Щетки сварочного генератора сак
Обновлено: 02.05.2024
Переменный электрический ток возникает в обмотке якоря в местах пересечения обмотки сварочного генератора с магнитными силовыми линиями, расположенными на полюсах статора. Далее этот ток поступает на коллекторы, где и происходит преобразование переменного тока в постоянный. Затем постоянный ток попадает на угольные щетки, плотно прижатые к коллекторам, а со щеток уходит на зажимы, к которым присоединяются сварочные провода, ведущие к электроду.
В состав каждого генератора входит намагничивающаяся обмотка возбуждения. Питание обмотки может производиться двумя путями
- от независимого источника – такой генератор является аппаратом с независимым возбуждением
- от самого генератора – это генератор с самовозбуждением
Любой генератор может работать в различных режимах. Изменение режима работы генератора можно произвести путем плавного изменения тока намагничивания.
Кроме того, важной конструктивной частью любого генератора является последовательная обмотка возбуждения, характеризующаяся небольшим количеством витков. Эта обмотка последовательно подключается к дуге и питает ее током – то есть, сила тока в этой обмотке равна силе тока в сварочной дуге. Особенностью последовательной обмотки является то, что она разделена на отдельные секции. Благодаря этому она может работать не только вся целиком, но и частично.
Схема генераторов вентильного типа
Бензогенераторы данного типа выполнены в виде индукторного трехфазного генератора переменного тока. Он отличается повышенной частотой, а в схеме имеется встроенный выпрямительный блок. Трехфазная якорная обмотка переменного тока установлена на статоре. Она соединяется по схеме «звезда» или «треугольник». Между двумя роторными пакетами, на статоре также расположена обмотка возбуждения.
Сам ротор изготовлен в виде двух пакетов, состоящих из зубчатых элементов, изготовленных из электротехнической стали. Он не имеет обмоток и вращается вокруг своей оси. В каждом пакете ротора имеется восемь зубцов, смещенных относительно друг друга на 180 градусов.
Когда по обмотке возбуждения проходит постоянный ток, в ней происходит возникновение переменного магнитного потока. Его распределение осуществляется таким образом, чтобы первый пакет создавал лишь северные полюсы, а второй – южные. При совмещении зубцов ротора и статора достигается максимальное значение магнитного потока, а величина сопротивления на пути этого потока будет минимальной. Магнитный поток становится минимальным, когда зубец статора совпадает с пазом ротора.
Таким образом наглядно видно, что обмотка возбуждения принимает непосредственное участие в создании пульсирующего или переменного магнитного потока. Пронизывая трехфазную обмотку статора, этот поток вызывает наведение в ней переменной ЭДС с повышенной частотой. В свою очередь, переменная ЭДС с помощью выпрямительного блока преобразуется в постоянное напряжение вентильного генератора.
Название устройства связано с выпрямительным блоком, в котором используются кремниевые вентили, собранные по трехфазной схеме в виде моста. Питание обмотки возбуждения осуществляется через трехфазную силовую цепь генератора. Для этого существует специальный блок, в который входят трансформаторы тока и напряжения, а также выпрямители. После запуска генератор изначально самовозбуждается за счет остаточного магнитного потока.
Особенности схем сварочных генераторов.
Схема сварочного генератора может быть различной, и схемы эти отличаются друг от друга внешней характеристикой.
Основными видами генераторов, с этой точки зрения, являются
- сварочные генераторы с падающей внешней характеристикой
- сварочные генераторы с жесткой или пологопадающей внешней характеристикой
- универсальные сварочные генераторы.
Самым большим спросом пользуются сварочные генераторы с падающей внешней характеристикой, которые могут базироваться на одной из двух схем:
Время чтения статьи, примерно 7 мин. Генератор сварочный типа ГД-4006 У2. Паспорт. Техническое описание. Руководство по эксплуатации
2 ТЕХНИЧЕСКИЕ ДАННЫЕ
| Номинальный сварочный ток при ПН=60%, А | 400 |
| Номинальное рабочее напряжение, В | 36 |
| Наибольший сварочный ток при ПН=35%, не менее, А | 430 |
| Наибольший сварочный ток при ПН=100%, не менее, А | 310 |
| Наименьший сварочный ток, А, не более | 60 |
| Напряжение холостого хода, В, | 70-90 |
| Коэффициент полезного действия, %, не менее | 74 |
| Номинальная частота вращения, об/мин | 1800 |
| Мощность на валу, необходимая при наибольшем сварочном токе, кВт (л.с.), не менее | 25 (34) |
| Масса, без комплектации, кг, не более | 225 |
3. КОМПЛЕКТ ПОСТАВКИ
| Наименование | Кол-во на исполнения | ||
| 01 | 02 | ||
| Генератор сварочный ГД-4006У2 в сборе по чертежу УТСВ. 526754.001, шт. | 1 | — | — |
| Генератор сварочный ГД-4006У2 в сборе по чертежу УТСВ. 526754.001-01, шт. | — | 1 | — |
| Генератор сварочный ГД-4006У2 в сборе по чертежу УТСВ. 526754.001-02, шт. | — | — | 1 |
| Щиток защитный лицевой | 1 | 1 | 1 |
| Электрододержатель на номинальный ток 500А, штУ’’ | 1 | 1 | 1 |
| Диод Д248Б (или другой взаимозаменяемый – запасной), шт. | 1 | 1 | 1 |
| Паспорт (руководство по эксплуатации), экз. | 1 | 1 | 1 |
4. ОСНОВЫ БЕЗОПАСНОЙ РАБОТЫ
4.1 Эксплуатировать генератор следует по ГОСТ 12.3.003-86 «Работы электросварочные» и в соответствии с настоящим руководством. 4.2 При дуговой сварке следует принимать меры против: 1) поражения электрическим током; 2) повреждения глаз и ожогов кожи лица и рук лучами электрической дуги; 3) повреждения кожи лица и рук брызгами расплавленного металла. 4.3 Напряжение на отдельных элементах схемы сварочного генератора при работающем агрегате может достигать опасной величины, поэтому во время работы агрегата запрещается открывать крышку распределительного устройства и касаться токоведущих частей и элементов схемы. Кроме того, необходимо соблюдать меры предосторожности, исключающие возможность соприкосновения тела сварщика с токоведущими частями при смене электрода. 4.4 Излучаемые сварочной дугой лучи вредно влияют на человеческий организм, особенно на глаза, вызывая резкую боль и временное ухудшение зрения. Чтобы предохранить глаза от вредного действия лучей, сварщик должен смотреть на дугу, закрыв лицо щитком, снабженным специальным фильтром. Сварщик должен предупредить окружающих о вредном влиянии лучей на зрение. 4.5 Для предохранения от ожогов невидимыми лучами (излучаемыми дугой) и брызгами расплавленного металла руки сварщика должны быть защищены рукавицами, а тело – специальной одеждой. 4.6 Для предохранения глаз от осколков горячего шлака зачищать шов нужно в очках с простыми стеклами.
4.7 Если сварщик работает в общем помещении, на открытой площадке с другими работниками, он должен изолировать свое рабочее место несгораемыми ширмами, щитами и предупредить окружающих о вредном влиянии дуги на зрение. 4.8. Поднимать генератор следует за специальные проушины на станине.
1. Общий вид генератора ГД-4006 У2
5. УСТРОЙСТВО 5.1 Общий вид генератора с габаритными и установочными размерами показан на рис.1, схема электрическая принципиальная – на рис.2, схема монтажная подсоединения проводов – на рис. З. Значения символов таблички паспортных данных приведены в приложении. Генератор представляет собой бесконтактную электрическую машину переменного тока с вентильным преобразователем. Отсутствие вращающихся обмоток и скользящих контактов обеспечивает повышенную надежность. 5.2 Приводным двигателем для сварочного генератора может быть двигатель внутреннего сгорания или электродвигатель со стабилизированной частотой вращения 1800±200 об/мин. При мощности привода менее указанной в технических данных, наибольший сварочный ток соответственно снижается. 5.3 Передача крутящего момента от приводного двигателя на вал генератора может осуществляться при помощи муфты с эластичными элементами, (муфта входит в генератор исполнения 00) или ремённой передачей (исполнения 01 и 02). 5.4 Тип подшипников генератора – 80309 ГОСТ 8338 – 2 шт. 5.5 Ступенчатое регулирование сварочного тока осуществляется выключателем и тумблером (S1 и S2 по схеме рис 2.). Выключатель и тумблер расположены на лицевой панели, их положения определяют диапазон: малый, средний или большой в соответствии с таблицей выбора диапазонов (рис. 4). Плавное регулирование сварочного тока внутри каждого диапазона производится вращением ручки выносного регулятора RP2, который позволяет настраивать режим сварки непосредственно с рабочего места на расстоянии до 20 метров. 5.6 Для подключения сварочных проводов служат выходные зажимы «+» и « —» на лицевой панели генератора. Зажимы рассчитаны на сварочные провода с наконечниками под болт М8. 5.7 Генератор имеет систему самовозбуждения, работающую от остаточного намагничивания магнитопровода. На практике, однако, возможны ситуации глубокого размагничивания, когда остаточного намагничивания недостаточно для надёжного возбуждения. На этот случай предусмотрена внешняя подпитка от напряжения 12 В постоянного тока (бортовая сеть сварочного агрегата). 5.7. Типичные внешние характеристики сварочного генератора показаны на рис. 5.
Рис. 2 Схема электрическая принципиальная ГД-4006 У2
6. ПОДГОТОВКА К РАБОТЕ 6.1 Перед монтажом генератора в генераторную установку (агрегат) следует убедиться в свободном вращении ротора генератора. 6.2 Перед первым пуском нового генератора или перед пуском генератора длительное время не работавшего, а также при изменении места установки следует: 1) проверить надежность контактов в цепи внутренних соединений сварочного генератора, и во внешней сварочной цепи; 2) проверить мегаомметром сопротивление изоляции обмоток относительно корпуса и сопротивление изоляции между рабочими обмотками и обмоткой возбуждения. Внимание! Для предохранения выпрямительного блока VD1 от пробоя, на время проверки следует его зашунтировать, соединив в один электрический узел провода 7, 8, 9, «+», «-». Выводы обмотки возбуждения следует отсоединить от блока зажимов для предохранения диодов цепи возбуждения. При сопротивлении изоляции ниже 0,5 МОм генератор следует просушить в сухом теплом помещении. 6.3 (Не касается генераторов встроенных в агрегат). Подключить источник постоянного напряжения 12 В двужильным кабелем в резиновой оболочке сечением жилы 0,75 мм2. Кабель пропустить в отверстие корпуса маркированное «Подпитка» и подсоединить к блоку зажимов согласно схеме (рис. 3): «+» к проводу 27, «-» к проводу 23. Ошибка в полярности может быть причиной невозбуждения генератора. В цепи источника рекомендуется установить выключатель и предохранитель на 5 А. Кабель зажать от выдергивания имеющимся специальным зажимом. 6.4 Для ведения сварки необходимо: 1) подключить сварочные провода к выходным зажимам генератора учитывая их полярность; 2) установить согласно таблице диапазонов (она расположена на напели и повторена на рис.4.) выключатель и тумблер в то положение, в пределах которого находится значение сварочного тока, на котором намереваетесь производить сварку; 3) пустить приводной двигатель и установить номинальные обороты, (при частоте вращения ниже номинальной снижается напряжение холостого хода, что отрицательно отражается на возбуждении дуги); 4) возбудить дугу между электродом и изделием и приступить к сварке. 6.5 При реализации необходимого Вам режима нужно учитывать некоторые особенности поведения генератора в разных частях одного и того же диапазона. Вблизи нижней границы диапазона начальный ток дуги в большей степени превышает установленный по шкале, чем вблизи верхней границы -имеет место так называемый «горячий старт» повышающий надежность зажигания. Вместе с тем такой интенсивный процесс зажигания требует от сварщика более точного манипулирования длиной дуги, чтобы избежать прожога. Поэтому, если предстоящая Вам сварочная операция требует возможно меньших отклонений от установленного режима по току, то следует работать в верхней части диапазонов. Например, значение тока 150А может быть установлено как в малом, так и в среднем диапазонах. Выставляя 150А в малом диапазоне, Вы, в момент зажигания дуги, будете иметь именно этот ток, а выставив эти же 150А в среднем диапазоне, получите «горячий старт» с постепенным снижением тока к установленному значению.
В отличие от других известных сварочных генераторов, ГД-4006 прошёл специальные исследования на сварочные свойства и допускает зажигание дуги производить любым способом, обеспечивая в любом случае надежное и устойчивое ведение процесса сварки.
Рис. 3 Схема присоединения проводов ГД-4006 У2
7. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ ДИАГНОСТИКИ И УСТРАНЕНИЯ
| Неисправность, внешнее проявление и дополнительные признаки | Вероятная причина | Метод диагностики и устранения |
| Повышенный шум подшипника, сопровождаемый нагревом | Подшипник вышел из строя | Заменить подшипник |
| Генератор не дает напряжения холостого хода | Обрыв цепи возбуждения. | Проверить наличие электрического контакта в цепи возбуждения. Протянуть ослабевшие контакты. Устранить обрывы. |
| Генератор дает пониженное значение напряжения холостого хода | Неисправность в цепи трансформатора напряжения | См. примечание 1. |
| Генератор не дает напряжения; генератор нагружен – издает ненормальный гул, греется | Замкнуты между собой выводы обмоток статора в распределительном устройстве;Пробит один или несколько силовых вентилей выпрямительного блока | Устранить короткое замыкание фазСм. примечание 2. |
* Примечание 1: если напряжение холостого хода генератора составляет не больше 25-ЗОВ, то возможной причиной неисправности может стать неисправность в цепи трансформатора напряжения. Заводом – изготовителем рекомендуется провести диагностику по указанной ниже программе для точного определения ее причины. При проведении диагностики соблюдать требования электробезопасности.
1.1 Проверить наличие электрического контакта в цепи трансформатора напряжения, ослабевшие контакты протянуть. 1.2 Проверить диод VD2 на одностороннюю проводимость, для чего отсоединить провод 17 от пластины диодов VD2-VD4. 1.3 Замерить напряжение на первичной обмотке трансформатора напряжения TV1 между проводами И и 12. Если оно меньше 55 В, то возможная причина неисправности состоит в дефекте обмоток генератора. 1.4 Замерить напряжение на вторичной обмотке трансформатора напряжения TV1 между проводами 17 и 18. Если оно меньше 25 В, то трансформатор напряжения вышел из строя. ** Примечание 2: если генератор не дает напряжения, и при этом гудит и греется, то, возможно, вышли из строя силовые вентили выпрямительного блока. Заводом-изготовителем рекомендуется провести диагностику работоспособности выпрямительных блоков по указанной ниже программе. 2.1 Визуальным способом проверить целостность пайки перемычек между пластинами и силовыми диодами. 2.2 Замерить напряжение на входе выпрямительного блока, для чего отсоединить от пакетного переключателя провода 11, 12, 13. Если напряжение между ними составляет 55 В и больше, то причина неисправности состоит в дефекте выпрямительного блока. Дефектные части генератора, выявленные в процессе диагностики, подлежат замене.
8 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 8.1 При ежедневном обслуживании необходимо: 1) перед началом работы произвести внешний осмотр генератора для выявления случайных повреждений отдельных наружных частей и устранить замеченные неисправности; 2) проверить состояние болтовых соединений сварочных проводов и подтянуть ослабевшие контакты. 8.2 При периодическом обслуживании (через каждые 100-200 часов работы, но не реже одного раза в месяц) необходимо: 1) очистить генератор от пыли и грязи. В случае необходимости подкрасить поврежденные места, предварительно очистив их от ржавчины и обезжирив;
2) проверить и подтянуть все резьбовые соединения, особенно электрических контактов;
3) проверить сопротивление изоляции генератора согласно п. 6.2.
9. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА ЗАО «УРАЛТЕРМОСВАР», как предприятие-изготовитель генератора сварочного ГД-4006 У2 гарантирует его соответствие требованиям ТУ 3441-003- 16516326-99 при соблюдении правил эксплуатации, изложенных в настоящем руководстве. Гарантийный срок – 12 месяцев с дня отгрузки с предприятия- изготовителя.
10. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ Генератор ГД-4006 У2 исполнение
Сварочный САК выпрямитель генератор СССР сколько в нем меди алюминия.

На Российских просторах работает огромное количество сварочных передвижных мобильных САК (Агрегат сварочный колесный (САК, САГ, сварочный аппарат передвижной/колесный и пр.) — это гибрид из сварочного аппарата и портативной электростанции-генератора, вырабатывающей электрический ток для выполнения сварки и резки.)
И каждый из них имеет свои технические характеристики, свой вес и модификации разные. Соответственно и меди с алюминием а так же и черного металла в них находится по разному.
Технические характеристики
Генератор синхронный сварочный САК тип ДГФ 82-4 Б 3х фазный 50 герц, 37.5 KVA cos 0.8 , 1500 об/минуту КПД 88,5 % статор звезда 400V 54A, самовозбуждение ротор 37V 400 Kg 1977 г. Гост 183-74 кл. изол В режим S1

Разбираем и сдаем в металлолом сварочный генератор САК типа ДГФ 82-4 Б .
Вес сварочного генератора САК типа ДГФ 82-4 Б 400 килограмм не считая его колесных пар, дизельного двигателя, аккумулятора и другого инструмента.
Генератор 400 килограмм из них:
-медь электротехническая первого сорта блеск 39 кг
-медь и шины второго сорта микс 7 кг.
-алюминий и клеммы второго сорта 1.5 кг
-алюминий первого сорта 900 гр.
-черный металл 351,3 кг
Итого, если мы сдадим все это в приемку металлолома мы получим:
медь первого сорта блеск 39 кг х 630 руб. = 24 570 рублей
медь шины микс 2-го сорта 7 кг х 550 руб. = 3 850 рублей
-алюминий и клеммы второго сорта 1.5 кг х 90 руб =135 рублей
-алюминий первого сорта 900 гр. х 170 руб.= 153 рублей
-черный металл 351,3 кг х 22 руб. =7 728,6 рублей
латунь 300 гр. х 300 = 90 рублей
Всего: мы получим с разобранного сварочного генератора САК типа ДГФ 82-4 Б на части 36 348 Тридцать шесть тысяч триста сорок восемь рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 67000 рублей
67 000 рублей + 36 348 руб = 103 348 рублей.
Сам работающий и действующий аппарат САК типа ДГФ 82-4 Б стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
РКП 34 4181 1012 Генератор сварочный Тип ГД-303 у2 ,315 А 32 V ,ПН 60%, 2000 об/минуту вес 242 кг. пред.рег тока 15А-350А ГОСТ 304-77 класс изоляции индукционный якорь-В/* IP22А

Разбираем и сдаем в металлолом сварочный генератор САК типа ГД-303 у2 .
Вес сварочного Генератор сварочный Тип ГД-303 у2 вес 242 килограмма не считая его колесных пар, и Волговского двигателя , аккумулятора и другого инструмента.
Генератор 242 килограмм из них:
-медь электротехническая первого сорта блеск 25 кг
-медь и шины второго сорта микс 5 кг.
-черный металл 214,5
медь первого сорта блеск 25 кг х 630 руб. = 15 750 рублей
медь шины микс 2-го сорта 5 кг х 550 руб. = 2 750 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип ГД-303 у2 на части 27 500 Двадцать семь тысяч пятьсот рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
27 500 рублей + 93 000 руб = 120 500 рублей. Хотя вес меди в генераторе меньше чем в предыдущем САК, но все вместе стоит гараздо больше по деньгам.
Сам работающий и действующий аппарат Тип ГД-303 у2 стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Агрегат сварочный тип АДБ-3122у1, номинальный сварочный ток 315 А номинальное рабочее напряжение 32,6 V, номинальная частота вращения 2000 об/мин, пределы регулирования сварочного тока генератора 15-350А, класс изоляции сварочного генератора В, Пн 60%, масс 630 кг., ТУ 16-739.345-83
Вес сварочного Генератор сварочный Тип АДБ-3122у1 вес 630 килограмма не считая его колесных пар, и Двигателя от ГАЗ , аккумулятора и другого инструмента.
Генератор 630 килограмм из них:
-медь электротехническая первого сорта блеск 99 кг
-медь и шины второго сорта микс 15 кг.
-алюминий и клеммы первого сорта 6 кг
-алюминий первого сорта 3 гр.
-черный металл 486 кг.
медь первого сорта блеск 99 кг х 630 руб. = 62 370 рублей
медь шины микс 2-го сорта 15 кг х 550 руб. = 8 250 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб =1 350 рублей
-алюминий первого сорта 6 кг. х 170 руб.= 1 020 рублей
-черный металл 486 кг х 22 руб. =10 692 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип АДБ-3122у1 на части 83 772 Восемьдесят три тысячи семьсот семь десят два рубля 00 копеек
Но а если его сдать вместе с колесными парами и двигателя от ГАЗ с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
83 772 рублей + 125 000 руб = 208 772 рублей. Самый Большой выход в деньгах за САК аппарат АДБ-3122у1
Сам работающий и действующий аппарат АДБ-3122у1 стоит от нескольких сот тысяч до миллиона рублей и более и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Генератор переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, вес 1185 кг.

В этом генераторе переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, веса всего металла 1185 килограмм. Видны и пластины и спайки латунные и медные внутри, впрессованные в тело ротора. И как видим его там очень даже прилично. Если разобрать такой на части денег и от черного металла и цветных (меди и алюминия) будет много, соответственно и денег тоже.

Так сколько же меди и алюминия в сварочном САКе генератора?
САК сварочный аппарат-обычно колесный – по своей сути гибридная конструкция, которая содержит в себе сварку и передвижную электростанцию.
Работают как правило на бензиновых и дизельных двигателях/моторах для работ в отдаленных местах сельскохозяйственных угодий, на фермах и полевых станах и ремонтных мастерских.

Используемые в России классификации САКов сварочных в настоящее время и часть из них использовалась в СССР.

Технические характеристики сварочных выпрямителей.
АДД-4004ПР
АДД 2х250
DGW310-2S
Huter DY6500LXW
ENYO DAW-180SS
Берем например сварочный выпрямитель ОКП 34 4184. 1085 выпущенный в СССР со знаком качества на бирке, называемый»сварочный выпрямитель ВД-306УЗ.
Статор и ротор такого генератора насыщен хорошей электротехнической медью блеск, самой высокой по своей стоимости цветных металлов. Медь и в валу и в щетках и в статоре генератора. Все соединительные части и шины из меди и медных пластин и проволоки.

Четырехколесный прицеп на дизельном ходу, масса 1750 кг. общего веса. Вес самого выпрямителя сварочного 174 кг. Извлекаем весь металл имеющийся в нем:


Одна из бирок с техническими характеристиками сварочного генератора тока САК.

—медные шины и проволока 32.5 кг.
—алюминиевые составляющие до 8 кг.
—кабель сварочный медный 12 кг.
—диоды 12 шт
-кожух статора и вал 120 кг.
-весь черный металл примерно 128 кг.
Помогите определить тип (марку) щеткодержателя сварочного агрегата ГД-310

Ебать, оно алюминиевое что ли. Там же пиздец нагрев идёт за счёт трения.
Они дебилы все что ли?
Сегодня в Ижевске произошла трагедия - обмудок, состоявший на учёте в дурке, убил 15 человек, в том числе 9 детей. Всё это произошло в школе, утром. Годом ранее похожие трагедии были в Казани и Перми, там тоже отличились ебанутые на башку. А в 2017 такой же долбоёб открыл газ и взорвал угловую секцию многоквартирного дома, тоже в Ижевске.
И что же мы видим в итоге в новостях? Ряд, блять, губернаторов срочно отчитались, что будут принимать меры! Нет, не контроль за умалишёнными, волею случая почему-то гуляющими среди нормальных людей. А усиление мер безопасности в школах! И какой-то упырь, то ли квнщик, то ли еще какой клоун авторитетно заявляет: надо в школы крепких мужиков! Блять, серьёзно. Что в Казани, что в Ижевске - заходит мудак с огнестрелом и ебошит охранника! Какие, блять, меры безопасности усиливать. Вы ебанулись? Психов не пробовали, сука, контролировать?

Ответ на пост «Мама»
Тоже был подобный случай. было мне лет 11-12, привезли меня родители в Тверь на операцию по удалению аденоидов. А сами уехали в поселок обратно домой, часа 4 от Твери. Денег не было гостиницу снимать или ездить каждый день навещать.
Лежу после операции, больно, кровь идёт из носа и горла и плачу потихоньку. Страшно без родителей.
К соседской девочке приходила ее бабушка. Она садится рядом со мной и молча стала гладить меня по голове. Сразу так тепло и уютно стало. абсолютно чужой человек, чужое прикосновение, но сколько в нем добра. спустя время доктор разрешил питаться подтаявшим мороженом, и я помню, как эта бабушка принесла мне его. Я не просила ничего. это добро к чужому ребенку до сих пор делает мне тепло на душе. Столько лет прошло, а я до сих пор помню эту бабушку.
Если голосовые, то только такие
Найдены документы в Новосибирске
Михаил, 39 лет! Твой паспорт и военник в диспетчерской. Ты оставил их в автобусе на маршруте номер 5. Телеграм для связи t.me/O_KAPACb_O . Без рейтинга, поднимите
Не факт, что спокоен
Если человек спокойно играет в игры на телефоне в ожидании очереди, не трогайте его. Просто не трогайте.
Сегодня наблюдаю такую картину в очереди: играет парень лет 20-30, играет себе , молчит. Полезла к нему такая вся из себя дама, указывать, где ему стоять/сидеть/ молчать.
Вроде и не особо выражалась.
Пяти минут ему хватило, молча встал завязал ей на рот её же шарфик , ловко кстати, получилось. Так глянул, что пригвоздил к месту и сел снова. От неожиданности очередь и сама мадам потеряли дар речи. Тишина.
Вот не факт же, что если играет молча, то спокоен внутри.
Надеюсь его никогда не призовут
Письмо солдату
Ребята, я почитала, что некоторым даже животных оставить негде. Если ты одинок, и пошел служить, поддержу морально. Могу писать письма, хоть и на бумаге, если придется. Поддержу, утешу, доложу обстановку в тылу. Как говорится: коль ты старый человек, дядей будешь мне навек. Коль ты молодец румяный, будешь братцем мне названым. @Valentina30102021.

А чего сразу почтовая
Пикабушник пошел 3
Ребят спасибо за теплые слова - это очень бодрит. Тем кто гадости пишет и тд - похер мне на вас. Украинцам которые говно льют - блин я не по своей воле прусь и поверьте мне я б лучше сел с вами за один стол, чем так, но есть так как есть.
И так подходит к концу первый день. Че было:
Пришел в военкомат, взяли повестку спросили готов? Я говорю «нет, вещи дома» (по телефону сказали что просто инфо сверить зовут - вруны). Дали два часа на сборы и забрали военник.
Дальше когда второй раз приехал выступил перед нами какой то хер с администрации. Ни че не объяснили посадили в автобус и отправили в часть.
В части отвели к вещевому складу, где мы на улице тусили часов 5. Много бухих. Дисциплины нет и полный бардак. Но тут мы хоть познакомились с ребятами. Есть несколько добровольцев. По возрасту до 50 лет.
Простояли мы 5 часов на улице, в итоге дали нам только противогазы - шмотки закончились.
Дальше повели в казарму. По дороге сфоткался с танком))))

В казарме норм. Есть душ. Койки нормальные

Командиров нет. И как говорят, кадровым офицером будет только комполка, остальные такие же как и мы мобилизованные. В казарме кто чем занимаемся, в основном с родней болтают и едят.
Часов в 20 предложили кто хочет на ужин сгонять. Сходил… не ресторан…..
Ну на этом пока все…. Этот день подошел к концу.
Зы. Инфо нет ни какой. Слухов много. Слухи писать не буду)
Что случилось с газопроводом? Он лопнул. 26.09.2022
Бомба дня: давление на нитке А трубопровода СП-2 упало с 300 до 7 бар за ночь.
Газопровод был заполнен техническим газом, под давлением. Теперь давления в трубе нет. Соответственно, газа тоже. ЧП произошло в датской Исключительной Экономической Зоне, юго-восточнее Борнхольма (Дания). Береговыми службами в качестве меры безопасности установлена охранная зона радиусом 5 морских миль.
История газопровода здесь:
Резюме по ситуации:
1. Газопровод повреждён. Кем, с какой целью, насколько серьёзно - узнаем позже.
2. Ремонт возможен, но потребует времени и денег. Правда, его необходимость в текущей ситуации не очевидна.
3. Не стоит плакать по вложенным в СП-2 четырём с половиной миллиардам евро. Они давно окупились.
4. Попытка прогноза: Если бы я был Миллером, то:
- обрезал бы СП-2 на траверсе Калининграда;
- завёл бы трубу туда;
- построил бы газовый хаб с выходом в Польшу (!) и завод СПГ.
1. Великобритания ввела санкции против акционерного общества "Гознак".// Зачем? У Гознака нет иностранных активов. Неужели Британия думает, что таким образом может ухудшить ситуацию с денежным обращением в России? Санкция ради галочки.
2. В России производится меньше метанола.// Плохая новость. Половина производимого метанола шла в ЕС. Теперь - всё. Заводы, конечно, не закроются, внутренний спрос есть, но расширения производства не будет.
3. США будут поставлять Европе более 1 млн баррелей нефти в день взамен российской.//Отличная новость, правда, только для США. Для нас новость плохая (теряем рынки), для ЕС - отвратительная. Очень дорого.
4. Газпром обменял еврооблигации на $750 млн на российские замещающие облигации. //Хорошая новость. Не хотят брать в валюте - будут брать в рублях.
5. Соллерс Авто, работающая в партнерстве с Mazda и Ford, разработала план автозавода под производство других брендов. На данный момент компания обсуждает выкуп доли Mazda и прекращение производства авто во Владивостоке.// Не будет Мазды и Форда. Будет что-то китайское. Плохо? Да. Но не катастрофа.
6. Душанбе Сити Банк из-за технических сбоев приостановил работу карт «Мир».// Знаем мы эти технические сбои. Боятся вторичных санкций США. Плохая новость.
7. Bloomberg: ЕС может отложить соглашение по лимиту цен на нефть из России из-за разногласий.// И отложат. Пока в ЕС работает консенсус по принятию решений, введение лмимта цен маловероятно.
1. Рейтинг российских городов по уровню зарплат — 2022.// Полезный рейтинг, на случай переезда внутри страны. Рекомендую.
2. На рынке недвижимости увеличилось предложение, но спрос замер.// Рекомендую усилить внимание по вторичному рынку. Возможно краткосрочное снижение цен. Я всегда писал, что цены на недвижимость будут только расти. Однако в любом росте могут быть кратковременные коррекционные движения. Если кто-то планирует покупку вторичной недвижимости - сейчас может быть подходящий момент.
Биржевые ужасы.
А вот здесь сегодня трясло. Везде. И продолжает трясти.
1. Сегодня ночью британский фунт сходил на отметку 1,035 к доллару США. Это исторический минимум. То есть - такого низкого курса фунта не было никогда. Вот график фунта за 50 лет:

Даже в страшном 1985 году курс был выше. Конечно, фунт отскочил от минимума. Но всё равно торгуется очень низко - на отметке 1,0661.
2. Евро ночью слетало на 0,955. Это не исторический минимум. Но близко к нему. Вот график курса евро за всю историю его существования.

Родился, вырос, заболел. Будет ли жив?
3. Индекс ММВБ. Потери за день - 7,5%. А вот график за 20 лет. Если смотреть за длительный период - не так страшно выглядит. Падение есть, падение значительное - примерно до уровня 2016 - 2017 года.

4. Мировые фондовые индексы: Падают. Не быстро, но фронтально.

5. Товарная и фондовая биржа: Рубль - в коридоре. У верхней границы. Золото падает. Серебро падает. Нефть не падает, но находится на низких уровнях. Urals - 61,72. У опасной черты. Газ ТТФ - 1720. Не очень. Но - не катастрофа. И даже не проблема. Всё, что выше 1000 по газу - отлично. Urals выше 60 - терпимо.

1. Санкций за референдумы и мобилизацию пока не видно. Те, что есть - декларативные.
2. Мировые биржи трясёт. Под ударом - европейские валюты. И что настораживает более всего - то, что максимальное падение европейских валют произошло ночью. Во время работы азиатских бирж. Это позволяет предположить, что США открыли против ЕС второй фронт. В Азии.
3. Остальной экономический фон - привычный.
Рекомендации не-инвесторам: без изменений. 25/50/25.
Анонс: На Пикабу появился замечательный специалист по биржам - @StockGambler. Рекомендую все его посты к прочтению. Превосходная аналитика по международным биржам, написана хорошим языком и с юмором. Посты выходят по утрам.
Частное обращение: Публикации новостей по чисто политическим темам прекращаю. В этом нет необходимости. Политический новостной поток освещается широко и без меня.
Электрощетки графитовые, угольные и меднографитовые щетки

Электрощетки - это элемент скользящего контакта электродвигателей и генераторов и служат они для отвода и подвода электрического тока на коллекторах, а так же на токосъемных кольцах двигателей. В зависимости от необходимых условий коммутации применяется один из возможных классов: угольнографитные (угольнографитовые), графитовые (графитные), электрографитированные (элекрографитные), меднографитные (меднографитовые), металлографитные (металлографитовые).
Для заказа щеток необходимо уточнить следующие параметры:
Обязательно знать при любом заказе, пример: ЭГ-14 20*32*40 К1-3
1. марку материала, из которого должны быть изготовлены графитовые щетки (марка электрощетки);
2. размеры электрощетки: глубина, ширина, длина (последняя величина в большинстве случаев допускается чуть больше либо чуть меньше запрашиваемой);
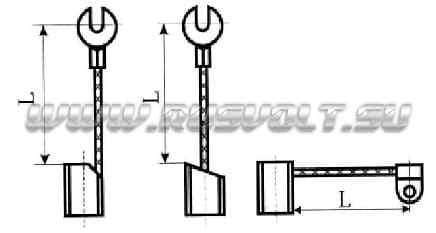
3. исполнение угольной щетки (тип или конфигурация). С поводком или без, откуда именно выходит поводок и т.д. (необходимо смотреть по таблице исполнений ниже).
При необходимости можно указать дополнительные параметры:
- количество, сечение и длина токовыводящих проводов;
- тип накладки щетки;
- тип наконечника;
- можно так же указать номер чертежа, в котором обычно уже должны быть заложены все необходимые заказчику параметры например: ИЛЕА 685.211.503. Но ввиду того что на разных заводах по производству графитовых электрощеток применяются разные чертежи, данная информация часто бывает бесполезной.
Таблица исполнений (конструкций) электрощеток для двигателей и генераторов
Марки электрических щеток для электродвигателей, генераторов и их характеристики
Электрографитовые (электрографитные) щетки
Графитовые (графитные, угольнографитные, угольнографитовые) щетки
Меднографитовые (меднографитные, металлографитовые, металлографитные) щетки
Серебрянографитовые (серебрянографитные) щетки
*Электрощетки производят несколько производственных предприятий, поэтому некоторые параметры могут незначительно отличаться.
Виды накладок для щеток
Чтобы более мягкие электрощетки не крошились под воздействием нажимного пальца щеткодержателя, применяются специальные накладки, которые защищают их верхнюю поверхность.
| Общий вид накладки | Обозначение накладки | Характеристика, описание, применяемость | Общий вид накладки | Обозначение накладки | Характеристика, описание, применяемость |
|---|---|---|---|---|---|
| НК-1 | Для радиальных электрощеток с нажимными устройствами самых разных конструкций. Согнута под прямым углом. Может быть с упорным отверстием или без него. | НК-2 | Для радиальных электрощеток с ограничением износа. Согнута под прямым углом и может быть с упорным отверстием либо без него, но сделана с выступом для ограничения износа. | ||
| НК-3 | Для радиальных, реактивных и волочащихся электрощеток. Согнута под острым углом. | НК-4 | Для волочащихся и реактивных электрощеток с ограничением износа. Согнута под острым углом, но сделана с выступом для ограничения износа. | ||
| НК-5 | Для радиальных не разрезных электрощеток с нажимными устройствами различных конструкций, а также с ограничением износа. Согнута под прямым углом с упорным отверстием, а также с двумя выступами служащими для ограничения износа. | НК-6 | Для радиальных электрощеток, которые работают при высоких вибрациях. Прямоугольный параллелепипед с выступом для фиксации и четырьмя проделанными отверстиями. | ||
| НК-7 | Для радиальных электрощеток, которые работают при высоких вибрациях. Прямоугольный параллелепипед с выступом для фиксации, а также четырьмя отверстиями и пазом сделанным на верхней поверхности. | НК-8 | Для разрезных реактивных электрощеток индивидуального прессования. Сложные конструкции. |
Токоведущие провода и наконечники электрощеток
Электрощетки для электрических двигателей и генераторов производят с токоведущим проводом либо без него. Крепление самого токоведущего провода производят конопаткой, развальцовкой, запрессовкой или пайкой. Для их изготовления используют провода следующих марок:
МПЩ - провод специальный сделанный из медных проволок;
ПЩС - провод повышенной гибкости из медных проволок;
ПЩ - провод гибкий сделанный из медных проволок.
Сечения и марки проводов выбирают по следующей таблице.
Наконечники предназначены для крепления токоведущего провода непосредственно к болту щеткодержателя. Токовые допустимые нагрузки на эти наконечники обязательно должны соответствовать тем что указаны в таблице:
На проводе устанавливают наконечники следующих типов:
| В | Вилочный открытый | ВГ | Вилочный закрытый | ||
| Ф | Флажковый открытый | ФГ | Флажковый закрытый | ||
| В2С | Вилочный двойной открытый | ДГС | Двойной закрытый специальный | ||
| ФС | Флажковый открытый специальный | ФГП | Флажковый закрытый специальный | ||
| Д | Двойной открытый | ДГ | Двойной закрытый | ||
| П | Пластинчатый открытый | ПГ | Пластинчатый закрытый |
Выбор графитовых, угольных электрощеток
Выбирать их приходится в трех следующих случаях: в случае проектирования нового электродвигателя, при переводе электрической машины на другой режим работы, когда использующиеся ранее изделия перестают обеспечивать полноценное функционирование узлов токосъема и в том случае, если, когда установленный на работающем электродвигателе комплект угольных щеток изношен, а запасного комплекта аналогичной марки в распоряжении нет.

Основной момент правильного выбора щеток - это обеспечение электродвигателями требуемого режима работы сопряженного с ними оборудования при самых минимальных расходах на ремонт и обслуживание данных машин. Необходимые условия будут выполнены, при случае, если изделия удовлетворяют ряду требований, основными из которых являются следующие:
1. графитовые щетки не должны вызывать искрения связанного с переключением различных токов в замыкаемых секциях обмоток и должны качественно осуществлять коммутационный процесс электродвигателей и генераторов;
2. они должны обеспечить надежный контакт со всеми вращающимися элементами двигателя (кольцами токосъема) и не вызывать искрения, которое может быть связано с нарушением данного контакта;
3. они должны делать потери энергии в скользящем контакте как можно меньше;
4. они должны быть достаточно прочными, что исключит возможность их разрушения;
5. материал для производства графитовых электрощеток, должен быть износоустойчив, обеспечивающий сохранность всех поверхностей скольжения контактных колец и коллекторов, а так же не вызывать износа данных поверхностей.
Особенность всех перечисленных требований заключается в том, что большинство из них являются взаимоисключающими и выполнить одно из них можно только с помощью другого. Например, требование в пункте №1 можно выполнять, применяя материалы па сажевой основе, которые обладают повышенными свойствами коммутации, но износоустойчивость данных материалов в сравнении с графитовыми является низкой. В аналогичном противоречии находится требование указанное в пункте №5 требование о повышении износоустойчивости материалов для угольных электрощеток при одновременном снижении уровня их воздействия непосредственно на поверхности скольжения колец и коллекторов. При вышеуказанных обстоятельствах выбор электрических щеток для тех или иных условий эксплуатации - это серьезная задача, грамотное решение которой обеспечит получение хороших технико-экономических показателей работы электродвигателей, обслуживаемых ими исполнительных механизмов и всего предприятия в целом.
- Перед тем как установить электрощетки, необходимо очистить весь коллектор от пыли, нагара и грязи с помощью специальной шлифовальной бумаги. Аналогичным образом необходимо полностью очистить токосъемный узел от загрязнений.
- Для обеспечения более надежного скользящего контакта, нужно соблюдать рекомендуемый зазор между внутренней стенкой обоймы щеткодержателя и боковой поверхностью графитовой щетки.
- Периодически нужно проверять их на предмет износа. В случае, если он не превышает 20%, то возможна замена без предварительной пришлифовки, при более высоком проценте износа - необходимо заменить весь комплект.
- Провода угольной электрощетки не должны касаться друг друга или быть перекрещены, а каждый наконечник должен крепиться к отдельному болту.
Причины неудовлетворительной работы щеток
Плохая работа электрощеток для электрических машин может иметь разные признаки. Дефекты легко обнаруживаются в процессе регулярных наблюдений за состоянием электрощеток, щеткодержателей и рабочих поверхностей контактных колец и коллекторов, элементов их арматуры. Одинаковый дефект в работе различных деталей щетки может быть вызван рядом причин. В тот же момент какая-либо отдельная из них может вызвать появление разных дефектов. Указанные обстоятельства осложняют обнаружение причин, которые могут вызывать нарушение нормального функционирования скользящего контакта. Задача заключается в выявлении причин и устранении с наименьшими затратами труда и времени. Обобщение практики эксплуатации электродвигателей и генераторов говорит о том, что в наиболее частых случаях нарушение работы скользящего контакта должным образом, может быть вызвано следующими причинами:
1. Воздушное давление под щеткой выше атмосферного.
2. Неодинаковы зазоры магнитной системы.
3. Атмосфера загрязнена газами, которые вызывают коррозию.
4. Атмосфера запыленная.
5. В атмосфере содержится очень маленькое количество влаги.
6. Атмосфера насыщена различными химическими веществами.
7. В атмосфере есть содержание клеящих и липких веществ.
8. Атмосфера содержит большое количество влаги.
9. Неравномерное нажатие скользящего контакта.
10. Между кольцами оседает щеточная пыль.
11. Скользящий контакт свешивается с контактных колец.
12. Заедание деталей механизма щеткодержателя.
13. На контактной поверхности щетки есть неровности, которые воспроизводят неровности поверхности скольжения контактного кольца.
14. Неравномерное расположение скользящего контакта на кольцах синхронных машин, вызывающее неравномерно распределенный нагрев различных участков кольца.
15. Заедание электрических щеток в щеткодержателях.
16. Маленький угол наклона реактивных щеток.
17. Слишком мягкие щетки.
18. Слишком твердые.
19. Имеется слишком большая площадь поперечного сечения (высокие механические потери).
20. Слишком тяжелые.
21. Большое расстояние между нижней кромкой обоймы щеткодержателя и коллектором.
22. Очень большой зазор между обоймой щеткодержателя и щеткой.
23. Слишком велика МДС добавочных полюсов.
24. МДС добавочных полюсов не соответствует положенным условиям работы.
25. Местное биение пластин коллектора.
26. Слишком мала МДС добавочных полюсов.
27. Замкнутые коллекторные пластины.
28. На пластинах коллектора плохо сняты или совсем не сняты фаски.
29. На поверхности коллектора имеются плоские места (лыски).
30. Деформация коллектора.
31. Слишком маленькое контактное сопротивление скользящего контакта.
32. Слишком большое контактное сопротивление.
33. Неравномерное распределение электрического тока между включенными параллельно электрощетками.
34. Контактная поверхность коллектора и щеток была слишком заполирована (остеклена).
35. Неверно выбраны размеры токоведущих проводов и их наконечников или их соединение сделано некачественно.
36. Неверно выбраны размеры наконечников токоведущих проводов.
37. Слишком жесткий материал токоведущих проводов угольной щетки.
38. С контактным кольцом соприкасаются токоведущие провода.
39. Слишком короткие токоведущие провода скользящего контакта.
40. Слишком длинные токоведущие провода электрощетки.
41. Фундамент машины расшатан.
42. Недостаточная эластичность токоведущих проводов скользящего контакта.
43. Значительные колебания нагрузки.
44. Неверная обработка коллектора, которая обусловлена дрожанием резки.
45. Дисбаланс электрической машины.
46. Химическое взаимодействие поверхности коллектора электрической машины или кольца с материалом щеток у неработающей машины.
47. Остановка электрической машины происходит всегда в одном и том же положении.
48. Перегрузка электрической машины.
49. Между коллекторными пластинами выступает изоляция.
50. Электродвигатель или генератор довольно продолжительное время работает с низкой либо нулевой нагрузкой.
51. Износ подшипника электрической машины.
52. Выбрасывание смазки.
53. Содержание вредных примесей в материале контактного кольца.
54. Плохое качество скользящего контакта.
55. На поверхности кольца имеются плоские места (лыски).
56. Периодические изменения нагрузочного тока (или гармонические составляющие).
57. Давление пружин щеткодержателей занижено или завышено.
58. Неверно выбрано давление пружин щеткодержателей.
59. Неверная расстановка щеток по окружности коллектора.
60. Неверная установка скользящего контакта в радиальном направлении.
61. Щеткодержатель износился.
62. Очень высокий пусковой ток.
63. Несимметричное расположение скользящих контактов.
64. Тангенциальный размер выбран неверно.
65. Вибрация в связи с дефектами в системе передачи.
66. Плохая вентиляция.
67. Повреждения обмоток.
68. Биение в электродвигателе либо генераторе, особенно с вертикальным исполнением.
69. Повреждение пайки витковых или уравнительных соединений.
70. Неверный выбор марки щеток.
Перегрев различных щеткодержателей может быть в случае неравномерного распределения электрического тока между параллельно включенными электрощетками, уменьшением удельного нажатия на них и частицами пыли, которые попали в щеткодержатель непосредственно из окружающей среды. Мелкие частицы этой пыли могут быть причиной появления задиров и рисок на внутренних стенках в обойме щеткодержателя. При обнаружении, что какие либо детали угольной щетки электродвигателя или генератора находятся в плохом состоянии, и после выявления причин, из-за которых возникло такое состояние, нужно незамедлительно принять меры к их устранению. Необходимость проведения предписанных для этой цели действий определяется характером обнаруженного нарушения, режимом работы производства, на котором оборудование эксплуатируется и графиком его эксплуатации.
Из истории графитовых щеток
В начальных образцах электродвигателей снятие тока или напряжения с вращающихся частей делалось с помощью пучка проволок, который напоминал по внешнему виду щетку или метлу. Именно это название токосъемного устройства и укоренилось до сих пор, хотя прошло уже более 70 лет и эти устройства, которые сделаны из набора проволок, не используются. В дальнейшем, их стали производить из медной фольги или сетки, которые были свернуты в виде рулона с прямоугольным сечением. Данный вид изделий сохранился в эксплуатации на различных старых типах двигателей до сегодняшнего дня, но их производство прекращено. В качестве графитовых электрощеток хотели также применять ролики и пружины, но этот вид не получил своего распространения. Фольговые и медносетчатые электрощетки можно считать первыми вариантами нынешних ЭГ и МГ.
Две электрощетки со скошенной контактной поверхностью с двумя проводами выходящими из верхней поверхности закрепленные на одной металлической планке.
Читайте также: