Сопротивление сварочной дуги ом
Обновлено: 04.10.2024
Как рассчитать сопротивление дуги? Известна формула Rд=Ud*Lд/Iд, но если длину дуги Lд можно прикинуть а напряжение Uд взять из диапазона 1050-3000 в/м, то чему равен ток дуги?
2 Ответ от retriever 2016-09-29 22:41:00
~току металлического КЗ в месте повреждения (дуга активная, на общую Z почти не влияет)
3 Ответ от evdbor 2016-09-29 23:10:23
дуга активная, на общую Z почти не влияет
Справедливо для сетей выше 6 кВ. На 0,4 кВ влияет достаточно сильно.
4 Ответ от Novik 2016-09-30 10:09:48
Из циркуляра Ц-02-98 (Э) "1.4. В расчетах сети 0,4кВ учитывается сопротивление электрической дуги в месте КЗ и увеличение активных сопротивлений кабелей от протекающего тока трехфазного КЗ по ГОСТ 28249-93 (табл.2) и по "Методическим указаниям по расчету токов короткого замыкания в сети напряжением до 1кВ электростанций и подстанций с учетом влияния электрической дуги".
5 Ответ от Сярожа Руль 2016-10-02 14:06:36 (2016-10-02 15:02:46 отредактировано Сярожа Руль)
~току металлического КЗ в месте повреждения (дуга активная, на общую Z почти не влияет)
Почему не вилияет? И где про это почитать можно? ( про сети свыше 6 кВ? про 110 кВ в частности?)
6 Ответ от Topo 2016-10-02 15:51:03
Z=√(X^2+R^2) ~ X при X/R>3. Для линии X/R равно tan(фи мч), у линий класса 110 кВ фи мч = 65-70 град., у линий класса 220 кВ - 80 град. Tan(70 град)=2,7 немного меньше трех, но с точностью 10% можно сказать что в классе 110 кВ и выше Z линии равно X, а R линии не влияет на Z.
7 Ответ от Сярожа Руль 2016-10-02 16:02:59 (2016-10-02 16:08:30 отредактировано Сярожа Руль)
Z=√(X^2+R^2) ~ X при X/R>3. Для линии X/R равно tan(фи мч), у линий класса 110 кВ фи мч = 65-70 град., у линий класса 220 кВ - 80 град. Tan(70 град)=2,7 немного меньше трех, но с точностью 10% можно сказать что в классе 110 кВ и выше Z линии равно X, а R линии не влияет на Z.
Как не влияет если для характеристики Дист. Защит специально расчитыватеся уставка по оси активных сопротивлений?
А если смотреть по модулю, то уставки для третей ступени могут в несколько раз превышать минимальное сопротивление нагрузки?
А при появлении переходного сопротивления, общее Z возрастает. Вопрос почему ток через переходное сопротивление равен току металлического КЗ в линиях 110+ кВ? (и если можно то скинте ссылку на источники)
8 Ответ от Topo 2016-10-02 16:06:49 (2016-10-02 16:12:54 отредактировано Topo)
Учет активного сопротивления нужен для отстройки ДЗ от режима нагрузки. При КЗ активное сопротивление не учитывается. Вернее сказать, при КЗ активного сопротивления нет (Rлинии и Rдуги не учитываем).
9 Ответ от Сярожа Руль 2016-10-02 16:11:32
Учет активного сопротивления нужен для отстройки ДЗ от режима нагрузки. При КЗ активное сопротивление не учитывается.
Для характеристик ДЗ используются специально нагрузочная характеристика с помощью которой отстраиваются от нагрузочного режима. А уставку по оси активных сопротивлений выбирают в зависимости от переходного сопротивления. Вопрос как посчитать ток через переходное сопротивлени?
10 Ответ от Topo 2016-10-02 16:23:27
11 Ответ от Сярожа Руль 2016-10-02 16:47:56
Вот я и спрашиваю почему? И в каком источнике это указана. Ведь когда мы вбираем уставку по оси активных сопротивлений ( не по X а по R), мы не по Z смотрим, а по переходному сопротивлению. А ток через переходное сопротивление не как не может быть равен току при металлическом КЗ, так как общая Z увеличивается. Почему ток через переходное сопротивление равен току при метелическом КЗ. И если можно источники?
12 Ответ от retriever 2016-10-03 11:25:33
Зависит, конечно, но в этом случае ответ на ваш вопрос можете дать только вы сами, проделав итерационный расчет
Берете ток металлического КЗ, рассчитываете Rд =>
уточняете ток КЗ с учетом Rд, уточняете Rд=>
уточняете ток КЗ с учетом Rд, уточняете Rд=>
уточняете ток КЗ с учетом Rд, уточняете Rд=>
.
Если при этом у вас будет обеспечиваться сходимость (т.е. на каждом последующем шаге изменение Rд все меньше), и Rд получается разумных значений - вы на верном пути.
Обычно берут только первую итерацию.
Сопротивление дуги все равно считается очень неточно (Кразд=2-8 даст очень хороший разброс).
13 Ответ от ANTi_13 2016-10-04 09:03:45
Из циркуляра Ц-02-98 (Э) "1.4. В расчетах сети 0,4кВ учитывается сопротивление электрической дуги в месте КЗ и увеличение активных сопротивлений кабелей от протекающего тока трехфазного КЗ по ГОСТ 28249-93 (табл.2) и по "Методическим указаниям по расчету токов короткого замыкания в сети напряжением до 1кВ электростанций и подстанций с учетом влияния электрической дуги".
А можно попросить у Вас электронные версии указанных документов? Заранее спасибо.
14 Ответ от matu 2016-10-04 11:18:11
15 Ответ от Сярожа Руль 2016-10-04 21:13:57
Зависит, конечно, но в этом случае ответ на ваш вопрос можете дать только вы сами, проделав итерационный расчет
.
Спасибо. А будет ли верен такой расчёт?:
1. Берём удельное напряжение дуги U* (1050-3000 В/м).
2. Прикидываем длину дуги (Lд). В зависимости от расстояния между фазами, и в зависимости от раздувания дуги.
3. Находим падение напряжение на дуге (Uд), умножая длину дуги на удельное сопротивление дуги.Uд=Lд*U*
4. Находим падение напряжения между системой и точкой КЗ, как Uном-Uд.
5. Считаем что падение напряжения между точкой КЗ и системой при металическом КЗ равно Uном.
6. Находим отношение падения напряжения между точкой КЗ и системой при дуговом КЗ, к падению напряжения между точкой КЗ и системой при металлическом КЗ. Uном-Uд/Uном=K
7. Находим ток в дуге как "K" умноженное на ток КЗ. Iд=K*Iкз. Где Iкз - ток металического КЗ.
8. Находим сопротивление дуги как Uд/Iд.
16 Ответ от retriever 2016-10-04 21:25:05 (2016-10-04 21:25:22 отредактировано retriever)
5. Считаем что падение напряжения между точкой КЗ и системой при металическом КЗ равно Uном.
Только для системы бесконечной мощности. Реально напряжение на шинах, особенно на короткой линии, может хорошо так просесть.
В принципе, подход верен при одностороннем питании, если считать, что Eсист=Uном. Но только для одностороннего питания.
Только тогда уж можно вообще не заморачиваться и взять I=(Eсист-Uд)/(Zсист+Zл), U=Eсист-Zсист*I, Zзам=U/I
При двустороннем питании будет сложнее, т.к. фаза Uд неизвестна, известен только модуль.
Все же советую сравнить результаты расчетов разными способами, чтобы оценить погрешность (с учетом раздутия дуги и т.п.).
Сварочная дуга. Характеристика сварочной дуги
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.
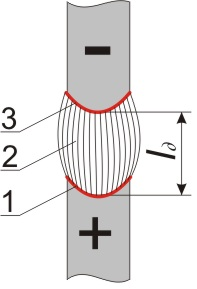
Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
В дуговом промежутке IД (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
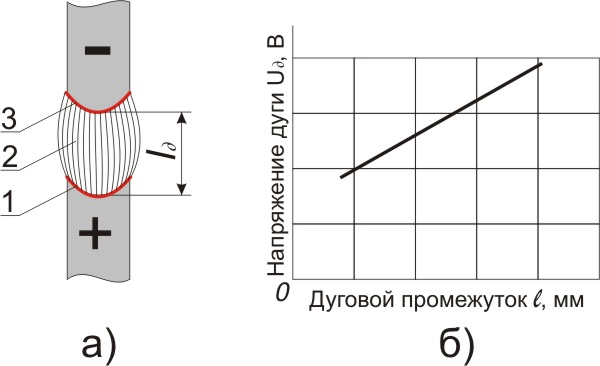
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
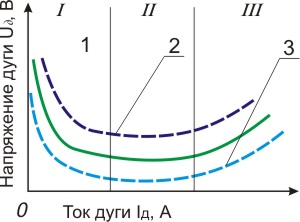
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод. В этом случае при малых изменениях тока напряжение изменяется в больших пределах. Эту зависимость принято называть характеристикой устойчивой работы. Она так же, как и вольт-амперная характеристика, зависит от длины вылета электрода и скорости подачи.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2. Источник питания с той или иной внешней характеристикой выбирается в зависимости от способа сварки. Регулировочное устройство каждого источника дает ряд внешних характеристик («семейство характеристик»). Установившийся режим работы системы: «сварочная дуга — источник питания» определяется точкой пересечения А внешней характеристики источника питания (1, 2, 3, 5 или 6) и вольт-амперной характеристики 7 сварочной дуги.
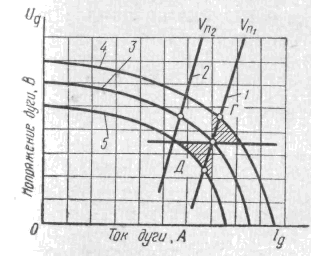
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
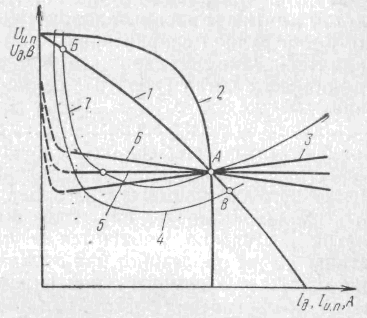
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
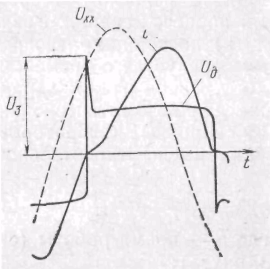
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Электрическая дуга
Электрическая сварочная дуга – это длительный электрический разряд в плазме, которая представляет собой смесь ионизированных газов и паров компонентов защитной атмосферы, присадочного и основного металла.
Дуга получила свое название от характерной формы, которую она принимает при горении между двумя горизонтально расположенными электродами; нагретые газы стремятся подняться вверх и этот электрический разряд изгибается, принимая форму арки или дуги.

С практической точки зрения дугу можно рассматривать как газовый проводник, который преобразует электрическую энергию в тепловую. Она обеспечивает высокую интенсивность нагрева и легко управляема посредством электрических параметров.
Общей характеристикой газов является то, что они в нормальных условиях не являются проводниками электрического тока. Однако, при благоприятных условиях (высокая температура и наличие внешнего электрического поля высокой напряженности) газы могут ионизироваться, т.е. их атомы или молекулы могут освобождать или, для электроотрицательных элементов наоборот, захватывать электроны, превращаясь соответственно в положительные или отрицательные ионы. Благодаря этим изменениям газы переходят в четвертое состояние вещества называемого плазмой, которая является электропроводной.
Возбуждение сварочной дуги происходит в несколько этапов. Например, при сварке МИГ/МАГ, при соприкосновении конца электрода и свариваемой детали возникает контакт между микро выступами их поверхностей. Высокая плотность тока способствует быстрому расплавлению этих выступов и образованию прослойки жидкого металла, которая постоянно увеличивается в сторону электрода, и в конце концов разрывается.

В момент разрыва перемычки происходит быстрое испарение металла, и разрядный промежуток заполняется ионами и электронами возникающими при этом. Благодаря тому, что к электроду и изделию приложено напряжение электроны и ионы начинают двигаться: электроны и отрицательно заряженные ионы - к аноду, а положительно заряженные ионы – к катоду, и таким образом возбуждается сварочная дуга. После возбуждения дуги концентрация свободных электронов и положительных ионов в дуговом промежутке продолжает увеличиваться, так как электроны на своем пути сталкиваются с атомами и молекулами и "выбивают" из них еще больше электронов (при этом атомы, потерявшие один и более электронов, становятся положительно заряженными ионами). Происходит интенсивная ионизация газа дугового промежутка и дуга приобретает характер устойчивого дугового разряда.
Через несколько долей секунды после возбуждения дуги на основном металле начинает формироваться сварочная ванна, а на торце электрода – капля металла. И спустя еще примерно 50 – 100 миллисекунд устанавливается устойчивый перенос металла с торца электродной проволоки в сварочную ванну. Он может осуществляться либо каплями, свободно перелетающими дуговой промежуток, либо каплями, которые сначала образуют короткое замыкание, а затем перетекают в сварочную ванну.

Электрические свойства дуги определяются процессами, протекающими в ее трех характерных зонах – столбе, а также в приэлектродных областях дуги (катодной и анодной), которые находятся между столбом дуги с одной стороны и электродом и изделием с другой.
Для поддержания плазмы дуги при сварке плавящимся электродом достаточно обеспечить ток от 10 до 1000 ампер и приложить между электродом и изделием электрическое напряжение порядка 15 – 40 вольт. При этом падение напряжения на собственно столбе дуги не превысит нескольких вольт. Остальное напряжение падает на катодной и анодной областях дуги. Длина столба дуги в среднем достигает 10 мм, что соответствует примерно 99% длины дуги. Таким образом, напряженность электрического поля в столбе дуги лежит в пределах от0,1 до 1,0 В/мм. Катодная и анодная области, напротив, характеризуются очень короткой протяженностью (около 0.0001 мм для катодной области, что соответствует длине свободного пробега иона, и 0.001 мм для анодной, что соответствует длине свободного пробега электрона). Соответственно, эти области имеют очень высокую напряженность электрического поля (до 104 В/мм для катодной области и до 103 В/мм для анодной).
Экспериментально установлено, что для случая сварки плавящимся электродом падение напряжения в катодной области превышает падение напряжения в анодной области: 12 – 20 В и 2 – 8 В соответственно. Учитывая то, что выделение тепла на объектах электрической цепи зависит от тока и напряжения, то становится понятным, что при сварке плавящимся электродом больше тепла выделяется, в той области, на которой падает больше напряжения, т.е. в катодной. Поэтому при сварке плавящимся электродом используется, в основном, обратная полярность подключения тока сварки, когда катодом служит изделие для обеспечения глубокого проплавления основного металла (при этом положительный полюс источника питания подключают к электроду). Прямую полярность используют иногда при выполнении наплавок (когда проплавление основного металла, напротив, желательно чтобы было минимальным).
В условиях сварки ТИГ (сварка неплавящимся электродом) катодное падение напряжения, напротив, значительно ниже анодного падения напряжения и, соответственно, в этих условиях больше тепла выделяется уже на аноде. Поэтому при сварке неплавящимся электродом для обеспечения глубокого проплавления основного металла изделие подключают к положительной клемме источника питания (и оно становится анодом), а электрод подключают к отрицательной клемме (таким образом, обеспечивая еще и защиту электрода от перегрева).
При этом, независимо от типа электрода (плавящийся или неплавящийся) тепло выделяется, в основном, в активных областях дуги (катодной и анодной), а не в столбе дуги. Это свойство дуги используется для того, чтобы плавить только те участки основного металла, на которые направляется дуга.
Те части электродов, через которые проходит ток дуги, называют активными пятнами (на положительном электроде – анодным, а на отрицательном – катодным пятном). Катодное пятно является источником свободных электронов, которые способствуют ионизации дугового промежутка. В то же время к катоду устремляются потоки положительных ионов, которые его бомбардируют и передают ему свою кинетическую энергию. Температура на поверхности катода в области активного пятна при сварке плавящимся электродом достигает 2500 … 3000 °С.

Строение дуги
Lк - катодная область; Lа - анодная область (Lа = Lк = 10 -5 -10 -3 см); Lст - столб дуги; Lд - длина дуги; Lд = Lк + Lа + Lст
К анодному пятну устремляются потоки электронов и отрицательно заряженных ионов, которые передают ему свою кинетическую энергию. Температура на поверхности анода в области активного пятна при сварке плавящимся электродом достигает 2500 … 4000°С. Температура столба дуги при сварке плавящимся электродом составляет от 7 000 до 18 000°С (для сравнения: температура плавления стали равна примерно 1500°С).
Влияние на дугу магнитных полей
При выполнении сварки на постоянном токе часто наблюдается такое явление как магнитное. Оно характеризуется следующими признаками:
- столб сварочной дуги резко откланяется от нормального положения;
- дуга горит неустойчиво, часто обрывается;
- изменяется звук горения дуги - появляются хлопки.
Магнитное дутье нарушает формирование шва и может способствовать появлению в шве таких дефектов как непровары и несплавления. Причиной возникновения магнитного дутья является взаимодействие магнитного поля сварочной дуги с другими расположенными близко магнитными полями или ферромагнитными массами.

Столб сварочной дуги можно рассматривать как часть сварочной цепи в виде гибкого проводника, вокруг которого существует магнитное поле.
В результате взаимодействия магнитного поля дуги и магнитного поля, возникающего в свариваемой детали при прохождении тока, сварочная дуга отклоняется в сторону противоположную месту подключению токопровода.

Влияние ферромагнитных масс на отклонение дуги обусловлено тем, что вследствие большой разницы в сопротивлении прохождению магнитных силовых линий поля дуги через воздух и через ферромагнитные материалы (железо и его сплавы) магнитное поле оказывается более сгущенным со стороны противоположной расположению массы, поэтому столб дуги смещается в сторону ферромагнитного тела.

Магнитное поле сварочной дуги увеличивается с увеличением сварочного тока. Поэтому действие магнитного дутья чаще проявляется при сварке на повышенных режимах.
Уменьшить влияние магнитного дутья на сварочный процесс можно:
- выполнением сварки короткой дугой;
- наклоном электрода таким образом, чтобы его торец был направлен в сторону действия магнитного дутья;
- подведением токоподвода ближе к дуге.
Уменьшить эффект магнитного дутья можно также заменой постоянного сварочного тока на переменный, при котором магнитное дутье проявляется значительно меньше. Однако необходимо помнить, что дуга переменного тока менее стабильна, так как из-за смены полярности она погасает и зажигается вновь 100 раз в секунду. Для того, чтобы дуга переменного тока горела стабильно необходимо использовать стабилизаторы дуги (легкоионизируемые элементы), которые вводят, например, в покрытие электродов или во флюс.
Измерение, контроль и регистрация результатов при сварке
Измерение – процесс определения значений переменной, выраженных соответствующей физической величиной. Переменными процесса сварки являются: электрические параметры (напряжение дуги, ток сварки, мощность дуги, электрическое сопротивление дуги, …), скорость подачи электродной проволоки, скорость сварки, температура в заданной точке основного металла, и др. Могут определяться средние значения параметров или их эффективные значения, а также пиковые значения параметра, его частотные характеристики и т.п.
Контроль – сравнение измеряемого значения искомого параметра сварки с заданными пределами (верхним и нижним).
Измерение основных параметров сварки
Из всех параметров режима сварки только напряжение дуги не требует использования специальных датчиков и может быть определено прямым измерением с использованием вольтметра. Для того, чтобы измерить скорость подачи электродной проволоки, ток сварки, температуру основного металла, расход защитного газа и т.п. требуется применение соответствующих датчиков.
Измерение тока сварки
Имеется большое разнообразие датчиков тока: трансформаторы тока, токовые шунты и датчики тока на основе преобразователей Холла.
Трансформатор тока – это измерительный трансформатор, ток во вторичной обмотке которого пропорционален току в первичной обмотке. Этим измерительным прибором можно измерять значения только переменного тока.
Первичная обмотка трансформатора тока включается в электрическую цепь последовательно с потребителем, ток которого необходимо определить. К выводам вторичной обмотки подключается амперметр с диапазоном измерения тока 1 – 5 ампер (таким образом, трансформатор тока работает в режиме короткого замыкания).


Внешний вид некоторых типов трансформаторов тока
Трансформаторы тока выпускаются на разные диапазоны измерения тока (0 – 300 А, 0 – 600 А и т.д.). Причем диапазон тока во вторичной обмотке сохраняется постоянным: 1 – 5 ампер.
При измерении сварочных токов роль первичной обмотки выполняет сам сварочный кабель, пропущенный в центральное отверстие трансформатора тока. При этом необходимо помнить простое правило: сколько раз сварочный кабель пропущен через центральное отверстие трансформатора тока, во столько раз уменьшается диапазон измерения тока, а также снижается погрешность измерения, что является желательным при измерении малых сварочных токов.

Принцип измерения тока сварки с помощью трансформатора тока.
Для удобства пользования, а именно, для подключения трансформатора тока без разрыва сварочной цепи, трансформаторы тока изготавливают в виде измерительных клещей.

Внешний вид трансформатора тока, выполненного в виде измерительных клещей
Токовым шунтом является низкое активное сопротивление, которое устанавливается в разрыв цепи. Значение тока определяется через падение напряжения на шунте, которое он вызывает.
 |  |
| Внешний вид токовых шунтов (на переднем плане - на 500 А; на заднем - на 300 А) | Схема подключения токовых шунтов в измерительную (сварочную) цепь. |
Электрическое сопротивление токовых шунтов подбирается таким образом, чтобы при его номинальном токе (например, 300 или 500 А) на нём падало строго определённое напряжение. Обычно оно составляет 75 мВ, но может быть и другим (например, 45 или 60 мВ). Падение напряжения на шунте измеряется милливольтметром. Для удобства пользования шкала милливольтметров, предназначенных для подключения к токовому шунту, градуируется в амперах, что исключает необходимость пересчета показаний пользователем.

Милливольтметр с диапазоном измерения
Токовый шунт не рекомендуется использовать для измерения переменного тока, так как собственная индуктивность шунта может влиять на скорость изменения тока и искажать форму его кривой. Однако уместно заметить, что такое влияние шунта проявляется только при частотах переменного тока выше 10 кГц. Таким образом, токовый шунт вполне может быть использован в условиях дуговой сварки переменным током при использовании тока промышленной частоты (50 или 60 Гц). Основным недостатком токовых шунтов является необходимость разрыва цепи, в которой измеряется ток.
В настоящее время вместо токовых шунтов всё чаще используются датчики тока на основе преобразователей Холла. Их основным компонентом является полупроводниковый элемент, который реагирует на магнитное поле, создаваемое током в цепи, т.е. током, значение которого требуется определить. Выходным сигналом такого датчика является напряжение, причём довольно высокое (обычно от 1 до 10 В в зависимости от модели датчика).
Датчики Холла по сравнению с токовыми шунтами имеют следующие важные достоинства:
Выходной сигнал датчика Холла примерно в 100 раз выше, чем у токового шунта. Более мощный выходной сигнал датчика Холла менее подвержен влиянию шумов. Поэтому датчик Холла обеспечивает более низкую погрешность измерения.
Датчик Холла относится к измерительным устройствам, которые не оказывают влияние на измеряемый сигнал. В то время как электрическое сопротивление токового шунта, пусть даже и незначительное, влияет на параметры сварочной цепи.
Токовый шунт, будучи включённым непосредственно в разрыв сварочной цепи, находится под напряжением, что требует особого внимания для исключения случайных контактов с другими электрическими цепями. Кроме этого, при одновременном измерении тока сварки и напряжения дуги возможно ошибочное подключение измерительных кабелей таким образом, что произойдёт короткое замыкание сварочного источника питания. Датчик Холла в этом смысле обладает очень важным преимуществом, так как не имеет прямого электрического контакта с компонентами сварочной цепи.
Токовый шунт требует больше затрат времени на установку, так как для этого необходимо разорвать цепь. Датчик Холла, выполненный в виде клещей, устанавливается в считанные секунды.
Внешний вид измерительных клещей, в которых используется датчик Холла и принцип его действия.
Для того, чтобы проведенное сравнение этих двух типов датчиков было полным необходимо также указать, что токовый шунт в 2 – 3 раза дешевле датчика Холла, и значительно более долговечнее и надёжнее последнего.
Измерение напряжения дуги
Определение значения напряжения дуги производится непосредственно вольтметром без применения каких-либо датчиков. Однако и в этом случае необходимо учитывать некоторые особенности измерения этого параметра процесса сварки для того, чтобы выполнить его должным образом. Главная из них заключается в том, что для снижения погрешности измерения напряжения дуги необходимо избегать включения в цепь измерения падений напряжения на сварочных кабелях и на электрических контактах в сварочной цепи. Справедливости ради следует сказать, что падение напряжения на переходном контакте мундштук – проволока не велико и не превышает 0,1…0,2 В при токах сварки 100 … 300 А.

Наиболее часто используемая схема подключения вольтметра при определении напряжения на дуге в условиях сварки МИГ/МАГ
Измерение скорости подачи электродной проволоки
Для измерения скорости подачи электродной проволоки обычно используется два типа тахогенераторов; оптический тахогенератор и тахогенератор электромагнитной системы.
Параметры выходного сигнала тахогенератора первого типа позволяют использовать его с измерительными устройствами с цифровым входом, в то время как тахогенератор второго типа должен подключаться к аналоговому входу измерительного устройства.
При отсутствии соответствующих тахогенераторов скорость подачи электродной проволоки можно измерить при настройке сварочной установки путем замера длины куска проволоки и времени, в течение которого он был подан подающим механизмом.

Внешний вид одного из тахогенераторов для измерения скорости подачи электродной проволоки
Измерение скорости сварки
Скорость сварки, как правило, определяют по длине выполненного сварного шва и времени, затраченного на его выполнение.
Измерение расхода газа
В сварочных установках используют расходомеры газа поплавкового и дроссельного типа.
Регистрирующие устройства
Для измерения параметров сварки и, в первую очередь, для регистрации результатов измерений используются самопишущие приборы измерения различных типов, а также системы на базе персональных компьютеров и другие электронные измерительные системы.

Одна из портативных систем для измерения и регистрации (на бумажном носителе) параметров сварки
Читайте также: