Сборочные операции в сварке
Обновлено: 18.05.2024
Сборка сварных конструкций представляет собой весьма ответственный и трудоемкий процесс. Хорошее качество сборки — первое и необходимое условие высокого качества сварки. При индивидуальном производстве сборка может занимать 30—50% общего времени изготовления сварной конструкции. При хорошем оснащении сборочных операций приспособлениями и кондукторами затраты времени на сборку сварных конструкций могут быть значительно уменьшены. При выполнении сборочных операций необходимо: 1) точно выдерживать проектные размеры; 2) правильно и постоянно выдерживать зазоры; 3) точно располагать детали по отношению друг к другу в соответствии с проектом; 4) обеспечивать точное положение плоскостей собираемых элементов под углом их пересечения; 5) обеспечивать минимальный допуск на смещение поверхностей деталей стыковых соединений.
Особенно жесткие требования к обеспечению зазоров и совмещений поверхностей предъявляются при сборке под автоматическую сварку. При установлении последовательности сборочных операций необходимо руководствоваться следующим. 1. Выполняемая сборочная операция не должна затруднять осуществление последующей операции. 2. Размеры поступающих на сборку деталей и подготовка их кромок под сварку должны быть тщательно проверены. 3. Выполнение дополнительных работ, в случае надобности, по пригонке деталей в целях точного соблюдения запроектированных зазоров, перекрытий и взаимного расположения их согласно чертежу должно осуществляться легко и быстро. 4. Обеспечение соответствующими инструментами и приспособлениями, облегчающими правильность установки деталей и закрепление их в требуемом положении.
Разработка технологического процесса сборки конструкций тесно связана с выбором рациональных типов имеющихся в цехе приспособлений и проектированием новых приспособлений и кондукторов в зависимости от особенностей изделия и принятого метода сварки. К разработанным технологическим процессам сборки и сварки должны быть приложены операционные, инструкционные и нормировочные карточки. Сборка сварных конструкций может осуществляться; 1) по разметке; 2) по контрольным отверстиям; 3) при помощи шаблонов, упоров, фиксаторов и специальных приспособлений (кондукторов), облегчающих сборочные операции.
Сборка по разметке состоит в том, что на одних деталях путем промера линейкой размечают места расположения других деталей. При сборке эти детали ставятся на размеченные места, закрепляются струбцинами или зажимами и прихватываются. При сборке по контрольным отверстиям заданное расположение деталей достигается путем соединения их болтами и штырями, входящими в контрольные отверстия. Такой метод сборки применяется в тех случаях, когда другими путями затруднительно осуществить точное расположение деталей или когда имеются в соединяемых деталях готовые отверстия, которые можно использовать при сборке. Сборка по разметке и сборка по контрольным отверстиям применяется при индивидуальном производстве, когда изготовление специальных приспособлений нерационально.
Сборка однотипных конструкций серийного и массового производства осуществляется при помощи шаблонов, различных фиксаторов и специальных кондукторов, облегчающих и ускоряющих выполнение рабочих операций при сборке. По характеру сборочно-сварочных работ при изготовлении конструкций сборка делится на сборку всей конструкции, сборку узлов (узловая сборка) и монтажную сборку. Собирать всю конструкцию на прихватках не рекомендуется даже при изготовлении ее с применением ручной сварки. Она может быть допущена только при изготовлении простейших сварных конструкций, составляемых из небольшого количества деталей.
Недостатки сборки всей конструкции следующие: 1. Невозможность применения механизированных методов сварки для многих швов, находящихся в различных положениях в пространстве (горизонтальные, вертикальные и потолочные) и находящихся в труднодоступных местах. 2. Громоздкая и трудоемкая кантовка тяжеловесных конструкций и конструкций с большими габаритными размерами. 3. Неудобное положение сварщика при выполнении швов в труднодоступных местах, что снижает производительность и понижает качество сварных швов. 4. Высокие остаточные напряжения, которые образуются из-за невозможности осуществления свободной усадки швов и которые иногда могут привести к образованию трещин и даже к самопроизвольному разрушению конструкций в цехах после окончания сварочных работ. 5. Накапливание остаточных деформаций, которые могут достигнуть такой величины, что правка станет невозможной и конструкция будет забракована.
Наиболее целесообразными видами сборки и сварки конструкций является сборка и сварка отдельных узлов, а затем сборка и сварка этих узлов в целую конструкцию в цехах или на монтаже. Узловая сборка и сварка дают возможность механизировать сборочно-сварочные операции, повысить качество сборочно-сварочных работ и производительность труда.
Преимущества узловой сборки: 1) возможность автоматизации сварочных работ, так как швы более доступны и кантовка узла значительно легче, чем кантовка всей конструкции; 2) детали свариваются в свободном состоянии и остаточные напряжения от поперечной усадки незначительны; 3) возможность создания поточных линий производства; 4) технологические недостатки сборочно-сварочных работ (деформации, напряжения и др.) могут быть легко исправлены в отдельных узлах и не создавать накопления этих недостатков в целой конструкции; 5) возможность механизации сборочных операций и поднятия культуры производства на более высокую ступень.
Дальнейшее развитие изготовления сварных конструкций требует создания механизированной оснастки сборочно-сварочных работ, повышения точности размеров узлов, которые в цехах и на монтаже соединяются в целую сварную конструкцию.
Существует 2 способа сборки изделия под сварку
1.Сборка производится до плотного сопряжения собираемых деталей (или с необходимым технологическим зазором) и сжатия их в таком состоянии для последующей сварки и постановки электроприхваток. В этом случае отклонения в размерах изделия определяются суммой отклонений в размерах собираемых деталей, т.е. размерными цепями изделия. Следовательно, при таком способе сборки на чертежах деталей допуски должны назначаться исходя из возможного или наиболее вероятного их суммирования при сборке изделия. Таким образом, при 1-м способе сборки сборочный процесс и конструкция зажимного устройства не зависят от допусков по размерным цепям, а размеры сварного изделия полностью определяются фактическими размерами деталей и положением фиксаторов и упоров сборочного кондуктора.
2. Сборка производится по заданным размерам готового изделия с соответствующими допусками. В этом случае конструктором сварного изделия должны быть предусмотрены компенсирующие зазоры или компенсирующие или компенсирующие прокладки “по месту” в каждой размерной цепочке, либо подрезка и подрубка деталей “по месту” (подгонка), либо применение селекционной сборки, когда детали сортируются по фактическим размерам и затем группируются по сборочным комплексам так, чтобы был возможен первый способ сварки – до плотного сопряжения деталей без подрезки и без зазоров (конечно, если последние не требуются по технологии сварки).
Наиболее широкое распространение получил 1-й способ сборки. Сборочные устройства по функциональному назначению и характеру выполняемых операций можно разделить на три основных типа:
1.)сборочные стенды и кондукторы, в которых выполняется сборка изделий на прихватках с последующей передачей собранного изделия в другое сварочное устройство. 2.) сборочно-сварочные кондукторы, в которых выполняется не только сборочные, но и сварочные операции, в большинстве случаев без предварительной постановки прихваток. 3.) сборочно-сварочные кондукторы – кантователи, в которых кроме сборочных и сварочных операций осуществляется также операции кантовки изделия в удобное для сварки положение.
Сварочными приспособленияминазываются дополнительные технологические устройства к оборудованию, используемые для выполнения операций сборки под сварку, сварки, термической резки, пайки, наплавки, устранения или уменьшения деформаций и напряжений, а также для контроля. В комплексно-механизированном сварочном производстве широко применяются загрузочные, разгрузочные, подъемно-транспортные и комбинированные приспособления, чалочные устройства, тиковая и специализированная …. оргоснастка, различный инструмент.
Учитывая, что сварочное производство является комплексным, необходимо проектировать приспособления для заготовительных, подготовительных, заключительных операций и специальный инструмент.
Сборочно-сварочной оснасткой называют совокупность приспособлений и специального инструмента для выполнения слесарных, сборочных, монтажных и других видов работ. Поэтому термин “оснастка” чаще применяется в судостроении, монтаже, строительстве. Применение сварочных приспособлений позволяет уменьшить трудоемкость работ, повысить производительность труда, сократить длительность производственного цикла, улучшить условия труда, повысить качество продукции, расширить технологические возможности сварочного оборудования, способствует повышению комплексной механизации и автоматизации производства и монтажа сварных изделий. Сварочные приспособления классифицируются по нескольким признакам (рис.1) следующим образом:

Сборка конструкций под сварку
Сборкаконструкций должна производиться только из выправленных деталей и элементов,очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега.
При сборкеконструкций и деталей не должно допускаться изменение их формы, непредусмотренное технологическим процессом, а при кантовке транспортировании -остаточное деформирование их.
Не допускаетсяперенос и кантовка краном тяжелых и крупногабаритных конструкций и ихэлементов, собранных только на прихватках, без применения приспособлений,обеспечивающих неизменяемость их формы.
Собранные,предъявленные и принятые под сварку конструкции и не сваренные после этого втечение 24 ч, должны быть повторно предъявлены ОТК.
Прихватки, предназначенные для соединения собираемых деталей, должныразмещаться в местах наложения основных сварных швов.
Размеры сеченияприхваток должны быть минимально необходимыми для обеспечения расплавления ихпри наложении швов проектного сечения. Длина прихваток в конструкциях,выполненных из стали до С375 включительно, должна быть не менее 50 мм ирасстояние между прихватками — не более 500 мм, а в конструкциях из стали С440- соответственно 100 и 400 мм при катете шва прихватки не более половины катеташва сварного соединения.
Сборочныеприхватки конструкций должны быть выполнены сварщиками, имеющими право напроизводство сварочных работ в соответствии с п. 2.2настоящего стандарта, с применением тех же сварочных материалов и тех жережимов, что и основные швы сварных соединений.
В сварныхсоединениях, осуществляемых автоматами и полуавтоматами, сборочные прихваткивыполняются электродами, обеспечивающими заданную прочность с соблюдениемтребований пп.3.2.2 настоящего стандарта.
Формыкромок и размеры зазоров при сборке сварных соединений должны соответствоватьвеличинам, указанным в таблицах (см. в таблицах расположенных ниже), на швы сварных соединений, а в конструкциях из стали С440 — в соответствиисо специальными указаниями в чертежах КМ.
Все местныеуступы и сосредоточенные неровности, имеющиеся на собираемых деталях, надлежитдо сборки устранять плавной зачисткой с помощью абразивного круга.
Общаясборка конструкций должна производиться путем последовательного соединения всехэлементов конструкций или отдельных ее частей. При этом должна быть произведенаподгонка всех соединений, включая установку фиксирующих устройств. На всехотправочных элементах должна быть проставлена индивидуальная маркировка инанесены риски. При общей сборке кожухов листовых конструкций одновременнодолжно быть собрано не менее трех царг.
Каждыйпервый и в последующем каждый десятый экземпляр однотипных конструкций,изготовленных по кондукторам, должен проходить контрольную сборку, в процессекоторой производится проверка соответствия изготовленных конструкций чертежамКМД.
В объемконтрольной сборки однотипных конструкций должны входить все элементы и детали,изготовленные с применением всего комплекта кондукторов.
Сваркустальных конструкций следует производить по заранее разработанному иконтролируемому технологическому процессу, который должен обеспечить требуемыегеометрические размеры и механические свойства сварных соединений.Сварка стальных конструкцийдолжна выполняться по возможности высокопроизводительными механизированнымиспособами.Режимы сваркиуглеродистой и низколегированной стали классов до С440 включительно и размерышвов сварных соединений должны обеспечивать следующие показатели пластичности ивязкости металла шва и околошовной зоны:
а) твердость поалмазной пирамиде не выше 350 единиц Нv;
б) ударнаявязкость при отрицательной температуре (минус 40°С или минус 70°С), указанной впроекте не ниже 3 кгс.м/см 2 KCU;
в)относительное удлинение не ниже 16%.
Сваркадолжна производиться при стабильном режиме, установленном технологическимпроцессом, с допускаемыми отклонениями: силы тока ±5%; напряжения дуги ±5%.Режим сварки следует подбирать так, чтобы коэффициент формы провара составлял:для углового шва и для стыковогооднопроходного шва .
Сварочныеработы должны осуществляться под руководством инженерно-технического лица,имеющего опыт в области сварочных работ и имеющего удостоверение на правопроизводства работ по сварке.
Ручнаяэлектродуговая сварка должна производиться электросварщиками, имеющимиудостоверения, выданные им в соответствии с действующими в настоящий моментПравилами аттестации сварщиков.
Автоматическаяи полуавтоматическая сварка должна производиться сварщиками, прошедшимиобучение и получившими об этом соответствующие удостоверения. Сварщики должнына месте работы пройти испытания в условиях, тождественных с теми, в которыхбудет выполняться сварка конструкций.
Для сварки приотрицательной температуре сварщик должен пройти испытание при предусмотреннойтехнологическим процессом отрицательной температуре. Сварщик, сдавшийиспытание, может быть допущен к сварке при температуре на 10°С ниже температурыиспытания.
Прииспользовании металлопроката, не подвергнутого консервации, проплавляемыеповерхности и прилегающие к ним зоны металла шириной не менее 20 мм, а такжекромки листов в местах примыкания выводных планок перед сборкой, должны бытьперед сборкой очищены до чистого металла с удалением конденсационной влаги. Приналичии на конструкциях ржавчины, грязи и т.п. непосредственно перед сваркойочистка должна быть повторена. Продукты очистки не должны оставаться в зазорахмежду собранными под сварку деталями.
Сваркастальных конструкций должна производиться после проверки правильности ихсборки. Выполнение каждого валика многослойных швов сварных соединенийдопускается после очистки предыдущего валика, а также прихваток от шлака ибрызг наплавленного металла.
Участки слоешва с порами, раковинами и трещинами должны быть удалены до наложенияследующего слоя.
Придвусторонней сварке швов стыковых сварных соединений, а также угловых итавровых сварных соединений с разделанными кромками со сквозным проплавлениемнеобходимо перед выполнением шва с обратной стороны очистить корень швамеханическим способом до чистого бездефектного металла.
В процессевыполнения автоматической и полуавтоматической сварки при вынужденном перерывев работе сварку разрешается возобновить после очистки концевого участка швадлиной 50 мм и кратера от шлака — этот участок и кратер следует полностьюперекрыть швом.
Свариваемые детали стальных конструкций и рабочее место сварщика должны бытьзащищены от дождя, снега, сильного ветра и сквозняков.
Приданиеугловым швам вогнутого профиля и плавного перехода к основному металлу, а такжевыполнение стыковых швов без усиления, если это предусматривается чертежами КМ,должны, как правило, осуществляться подбором режимов сварки и соответствующимрасположением свариваемых деталей. Механическая обработка швов, для придания имнужной формы, производится способами, не оставляющими на их поверхностизарубок, надрезов и других дефектов.
Начало иконец шва стыкового сварного соединения, а также выполняемого автоматомуглового и таврового сварного соединения должны выводиться за пределысвариваемых деталей на заходные и выводные планки, удаляемые после окончаниясварки газовой разделительной резкой.
Места установкипланок после газовой срезки должны быть зачищены механическим способом доисчезновения следов газовой резки. Зажигать дугу и выводить кратер на основнойметалл конструкции за пределами мест наложения шва запрещается.
Допускаемые отклонения размеров сечения швов сварных соединений от проектных недолжны превышать величин, указанных в таблицах. В конструкциях из высокопрочных сталей (С440) — в соответствии суказаниями в чертежах КМ. Размеры углового шва должны обеспечивать его рабочеесечение, определяемое величиной катета шва, указанной в чертежах КМ имаксимально допустимым зазорам, регламентированным указаниями таблицах.
Ручную иполуавтоматическую дуговую сварку конструкций из стали классов до С375 включительнопри температурах стали, ниже указанных в таблице 3.1, следует производить спредварительным подогревом стали в зоне выполнения сварки до 120-160°С наширине 100 мм с каждой стороны сварного соединения.
Сборочно-сварочные операции и проектирование приспособлений
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сборочная операция при изготовлении сварных конструкций имеет целью обеспечение правильного взаимного расположения и закрепления деталей собираемого изделия. Сборку можно производить на плите, стеллаже, стенде или в специальном приспособлении. В условиях индивидуального производства расположение деталей в узле нередко задается разметкой; для их фиксации используют струбцины, планки, скобы с клиньями и другие простейшие универсальные приспособления.
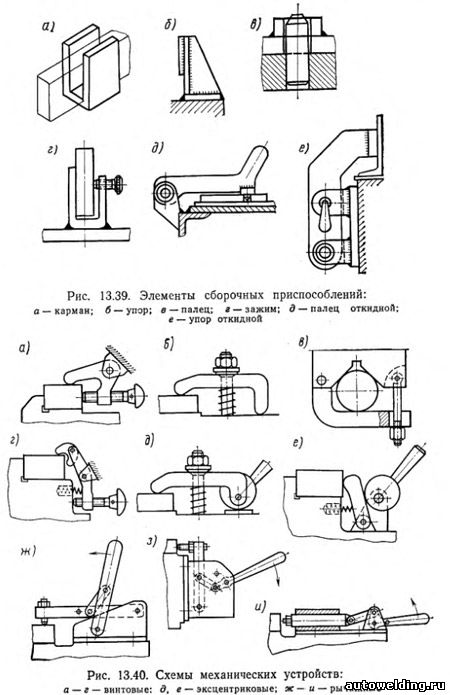
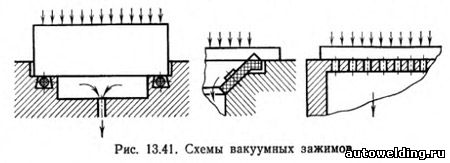
Использование специальных сборочных приспособлений позволяет повысить производительность труда и улучшить качество сборки. Основой сборочного приспособления является жесткий каркасс с упорами, фиксаторами и прижимами (рис. 13.39). При сборке детали заводят в приспособление, укладывают по упорам или фиксаторам и закрепляют прижимами. Винтовые, рычажные или эксцентриковые прижимы (рис. 13.40) просты, но они приводятся в действие вручную. Использование пневматических, гидравлических, пневмогидравлических, магнитных или вакуумных (рис. 13.41) прижимов значительно сокращает вспомогательное время, особенно если требуется зажать изделие одновременно в нескольких местах. Широкое применение получили пневматические прижимы, приводимые в действие сжатым воздухом малого давления
Фиксация собранных деталей чаще всего осуществляется на прихватках. В таком виде собранный узел должен обладать такой жесткостью и прочностью, какая необходима при извлечении его из сборочного приспособления и транспортировке к месту сварки, а также для уменьшения сварочных деформаций. При назначении размеров и расположения прихваток учитывают еще и необходимость предотвращения их вредного влияния на качество выполнения сварных соединений я работоспособность конструкции. Поэтому прихватки должны иметь небольшие размеры поперечного сечения и располагаться в местах, где они полностью будут переварены при укладке основных швов. Если же прихватки накладывают в местах, где швы проектом не предусмотрены, то после сварки такие прихватки следует удалить, а поверхности — тщательно зачистить. При использовании сборочно-сварочных приспособлений сварку выполняют после сборки, не вынимая изделия из приспособления, поэтому в ряде случаев можно обходиться без прихваток.
Последовательность выполнения сборочных и сварочных операций может быть различной: 1) сварку производят после полного завершения сборки; 2) сборку и сварку выполняют попеременно, например при изготовлении конструкции путем наращивания отдельных элементов; 3) общей сборке и сварке конструкции предшествует сборка и сварка подузлов и узлов. Последовательность операций устанавливают в зависимости от характера производства, типа конструкции, ее габаритов и требуемой точности размеров и формы.
При выполнении тех или иных швов положение изделия в процессе сварки приходится изменять. Это осуществляется с помощью приспособлений: позиционеров, вращателей, кантователей, роликовых стендов, манипуляторов. Приспособления могут быть как установочные, переводящие изделие в положение, удобное для сварки, так и сварочные, обеспечивающие кроме установки изделия его перемещение со скоростью, равной скорости сварки, или включают элементы, направляющие движение сварочной головки. Использование того или иного типа сборочно-сварочной оснастки определяется конструкцией изделия, принятой технологией изготовления и программой выпуска.
Универсальные приспособления общего назначения используются для сборки и сварки изделий широкой номенклатуры в условиях единичного и мелкосерийного производства. Такие приспособления изготовляются централизованно и могут быть приобретены в готовом виде.
Для изготовления изделий при крупносерийном и массовом их производстве разрабатывают специальные приспособления, предназначенные для использования на отдельных операциях.
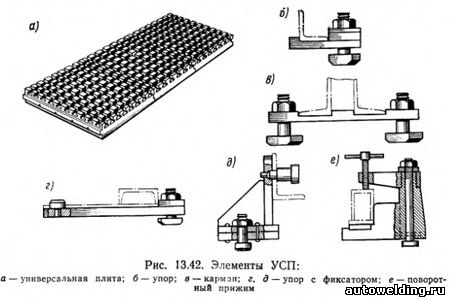
Помимо универсальных и специальных приспособлений в мелкосерийном и единичном производстве используют также универсально-сборные приспособления (УСП). Оснастка такого типа представляет собой набор различных элементов: универсальных плит с продольными и поперечными пазами, типовых сменных упоров, фиксаторов, штырей, прихватов, планок, крепежных деталей и т. п. (рис. 13.42). Для каждой собираемой конструкции разрабатывается своя схема настройки сборного приспособления. Сборщик отбирает необходимые элементы оснастки и по схеме устанавливает и закрепляет их на плите. После окончания сборки требуемого числа изделий приспособление разбирают, а его элементы отправляют на склад.
Перечень необходимых сборочно-сварочных приспособлений составляется в процессе проектирования технологии изготовления сварной конструкции. При этом решается вопрос, какие из приспособлений могут использоваться в готовом виде, а какие необходимо дополнительно разработать и изготовить. Так как обычно применение приспособлений имеет целью не только улучшить качество выпускаемых изделий и повысить производительность труда, но жения базовых размеров ограничены в пределах заданных допусков. Если в процессе сборки изделие подвергается кантовке, то расчет следует производить для наиболее неблагоприятного положения с учетом усилий от механизма вращения. В сборочном приспособлении усадочные силы от прихваток малы и в расчетах на прочность ими можно пренебречь. Перемещения от прихваток также невелики, но они могут вызвать заклинивание собранного узла в приспособлении. Поэтому следует исключить возможность заклинивания.
2. Многие сборочно-сварочные или сварочные приспособления не предназначены для уменьшения деформаций от сварки и не испытывают каких-либо существенных воздействий со стороны деталей в процессе и после сварки. Для них необходимо лишь предусмотреть возможность вынуть изделие из приспособления, если после сварки деталь утратила первоначальную форму.
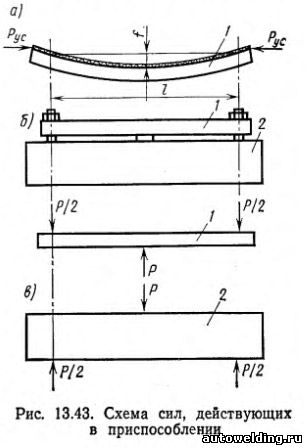
3. Часть приспособлений не предназначена для борьбы с деформациями, но в силу своих конструктивных особенностей испытывает силовые воздействия со стороны свариваемого изделия. В этом случае необходимо, чтобы совместная деформация изделия с приспособлением не вызывала в последнем пластических деформаций. Такая ситуация возникает редко и расчет в таком случае выполняется следующим образом. Вначале определяют перемещения (временные или остаточные) изделия от сварки в предположении его свободного деформирования. Затем в местах тех контактов изделия с приспособлением, которые препятствуют перемещениям, необходимо приложить к изделию и к приспособлению равные по значению и противоположно направленные силы и (или) моменты. Найти силы и моменты в местах контактов из условия, что сумма абсолютных величин перемещений приспособления и изделия от этих сил и моментов равна перемещениям изделия от сварки в свободном состоянии. Найденные силы и моменты являются расчетными для приспособления. На рис. 13.43,а для примера показана алюминиевая полоса 1 (балка), на верхней кромке которой уложен шов, вызывающий усадочную силу Рус и прогиб балки в свободном состоянии f на длине l. Если балка 1 закреплена в стальном приспособлении 2 (рис. 13.43, б), в средней части возникнет сила Р, а по концам — Р/2 (рис. 13.43,в). Перемещение средней точки приспособления составит fпр=Рl 3 /(EстIпр), а в балке — fб = Рl 3 /(EалIб). Из условия f=fпр+fб можно определить Р, если известны модули упругости стали Ест и алюминия Еал, а также моменты инерции поперечных сечений приспособления Iпр и балки Iб.
4, Некоторые приспособления предназначены для уменьшения сварочных деформаций изделия. Следует, однако, иметь в виду, что предотвратить продольное или поперечное сокращение зоны сварного соединения обычно не удается из-за огромных сил, возникающих в приспособлении в этом случае. Соответственно расчетная масса приспособления оказывается неразумно большой. Можно предотвратить изгиб, выход из плоскости. Здесь могут быть следующие расчетные варианты:
а) приспособление предназначено для жесткой фиксации деталей при сварке; предварительная деформация изделия перед сваркой не предусматривается. Если приспособление предназначено для уменьшения временных перемещений, но не исключена возможность остывания изделия в приспособлении, то его следует рассчитывать как рассмотрено выше;
б) приспособление предназначено для предварительного упругого изгиба изделия с целью некоторой или полной компенсации последующих сварочных деформаций. Возникающие в приспособлении силы и моменты складываются из:
— силовых воздействий на изделие при его предварительном деформировании; они определяются обычным путем по значению предварительного изгиба изделия и его жесткости;
— силовых факторов, которые появляются дополнительно вследствие усадки; так как точное определение их крайне сложно, то, с некоторым запасом их можно находить по описанной в п. 3 методике, исходя из значений перемещений изделия от сварки;
в) приспособление предназначено для предварительного пластического изгиба изделия с целью компенсации последующих сварочных деформаций. Расчетными для приспособления являются силы и моменты, за счет которых достигается пластический изгиб изделия. Если пластически деформируются отдельные маложесткие части изделия и силы, необходимые для пластической деформации этих деталей, сравнительно невелики, то ими можно пренебречь и в качестве расчетных принимать силы и моменты, вызываемые перемещениями изделия при сварке, как рассмотрено в п .3.
5. Если изделие, закрепленное в жестком приспособлении, подвергается вместе с приспособлением последующей термической обработке для снятия остаточных напряжений и устранения сварочных деформаций, то расчетными силами для приспособления являются те, которые необходимо приложить к невыправленному изделию, чтобы придать ему нужную форму. Их находят обычным путем по значению изгиба изделия при закреплении и его жесткости. Последующий нагрев и пребывание в печи не вызовут значительных изменений формы и размеров, которые были у изделия.
Источник: Николаев Г.А. "Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций"
Современные требования к сборочным операциям при производстве сварных конструкций
В сборочно-сварочном переделе, например, заводов тяжелого машиностроения применяют >40 различных технологических операций. При изготовлении отдельных узлов применяют до 15 операций. Операции сборочно-сварочного передела могут быть разбиты на семь групп: сборочные, сварочные, вспомогательные, сопутствующие, контроля и испытаний, отделочные, заключительные (рис. 4).
В группу сборочных операций входят сборка узлов на плитах и стеллажах, сборка на стендах, сборка на плитах УСП, совмещенная сборка в кантователях, разметка при сборке, прихватка в процессе сборки. В группу сварочных операций входят ручная, механизированная, автоматическая и специальные способы сварка. К вспомогательным операциям отнесены зачистка от шлака, шлифование, подрезка газом компенсирующих элементов при сборке, кантовка в процессе сборки, установка изделий на кантователи и позиционеры при сварке, предварительный подогрев перед сваркой и в процессе сварки. К сопутствующим операциям отнесены: правка на прессе; правка на плите или стеллаже с местным подогревом; правка (калибровка) вальцовкой сваренных цилиндрических узлов; разметка под обработку резанием отдельных вырезов, выполняемых в сварном узле; сверление и расточка отверстий; фрезерование; контрольная сборка; термическая обработка. В группу операций контроля входят внешний осмотр и измерения, проверка размеров на контрольных плитах, просвечивание, гидроиспытание сваренного изделия, прозвучивание ультразвуком, пневматические испытания, проверка плотности швов течеискателями. Отделочными операциями являются обезжиривание, очистка в дробеструйных камерах, очистка от ржавчины, шпатлевка, грунтовка, окраска, сушка после окраски.
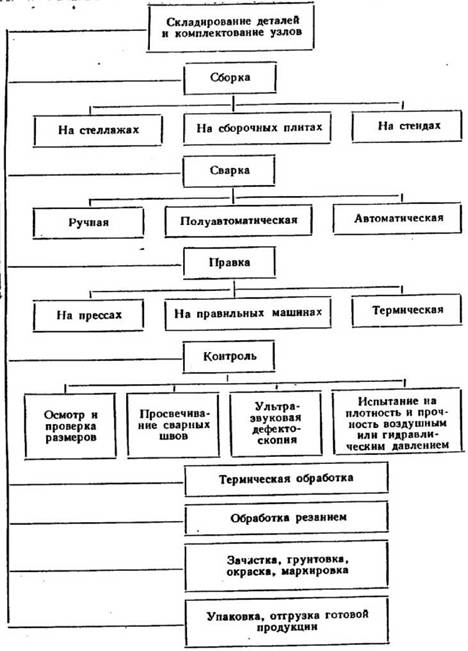
Рис. 4. Принципиальная схема сборочно-сварочного передела
Заключительными операциями являются маркировка и комплектация сварных узлов по заказам и отправочным ведомостям, упаковка, погрузка на транспортные средства и закрепление.
Выбор схемы организации сборочно-сварочных цехов и участков, так же как при проектировании заготовительного передела производится на основе подробного и тщательного анализа номенклатуры сварных узлов, их
классификации и разработки технологических процессов.
Сборочная операция имеет цель обеспечить правильное взаимное расположение и закрепление деталей собираемого сварного изделия. Для выполнения сборочной операции используют сборочное или сборочносварочное оборудование. В первом случае сборка заканчивается прихваткой; во втором - собранное изделие сразу сваривают.
Собранный узел должен обладать жесткостью и прочностью, необходимой как для извлечения его из сборочного приспособления и транспортировки к месту сварки, так и для уменьшения деформаций при сварке. Фиксацию собранных деталей часто осуществляют на прихватках. Размеры и расположение прихваток задают не только из условий прочности и жесткости, но и с позиции исключения их вредного влияния на качество выполнения сварных соединений и работоспособность конструкции. Поэтому прихватки должны иметь ограниченное поперечное сечение и длину и располагаться в местах, обеспечивающих их полную переплавку при укладке основных швов. Если же прихватки накладывают на местах, где швы проектом не предусмотрены, то после сварки изделия такие прихватки следует удалить, а поверхности тщательно зачистить.
Сборку иногда производят при плотном сопряжении собираемых деталей, но чаще с заданным технологическим зазором. Размещение деталей в приспособлении (базирование) осуществляют таким образом, чтобы технологические базы деталей опирались на установочные поверхности приспособления. В общем случае для этого достаточно прижать деталь к шести опорным точкам, расположенным в трех взаимно перпендикулярных плоскостях (рис. 5, а). Цилиндрические детали удобно базировать с помощью призмы (рис. 5, б); детали с цилиндрическими отверстиями— как показано на рис. 5, в, г.
Требуемое взаимное расположение деталей сварного узла обеспечивают с помощью установочных элементов приспособления: упоров, фиксаторов, призм, шаблонов и др. (рис. 6, а - ж). Для фиксации деталей по отверстиям большого диаметра применяют разжимные оправки (рис. 7, а - в).
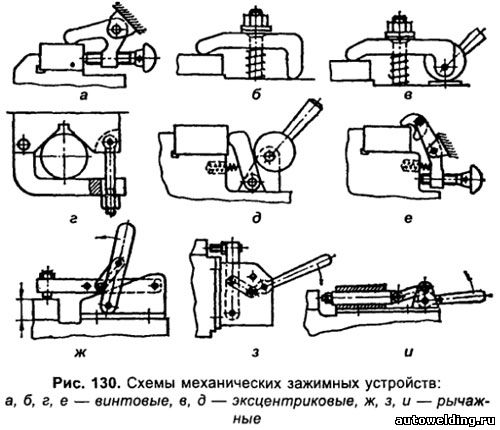
Для закрепления детали в приспособлении служат зажимные элементы. Так же, как и установочные, зажимные элементы могут быть постоянные, откидные, отводные и поворотные. Клиновые, винтовые, эксцентриковые и рычажные прижимы (рис. 8, а - г) с ручным приводом просты, но малопроизводительны. Использование пневматических, гидравлических, магнитных и вакуумных прижимов (рис. 8, д, ж) значительно сокращает вспомогательное время, особенно если требуется закрепить изделие одновременно в нескольких местах.
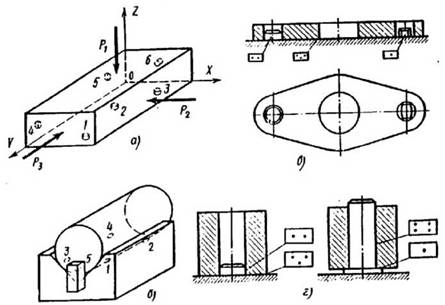
Рис. 5. Схема базирования деталей
Широко используют пневматические прижимы, приводимые в действие сжатым воздухом низкого давления (в среднем 0,4 Н/мм (МПа)). При таком давлении размеры цилиндров, необходимые для обеспечения требуемого усилия зажатия, могут оказаться значительными. Иногда более рациональным становится использование гидравлических устройств, работающих при существенно более высоком давлении.
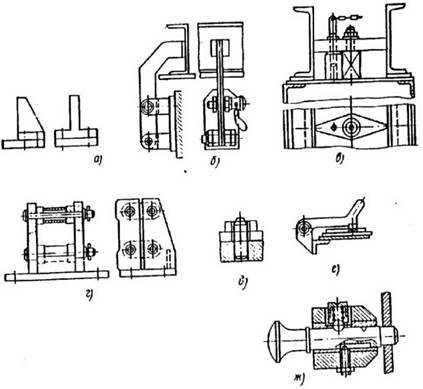
Рис. 6. Установочные элементы сборочных приспособлений: а - упор неподвижный; б, в, г - упор откидной; е - фиксатор откидной; фиксатор отводной
Рис. 7. Схема действия разжимной оправки: а - исходное положение; б - продвижение в отверстие; в - разжим
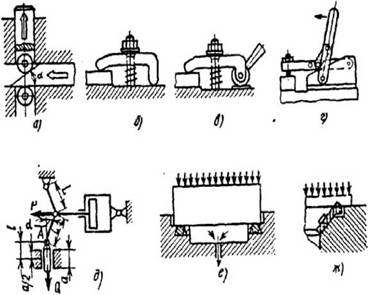
Рис. 8. Зажимные элементы и устройства: а - клиновой; б - винтовой; в - эксцентриковый; г - рычажный; д - рычажный с силовым цилиндром; е, ж - вакуумные
Основные операции сварочного производства
Сварочное производство — это комплекс технологических различных операций по изготовлению сварной конструкции в законченном виде.
Комплекс состоит из следующих операций:
1 — заготовительные (в том числе с дробе- или песко-очисткой);
2 — сборочные;
3 — сварочные;
4 — отделочные;
5 — вспомогательные;
6 — контрольные.
Каждая из перечисленных операций содержит определенный вид работ.
Заготовительные операции предусматривают изготовление заготовок и готовых деталей для сварных узлов различными способами.
Резка механическая и рубка — выполняются на листовых и комбинированных ножницах.
Резка заготовок термическим способом осуществляется ручной и машинной кислородной и плазменно-дуговой резкой.
Пробивку отверстий, гибку деталей и вырубку уступов производят на механических прессах в специальных штампах; гибку — в штампах или гибочных станках.
Правка заготовок, полос, листов выполняется на вальцах, механических и гидравлических прессах.
Зачистку заусенцев, окалины, ржавчины делают в галтовочных барабанах, либо дробеочисткой, а иногда — вручную.
Часто заготовки проходят различные виды механической обработки — точение, строгание, сверление, фрезерование, когда это требуется по чертежу. Заготовки часто подвергаются правке (рихтовке) на гидравлических прессах и механических — фрикционных.
При холодной гибке необходимо соблюдать условие, когда внутренний радиус гиба R≥25Sлиста (или R/S≥25),чтобы не было трещин.
Сборочная операция — предусматривает сборку и прихватку деталей перед сваркой. В процессе сборки детали закрепляют прижимами в приспособлениях, стендах, а иногда устанавливают вручную по разметке перед прихваткой.
Назначение приспособлений — обеспечивать быструю и точную сборку, стыковку элементов с удобством прихватки и последующей сварки с максимальным количеством сварки в нижнем положении.
В производстве чем больше серия изготовляемых деталей, тем выше степень механизации сварочных операций.
Универсальные приспособления бывают переносные и стационарные. Элементы прижима заготовок в приспособлениях перед прихваткой применяют различные: рычажные, эксцентриковые, клиновые, стяжки, струбцины, пневмо- и гидравлические прижимы.
Стационарные приспособления — по функциональному назначению бывают самые различные, но они также имеют определенные виды прижимов.
Операции сборки под сварку зачастую не представляют особых технических трудностей, но порядок и количество прихваток, а также их размеры влияют на качество сварной конструкции.
Прихватки должны быть длиной не более 20 мм, сечением 0,5 от сечения будущего шва и только в перекрываемых участках шва. Сварочный ток при прихватках должен быть выше сварочного на 20%, чтобы обеспечивался четкий провар при прихватке. Прихватки нужно выполнять «вразброс» — по логике ожидаемых деформаций и внутренних напряжений.
Сварочные операции — выполняются вручную электродами, полуавтоматической и автоматической сваркой — в зависимости от условий работы, конструктивных особенностей изделия. Для удобства и облегчения сварочных работ промышленностью выпускается много наименований вспомогательного сварочного оборудования, различного по назначению, и возможностям и грузоподъемности.
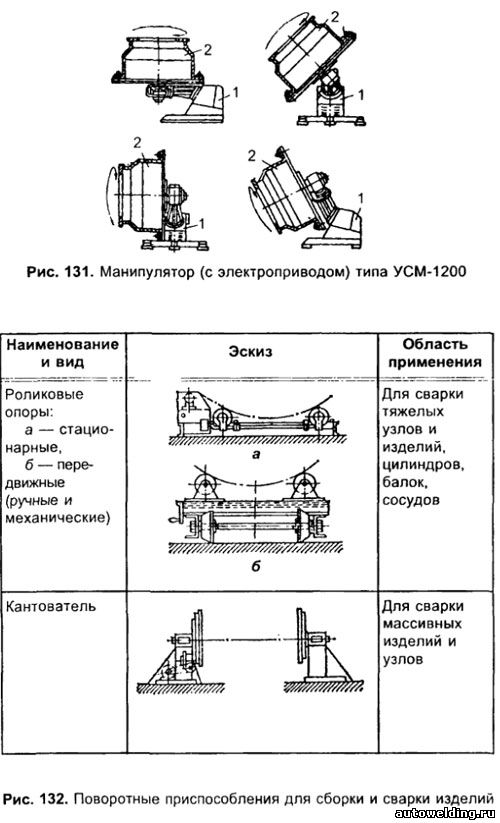
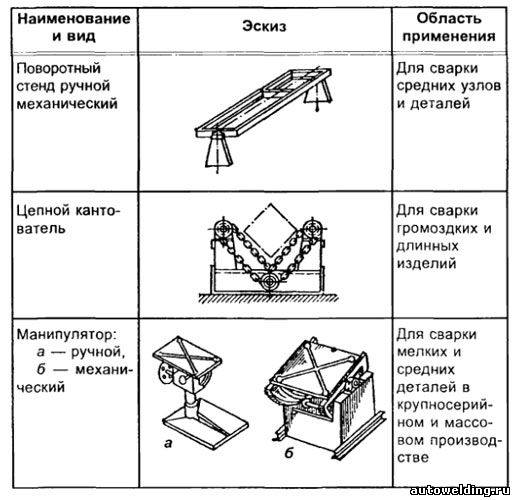
Позиционеры, кантователи различные (в том числе цепные) только поворачивают изделия в нужное положение.
Манипуляторы обеспечивают различный угол наклона изделия и поворота его в нужную позицию, регулируемую (сварочную) скорость вращения планшайбы (стола), а также маршевую скорость — для ускоренного поворота — вращения закрепленного на планшайбе сварного узла. Все вращатели, манипуляторы и позиционеры имеют электропривод с редукторной группой.
Грузоподъемность манипуляторов от 60 кг до 8,0 т (десять различных типов). Манипуляторы специального изготовления — до 100 т. Позиционеры имеют грузоподъемность от 0,5 до 4 т и обеспечивают только маршевую скорость при установке узла в удобном для сварки положении.
Кантователи обычно применяются для поворота нецилиндрических изделий вокруг оси. В зависимости от веса сварного узла они бывают с ручным и электроприводами.
В серийном производстве часто применяются кондукторы сварочные для некрупных узлов, в которых производится сборка, зажим деталей, затем — сварка в зажатом состоянии.
Основой приспособлений является жесткое основание со стойками, на которые устанавливаются прижимы, прихваты и т. д.
Сварочное производство подразделяется на следующие виды: единичное, мелкосерийное, серийное, крупносерийное.
При серийном производстве — специальные поточные линии с отдельно расположенными рабочими местами и иногда связанными между собой транспортными средствами. Ритмичность линии обеспечивается за счет накопителей и промежуточных складов. Широко применяются высокопроизводительные приспособления, полуавтоматы и автоматы для сварки. Примером такой линии может быть линия по производству пропановых баллонов с автоматической сваркой под флюсом стали толщиной 3 мм на остающейся подкладке.
Крупносерийное производство, например, сборка, сварка кузовов автомобилей, дисков автомобильных колес грузовиков, производство сварных труб большого диаметра, бытовых титанов, огнетушителей, различных сварных узлов автотракторного производства. Этот вид производства оснащен и механизирован более совершенными средствами сборки и сварки.
Общее правило для процесса сварки — это равномерное теплораспределение (тепловложение) от дуги по всему сварному узлу небольшими дозами, а значит, грамотная очередность и протяженность наложения всех швов, и по возможности большая скорость сварки, хотя и сечение шва будет невелико. Наложением последующих слоев катет шва доводят до размера. При большой скорости сварки меньше погонная энергия, величина которой влияет на деформации и внутренние напряжения, а также лучше структура шва (мелкое зерно).
Многослойная сварка неширокими швами значительно улучшает сварное соединение по многим причинам. Эта рекомендация проверена автором на производстве при сварке различных нагруженных узлов из ограниченно свариваемых сталей без применения подогрева и отжига.
Отделочные операции предусматривают различные виды зачистки, а также иногда термическую обработку — отжиг после сварки, механическая обработка узла и т. д.Вспомогательные операции — это работы по наладке оборудования, аппаратуры, доставке различных сварочных материалов, транспортно-складские работы, очистка с перемоткой сварочной проволоки и другие подобные работы, связанные со сварочным производством.
Контрольные операции включают в себя входной контроль материалов, контроль качества заготовок, деталей, идущих на сборку-сварку, контроль состояния аппаратуры и оборудования, контроль сборки под сварку и сварки и контроль окончательно готового сварного узла, изделия.

Сборочно-сварочные операции и проектирование приспособлений.
Сборочная операция при изготовлении сварных конструкций имеет целью обеспечение правильного взаимного расположения и закрепления деталей собираемого изделия.
Сборку можно производить на плите, стеллаже, стенде или в специальном приспособлении. В условиях индивидуального производства расположение деталей в узле нередко задается разметкой; для их фиксации используют струбцины, планки, скобы с клиньями и другие простейшие универсальные приспособления.



1. Перечень необходимых сборочно-сварочных приспособлений составляется в процессе проектирования технологии изготовления сварной конструкции. При этом решается вопрос, какие из приспособлений могут использоваться в готовом виде, а какие необходимо дополнительно разработать и изготовить. Так как обычно применение приспособлений имеет целью не только улучшить качество выпускаемых изделий и повысить производительность труда, но положения базовых размеров ограничены в пределах заданных допусков. Если в процессе сборки изделие подвергается кантовке, то расчет следует производить для наиболее неблагоприятного положения с учетом усилий от механизма вращения. В сборочном приспособлении усадочные силы от прихваток малы и в расчетах на прочность ими можно пренебречь. Перемещения от прихваток также невелики, но они могут вызвать заклинивание собранного узла в приспособлении. Поэтому следует исключить возможность заклинивания.
3. Часть приспособлений не предназначена для борьбы с деформациями, но в силу своих конструктивных особенностей испытывает силовые воздействия со стороны свариваемого изделия. В этом случае необходимо, чтобы совместная деформация изделия с приспособлением не вызывала в последнем пластических деформаций. Такая ситуация возникает редко и расчет в таком случае выполняется следующим образом. Вначале определяют перемещения (временные или остаточные) изделия от сварки в предположении его свободного деформирования. Затем в местах тех контактов изделия с приспособлением, которые препятствуют перемещениям, необходимо приложить к изделию и к приспособлению равные по значению и противоположно направленные силы и (или) моменты. Найти силы и моменты в местах контактов из условия, что сумма абсолютных величин перемещений приспособления и изделия от этих сил и моментов равна перемещениям изделия от сварки в свободном состоянии. Найденные силы и моменты являются расчетными для приспособления. На рис. 13.43,а для примера показана алюминиевая полоса 1 (балка), на верхней кромке которой уложен шов, вызывающий усадочную силу Рус и прогиб балки в свободном состоянии f на длине l. Если балка 1 закреплена в стальном приспособлении 2 (рис. 13.43, б), в средней части возникнет сила Р, а по концам — Р/2 (рис. 13.43,в). Перемещение средней точки приспособления составит fпр=Рl3/(EстIпр), а в балке — fб = Рl3/(EалIб). Из условия f=fпр+fб можно определить Р, если известны модули упругости стали Ест и алюминия Еал, а также моменты инерции поперечных сечений приспособления Iпр и балки Iб.

4. Некоторые приспособления предназначены для уменьшения сварочных деформаций изделия. Следует, однако, иметь в виду, что предотвратить продольное или поперечное сокращение зоны сварного соединения обычно не удается из-за огромных сил, возникающих в приспособлении в этом случае. Соответственно расчетная масса приспособления оказывается неразумно большой. Можно предотвратить изгиб, выход из плоскости. Здесь могут быть следующие расчетные варианты:
а) приспособление предназначено для жесткой фиксации деталей при сварке; предварительная деформация изделия перед сваркой не предусматривается. Если приспособление предназначено для уменьшения временных перемещений, но не исключена возможность остывания изделия в приспособлении, то его следует рассчитывать как рассмотрено выше;
б) приспособление предназначено для предварительного упругого изгиба изделия с целью некоторой или полной компенсации последующих сварочных деформаций. Возникающие в приспособлении силы и моменты складываются из:
— силовых воздействий на изделие при его предварительном деформировании; они определяются обычным путем по значению предварительного изгиба изделия и его жесткости;
— силовых факторов, которые появляются дополнительно вследствие усадки; так как точное определение их крайне сложно, то, с некоторым запасом их можно находить по описанной в п. 3 методике, исходя из значений перемещений изделия от сварки;
в) приспособление предназначено для предварительного пластического изгиба изделия с целью компенсации последующих сварочных деформаций. Расчетными для приспособления являются силы и моменты, за счет которых достигается пластический изгиб изделия. Если пластически деформируются отдельные маложесткие части изделия и силы, необходимые для пластической деформации этих деталей, сравнительно невелики, то ими можно пренебречь и в качестве расчетных принимать силы и моменты, вызываемые перемещениями изделия при сварке, как рассмотрено в п .3.
Читайте также: