько тщательно проведены подготовительные работы. Основная цель таких работ – разрушить тугоплавкую оксидную пленку, присутствующую на поверхности изделий из алюминия. Кроме того, если необходимо выполнить сварку деталей значительной толщины, область соединения желательно прогреть, используя для этого обычную газовую горелку.
Технология выполнения сварочных работ, осуществляемых с алюминием с помощью инвертора, выглядит следующим образом.
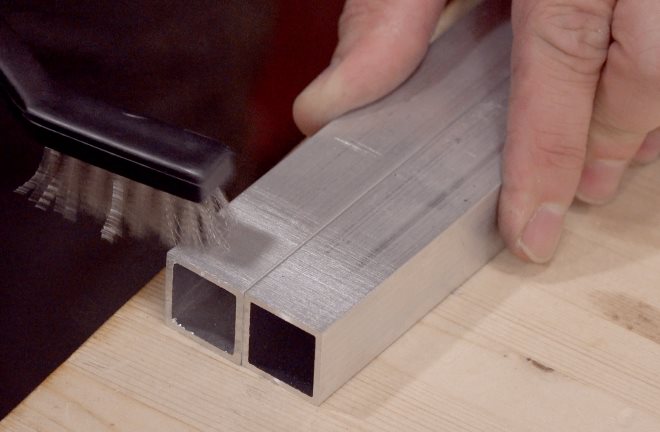
Подготовка свариваемых поверхностей механическим способом
- Торцы соединяемых деталей и область, прилежащая к будущему сварному шву, тщательно зачищаются, для чего используется металлическая щетка или (в некоторых случаях) химическое средство.
- Если сварку планируется выполнять электродами, на которые нанесено специальное покрытие, что часто практикуется именно в условиях гаража или домашней мастерской, то электроды необходимо предварительно прогреть в специальной печи.
- Сварочные работы выполняются не спеша. Это требуется для того, чтобы обеспечить качественный прогрев соединяемых деталей. При сварке алюминия и сплавов данного металла электродами и присадочным прутком не производятся поперченные колебания, а сама сварка выполняется в один слой. Чтобы более подробно познакомиться с нюансами данного процесса, можно посмотреть обучающее видео.
- Защитный газ, используемый для выполнения сварки, начинает подаваться за несколько секунд до ее начала. После окончания процесса также необходимо выждать 5–7 секунд, а затем выключить подачу газа.
Итак, выполнять сварочные работы с таким металлом, как алюминий, можно и в домашних условиях, важно только использовать для этого соответствующее оборудование и расходные материалы. Естественно, необходимо обладать и навыками выполнения сварочных работ – одного просмотра тематического видео будет мало, если вы плохо знакомы с инвертором.
Аргонная сварка своими руками – схема, фото, видео
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
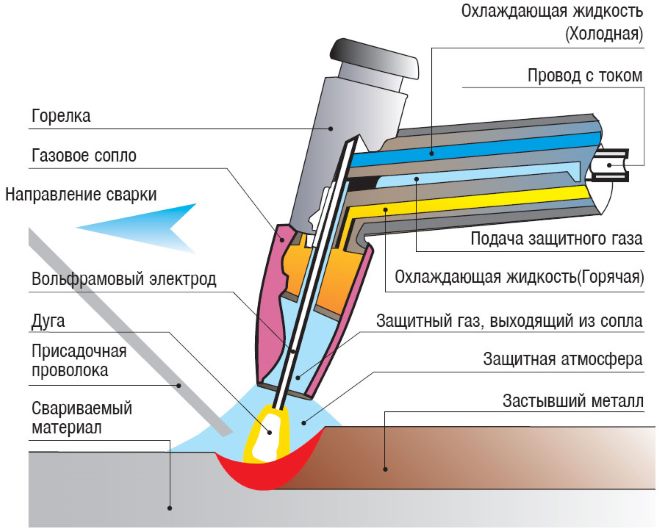
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
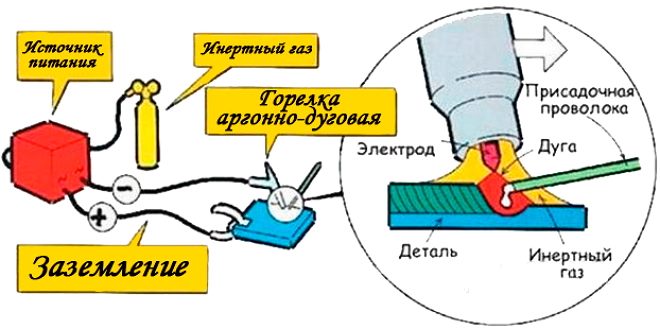
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
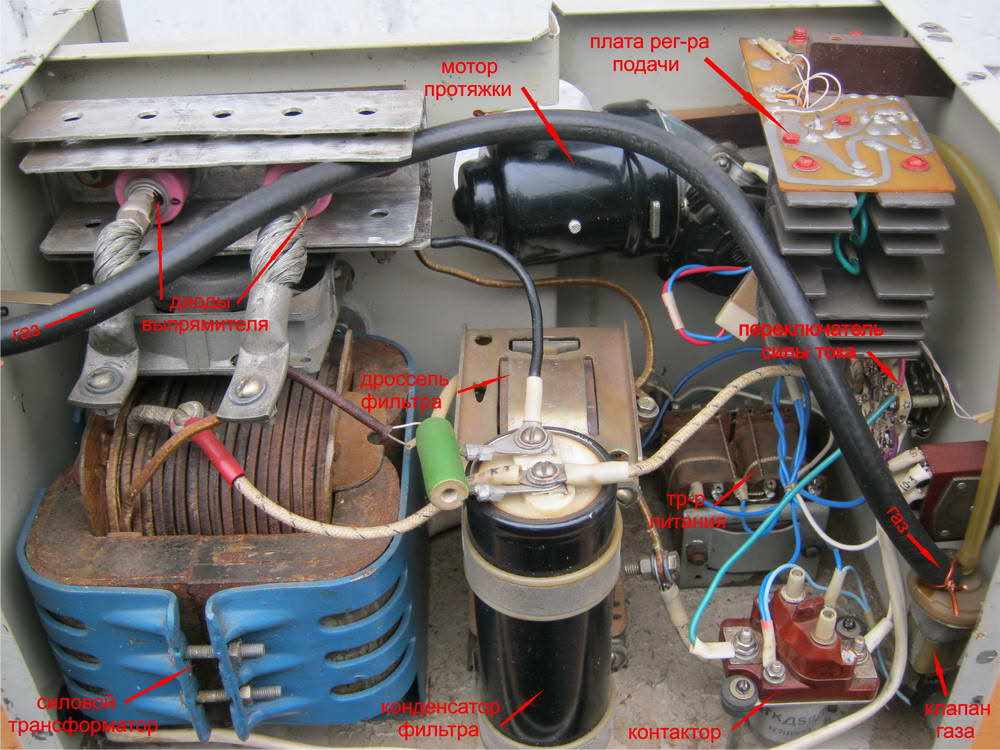
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
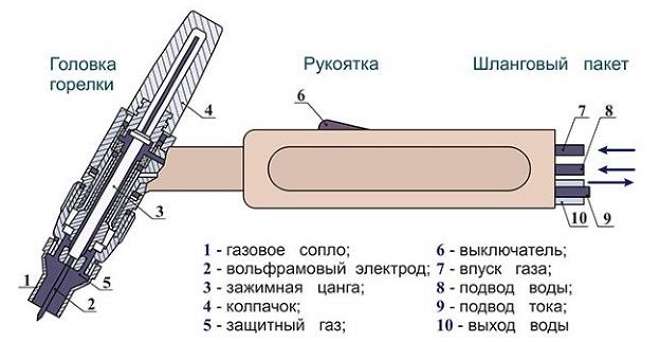
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.

Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.

Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Аппарат для сварки алюминия – нюансы настройки оборудования и тонкости работы
Выбирая аппарат для сварки деталей из алюминия, важно учитывать особенности данного металла, затрудняющие осуществление сварочных работ по традиционным технологиям. Оборудование, которое можно использовать для соединения деталей из алюминия, а также его сплавов, должно обладать рядом специальных функций, которые и дадут возможность получать качественные и надежные сварные швы.

Процесс сварки алюминия
Выбор соответствующего оборудования – не единственное требование, которое следует учесть при сварке алюминия. Важно также правильно подобрать расходные материалы, обладать специфическими знаниями и навыками выполнения работ подобного характера.
Оборудование для качественной сварки алюминия
Высокая сложность сварки деталей из алюминия объясняется тем, что данный металл очень активно взаимодействует с кислородом, азотом и водородом, содержащимися в окружающем воздухе. Такое взаимодействие происходит при любых температурах и приводит к тому, что на поверхности алюминия формируется тугоплавкая оксидная пленка, которая и препятствует выполнению сварочных работ. Именно поэтому сварку деталей из данного металла выполняют в среде защитного газа (преимущественно аргона), для чего необходимо использование специального оборудования.
В качестве аппарата для сварки деталей из алюминия чаще всего применяют инвертор, дополнительно оснащенный оборудованием для подачи защитного газа, а также специальной горелкой, в которой фиксируется неплавящийся электрод из вольфрама.
Устройство водоохлаждаемой горелки

Классификация горелок и их формы
Некоторые модели инверторных аппаратов имеют в своей конструкции встроенный осциллятор. Он облегчает процесс зажигания электрической сварочной дуги и поддерживает ее в стабильном состоянии в процессе выполнения работ.
Оборудование для сварки алюминия может работать на постоянном, переменном или пульсирующем (постоянно-переменном) токе.
Современный инверторный аппарат, электрическая схема которого построена на мощных транзисторах, имеет небольшие размеры и высокий КПД, позволяет точно регулировать силу сварочного тока, а за счет опции широтно-импульсной модуляции обеспечивает стабильное горение электрической дуги. Большинство современных моделей подобных устройств для сварки обладает функцией стабилизации напряжения, что позволяет успешно использовать их при значительных скачках данного параметра электрического тока (до 10% от номинального значения).

Цифровая панель управления современного многофункционального инвертора
Примечательными характеристиками современных инверторных аппаратов являются следующие.
- За счет возможности регулирования баланса тока при сварке с использованием такого аппарата можно контролировать и корректировать степень раскисления свариваемого металла. Такая опция является очень важной, так как недостаточный баланс не даст возможность разрушить оксидную пленку на поверхности металла (например, алюминия), а слишком большой – не позволит обеспечить стабильность горения сварочной дуги.
- Такое оборудование предоставляет возможность регулировать частоту сварочного тока. Это позволяет эффективно контролировать горение электрической дуги. Благодаря данной опции можно использовать такой аппарат для сварки даже самой высокой сложности (соединение тонколистовых деталей, проводов и др.).
Подготовка сварочного аппарата к работе
Любой сварочный аппарат – как самодельный, так и серийных моделей – для эффективного и безопасного функционирования необходимо правильно подготовить к дальнейшему использованию.

Подключение рукава к гнезду инвертора
Рассмотрим порядок такой подготовки применительно к инверторному устройству.
- К аппарату подсоединяются токоподводящие кабели. Затем подсоединяются выходные кабели в правильной последовательности: к минусовой клемме – токоведущий кабель, соединяемый с горелкой, к плюсовой – кабель, подключаемый к соединяемым деталям (обратка).
- К розетке подключается кабель управления.
- Шланг, по которому будет подаваться защитный газ, подключается к соответствующему штуцеру – «ГАЗ».
- В том случае, если аппарат предусматривает управление при помощи специальной педали, то ее посредством кабеля подключают к разъему дистанционного управления.
- Если сварочные работы выполняются при помощи горелки с водяным охлаждением, то к штуцеру аппарата «ВОДА» необходимо подключить подводящий шланг.
- После выполнения подготовительных работ следует проверить надежность фиксации всех разъемов.

Установка катушки с проволокой
Органы управления инвертора
Большинство современных инверторных аппаратов, выпускаемых серийно, оснащены типовыми органами управления, к которым относятся:
- Таймер, отвечающий за время включения подачи защитного газа, который начинает подаваться за несколько секунд до начала выполнения сварочных работ.
- Регуляторы тока, используемые для установки его параметров при выполнении сварки по различным методикам;
- Таймер, отвечающий за установку времени спада тока.
- Регулятор, позволяющий включать режим форсирования дуги, что необходимо для обеспечения ее легкого и быстрого зажигания.
- Регулятор, отвечающий за частоту импульсов (применяется такой регулятор при выполнении сварки с применением импульсного тока).
- Регулятор, который также используется при применении импульсного тока и отвечает за время прохождения импульсов и продолжительность пауз между ними.
- Орган управления, регулирующий соотношение (баланс) прямой и обратной полярности при выполнении сварки на переменном токе.
- Таймер, при помощи которого выставляется время прекращения подачи газа в зону выполнения сварки (следует иметь в виду, что защитный газ после окончания сварки любого металла (в том числе алюминия) должен подаваться в область сформированного шва еще 5–7 секунд).

Органы управления инвертором на примере аппарата «Форсаж» (нажмите, чтобы увеличить)
Что требуется предусмотреть перед началом сварочных работ
При подготовке аппарата для сварки алюминия к работе желательно учитывать следующие рекомендации.
- Если для сварки необходимо использовать удлиненные кабели, то они должны иметь больший диаметр своего поперечного сечения.
- После подключения к устройству для сварки газового баллона следует проверить, нет ли утечек в системе шлангов и их соединений.
- Аппарат для сварки деталей из алюминия перед началом использования необходимо заземлить. Для этого используется электрический кабель, сечение которого должно быть не меньше 0,6 кв. сантиметров.
- Особое внимание следует уделить надежности мест соединения кабеля, идущего к сварочной горелке, а также обратного кабеля, подсоединяемого к свариваемым деталям из алюминия.
Основные действия при выполнении сварки
После того как все подготовительные работы выполнены, можно начинать использовать сварочный аппарат по его прямому назначению (например, для соединения деталей из алюминия). Для этого необходимо совершить следующие действия:
- При помощи переключателя на постоянный или переменный ток требуется выбрать режим сварки. При соединении деталей из алюминия это будет режим AC (переменный ток).
- После выбора режима можно включить питание аппарата и запустить систему его охлаждения, если она предусмотрена в его конструкции.
- Затем следует отрегулировать расход защитного газа.
- В зависимости от характеристик соединяемых деталей надо выставить соотношение прямой и обратной полярности сварочного тока.
- Подача газа в горелку, а также запуск осциллятора, упрощающего процесс зажигания электрической дуги, осуществляется нажатием одной кнопки, расположенной на рукоятке сварочной горелки.
Выставить оптимальные режимы сварки, которые зависят в основном от параметров соединяемых деталей, можно, воспользовавшись собственным опытом или таблицами из специальной литературы.
Читайте также: