Сборка и сварка обечайки
Обновлено: 04.10.2024
Описывается сущность, назначение, применение и технологию сборки, сварки и контроля сварных швов.
| Вложение | Размер |
|---|---|
| izgotovlenie_obechayki.docx | 35.89 КБ |
Предварительный просмотр:
ОГАПОУ «Белгородский машиностроительный техникум»
Реферат на тему «Технология изготовления обечайки»
Выполнил обучающийся гр.№23 Шкуркин Данил
Белгород, 2018 г
Анализ конструкции. Описание
Марка стали и сварочный материал
Разбивка конструкции на сборочные единицы
Выбор способа сварки, свариваемых материалов и режимов
Общие указание по сборке
Общие указание по сварке
Последовательность изготовления узлов
Контроль качества свариваемых швов
Сварная конструкция представляет собой цилиндрическую обечайку, подкрепленную ребрами жесткости.
Материал конструкции – сталь АК36.
Цилиндрическая обечайка (обшивка) – сварная конструкция из листов толщиной 40мм, сваренных в стык, гнутая в форме обечайки. Набор, подкрепляющий обечайку, состоит из полуколец (секторов), стыкующихся на обшивке в ребра жесткости толщиной 14мм. Сектора представляют собой полосы металла, загнутые в полукольца.
Сварка выполняется полуавтоматической и автоматической сваркой аустенитными сварочными материалами. Сварные швы и материал конструкции должны обеспечивать герметичность внутренней полости секции.
АК-36 – среднелегированная сталь высокой прочности.
Толстовой прокат изготовляют в виде листов и резаных листов (из рулонов) толщиной 10 – 40 мм. Ширина листов в поставке от 2000 до 3000 мм., длина от 6000 до 11500 мм.
Таблица 3.1 Предельные отклонения толщин.
Толщина листов (мм)
Предельные откланения толщин (мм)
Таблица 3.2 Предельные отклонения длин.
От 10 до 24 включительно
От 25 до 50 включительно
От 51 до 60 включительно
От 61 до 100 включительно
Предельные отклонения на 1 м. длины (мм)
На кромках листов не должно быть расслоения. Удаление поверхностных дефектов огневой зачисткой и заваркой дефектов не допускается. На каждый лист наносится маркировка:
- Номер плавки э.ш.п.
- Номер слитка
- Номер листа
- Марка стали
- Клеймо ОТК завода изготовления
- Клеймо представителя генерального заказчика
Отгрузку листов производят партиями каждая партия должна сопровождаться сертификатом. Сертификатны секретны и хранятся в архивах ОТК высшей приёмки.
Узел – технологически законченная часть корпусной конструкции, состоящая из нескольких деталей и получаемая в результате сборочных операций.
Исходя из принципов групповой технологии, узлы, встречающиеся в составе секций корпуса судна, делят на следующие типовые группы:
тавровые и Г-образные балки,
короткие тавры, бракеты и кницы с приварными поясками,
широкие полосы с ребрами жесткости и поясками,
небольшие объемные узлы (фундаменты коробки и пр.).
Таблица 4.1 Спецификация
Таблица 4.2 Прокат
L = π*D = 3,14 * 2000 = 6280 мм.
P = 62,8 * 20 * 0,2 * 7,85 = 1972 кг
Способы сварки при изготовлении различных узлов отличаются по степени механизации и по способу защиты металла в зоне сварки.
Таблица5.1 Механические свойства металла шва
Стык соединения обечаек
Соединение пояска со стенкой
Соединения ребра жёсткости с обечайкой
Сварочные материалы должны иметь сертификаты и соответствовать требованиям стандартов или технических условий на их поставку.
Таблица 3.2 Сварочные материалы
автоматическая сварка под флюсом на весу
полуавтоматическая сварка в среде защитного газа
Прокаленные электроды, флюс и проволоку сварщик должен получать в количестве, необходимом для работы в течение половины смены. Материалы, неиспользованные в течение рабочего дня должны сдаваться в кладовую вместе с биркой (этикеткой).
Применяемая для сварки двуокись должна проверяться на точку росы. Для сварки стали аустенитными материалами точка росы должна быть не выше - 40°С.
Двуокись углерода, применяемая для сварки из баллонов, должна подвергаться очистке от влаги и подогреву. Очистка и подогрев производятся в процессе сварки при помощи осушителя и электроподогревателя, входящих в комплект сварочного поста. При использовании двуокиси углерода из магистрали применяется только осушитель.
В качестве поглощающего реагента для очистки двуокиси углерода от влаги при сварке используется силикагель-индикатор.
Подготовка. Ответственный за правильность подготовки сварочных материалов является мастер. Он расписывается за качество и предъявляет ОТК. Представитель ОТК заверяет паспорта на сварочные материалы. Контроль за правильностью подготовки, хранения и применения возлагается на ОТК предприятия. Определение содержания водорода в сварочных материалах, а также определение влаги в электродном покрытии выполняет лаборатория сварки ОГС.
Транспортировка. Транспортировка электродов и флюса из цеха в цех, а также к рабочему месту вне цеха осуществляется только в герметичных контейнерах. В контейнерах должны быть включены паспорта в количестве равных числу пачек.
Прокалка. Прокалка производиться с целью удаления влаги, недопустимое количество которой во флюсе и электродах приводят как правило к ухудшению свариваемости, технологических свойств этих материалов и увеличению содержания водорода в наплавленном металле и металле шва. Прокалка сварочного материала должна производиться в печах обеспечивающих удаление паров влаги. Срок годности без упаковки – 15 суток, в герметичных контейнерах – 60 суток, в сушильных шкафах – 30 суток.
Конструктивные элементы подготовленных кромок под сварку и шва сварного соединения
Общие указания по сборке
Зачистка под сварку
Кромки деталей и прилегающие к ним поверхности, подлежащие сварке, должны быть зачищены непосредственно перед сборкой от влаги, краски, масла, ржавчины и окалины до чистого металла. B случае загрязнения свариваемых кромок после сборки, необходимо непосредственно перед сваркой протереть их ветошью.
При зачистке поверхности абразивными кругами, щетками, иглофрезами и другим инструментом величина снимаемого слоя не должна превышать допускаемых отклонений на толщину металла, предусмотренных ТУ на поставку металла.
Закрепление деталей при сборке
Закрепление деталей при сборке конструкции под сварку должно выполнятся при помощи электроприхваток (жесткое закрепление) или эластичных креплений (гребенок, скоб, домкратов, струбцин, прижимов, грузов и т.д.).
Применение технологических планок, прихваток, гребенок, скоб, обухов, коротышей и т.п. временных крепежных деталей с приваркой их к корпусным конструкциям должно быть сведено к минимуму. Рекомендуется избегать прихватки креплений к свободным кромкам штатных деталей корпуса, в том числе к кромкам поясков и бульбам балок набора. Выполнение прихваток должно производиться электродами той же марки, что и сварка самих конструкций. При этом не допускаются подрезы, наплывы, газовые поры, прожоги, шлаковые включения, трещины и незаваренные кратеры.
Все временные крепления привариваются только аустенитными сварочными материалами. Места временных креплений проверяются цветной дефектоскопией.
Прихватки должны быть зачищены от шлака и металлических брызг. Некачественно выполненные прихватки, а также прихватки с трещинами подлежат удалению.
Гребенки могут быть изготовлены из листа или полособульба. Толщины гребенок, изготовленных из листа, должны быть в пределах 0,5xS
По концам стыкуемых деталей или конструкций следует выполнить по 2 или 3 усиленных электроприхватки длиной от 80 до 90 мм при расстоянии между ними от 150 до200 мм.
В отдельных случаях, когда прихватки должны обеспечивать прочность конструкции при кантовке или транспортировке, необходимо предусматривать увеличение размеров и уменьшение шага прихваток в соответствии с расчетами, что должно быть отражено в рабочей документации.
При односторонней приварке набора, с обратной стороны должны быть прихватки длиной не менее 50 мм с шагом не более 500 мм, которые допускается не удалять.
Общие указания по сварке
К руководству к сборочно-сварочным работам и контролю соблюдения технологии допускаются ИТР изучившие ОСТ 5.9673-77 и ПК 90.2093-81 и другие руководящие документации по сварке стали АК и прошедшие аттестацию заводской комиссии назначаемой директором предприятия. К сварочным работам конструкции из стали АК допускаются сварщики не ниже 3-го разряда имеющим удостоверение на допуск на сварку стали АК. Выполнение прихваток при сборке корпусных конструкций и установке сборочных приспособлений на конструкции должны производить сварщики не ниже 3-го разряда для I и II класса ответственности и не ниже 2-го разряда III и IV класса ответственности.
ОТК должны периодически проверять сроки действия удостоверения и квалификации сварщика выполняемой работы.
Каждый сварщик должен иметь удостоверение. В удостоверение должны быть указаны:
- Марка основного и свариваемого материала.
- Способ сварки.
- Положение шва в пространстве.
- Разряд сварщика.
- Срок действия удостоверения.
Сварка производиться на постоянном токе и прямой полярности.
Воздушно-дуговую и газовую строжку необходимо производить при тех же минимально допустимой температуре окружающего воздуха при которых допускается выполнять сварочные работы.
При выполнении соединения с двух сторон начинать сварку следует со стороны противоположной поставленным электроприхваткам.
Коле6ания напряжения первичной питающей (силовой) сети относительно номинальной величины допускаются до ±6%.
Сборка и сварка тавровых соединений
Сборка и сварка таврового набора производится на плоском стенде.
Произвести зачистку стенда с помощью газовой резки с последующей электровоздушной строжкой и зачисткой пневмомашинками с шлифовальным кругом и проверить его на горизонтальность.
Детали, поступившие на сборку, должны быть приняты на соответствующую документацию и иметь маркировку. Детали подать на стенд.
Произвести разметку линий притыканий стенок набора на поясках, закернить, зачистить места установки стенок на поясках и привариваемые кромки стенки пневмомашинками, возобновить разметку линий притыкания на поясках.
Производится контроль чистоты свариваемых кромок.
При наличие грязи выполнить повторную зачистку.
При наличие влаги на кромках из необходимо прогреть пламенем газовой горелки
Нанести на стенде радиус изгиба рёбера жёсткости (пояска и стенки) при помощи технологического циркуля.
Установить подкладные планки. Один из боковых торцов подкладных планок должен быть установлен по линии разметки стенки ребра жёсткости. Размеры подкладных планок должны соответствовать: длина планки должна быть равна высоте стенки; высота планки должна быть равна 0,5B-0,5d1, где B – ширина пояка, d1 – толщина стенки.
Установить поясок по линии разметки, со стороны выгиба пояска установить Г-образные планки для предотвращения появления “грибновитости”.
Уложить стенку на подкладные планки, выравнить по длине пояска, по линии притыкания и перпендикулярности стенки к пояску по угольнику, закрепить стенку к пояску на электроприхватки, выдерживая зазоры под сварку согласно чертежу.
Освободить узел от закреплении.
Снять узел с оснастки.
Изготовленные узлы набора проверить на соответствие требованиям чертежа и сдать ОТК.
При необходимости, выполнить правку узлов с оформлением в “Журнале сдачи работ УКП”.
Приспособления для сборки металлоконструкций. Сборка обечаек.

Использование приспособлений для сборки является обязательным, так как ими обеспечивается правильное расположение собираемых частей.
Применение приспособлений создает тщательность пригонки свариваемых деталей, а также равномерность накладываемых швов.
Сварка продольного и радиального швов без приспособлений практически невозможна. Например, наложение радиального шва связано с поворачиванием свариваемых деталей, осуществляемым с помощью поворотных роликов. Приспособления необходимы для создания жесткого закрепления, что предупреждает коробление при сварке.
Классификация сборочно-сварочных приспособлений.
Классификация приспособлений по назначению предусматривает два основных вида приспособлений:
По степени подвижности приспособления разделяются на:
По роду привода — на приспособления:
а) ручного действия;
б) с машинным приводом.
Переносные сборочные приспособления для сварки.
К переносным приспособлениям ручного действия относятся приспособления, применяемые при сборке сопрягающих продольных и поперечных швов деталей.
Такими простейшими приспособлениями для соединения кромок продольных швов служат стяжные кольца, которые применяют для получения плотного прилегания перед сваркой, и домкраты, применяемые для смещения кромок при пригонке.
Струбцина для стыковки обечаек.
Кольца и домкраты можно заменить приспособлением специального типа. Таким приспособлением является струбцина (рис. 1, а) для стыковки кромок обечаек, которая вполне пригодна также для стыковки толстостенных обечаек. При помощи струбцины можно получить необходимую плотность прилегания кромок при сварке. Струбцинка дает возможность соединения кромок при сборке обечаек диаметром 1000 мм при толщине стенок 20 мм.
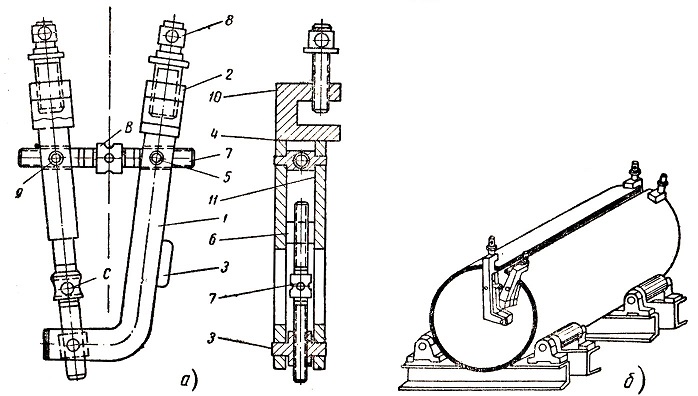
Рис. 1. Струбцина (а) и ее применение (б) для стыковки кромок и обечаек:
1 — коленчатая планка; 2 — скоба; 3 — накладка; 4 — планка; 5 — шарнирная гайка; 7 — стяжной винт; 8 — нажимной винт; 9 — шарнирная гайка; 10 — скоба; 11 — планка.
Чтобы соединить кромки обечайки, необходимо иметь две струбцины.
Струбцины устанавливаются с двух противоположных торцевых сторон обечайки (рис. 2, б) и крепятся нажимными винтами.
Выравнивание кромок относительно друг друга производится винтом С, а регулирование и фиксация просвета между кромками производится винтом В.
При сборке обечаек значительных размеров применяют систему стяжных планок и прокладок, построенную по принципу регулирования клиновых соединений.
Сборочно-сварочные приспособления.
Сборочно-сварочные приспособления относятся к числу стационарных приспособлений ручного действия или с машинным приводом. Они применяются для сборки и сварки обечаек котлов и аппаратуры.
К таким приспособлениям можно отнести роликовый стенд, поворотные и наклонные столы.
Роликовый стенд для сварки.
Роликовый стенд (рис. 2) предназначен для сборки в стык, центрирования и сварки продольного и радиального швов.
Применение стенда обеспечивает вращение обечаек в процессе сборки и сварки, и благодаря этому создается возможность при повороте на 180° производит вырубку и сварку контрольного шва в нижнем положении. Его можно применить при установке и сборке внутренней части аппарата.
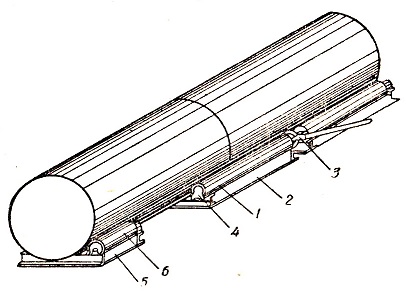
Рис. 2. Роликовый стенд с ручным приводом:
1 — приводной ролик; 2 — рама приводного ролика; 3 – трещотка; 4 — подшипник; 5 — рама опорных роликов; 6 — опорный ролик.
Пригонка листов при сборке.
Правильные расчеты разверток при разметке листов для цилиндрических и конических звеньев, тщательная правка и гибка их гарантируют правильное соединение звеньев.
При обжатии шва необходимо обжимаемый участок заклепочного шва с противоположной стороны поддерживать металлической плиткой. Плитка должна иметь кривизну, соответствующую кривизне шва. Для поддержки плитки применяют рычаги или домкраты. Пригонка днищ осуществляется обточкой бортов днищ на лобовых или карусельных станках. Соединение днищ с корпусом котла или с поясом резервуара осуществляется электросваркой стыковым швом. В этом случае кромки котла или пояса и днища обрабатывают под стыковой сварной шов.
При обжатии швов с местным нагревом вблизи расположенные от места нагрева болты несколько ослабляются для свободного расширения металла и устранения в нем внутренних напряжений. Чем равномернее нагрев, чем меньше изменений формы и чем равномернее остывание нагретого участка, тем меньше причин для возникновения внутренних напряжений. Если эти условия не будут соблюдены, внутренние напряжения в металле могут возникнуть и изменить первоначальные его свойства в худшую сторону.
При сборке котельных конструкций нашел широкое применение блочный метод сборки, как наиболее производительный. Сущность этого метода состоит в сборке отдельных узлов агрегата, например, парового котла, в блоки на сборочной площадке. Затем готовые блоки поднимаются к месту установки. Таким образом, отпадают операции по подъему отдельных деталей и сборке их непосредственно на агрегате; вся работа осуществляется внизу, что значительно повышает качество сборки и производительность труда.
Обечайки: определение, технология и особенности сварки

Обечайка – это, своего рода, заготовка для создания конических или же цилиндрических конструкций. Она изготавливается из листового металла и затем, с помощью сварки, соединяется противоположными краями, образуя резервуар, трубу или обод без торцов.
Выбор способа сварки
Одной из важных задач является выбор способа сварки обечаек. Однако для начала следует определить наиболее подходящую марку стали для сварки. Многолетние исследования в области сварки позволили определить марку – это сталь 09X18H10T. Эта сталь превосходно подходит для сварки, а кроме того, дает возможность выбирать из множества видов сварки.
И, пожалуй, лучшим способом сварки является электронно-лучевой метод сварки (сварка методом ЭЛС).
Электронно-лучевая сварка имеет следующие преимущества перед другими методами сварки:
- применение этой сварки обеспечивает качественный шов;
- высокую надежность соединения с помощью подобной сварки;
- любой дефект, возникший во время проведения этого метода сварки, может быть устранен;
- весь процесс сварки может быть механизирован.
Отличия электронно-лучевой сварки от других методов сварки заключаются в:
- использовании более мощного источника тепла для сварки;
- отсутствии во время сварки сферы защитных газов (газов, которыми окружена зона сварки).
Сварка с использованием электронно-лучевого метода сварки должна проводиться на сертифицированном оборудовании для сварки. Необходимо перед выполнением работ по сварке проверить его полную работоспособность и безопасность. Что касается выбора параметров режимов сварки обечаек, то они должны иметь следующие показатели:
- мощность тока сварки – порядка 30 кВт;
- сила тока сварки – 100 мА;
- ускоряющее напряжение тока сварки – 60 кВ;
- скорость сварки – не более 15 м/ч.
Наконец, такой параметр как круговая развертка луча при сварке должен быть равен диаметру в 2 мм!
При наличии указанных параметров электронно-лучевой сварки и соблюдении прочих требований сварки можно смело гарантировать высокое качество сварки.
Технология плавления
При сварке электронно-лучевым методом наблюдается проплавление металла объекта сварки в конусовидной форме. Определенные технологические особенности данного вида сварки приводят к проявлению еще одного преимущества. В ходе ЭЛС-сварки отмечается быстрое отведение тепла из зоны сварки. Присовокупив к этому фактору сравнительно малое количество тепла для проведения сварки, получаем значительно меньшую деформацию объектов сварки в сравнении с такими методами как дуговая сварка.
Выбор сварочных материалов
Для проведения сварки обечаек, необходимо, помимо выбора метода сварки, выбрать и материалы для сварки. В частности, присадочную проволоку.
Сварка продольных швов листового металла для обечаек должна производиться с применением проволоки, диаметр которой 3-5 миллиметров.
К примеру, для сварки корпуса теплообменного аппарата, лучше всего использовать присадочную проволоку с маркировкой Св 04Х19Н11М3.
Сборка кольцевых швов
Для максимальной механизации процесса сварки, для повышения скорости сварки и общей производительности, используются установки для сборки кольцевых швов обечаек.
Подобная установка по кольцевым стыкам собирает обечайки для сварки. Представляет она собой тележку, оснащенную скобой. Данная тележка может перемещать по рельсам между обечайками, предназначенными для дальнейшей сборки и сварки.
Контроль дефектов
Учитывая тот факт, что сварка обечаек применяется при производстве цистерн и резервуаров, следует ответственно подходить и к контролю дефектов сварки.
Среди дефектов электронно-лучевого метода сварки можно отметить:
- непровар;
- неполномерность;
- провисание;
- поры;
- раковины;
- трещины и прочие дефекты сварки.
И конечно, каждый дефект сварки обечаек имеет свои причины. Например:
- причинами непровара может стать и малая мощность луча при сварке, и намагничиваемость объекта сварки;
- среди причин провисания можно назвать малую скорость сварки и увеличенную мощность луча во время сварки;
- наличие раковин и пор – это дефект, причинами которого могут стать и высокая скорость процесса сварки, и неудачная форма шва;
- а причинами возникновения трещин может быть неверно выбранный режим сварки по току фокусировки.
О других дефектах сварки, причинах их возникновения и способах устранения дефектов электронно-лучевой сварки можно найти более подробную информацию в специальной литературе о сварке обечаек.
Обечайки: процесс сварки
Перед началом сварки обечаек сварщик должен выполнить ряд действий, направленных как на обеспечение его безопасности во время сварки, так и на обеспечение качества сварки. Итак, прежде, чем приступить к сварке, необходимо:
- ввести присадочную проволоку для сварки в мундштук сварочного аппарата;
- прогнать аппарат для сварки на холостом ходу;
- проверить положение всех присоединяемых элементов аппарата для сварки;
- установить скорость подачи присадочной проволоки электрода во время сварки в границах от 120 до 140 м/ч;
- дать начало сварке с помощью включения оборудования;
- переключить аппарат на режим сварки после достижения шлаковой ванной требуемой глубины;
- с ходом сварки увеличивать скорость подачи присадочной проволоки.
Во время выполнения работ
Во время сварки специалист обязан выполнять следующие пункты инструкции:
- следить за глубиной шлаковой ванны (в течение всей сварки она должна быть в пределах от 5 до 7 мм);
- в течение всего процесса сварки следить за равномерностью разматывания электродной проволоки;
- следить во время сварки за прочностью поджатия ползунков;
- добавлять флюс по необходимости и другие.
Нюансы
Сварка таких конструкций как обечайки, как и другие виды сварки, также имеет и множество нюансов, о которых профессионал в области сварки не должен забывать. В частности, при сварке обечаек случается, что процесс сварки обрывается преждевременно. Вне зависимости от причин, повлекших остановку сварки, следует измерить длину произведенного шва. В том случае, если шов имеет длину меньше одной трети общей длины стыка, его следует удалить. А весь процесс сварки повторить сначала.
И этот момент в сварке обечаек следует повторять до тех пор, пока безостановочным методом сварки не удастся соединить более чем 1/3 длины стыка.
Подобные нюансы существуют и для сварки кольцевых стыков обечаек. И в каждом конкретном случае от сварщика требуется знание технологии сварки и ее нюансов, и умение применить знание на практике.
«Интертехприбор»
Не имея возможности существенно повлиять на опыт и знания сварщиков, компания «Интертехприбор», тем не менее, может помочь в другом – в обеспечении сварщиков качественным и надежным оборудованием для сварки обечаек. И при этом, наша компания оказывает помощь, предлагая оборудование для сварки по самым низким ценам в регионе!
Характеристики и технология изготовления обечаек
Обечайка — открытая деталь цилиндрической или конической формы, применяемая в строительстве, машиностроении и других сферах. В сечении имеет вид кольца. Используется как составной элемент, узел конструкции, заготовка (труба, кольцо, обод, короткая труба, барабан).

- днище — листовая конструкция, расположенная с торцов;
- пояс — отдельный замкнутый элемент;
- диафрагма — перегородка, полностью или частично перекрывающая поперечное сечение.
Области использования
Обечайки находят применение в машиностроении, ракето-, авиа- и судостроении, химической, нефтегазовой, оборонной промышленности.
- прокладка различных коммуникаций;
- стенки люков;
- опоры мостов, водоводов, переходов, канализации;
- дымовые трубы, водосток, вентиляция, газоходы;
- сварные сосуды (котлы, емкости, баки, резервуары);
- в машиностроении (ролики, патрубки, барабаны, конические переходы);
- резонаторы музыкальных инструментов.
- жесткая;
- нежесткая;
- толстостенная.
По типу поверхности:
- гладкая обечайка;
- с ребрами, зигами, отбортовками.
- литье;
- трубы;
- поковки;
- листовой прокат.
Элементы до 600 мм в диаметре имеют один продольный шов, более 600 мм — несколько.
По форме сечения обечайки бывают цилиндрическими и коническими.

Материалы
Для изготовления могут применяться такие материалы: сталь низколегированная, углеродистая, нержавеющая, высокопрочная, жаропрочная, цветной сплав.
- ст. 12Х18Н10Т — криогенная конструкционная, устойчивая к коррозии, выдерживает температурный режим до +600°С;
- 09г2с — для систем с высоким давлением, температурный интервал составляет от -70°С до + 450°С;
- Ст.20 — углеродистая;
- ст.13Х1ФА — стойкая к износу и образованию трещин.
Изготовление
- Очистка заготовки (удаление окалины и следов коррозии).
- Выполнение правки листового проката.
- Разметка заготовок, их раскрой.
- Резка листов на заготовки.
- Подготовка кромок под проведение сварочных работ.
- Сборка заготовок.
- Выполнение сварки карт.
- Вальцовка (круговая гибка) обечаек.
- Сварка стыков.
- Правка.
- Контроль.
Подготовка кромок
Операция необходима для получения требуемой формы кромки, избавления от дефектов, возникших при проведении резки листа. Форма кромок должна отвечать отраслевым стандартам, техническим условиям и требованиям. Методы обработки кромок обечаек под сварку не должны приводить их механическому повреждению. Возможные варианты:
- Подготовка кромок с применением абразивного круга с зачисткой с двух сторон плоскости листа в зонах разделки кромок и точек будущей сварки, на расстоянии 40 мм от торцов.
- Зачистка кромок с помощью электрической шлифовальной машины, на плиточном стенде, до абсолютного удаления трещин, ржавчины, окалины.
- Обработка кромок способом фрезерования проводится с закреплением заготовок на столах фрезерных станков того или иного типа. Инструментами фрезерования служат фрезерные головки и фрезы. Кромки под поперечные швы в днищах и обечайках обрабатывают на токарных и расточных станках.
- Местная зачистка кромок и небольшой объем работ выполняется с помощью пневмозубила.

Сборка заготовок
Собирать под сварку заготовки необходимо на специальных стендах, которые обеспечат точное взаимное расположение деталей и их фиксацию, ГОСТ 26 291. Выравнивание стыкуемых элементов производится с помощью угольника и линейки или по упорам. Если соединяемые детали имеют разную толщину, плавный переход выполняется с помощью постепенного утончения элемента большей толщины. Стыкуемые заготовки закрепляют прижимами.
Вальцовка
- холодной (изготовление тонкостенных обечаек);
- горячей (толстостенных).
Выполняется на станке с помощью вальцов. Заготовка прокладывается между валами и с их помощью подгибается до требуемого радиуса. Для изготовления цилиндрической обечайки необходимо 3 вала, конической — четыре.
Правка
В этой операции особенно нуждаются цилиндрические обечайки, имеющие жесткий контур (не прогибающиеся под своим весом). Вследствие ранее проведенных этапов — подгибки кромок и сварки продольного стыка, деталь приобретает неправильную форму, с наибольшим искажением в околошовной зоне. Задачей правки является получение заданной геометрической формы, в соответствии с условиями нормативных документов . Правка выполняется между тремя валками способом увеличения кривизны на участке контура обечайки, расположенном между валками, а затем ее уменьшения.

Завершающий этап
- зигование;
- разбортовку и отбортовку торцов;
- шлифование.
Зигование
- придача обечайке дополнительной жесткости;
- монтаж и закрепление опорных разжимных колец, служащих для установки перегородок, тарелок, опор, решеток.
Зигование проводится на зиговочных машинах.
Разбортовка торцов
Цель — обеспечить поцарговую сборку. Работы производятся на бортовочных машинах. Возможные варианты: разбортовка наружу и внутрь.
Отбортовка торцов
- вовнутрь (для охлаждения днищ и под рубашки охлаждения теплообменников);
- наружу (для монтажа накидных фланцев).
Для выполнения действий используют фланце-бортовочные машины.

Шлифование
- ручной шлифовальной машиной, работающей от пневматического или электрического привода;
- бескопирным (полусвободным) шлифованием маятниковыми головками.
Готовая продукция проверяется на соответствие нормативным характеристикам. Обечайки не должны содержать острых кромок, заусенцев и вмятин на поверхности. Допустимы небольшие дефекты и потертости, не влияющие на уменьшение толщины стенок.
Изготовление нестандартных обечаек
- вальцевание заготовки до требуемых размеров;
- уменьшение поперечных размеров обечайки путем деформирования, с образованием нахлеста кромок;
- закрепление наружной кромки планками, приваренными к обечайке;
- сварка замыкающего продольного стыка.
Метод подходит для заготовок с толщиной листа ≤ 40 мм.
Технология и особенности изготовления и вальцовки обечаек
Составным узлом заготовок, конструкций выступают обечайки из металла. Их используют в авиа, ракетостроении, нефтегазовой, химической промышленности, судостроении в качестве:
- прокладок, стенок, опорных элементов; частей сварных конструкций (баков резервуаров, котлов, труб); заготовок для фланцев, бандажей, барабанов, патрубков, роликов; кожухов для коммуникаций (канализации, водопровода, переходов); элементов вентиляции, дымовых труб, газоходов; составляющих технологического оборудования.
Компания изготавливает обечайки длиной 30-3100 мм, наружным диаметром – 200-4500 мм, толщиной стенки – 2-100 мм. Возможно выполнение нестандартных заказов.

Технические характеристики обечаек
Размеры металлических обечаек находятся в пределах от 10 до 4200 мм по диаметру. Толщина стенки цилиндрической и конической может быть от 2мм до 100мм. Ширина изделий может быть любой, в зависимости от требований заказчика. Если цилиндрическая обечайка изготавливается из стандартного цельного листа, то ширина ее не превышает 3000 мм, а изготовленная из специального проката — до 6000 мм. Также производятся обечайки из сваренной из нескольких частей заготовок, в этом случае число швов будет больше одного, а диаметр может превышать 4200 мм.
Сварка обечайки выполняется согласно чертежу или ТЗ заказчика. Департамент 13 гарантирует высокую надежность соединения металлических листов и герметичность шва. Для производства используются хорошо свариваемые стали:
- углеродистые — 17Г1С, Ст3, Ст-20, 13ХФА, 09Г2С;
- котельные — 20К, 17Г1с, 09Г2С;
- жаропрочные — 10Х17Н13М2;
Для изготовления обечаек также используются другие марки стали, в зависимости от конкретных требований к продукции. Часто в проекте указаны марки по стандарту AISI: 304, 316, 321. После раскроя, формирования и обработки на листогибочной машине, заготовка сваривается и проверяется ультразвуковым и радиографическим методом. Коническая обечайка также проверяется на соответствие углов наклона стенок. Формируется изделие методом холодной гибки. Если используется неустойчивая к изгибам сталь, то применяют метод горячей гибки.
Готовые обечайки обрабатываются по торцам, зачищаются швы, по заказу клиента — просверливаются отверстия под штуцеры, люки и другие технологические элементы. Цена готовой обечайки зависит от марки стали, размеров и степени дополнительной обработки.
Типовой технологический процесс производства обечаек включает такие этапы:







Обечайка
Обечайка
Обечайка — это открытый цилиндрический или конический элемент металлоконструкции (типа обода, барабана, кольца, короткой трубы). Обечайки изготавливаются методом. Гибка листа осуществляется в вальцах (листогибочной машине), толстолистовая сталь деформируются с предварительным подогревом.
Обечайки находят применение в строительной, металлургической, нефтеперерабатывающей промышленности. Самое большое количество заказов на производство обечайки мы получаем от машиностроительных предприятий.
Обечайки производятся для дальнейшего использования:
- в сварных металлоконструкциях: аппаратов, труб, котлов, баков, силосов, резервуаров, емкостей;
- в качестве заготовки: стальных бандажей, фланцев, бандажных колец, крановых барабанов, тормозных барабанов, конвейерный барабанов, роликов, патрубков, подбандажной обечайки вращающихся печей и других элементов промышленного нестандартного оборудования;
- в кожухах магистралей и конструкций опор мостов, водоводов, канализаций, переходов;
- для изготовления промышленных дымовых труб, вентиляционных труб, газоходов.
- деталей технологических трубопроводов: отводы сварные, тройники, переходы, патрубки из нержавейки, компенсаторы, опоры трубопроводов.
Технология вальцовки листового металла.
В сварочно-сборочном цехе имеется более десяти единиц вальцовочного оборудования, в том числе трех и четырехвалковая листогибочная машина позволяющая гнуть листы стали 09Г2С длинной до 2000 мм., толщиной до 40 мм при холодной гибки и до 80 мм- при горячей. При этом минимальный внутренний диаметр получаемой заготовки 400 мм. Возможности оборудования позволяют вальцевать лист в различные формы обечайки: цилиндрическую, коническую, сферическую. Раскрой листового металла производится на портальной машине газо-плазменного раскроя металла. Операции сварки обечайки производится с использованием опорных роликовых вращателей, сварочных позионеров и манипуляторов. Сварка продольного и кольцевого шва может производится полуавтоматические установки для сварки под флюсом. Термическое оборудование представлено газовыми печами для нормализации и нагрева заготовки. В соответствии с требованиями к качеству продукции и технических условий заказчика на предприятии производится 100% контроль сварных швов ультразвуком (УЗК). По требованию заказчика на предприятии может быть произведена мехобработка торцев обечайки под сварку на токарных и токарно-карусельных станках.




Преимущества при изготовлении обечайки в
- разработка точных расчетов развёрток изделий с учётом элементов сопряжения деталей (трубы, фланцы, патрубки, тройники, отводы, люки, кольца, бандажи);
- полный технологический цикл изготовления обечайки: резка, вальцовка, сварка, калибровка (в том числе на горячую при температуре до 400-500°С), термообработка;
- механическая обработка обечайки по длине и диаметру, обработка торцов обечайки под сварку;
- возможность изготовления обечайки необходимой длинны, большого диаметра, толстостенной обечайки, сферической и конической формы обечайки;
- изготовление обечайки из нержавейки, жаропрочных и других специальных сталей;
- испытание и контроль сварных соединений обечаек методом: УЗК, рентген, капиллярный, испытание на образцах.
ООО «Промсервис» производит вальцовку листового металла, изготовление обечайки необходимой длинны, диаметра и толщины из черных и нержавеющих сталей.
Область применения
Труба обечайка, цена на которую формируется исходя из технических параметров, может применяться в следующих отраслях:
- ТУ 1381-001-17454136-2013 используется в строительной сфере, промышленности, нефтехимической области.
- Труба по ТУ 14-3Р-56-2001 используется при монтаже трубопроводов общего назначения, который функционируют под высоким давлением. Также такие трубы применяются при прокладке нефтепроводов и газопроводов.
- Труба из листа по ГОСТ 10706 используется в строительной сфере, жилищно-коммунальном хозяйстве и т. д.
Многими промышленными и строительными компаниями применяется труба собственного производства, размер и конфигурация которой формируется исходя из их текущих потребностей. Такие изделия могут использоваться при монтаже защитных и опорных конструкций, систем воздуховодов и т. д.
Почему обечайки так необходимы?
Эти детали становятся главными при построении корпусов. Среди узлов агрегата этот отличается материалоемкостью, наибольшей ответственностью. То есть, он принимает на себя максимум нагрузок. При прокладке технологических трубопроводов без данной конструкции вообще не обойтись, как и без валков.
Из обечаек изготавливают колонное оборудование, трубопроводы нестандартной формы. Каждое изделие сопровождается документом.
В машиностроении производство также невозможно представить без таких деталей. Обечайками можно назвать многие конструкции, имеющие коническую либо круглую форму. Главное – обращаться к изготовителю, который гарантирует полный контроль производственных процессов, соблюдение необходимых размеров.
Этапы изготовленияобечаек
ООО «Калужский опытно-механический завод» занимается изготовлением конусных обечаек (а также цилиндрических форм) по типовым и нестандартным размерам. Производство оснащено высокоточным оборудованием, включая итальянские и немецкие листогибочные станки. Готовые изделия обладают высоким качеством и надежностью.
Процесс изготовления обечаек проходит поэтапно:
- Закупка материалов, при этом учитывается толщина, размеры, характеристики детали, которую планируется изготовить.
- Раскрой формы по заранее выверенным размерам.
- Вальцовка обечаек. На листогибочных станках из металлических листов формируется труба (или трубы) нужной формы;
- Сварка. Следующим этапом края сваривают продольно и поперечно, шов получается герметичным и надежным;
- Проверка изделий на соответствие заданным геометрическим параметрам;
- Проверка швов. Специалисты испытывают сварочные швы на прочность и герметичность. Самый популярный способ контроля – ультразвуковой;
- Доставка заказчику удобным способом.
Технология вальцовки листового металла
Вальцеванию могут быть подвержены любые виды пластичных металлов. Для изготовления различных емкостей чаще всего используют сталь различных марок, а также нержавейку и оцинковку. Перед тем, как приступить к непосредственно прокатке металлического листа, оборудование требуется настроить. Вальцовочной машине задается радиус вальцевания и другие параметры. Весь процесс состоит из нескольких основных этапов:
- установка заготовки и закрепление ее в неподвижном состоянии;
- осуществление захвата вальцами заготовки;
- прокат заготовки для равномерного ее деформирования.
Осуществленная по данной технологии вальцовка листового металла
, позволяет осуществлять необходимую деформацию металла сохранением механической прочности.
Вальцевание и гибка
Вальцовка метала
На заготовительном участке завода работает вальцовочный станок, закупленный для изготовления сушильных барабанов и других сельхозмашин. Дополнительно оказываем услуги вальцовки листового металла толщиной от 0,8 до 16 мм (для стали марки СТ3).
Возможна вальцовка любого металлопроката – трубы, швеллеров, уголков, листового проката, в том числе листов с отбортовкой. Взаимное положение вальцов задает радиус гиба, форму заготовки. Технология позволяет изготовить обечайки с диаметром от 300 до 3500 мм.
предлагает вальцовку и гибку листового металла на заказ любой сложности. В цехах установлены новейшие станки с ЧПУ – технологическая оснастка для производства сельскохозяйственного оборудования.
Высокая производительность устройств позволяет использовать их потенциал для оказания услуг по металлообработке.
Благодаря обновленным основным средствам производства завод предлагает доступные цены на услуги вальцовки и гибки листового металла в Нижнем Новгороде. На стоимость влияет сложность деталей, количество гибов.
Срок обработки металла два дня.
Чтобы заказать услуги гибочного станка, вальцовку металла оставьте данные на сайте. Наш менеджер перезвонит в удобное время.

Оборудование
Обечайка – это деталь цилиндрической или конической формы, используемая для производства котлов, баков и различных резервуаров. Изготовление обечаек
производится на специальных листогибочных машинах. Чаще всего на производстве используются такие станки:
- трехвалковые станки имеют три цилиндра, которые расположены в виде треугольника. Лист металла проходит между ними и принимает необходимую форму;
- четырехвалковые станки обеспечивают подгибку листа, что позволяет сделать минимальными прямые участки на концах листа. Такие машины являются наиболее востребованными на производствах. С их помощью можно решать различные задачи.
Ручная гибка металла не применима при изготовлении обечаек. Обеспечить равномерное растягивание заготовки могут только специальные станки. В результате получается изделие с идеально ровной поверхностью, без трещин и зазубрин.
Машины, на которых осуществляется вальцовка металла
, могут быть ручными или иметь электропривод. На электрическом оборудовании работать легче, а использование ЧПУ позволяет не только производить цилиндрическую гибку металла, но и изготавливать более сложные изделия, имеющие переменный радиус.
На нашем предприятии используются 4-х валковые вальцы с ЧПУ (толщина обрабатываемого листа 2-8 мм.), листогибочный пресс с ЧПУ (длина гиба до 2 м., толщина металла до 16 мм.)
Цена вальцевания металла
Указывая в прайсах расценки на вальцовку, многие производители уточняют, что эта информация не является публичной офертой и требует уточнения. И здесь нет никакого лукавства, ведь итоговая стоимость проекта будет зависеть от нескольких факторов:
- металла, из которого выпущены заготовки;
- толщины сечения,
- сложности заготовки: пропустить через валки лист не в пример проще, чем выполнить вальцовку круга;
- радиуса изгиба;
- количества заготовок для обработки.
Кстати, последний фактор может повлиять на формирование скидки: чем больше объем заказа, тем на больший процент может быть снижена цена.
Промышленная обечайка: что это такое?
Боковая часть любого цилиндрического или конического сосуда также представляет собой одну или соединение нескольких обечаек. При изготовлении корпусов атомных или химических реакторов по требованиям конструкторов приходится изготовлять сосуды, находящиеся под высоким давлением и в агрессивных средах. Причем длина такого сосуда намного превышает возможности литейных цехов и станков для механической обработки.
Выход есть — корпус разбивают на части. Боковые стенки реактора делят на несколько (до десяти) колец — цилиндрических обечаек, каждая из которых по размерам позволяет отлить ее и обработать по отдельности на существующем оборудовании. После механической обработки, доводящей размеры элементов корпуса до заданных, их соединяют вместе на сварочных стендах длиной в несколько десятков метров. Крышку и днище корпуса реактора также делят на сегменты, которые сваривают вместе и на последнем этапе приваривают к сборке из нескольких обечаек, достигая таким образом целостности корпуса.

Для сосудов меньших размеров и меньшего давления применяют другой метод изготовления обечаек — их не отливают, а изгибают из стальных листов на вальцах и сваривают или склепывают по продольному шву.
Вальцовка листа
Главная задача листовой вальцовки — получить пространственное изделие, из которого впоследствии можно сформировать цилиндрическую заготовку (трубу), конус, овал другие изделия. От вальцовки цилиндра данная технология отличается большей простотой, так как согнуть предстоит не объемный, а плоский прокат. По сравнению с работами по прессовке и вытяжке эта технология считается:
- экономичной: затраты на оборудование и оснастку минимальны, а сам процесс занимает немного времени;
- эффективной. Она может использоваться как для штучного, так и для массового производства заготовок;
- щадящей для оборудования — его износ незначителен, а ремонтные работы в случае неполадок просты и незатратны;
- точной и аккуратной: в процессе работы вероятность брака сводится к минимуму.
Бытовое применение
Люди начали использовать обечайки в доисторические времена. То есть к ним относилась боковая часть любой цилиндрической или конической посуды, например берестяного туеска, свернутого из куска березовой коры. Когда впоследствии было освоено производство жестяных ведер и тазов — их боковая стенка также являлась обечайкой.
А вне посуды что такое обечайка? Это прежде всего часть корпуса резонатора самых разнообразных музыкальных инструментов- струнных и ударных. Обечайку имеет и балалайка, и гитара, и контрабас, и барабан. Кстати, обечайку барабана называют кадлом.

С развитием технологий литья канализационные люки приобрели чугунные обечайки — это присоединенное к трубе или сосуду основание люка, на которое укладывается его крышка. В последнее время и крышки, и обечайки люков стали делать из композитных материалов.

Еще один пример обечайки — это всем известное бетонное кольцо, из которых набирают трубы колодцев.
Читайте также: