Щипцы для сварочного аппарата
Обновлено: 20.09.2024
Все элементы цепи сварочного оборудования должны быть надежно соединены. Быстросъёмный контакт (зажим) является важным связующим звеном между массой и рабочей заготовкой. Зажимы важны для формирования надежного соединения, от которого зависит стабильность дуги и качество сварки.
Особенности инструмента
Иногда сама сварка занимает меньше времени, чем приготовление к ней. Прежде чем приступать к работе, важно правильно собрать сварную конструкцию и соединить все элементы в «стратегически» важных местах. От четкости сборки зависит финал всей работы.
В процессе работы могут случаться всякие казусы, либо конструкция теряет устойчивость от первого же прикосновения электрода, либо элемент приваривается в неожиданном месте. Именно зажимы помогают обеспечить надежную фиксацию и качественную работу. Сварочные зажимы идут в комплекте с остальным оборудованием, но они часто выходят из строя.
Чтобы рабочий процесс не прерывался, запасные зажимы лучше приобретать заранее.


Зажимы на металл, который нужно варить, имеют четыре разновидности – магниты, крокодилы, струбцины, центраторы. На рынке можно встретить большое количество сварочных зажимов, но все они являются модификациями выше перечисленных разновидностей.
«Крокодил»
Крокодильчиковый зажим является самым обычным держателем сварочной массы, им укомплектовывают оборудование еще на стадии продажи. Фиксатор получил свое название за внешнее сходство с пастью крокодила, он похож и на обычную прищепку. Пружинка надежно сжимает «пасть» с зубчиками, которые устойчиво фиксируются на металле и обеспечивает стабильную электрическую связь.
Данный зажим удобен тем, что его легко и быстро можно снять (просто нажав пальцами) и перенести в другое место. Надевается он таким же элементарным способом – надавили, надели, отпустили. «Крокодил» сжимает металл любой геометрической формы, но не слишком больших размеров, только сопоставимых с размером зева, в этом его недостаток. Вторым слабым звеном зажима является пружина. Если она не сбалансирована, может либо пережимать деталь, либо быть слишком слабой. Из-за нечеткой работы пружины клемму часто приходиться заменять на новую.
Зажим наделен хорошей электрической проводимостью, но во время частого применения металл выгорает в области шарнира, и держатель, ухудшая электросвязь, со временем приходит в негодность. Следует выбирать клеммы на разную силу тока, от 200 до 500 ампер. Для сварки в домашней обстановке можно использовать «крокодилы», выдерживающие силу тока до 400 ампер, для сварки в профессиональной сфере деятельности понадобятся более прочные зажимы.


Магнитный зажим (или магнитная масса)
Приспособление условно состоит из двух образований, скрепляющихся к кабелю с помощью болта и рабочей плоскости (непосредственно сам магнит). Зажим имеет много достоинств.
- Он надежно удерживает электрический контакт в нужном месте, даже там, где невозможно воспользоваться «крокодилом».
- Способен работать от постоянного и от переменного тока.
- Щадяще обслуживает заготовку (не оставляет следов).
- Конструктивное устройство магнитного зажима не содержит частей, наделенных подвижностью, что значительно продлевает срок службы данного устройства.
- Зажим почти мгновенно устанавливается на любую металлическую поверхность, так же легко и быстро снимается с нее.
- Ему не страшны прогорания, даже при нестабильном напряжении электрического тока.


К недостаткам фиксатора такого рода относят следующие моменты.
- Не отличается сильным магнетизмом к деталям, имеющим меньшую контактную возможность самого магнита.
- Не контактируют с заготовками из цветного металла.
- Металлическая пыль ослабевает магнитный контакт, и фиксатор требует постоянного ухода.
- Прибор может размагнититься при сильном перегреве.
- Не подходит для сваривания тонкого металла или прутка.
- Имеет высокую стоимость.
Применяют магнитные зажимы при сварке больших труб, кессонов или внутри резервуаров.
Струбцина
Она представляет собой винтовую конструкцию, работающую как фиксатор для сварной детали. В быту струбцина фактически не используется, ее можно встретить только в комплекте профессионального сварщика, применяется она для особых случаев. К зажиму такого типа прибегают для выполнения сварки с четким красивым швом. В арсенале сварщика со стажем можно найти несколько подобных держателей с разной регулировкой и фиксацией зева. Струбцина имеет следующие преимущества.
- За счет винтового стягивания получается очень крепкая и надежная фиксация детали.
- Имея отличную пропускную способность, струбцина обеспечивает непрерывный электрический контакт, не давая возможности рабочей зоне оплавляться от перегрева.


Справедливости ради, нужно рассмотреть и недостатки.
- Струбцина не рассчитана на мгновенную фиксацию и снятие с детали, ее не используют, когда во время сварки приходится быстро менять контакты.
- Зажим может фиксировать деталь любой конфигурации, но размеры ее должны ограничиваться расстоянием между зажимной лапой и болтом.
- Струбцина крупнее и сложнее обычного «крокодила», поэтому и стоимость ее в разы дороже.
Угловая струбцина
Это отдельный вид зажима для сварки, устроенный определенным образом для угловой фиксации деталей. Держатель наделен рядом отверстий, с помощью которых зажимную конструкцию без проблем закрепляют на верстаке или рабочей столешнице.
Угловая струбцина имеет меняющийся механизм упора, размещенный на крупном кронштейне с местами для удерживания рабочих заготовок, установленных под углом 90 градусов.


Применяют угловое фиксирующее устройство для сваривания рамы или других конструкций, нуждающихся в угловом удерживании.
Центраторы
Фиксаторы подобного рода необходимы при сваривании труб и других круглых заготовок. Приспособление дает возможность внутри и снаружи совместить трубу по ее краю и оси. Клеммы надежно фиксируют и блокируют перемещение свариваемой детали, они дают возможность беспрепятственно проходить электрическому току.
Центаторы гарантируют стабильный контакт, точность сварки, их можно подобрать к трубам разных диаметров. Имея зажимы подобного рода, сварщик легко проводит работы без участия помощника. К минусам относят относительно высокую стоимость и ограниченную сферу деятельности только с круглыми поверхностями. К тому же центаторы из-за сложности конструкции невозможно перемещать мгновенно, понадобится определенное время на их установку.


Распорки
Для некоторых видов деталей, которым необходимо удерживать заданное расстояние, например между частями конструкции в виде буквы «П», применяются распорки. Их также используют для выравнивания деформированных изделий.
Стяжки
В отличие от распорок, они предназначены для стягивания краев сварных укрупненных деталей до нужного предела. Подобные конструкции выглядят по-разному, их выбирают в зависимости от поставленных задач.
Как выбрать?
При выборе ручных зажимов, щипцов, клещей всех моделей важно проверять надежность их фиксации на металле. Они обеспечивают прохождение токов, появление электрической дуги и должны гарантировать безопасность сварщика. Чтобы совершить правильный выбор, необходимо знать задачи, которые предстоит решать тем или иным приспособлениям. Например, для сварки трубы, арматуры, рамы или металлической пластины нужны совершенно разные клеммы.
Для быстрой смены контактов подойдут прищепки. Для надежной фиксации и красивого четкого шва – струбцины. Но следует не забывать и о размерах захвата. У «крокодила» или струбцины он достаточно ограничен. Профессионалы просчитывают прочность и мощность зажимов с запасом, они должны пропускать больший показатель тока, чем указан в характеристиках сварочного аппарата.



При выборе проверяется усилие, какое приходится прикладывать в работе с зажимами, они не должны быть слишком тугими или разболтанными. Можно обратить внимание и на толщину металла фиксатора (это не касается магнита), так как некоторым видам свойственно прогорание.


Важно приобретать продукт у проверенных производителей, чтобы обеспечить надежность и безопасность в работе.
Применение
Постоянный или переменный ток для зажима не имеет принципиального значения. Каждый держатель устанавливается по своему: «крокодил» цепляется прищепкой, струбцины прикручиваются по резьбе, магнит плотно фиксируется к поверхности и к кабелю. Установив клеммы на металл и приведя в рабочее состояние электрод, можно приступать непосредственно к процессу сваривания.
Какого бы вида ни был зажим, сварка без него невозможна. Благодаря подключению клемма к свариваемой детали, образуется электрическая цепь. Чем качественнее фиксаторы, тем продуктивнее и безопаснее работа сварщика.


В следующем видео рассказывается о том, какой сварочный зажим выбрать.
Сварочные клещи для контактной сварки
Клещи для сварки используются для точечного соединения металлических деталей ручным способом. Данная технология не подразумевает создание сварочного шва, сцепляя 2 отдельных листа внахлёст.















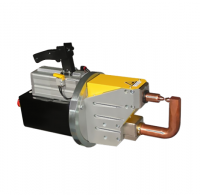



Оборудование для контактной сварки имеет сравнительно компактные габариты и малый вес. В основу устройства заложен трансформатор, вынесенный в отдельный корпус. К нему с помощью кабеля подсоединяются клещи для сварки. Ручные модификации представляют собой моноблок: трансформатор и клещи заключены в единый корпус. Такие устройства обладают высокой мобильностью и удобством использования. Вес большинства моделей составляет не более 12 кг, что выгодно выделяет их среди остального сварочного оборудования.
Механическая часть оборудования выполнена в виде клещей с расположенными с двух сторон электродами. Ширина держателя или рабочая зона могут регулироваться. Для этого предусмотрен специальный рычаг. Соединение деталей происходит за счёт усиленного сжатия рабочей зоны с двух сторон. Под воздействием сварочного тока, металл сплавляется, образовывая точку соединения. Данный способ, в отличие от технологии односторонней сварки, считается более качественным и надёжным.
- Мощность. От этого показателя будет зависеть максимальная толщина свариваемых листов металла. Чем выше значение сварочного тока, тем универсальнее оборудование. Как правило модели, имеющие 4000 А, могут работать с заготовками толщиной 1 мм (1+1). Это говорит от том, что такие клещи легко справятся и с деталями 0,5 мм, и 0,8 мм. В свою очередь функционал клещей мощностью более 6000 А составит 2+2 мм (две детали по 2 мм и меньше).
- Длина кронштейнов. Каждая модель сварочных клещей для точечной сварки имеет индивидуальное расстояние вылета электродов, или по-другому – дистанцию между корпусом изделия и активной зоной сварки. Данный показатель определяет максимально возможное расстояние места соединения по отношению к краю заготовки. Простыми словами, чем длиннее клещи, тем глубже они смогут сделать сварочные точки. Средняя длина кронштейнов составляет 200 мм, максимальная – около 500 мм.
Наша компания желает вам удачи в выборе данного оборудования, ведь именно от него будет зависеть 90 % успеха вашего дела. Покупайте только качественные изделия известных производителей силовой техники.
Выбираем клещи для точечной сварки
Клещи для точечной сварки предназначены преимущественно для промышленного использования — ручные варианты из дерева и другие модели выступают в роли зажимов при соединении листового металла, востребованы на СТО и в металлоремонтных мастерских. Они позволяют производить манипуляции с заготовками путем местного, локального нагрева с 2 сторон. О том, как осуществляется выбор сварочных клещей для контактной сварки, о видах и особенностях этих инструментов стоит поговорить более подробно.
Особенности
Клещи для точечной сварки представляют собой специальный инструмент, объединяющие силу сжатия и воздействие электрическим током для соединения металлических деталей. Внешне они напоминают традиционные плоскогубцы, но с электродами в области зажимных пластин. К изолированным ручкам прибора подведены провода, по которым пускают ток.
Сварочные клещи для контактной работы имеют проводниковые элементы, изготовленные из кабеля большого сечения, в рабочий комплект также входит пусковое устройство и поворотный рычаг, отвечающий за работу зажимного механизма.
Обычно для питания таких клещей применяют промышленные источники тока с напряжением 380 В, чаще всего трансформаторы с обычной или усиленной обмоткой. Используемые электроды изготавливают из сплавов на медной основе, легированных кадмием, хромом, кобальтом. Такая основа обеспечивает изделию необходимую прочность, высокую термостойкость и оптимальную для точечной сварки электропроводность.
Процесс работы с таким инструментом выглядит максимально простым. На электроды подается ток. Одновременно с этим происходит сжатие рукояток устройства — оно может быть механическим, пневматическим. При работе без дополнительных приспособлений рычаг, при помощи которого осуществляется нажим, делают максимально длинным.
Клещи ручного типа должны оснащаться таймером, системой охлаждения, регуляторами сварочного тока. Благодаря такому оснащению можно обеспечить соединение не только плоских листов, но и тонких прутков, деталей из нержавеющей стали. У этого инструмента есть ограничение по продолжительности включения, определяющее длительность непрерывной эксплуатации.
Современные подвесные клещи оснащаются электропневматическим клапаном. Он управляет рабочим ходом, имеет встроенный трансформатор. Такие устройства могут работать с высокой продуктивностью, удаленно от блока управления.
Обзор видов
Для клещей, используемых при контактной сварке, разработана специальная классификация. Изделия могут различаться по материалу изготовления, типу крепления, виду используемого привода, способу охлаждения. Выделяют следующие категории сварных щипцов.
По типу используемого охлаждения
От того, как именно охлаждается инструмент, зависит производительность работы устройства. Для слаботочной сварки подходит воздушный тип. Он дает возможность прибору остывать в естественной среде. Производительность оборудования с воздушным охлаждением — самая низкая, не более 60 точек в течение 1 часа. Водяное охлаждение применяется при использовании высокого напряжения. Интенсивность нагрева в этом случае требует адекватного остывания металла. Производительность оборудования с водяным охлаждением достигает 700 точек в час.


По разновидности привода
Выделяют следующие основные категории.
- Ручные. Подходят для работы с нержавеющей сталью, окисленным металлом, черной жестью, окрашенными поверхностями. Они могут снабжаться регуляторами сварочного тока для выбора желаемой интенсивности воздействия.
- Механизированные. Они работают после нажатия кнопки или педали. Сила сжатия постоянная, обычно не регулируется.
- Автоматические. В них происходит сжатие деталей до определенной степени. Как только будет достигнута заданная точка, кнопка регулировки остановит процесс. Ток включается специальными реле.
Наличие электропривода или гидропривода заметно упрощают процесс работы с клещами. Сварщику нужно прилагать минимальные физические усилия. Такие компоненты обычно используются в самых тяжелых устройствах.



По материалу изготовления
Самодельные клещи точечной сварки иногда снабжают рукоятками из дерева. Важно, чтобы их поверхность имела дополнительное изолирующее покрытие. Также можно применять различные сплавы. В промышленном варианте у них металлическая основа с изоляцией из резины или других материалов с низкой электропроводностью.
По способу крепления
Ручные клещи, используемые при контактной сварке, имеют компактные размеры, внешний блок питания, соединенный со щипцами для электродов. Весят изделия не более 10-12 кг, что позволяет оператору без труда удерживать их на весу в процессе работы. Такие варианты подходят для сварки деталей в труднодоступных местах.
В ручных клещах обязательно используется рычаг, отвечающий за регулировку раскрытия держателей.
Подвесные клещи гораздо более массивные, их крепят при помощи специальных кронштейнов, оставляя область с электродами на весу. При работе с ними сварщик держит детали в руках, получая свободу действий при выполнении манипуляций. Подвесные модели более высокопроизводительные, могут выполнять значительное количество точек в течение короткого периода времени.
Конструкция ручных клещей позволяет использовать их и в подвесном формате. Нижняя ручка в этом случае заклинивается, верхняя сохраняет подвижность. Сварщик может освободить руки, обеспечивая себе больший комфорт в процессе работы.
Советы по выбору
При подборе подходящих клещей для точечной сварки очень важно обращать внимание на то, какими именно рабочими характеристиками обладает оборудование. Среди важных параметров отметим такие.
- Рабочее сетевое напряжение. Оно может составлять 220 или 380 Вольт, соответственно, подключение будет осуществляться от бытовой или промышленной сети.
- Значение тока. От этого показателя зависит, какой будет максимальная толщина соединяемых листов. Например, для железа в 1 мм этот показатель должен достигать 3800 А.
- Расстояние вылета электродов. Она зависит от длины кронштейнов. Чем она больше, тем удаленнее от края будет располагаться точка сварки.
- Тип используемого для крепления электродов зажима. Он может быть резьбовым или клеммовым. Первый вариант надежнее.
- Вес агрегата. Для подвесных моделей он превышает 100 кг, ручные имеют меньший вес.
- Энергопотребление. Самые мощные модели могут требовать специальных условий для подключения к сети питания.
- Рекомендованную толщину заготовки. Она указывается в инструкции к оборудованию, в некоторых случаях точечная сварка используется даже при соединении прутков.
- Наличие встроенных защитных механизмов. Они позволят избежать резких скачков напряжения и выхода аппарата из строя.
При подборе клещей для точечной сварки нужно учитывать и толщину соединяемых металлических заготовок. Для тонких лучшим выбором станут ручные виды инструмента, для толстых листов стоит приобрести механизированное оборудование, иначе силы сжатия не хватит для соединения.
В следующем видео вы можете посмотреть на аппарат контактной точечной сварки FoxWeld KTP-8.
Все о сварочных держаках
Покупка хорошего сварочного агрегата еще не дает гарантию высокого качества сварочных работ. Поскольку сварка, осуществляемая и профессиональными сварщиками, и домашними умельцами, должна обязательно носить безопасный характер при соответствующем комфорте и несложности ее исполнения. Гарантией удобства в работе и получения высококачественного шва будет добротный электрододержатель для сварочного агрегата.


Держак сварочного агрегата является приспособлением, управляющим электродом в ходе сварочных работ. Он должен на совесть удерживать электрод какого угодно сечения и подавать к нему электроток, предоставляя контролируемое управление процессом без дополнительных усилий.
Многообразие конструкций определяет и разброс в технических и эксплуатационных характеристиках держателей, однако имеются и конечные значения, утвержденные ГОСТом. К примеру, длина защищенной части рукояти должна быть не меньше 110 миллиметров, а поперечное сечение усредненно находится в диапазоне 36-40 миллиметров. Размер фиксатора также оказывает влияние на возможность работы с электродами, предназначенными для различных уровней силы электротока.


Начальный уровень 200-300 А, с подобными параметрами функционируют держаки диаметром 36 миллиметров, а образцы для 400-500 А, следовательно, обязаны иметь сечение ориентировочно 40 миллиметров.
Необходимо принимать во внимание и материалы изготовления устройства. Они же обусловливают и возможность работы с различными границами силы электротока, и устойчивость перед неблагоприятными условиями внешней среды.
Сочетание окалиностойкой стали и высокопрочного пластика с рифлями на поверхности даст возможность защитить рабочую основу электрододержателя и от воздействий высоких температур, и от холода, если работа происходит на открытом воздухе зимой.
Как правило, держатели подразделяют на многофункциональные и модели, имеющие узкую специализацию. Они производятся в строгом соблюдении ГОСТа. Имеются разные виды устройств.



Прищепки
Наиболее часто встречающийся ручной держак. Он, подобно прищепке, фиксирует электрод посредством пружины. Оснащен медными губками, имеющими насечки, и надежно держит стержень в каком угодно положении, в том числе и под углом 180° относительно ручки. Накладки из изолирующей пластмассы прикрывают все металлические элементы и защищают от соприкосновения. Зажим дает возможность быстро менять электроды, надавив на рычаг. Остатки незначительные, не больше 30 миллиметров.


Вилки-трезубцы
Это наистарейшая конструкция держака, которая делается кустарным способом. Она запрещена во многих государствах. У нее множество оголенных областей, проводящих ток, которые представляют опасность для жизни пользователя. При работе сварщик может получить лучевое повреждение.
Электроды порошкового и угольного типов с невысокой пластичностью вставить невозможно – они крошатся.
Профессиональный электросварщик без затруднений пользуется вилкой-трезубцем. Новичку непросто работать с держаком, где возможность настраивать угол электрода ограничена, и есть открытые проводящие ток детали.


Цанга
Цанговый держак узкоспециализирован. Его применяют при аргонной сварке неплавящимся стержнем. Вольфрамовый электрод вставляется в держатель неизолированным концом и прижимается гайкой.


Безогарковые
Обеспечивают быструю фиксацию электрода. Эти держатели выполнены в форме ручки цилиндрического вида, к которой прикреплен металлический штырь. Ключевым преимуществом подобной конструкции является безотходность. Электрод приваривается к торчащему стержню и сгорает без остатка. Затем вставляется новый электрод. Изменять угол наклона нет возможности.


Винтовые
Держатель с зажимным винтом характеризуется крепкой фиксацией электрода. Стержень вставляется в специализированное отверстие и зажимается винтом. Минус – большие затраты времени в процессе установки и извлечения электрода. Угол наклона изменять нет возможности.
Как говорилось выше, наряду с представленными образцами, имеются еще и узкоспециализированные держаки, которые предназначены для производства конкретных типов швов и изделий.
К этим модификациям можно причислить держаки для нескольких электродов сразу либо для функционирования под напряжением 3-фазной электродуги. Ключевым отличием является большая масса и сложное строение, что причисляет подобные модификации к специальным, не имеющим большого применения. Каждый сварщик персонально под себя осуществляет выбор необходимого оснащения на основании собственных нужд и условий работы.
Популярные бренды
Проведем краткий обзор популярных производителей держаков для электродов.
Telwin относится к мировым фаворитам по изготовлению сварочных агрегатов, установок для резки и зарядных приборов. Компания из Италии реализует держаки под брендом с таким же названием.



Электрододержатели с пружинным механизмом для сварочных работ компании Abicor Binzel из Германии характеризуются следующими параметрами:
- прочная и теплоизолирующая рукоять;
- крепкая фиксация электрода в 4-х положениях;
- эргономичность;
- надежность;
- многофункциональность.
Итальянская компания Trafimet создана в 1974 г. в провинции Виченца. Изготовитель предлагает инструментарий с пружинным механизмом, обладающий такими техническими характеристиками:
- малый вес устройства;
- надежность;
- простота в использовании.
Предприятие из России «Сварог» производит инверторное оснащение. Держатели от этого изготовителя выполнены с соблюдением всех ГОСТов; дают возможность осуществлять сварку в каком угодно положении, а также в малодоступных местах.


Компания ESAB из Швеции считается одним из глобальных лидеров по выпуску оснащения, материалов, аксессуаров, средств индивидуальной защиты и иных атрибутов для сварки.
Обширный ассортиментный набор содержит в себе также винтовые держаки, отличающиеся предельной электробезопасностью и качеством работ.
Главный офис и производство компании EWM располагаются в г. Мюндерсбах (Германия). EWM занимается производством и сбытом обширного ассортиментного перечня оснащения, включая и электрододержателей всевозможного вида.
Отечественный бренд Brima удерживает одно из лидирующих мест на рынке оснащения, составных частей и материалов для сварочных работ. Держаки разработаны для 3-х категорий пользователей:
- бытовые;
- профессиональные;
- промышленные.


Компания Santool является надежным изготовителем и поставщиком изделий для сварки высокого качества. Оснащение выпускается под различными торговыми брендами. Устройства имеют надежную фиксацию, токопроводящие элементы изолированы от нечаянного касания.


Российская компания Skrab выпускает изделия под своим брендом, носящим то же название, а также осуществляет поставки профессионального снаряжения от ведущих компаний. Оборудование используется во многих отраслях.
«Сибртех» – российский производитель инструментария и оснащения высокого качества. Компания реализует держатели-прищепки.
Итальянская компания Quattro Elementi осуществляет производство и продажу оснащения, материалов и аксессуаров для сварки. Изделия выпускаются под брендом Ergus.
Компания «Корд» является крупнейшим российским производителем инновационного оснащения и аксессуаров для сварочных работ. Представленные в ассортиментном наборе держаки изготовлены согласно ГОСТу и имеют разнообразный вид конструкции.
Компания «Асанта» (Россия) в 2014 году открыла собственное промышленное предприятие по выпуску сварочных контактов и электрододержателей под брендом «Сатурн». Держаки несложны в эксплуатации, безупречно годятся как для домашних, так и для промышленных сварочных инверторов.
Нюансы выбора
Выбор лучшего держака является весьма серьезным занятием, от которого находится в зависимости то, до какой степени будет безопасна и удобна работа сварщика. В процессе выбора необходимо учитывать несколько характеристик.
Ампераж
Держак должен отвечать силе электротока используемого сварочного оснащения. Так, при применении сварочного инвертора с силой электротока в 300 А подсоединять к нему держак, предназначенный на 150 А, будет плохой идеей. Держак в подобном режиме будет служить не больше 2-х дней, поскольку зажим электрода обгорит и станет неработоспособен. К тому же применять держак с меньшей силой электротока попросту опасно.
При противоположной ситуации, если покупаются держаки «с заделом» (другими словами, на агрегат в 160 А ставят держак на 300 А), решение является безопасным, только для работы это не совсем комфортно.
При большем токе больше и размеры, и вес держака (толстая изоляция, массивнее литые детали), что утомляет сварщика, и возможность добраться в малодоступные области снижается. Потому выбирать инструмент нужно, отталкиваясь от силы сварочного электротока.
Размеры и масса
Для большего комфорта устройство должно иметь маленький вес и небольшие размеры. Лишние граммы никак не отразятся на выполнении кратковременных работ, а вот при продолжительных циклах, которые требуют сосредоточенности и точности, тяжелое устройство способно вызывать неудобство и мускульное перенапряжение. В связи с этим, делая выбор среди нескольких образцов со схожими техническими параметрами, надо выбирать более легковесный и малогабаритный.
Надежность
Нередко работы проводятся при плохих условиях: сырость, грязь, пыль, чрезмерно повышенные либо пониженные температуры. Компенсировать эти моменты должна высокая надежность держателя.
Корпус устройства обычно изготавливается из пластмассы с повышенными токоизолирующими свойствами.
Что касается зажима, специалисты выбирают литой, так как наборные пластинчатые губки больше подвержены поломке. Наиболее надежным решением считается винтовое устройство – его зажимной винт обеспечивает однозначную позицию электрода.
Производитель
Именитые компании следят за своей репутацией, держат под контролем качество изготавливаемой продукции. Вследствие этого известные бренды пользуются большим спросом у покупателя. Тут надо следовать принципу достаточности – дешевый держак неизвестного изготовителя не протянет, по всей вероятности, и месяца, например, на судостроительной верфи при использовании его в 2 смены, а сварщику-любителю его будет достаточно на 2-3 сезона, а может и на более продолжительный срок.
Стоимость
От предшествующего момента находится в прямой зависимости следующий, особенно немаловажный момент – цена. Стоимость колеблется во внушительных границах. Недорогие образцы, по сути, не могут обладать высокого уровня качеством и прочностью, технологичностью конструкции, конечно, они редко предназначены на долговременное использование. Но дешевый инструментарий прекрасно подойдет непрофессиональному сварщику для осуществления единичных работ.
Универсальность
Лучше выбирать держаки, которые имеют свойства фиксировать электроды самых разных диаметров. Такие устройства являются универсальными и могут практиковаться при выполнении различных работ.
На заметку! При покупке уделите внимание сечению электродов, под которые изготовлен держак – в противном случае вы можете приобрести, например, предназначенный на стержни от 6 миллиметров, и варить «двоечкой» у вас не будет возможности.
Советы по эксплуатации
Чтобы правильно подсоединить клеммы держателей электродов дуговой сварки, требуется принимать в расчет полярность.
Практикуются прямая и обратная полярности подключения:
- прямая — это когда заземляющий зажим подключается к гнезду инвертора «плюс», а держак – к клемме «минус»;
- обратная — наоборот, соединение держака необходимо подключить к «плюсу», а заземляющего зажима – к «минусу» аппарата.
Правильное использование сварочного оснащения подразумевает также выбор режима сварки, поскольку от него зависит результат всей работы.
Под этим понятием имеется в виду целый перечень настроек, которые производятся перед сваркой: напряжение, род и сила электротока и многое другое.
После всех подсоединений и настройки режима сварки можно начинать работу. Вставьте в держатель электрод, постучите кончиком последнего по металлу, для того чтобы зажечь электродугу. Можно не стучать, а попросту провести по детали электродом, будто вы зажигаете обыкновенную спичку.
Менять электрод следует, когда в электрододержателе осталось 2-3 сантиметра стержня. Для этого временно остановите работу, надавите на ручку держателя и извлеките электрод. Потом вставьте на его место другой и зафиксируйте.
Важно правильно держать в руке сварочный держатель, чтобы было предельно комфортно варить. Главное – научиться осуществлять контроль над сварочной ванной, и тогда швы получатся качественными. Такой контроль ведется посредством манипуляций держателем и электродом в процессе сварки. Главное, удерживать держатель в руке без напряжения – в противном случае, если сжимать что есть мочи, скоро утомится рука и станет дрожать, что отрицательно отразится на качестве шва. Желательно вести держатель двумя руками, в особенности на первых порах, пока электрод длинный. Таким образом значительно проще осуществлять контроль над сварочной ванной. Одной рукой можно работать, когда электрод будет меньше половины.
Чтобы рука сильно не уставала (особенно при сварке длинных заготовок, при больших объемах), можно использовать регулируемую по высоте подставку для рук.
Устанавливайте электрод в держатель под углом 45°. При подобном положении электрода кисть особенно расслаблена в процессе сварки, нет необходимости ее выворачивать, чтобы сообщить необходимый электроду угол – он уже под требуемым уклоном.
К дополнительным рекомендациям можно отнести совет по покупке резервного сварочного кабеля и держателя, которые могут выручить в случае неожиданного выхода из строя основного.
Обзор электродержателя для сварки смотрите далее.
Читайте также: