Сетевой фильтр для сварочного инвертора
Обновлено: 17.05.2024

Почти у каждого из нас дома есть хотя бы один сетевой фильтр. Судя по тому, что ими завалены полки большинства магазинов, торгующих электротоварами, вещь это ходовая, пользуется популярностью у населения (фото 1):

Есть несколько подобных фильтров и у меня дома. Есть и дешевые, есть и подороже. А началось все с того, что я решил отремонтировать один из перегоревших фильтров, а потом мне стало интересно изучить внутренности и других фильтров, и я разобрал еще несколько. И как оказалось, не зря. Но обо всем по порядку.
Почему люди покупают сетевые фильтры?
Во-первых, они удобны: в большинстве случаев сетевой фильтр выполнен как удлинитель с несколькими розетками, обычно с сетевым выключателем на корпусе. Более продвинутые модели также имеют встроенные разъемы USB для питания и зарядки различных 5-вольтовых гаджетов.
Во-вторых, покупатели рассчитывают, что сетевой фильтр, в отличие от обычного удлинителя, защитит подключенное оборудование от различных неприятностей, случающихся в бытовой электросети — скачков напряжения, различных помех и т.д. Этим активно пользуются ушлые продавцы-консультанты, настойчиво впаривая рекомендуя покупателю бытовой техники (телевизора, холодильника и т.д.) приобрести попутно еще и сетевой фильтр.
Так что же за устройство мы покупаем в коробке с названием "сетевой фильтр", могут ли имеющиеся в продаже фильтры носить это гордое имя? Как оказалось, ответ не так однозначен.
Чтобы ответить на этот вопрос, в данной записи заглянем внутрь нескольких подобных устройств, типичных представителей наиболее массового сегмента бюджетной ценовой категории около 400-700 российских рублей ($6-$10).
Внимание! Дальше будет много скучного текста и картинок. Кому не нужны подробности, читайте выводы в конце записи.
Перед тем, как перейти к конкретным фильтрам, давайте кратко освежим в памяти, какие помехи встречаются в бытовой однофазной сети переменного тока 220В/50Гц, т.е. в розетках наших квартир и домов.
Напомню, это не лекция по электрике и электронике, а наблюдения и размышления на бытовом уровне, поэтому сильно не придирайтесь к терминологии.
Как известно, по действующим в РФ стандартам, электроснабжающие организации должны обеспечивать в бытовой сети электричество с переменным напряжением 220В (с недавнего времени 230В) частотой 50Гц правильной синусоидальной формы.
По различным природным и техногенным причинам (грозы, электромагнитное излучение, аварии в электросетях, коммутация мощных электроприборов, работа импульсных блоков питания и др.), в сети возникают разнообразные помехи и искажения, которые вносят изменения в стандартную синусоиду. Это могут быть как кратковременные всплески и просадки напряжения, так и долговременные подъемы и понижения напряжения, а также высокочастотные помехи, отклонения от номинальной частоты, и т.д.
Помехи и искажения можно классифицировать до бесконечности, как по видам, так и по источникам их возникновения. Разумеется, простой бытовой фильтр не может и не обязан справляться со всеми из них. Поэтому, для упрощения, чтобы не залезать в излишние детали, сетевые помехи, в теории посильные простому сетевому фильтру, можно условно разделить на две крупные категории:
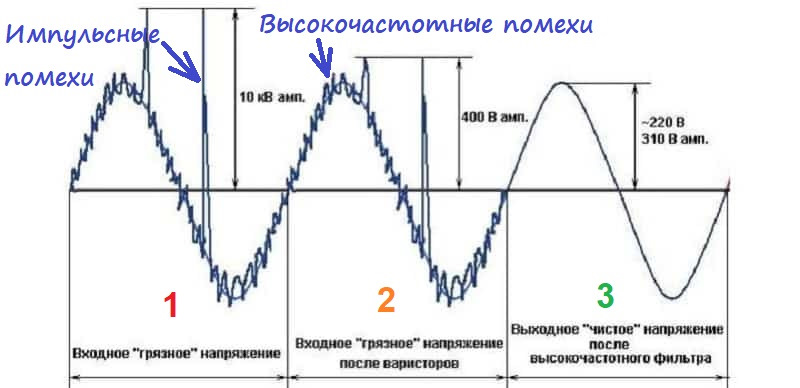
1. Импульсные помехи — кратковременные высоковольтные импульсы.
2. Высокочастотные (ВЧ) помехи — накладываются на несущую номинальную синусоиду.
Наиболее опасными из этих двух видов помех являются высоковольтные импульсы, они могут вывести бытовую электронику из строя. ВЧ помехи могут мешать работе чувствительных приборов, таких как телевизоры, радиоприемники и др. Пример: многие энергосберегающие и светодиодные лампы (а точнее, их блоки питания) мешают радиоприему, так как генерируют ВЧ помехи в сети и электромагнитные помехи в эфире.
Таким образом, мы должны понимать, что обычный бытовой сетевой фильтр не спасет ни от долговременных повышений и понижений напряжения, ни от изменения номинальной частоты 50Гц, ни от эфирных электромагнитных помех. Все, что он может сделать, это погасить высоковольтные импульсные помехи и, в лучшем случае, часть сетевых ВЧ помех.
Процесс работы простого сетевого фильтра проиллюстрирован на рис. 2:
Но соответствуют ли недорогие сетевые фильтры даже этим невысоким ожиданиям? Прочитаем, что указано на упаковке этих фильтров (фото 3):

Производитель обещает не так уж и много защитных функций, обычно это довольно скудный стандартный набор:
— Защита от импульсных помех;
— Защита от перегрузок и короткого замыкания.
Видим, что помимо защиты от высоковольтных импульсов, все остальные "опции", как правило, не имеют никакого отношения к фильтрации помех — это наличие выключателя, защитных шторок и т.д.
Таким образом, недорогие сетевые фильтры обеспечивают гашение только импульсных помех, а фильтрация ВЧ помех в них отсутствует. Хочешь получить более качественную фильтрацию? Плати двойную-тройную цену за расширенный функционал.
Итак, перейдем к рассмотрению четырех довольно распространенных моделей сетевых фильтров.
1. Сетевой фильтр Defender DFS-603. Сделан в Китае.
Имеет 6 стандартных розеток с заземлением, сетевой выключатель с подсветкой, светодиодный индикатор наличия напряжения на розетках, многоразовый кнопочный предохранитель.
Результаты изучения конструкции фильтра:
— Фильтрует только импульсные помехи между фазным и нулевым проводами с помощью варистора.
— Фильтра ВЧ помех нет.
— Есть защита от короткого замыкания и перегрузки (многоразовый предохранитель).
— Дублирующий светодиодный индикатор. Видимо, конструктор фильтра не строил иллюзий насчет долгого срока службы неоновой лампы в выключателе. Но при этом светодиод подключен без защитного диода и с резистором недостаточной мощности рассеивания, т.е. конструкция этого индикатора тоже крайне ненадежная.
— Перепутаны местами провода подключения многоразового предохранителя.
— Предохранитель и выключатель подключены не как положено, клеммами (не любят перегрева), а пайкой — упрощение и удешевление в ущерб надежности.
— Сетевой провод не имеет защитной втулки на входе в корпус.
Мой вывод: слабенький функционал, недалеко ушел от обычного удлинителя.
Устройство сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к "мясу", а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) - 35А, обратное напряжение (VR) - 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого "косого моста". В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.

Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.

Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – "Зелёный"). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).

Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Как подобрать удлинитель для сварочного инвертора
Удлинитель для сварочного аппарата позволяет мастеру свободно перемещаться по рабочей площадке без привязки к розетке. Обычно для работы достаточно кабеля от 20 до 40 м, но длина — это не единственный параметр, на который следует обращать внимание. В этой статье разбираемся, что необходимо учесть, подбирая удлинитель для инвертора.
Начнём с теории

Длину кабеля выбирают, опираясь на известные со школы законы. Для расчёта сопротивления применима формула:
Между длиной силового удлинителя и величиной R существует прямая зависимость, то есть чем длиннее провод, тем его сопротивление больше. По отношению к площади сечения кабеля зависимость обратная: с ростом S сопротивление уменьшается. Одновременно из второй формулы видим, что с ростом сопротивления происходит увеличение величины U.
Таким образом, для того чтобы минимизировать падение напряжения на участке кабеля, следует подбирать провод сразу по двум параметрам L и S.
Почему нельзя использовать домашние удлинители
Казалось бы, можно не мучиться с расчётами и просто вставить вилку в розетку обычного удлинителя для бытовых нужд. На самом деле так делать категорически нельзя, поскольку бытовая техника — это всё–таки не сварочный инвертор. В домашних переносках сечение жил составляет в лучшем случае 0,75 мм2. При подключении сварочника такой провод просто сгорит.

Для того чтобы определить протяжённость удлинителя для сварочного аппарата, необходимо учесть величину полезной площади сечения и специальный поправочный коэффициент.
- Диапазон 200–500 А: K=2.
- Менее 200 А: K=I/100, где I — сила тока.
Предположим, у нас есть сварочный инвертор с рабочим током 180 А. Величина меньше 200 A, то есть для определения коэффициента необходимо разделить 180A/100=1,8.
Для подобной силы тока производители рекомендуют использовать кабели 16 мм2 — это полезная площадь сечения проводов удлинителя. Отсюда определяется предельная длина: 16/1,8 (коэффициент) = 8,9 м, что составляет подходящую длину. Такой кабель не сгорит в процессе работы, в крайнем случае, сработает защита от перегрева у самого сварочника.
Почему нельзя брать меньшее сечение кабеля

Удлинители для сварочного аппарата с меньшим, чем это требуется для работы, сечением не только сами являются источником опасности, но и ухудшают работу сварочника.
Переменный ток, проходя по жилам недостаточного сечения, создаёт повышенную нагрузку на предохранители. В таких условиях аварийная защита техники постоянно срабатывает, обесточивая аппарат.
Необходимо помнить, что сечение 16 мм2 для 180 А является рекомендуемым, поэтому работать следует в пределах рекомендаций для аппарата с необходимыми периодами отдыха, а также с учётом интенсивности планируемых работ.
Параметр определяется частотой использования сварочника, диаметром рабочего электрода, протяжённостью непрерывного шва и некоторыми другими данными. В среднем можно считать, что домашние сварочные работы по сборке малых архитектурных форм (заборов, теплиц и т.п.) относятся к малоинтенсивным.
Производственные нужды или ежедневное использование аппарата относится к интенсивной эксплуатации, поэтому потребуется большее сечение кабеля.

Расчётная величина всегда корректируется практикой. Предположим, необходимо использовать сварочник на 160 A от сети на 220 В с нормальными параметрами питания в малоинтенсивном рабочем режиме с подключением через протяжённый кабель на 100 метров. В таких условиях вы уже почувствуете проблемы: сварка «тройкой» будет идти с трудом, зато работа электродом на 2,5 пойдёт живее.
Выбирая кабель для сварочника, нужно понимать, что реальное сечение жил может отличаться от заявленных в меньшую сторону. По этой причине, если вы не уверены в производителе, лучше приобрести изделие с небольшим запасом.
Во время работы удлинитель для сварочного аппарата не рекомендуется держать намотанным на катушку. В процессе сварки в проводнике с переменным током возникает электромагнитная индукция. Даже малые значения при условии длительной работы приводят к повышению температуры металла. До 70 0C разогрев считается нормальным, однако, при плотной намотке удлинитель для сварочного инвертора не получает достаточного охлаждения (воздух не циркулирует вокруг кабеля!), поэтому могут возникнуть проблемы.
Совет! Перед работой кабель необходимо полностью размотать. Если удлинитель для инверторного аппарата сложно разложить в помещении, его нужно содержать в неплотной намотке.
Какой генератор для сварочного аппарата подойдет лучше
«Как правильно выбрать генератор для сварочного аппарата ?» - такой вопрос возникает и у профессионалов и у частных мастеров, которые предполагают выполнять сварочные работы в отсутствии или значительном удалении от централизованного энергоснабжения. Казалось бы, что вопросы подбора генератора давно раскрыты, однако при подборе генератора для сварки необходимо учесть ряд важных моментов.

Сразу предупредим, что для работы с электрогенератором рекомендованы только инверторные сварочные источники. При неправильном выборе генератора и сварочного инвертора проблемы могут возникнуть, как со стороны одного, так и со стороны другого.
Давайте разберемся, что может привести к таким последствиям? А после рассмотрим – как рассчитать мощность генератора для сварочного аппарата и дадим общие рекомендации по подбору оборудования.
Проблемы со сварочным инвертором при несовместимости с генератором
- Не включается источник (загорается красный индикатор)
- Сгорает либо блок питания, либо силовая плата
Давайте подробнее разберем возможные неисправности. Если при подключении к генератору на сварочном аппарате вместо зеленого загорается красный индикатор, даже при выставленном минимальном сварочном токе, то это связано, в первую очередь, со схемотехникой сварочного инвертора. Сварочному аппарату в этом случае требуется большая мощность, как правило, максимальная мощность, которая указана в технических характеристиках.
Чтобы исключить эту проблему, необходимо протестировать подключение сварочного инвертора к электрогенератору.
Лучше, если сварочный инвертор, который эксплуатируется с генератором, будет оснащен функцией PFC (Power Factor Correction). Функция PFC за счет компенсации реактивной мощности, уменьшает энергопотребление сварочного источника. Поэтому для сварки потребуется менее мощный генератор.
- Стабильность напряжения, В
- Стабильность частоты переменного тока, Гц
- Качественный уровень синусоиды тока по напряжению
Решение этой проблемы связано с применением, либо инверторного генератора c высоким качеством электрических параметров, либо традиционного бензинового или дизельного, но с необходимым запасом по мощности. Подробнее этот вопрос разберем в следующем разделе.
Неисправности генератора при несовместимости со сварочным аппаратом
Какие возможные неисправности и поломки могут встречаться со стороны генератора, к которому подключен сварочный аппарат?
- Глохнет ДВС
- Срабатывает автомат защиты
- Сгорает инверторный блок на цифровых электростанциях или AVR на традиционных
Любой инверторный сварочный аппарат может работать в определенном расширенном диапазоне напряжения питающей сети. Однако, при работе от генератора, при поджиге сварочной дуги, возникают провалы по напряжению. Такой режим работы, с постоянно изменяющимся напряжением генератора может негативно сказаться на сварочном инверторе и может привести даже к его выходу из строя.
Если, принимая решение какой электрогенератор выбрать для сварки, куплена модель без соответствующего запаса по мощности, то и происходит, либо остановка двигателя, либо срабатывает электрическая защита.
Генератор с дизельным ДВС , даже при той же мощности, как у бензинового, имеет лучшие характеристики по крутящему моменту, поэтому лучше справляется с пусковыми нагрузками.

Инверторный цифровой генератор в большей мере применим для подключения электроники, измерительной техники и омических потребителей. Для работы с индуктивно-нагруженными потребителями, такими как сварка, инверторные электростанции не рекомендованы.
Очень часто в обзорах, статьях, видеосюжетах рассказывают и показывают работу сварочного источника при подключении к генератору на предельных режимах, и на удивление, генератор работает, но со значительной перегрузкой. И это продвигают, как идею и возможность сэкономить на покупке, не переплачивая за дополнительный запас по мощности генератора. Если, это разовая и непродолжительная работа, то можно и согласиться. Для регулярной и интенсивной по времени работы запас по мощности просто необходим. Статистика сервисных служб говорит о том, что работа без запаса по мощности, как раз и приводит в скором времени, к выходу из строя AVR.
Какой мощности генератор для сварочного аппарата подобрать – верные расчеты
Перед тем, как окончательно принять решение какой купить генератор для сварки , необходимо определиться с режимами эксплуатации, видами работ и сварочными материалами.
Особенностью эксплуатации сварочного аппарата является то, что энергопотребление меняется в зависимости от установленного сварочного тока. Чем больше ток, тем больше энергопотребление. Этот фактор учитывают при подборе режимных параметров работы сварочного источника.
Для оптимизации стоимости подбираемого генератора, ограничивают диаметры применяемых электродов (от ∅2 мм до ∅3,2 мм) и соответственно рабочий сварочный ток:
- ∅2 мм – 50…70А
- ∅2,5 мм – 60…80А
- ∅3 мм – 80…100А
- ∅3,2 мм – 90…110А
- ∅4 мм – 130…160А
Для сварки большинства стальных профилей толщиной 2…4 мм наиболее применимы электроды диаметром 2…3 мм. Для расчета энергопотребления сварочного инвертора используется следующая формула:
- I – сварочный ток, А
- U – напряжение сварочной дуги, В
КПД – коэффициент полезного действия инвертора. Иногда в технических характеристиках обозначают, как коэффициент мощности или Cosφ
Стоит обратить внимание на то, что КПД инверторов, соответствие сварочного тока и напряжения дуги (настройка ВАХ - вольт-амперной характеристики) у разных производителей могут быть разными.
Проведем ориентировочный расчет потребляемой мощности для однофазного инвертора ММА-сварки с наиболее распространенными электродами, чтобы узнать какой генератор подходит для сварки.
- Электрод ∅2 мм:
- Электрод ∅3 мм:
- Электрод ∅4 мм:
Следует отметить, что полученные значения энергопотребления рассчитаны для установившегося режима работы сварки. При поджиге сварочной дуги энергопотребление увеличивается, поэтому для стабильной и корректной работы параметры генераторов для сварочных аппаратов должны быть с запасом 50…75% по мощности.
Итак, рекомендуемая номинальная (длительная) мощность генератора СОР, кВт с учетом запаса по мощности для работы со сварочным инвертором проведена в таблице 1.
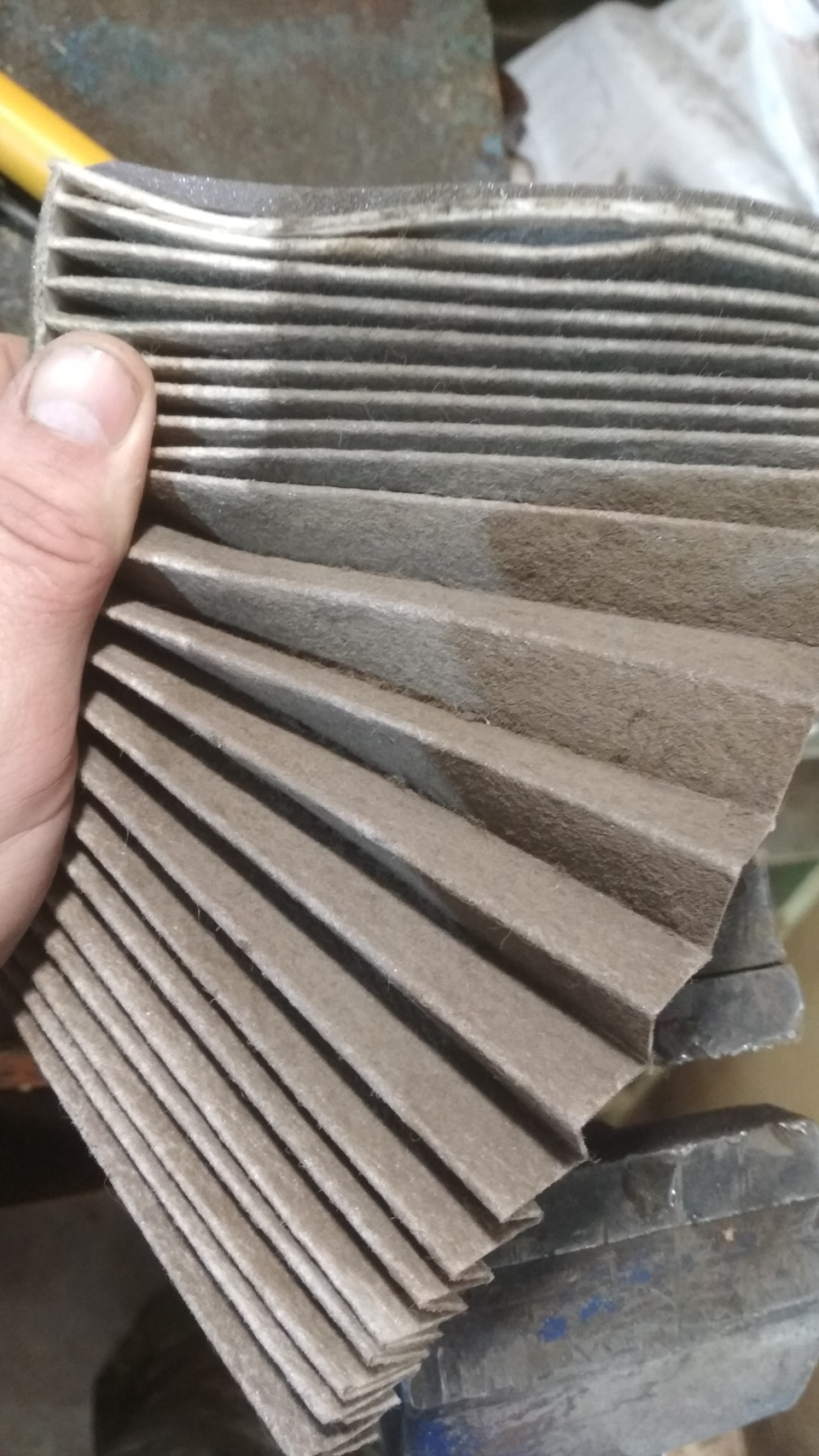
Фильтр на сварочник

После покупки инвертора я озаботился вопросом защиты плат от пыли, так как разобрав старый трансфарматорный сварочник достал от туда килограмм пыли. В гараже валялся новый салонный фильтр от чего-то. Поставил и вот прошёл год редкой эксплуатации. Фото говорит само за себя, фильтр очень грязный. В итоге поставил новый фильтр, проклеил скотчем края.

Метки: фильтр, сварочник, защита
Комментарии 53
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Просто продувать от пыли время от времени. Считаю глупейшей идеей затыкать ему отверстие для охлаждения, и не важно чем затыкать Должно продуваться как можно лучше.

В каком месте я его заткнул? Возьми фильтр салонный и подыши через него сначало умник

Задача имеет одно правильное, но дорогое и технологичное решение — избыточное давление внутри корпуса. Создать его можно либо вентиляторами и фильтрами, либо подачей от внешнего источника т.е. компрессора. У себя в Ресанте реализовал вар. 1 . Недоволен.

я просто раз в месяц продуваю, тоже ресанта саипа 350-ая

Когда сварщиком работал у нас merkle полуавтоматы были.с 9 до 6 не выключались.раз в неделю компрессором продуем и все.видать хорошо защищены.стояли рядом со столом рабочим.на нем и варили и швы зачищали.ржу сдирали.

Достаточно продувать раз в неделю снаружи/раз в месяц с разборкой и не резать/шлифовать прямо рядом с работающим аппаратом болгаркой — проблема пыли сведётся к минимуму. Ну и покрыть плату лаком (если с завода не залачена) тоже не повредит.

по факту все равно лучше регулярно продувать внутренности.
Фильтр конечно поможет,
но не на 100%.

А охлаждение не ухудшится ввиду увеличения сопротивления всасываемого воздуха.
Особенно, когда фильтр забиваться начнёт.

Защита плат от пыли🙈 он или сгорит у тебя или вырубатся будет постоянно!
Привет за год ни разу не вырубался

Нормальный сварочник не пылесосит на постоянку. ТОлько китайское говно воет как только включил его!

Ну не знай. У мменя сварочник аврора оверман 200, его включаешь и там сразу же работает вентилятор. Но не воет конечно, но дует хорошо.
Да, потому что там нет нормального управления охлаждением.
KEMPPI — это тоже говно по Вашему?
у меня несколько разных инверторов этой фирмы.
Есть модели, которые постоянно дуют.
Я же обосновал от чего и почему. Смысл в ваших ответах.
На ваших сварках конкретно сэкономили.
вы сами то многими инверторами варили?
И что. Этот как премиум тачка но без круиз контроля. Дорого но глупо.
вот тут кстати не соглашусь.
варит то он охуительно…
и это не только мое мнение.многие ко мне приходили, пробовали.разницу замечали.
оно конечно цена неадекватная…из за курса валют.
У меня есть минарк под аргоновую сварку…так тот вообще 150 рублей стоит.
но кемпи — известный бренд и качество работы с ним общеизвестно.
Так а я разве говорил что он плохо варит? Нет. Я говорю о том что производитель не заботится о своём оборудовании и не может поставить элементарный термо датчик она отключение режима пылесоса.
От этого страдаете вы, вечное жужжание в голове. Так же страдает ваш аппарат, загрязняясь продуктами горения и пылью. Радиаторы обрастают плотным налётом и перестают эффективно работать.
наверное вентиляторы бывают разные.
у меня их еле слышно… они потихоньку травят постоянно, а как варить начинаешь- начинают крутить быстрее.
но шума от них мало…на холостых почти незаметно.
датчки температуры ставится почти на всех апаратах.

45 для кемпи это копейки, вот он и дует.

Ну во первых китай ведущая страна по производству электроники.
Во вторых выпускает китай норм вещи если они заводские.
В третьих какой у вас сварочный аппарат? Что считать не гуаном? Может сэкономили как раз на вашем?
Да у меня ростовский сварочник на 180 ампер. Контуром звать его. Но после включения аппарата голова не начинает болеть потому что вентиками он не жужжит как ошпаренный.

Странно, может проблема в голове неужели так сильно шумит? А как же вы болгаркой тогда работаете, там шум посильнее будет.
Вы слишком утрируете и проводите не правильные аналогии.
Аппарат может работать фактически бесшумно. А вы рады вечному жужжанию.
Вот и я о чем. У нас на работе аргоннодуговой за 150р и тоже охлаждение сразу включается думаю на нем тоже сэкономили…
да не сэкономили.
просто логика работы определенная.
поверьте, там все серьезно,
я немного знаком со схемотехникой .
я даже в свое время получил сертификат по ремонту от кемпи ( не в России)
Ну по логике должен как на ноутбуке работать охлаждение. Режим простоя слабое охлаждение при нагрузке мах охлаждение
Это хорошо, но к примеру мой аппарат в простое молчит, ничего не жужжит. И только при работе и то не сразу, включается охлаждение.
ну а так…последние 2 дня варил им как раз.
обратил внимание- вентилятор еле еле слышно.
при самой сварке чуть погромче . из за потока воздуха.
пришел к выводу- дело не в самом сварочнике, а в вентиляторе.


разбираешь сварочник и заливаешь все платы лаком диэлектрическим типа Plastik 71. Только не заливать теплоотводы и разъемы. Все. Дальше его хоть в емкость с пылью закинь работает. Такой способ практикуем на мощных инверторах работающих в условиях большой запыленности на производстве с токопроводящей пылью. Выходов из строя именно из за пыли нет

А чем цапонлак не подходит?
в виде спрея не видел. По сути то любой лак подойдет
ryasnoy2708
Поэлифирной смолой тоже залить можно
У меня с завода так, но это не айс в ремонте хреновато(
в ремонте да хреново. Просто был опыт иверторы мощность по 250кВт дохли за месяц-два именно из за пыли. Ее не так много, но она оседает внутрь и в один момент перекрывает. Причем выжигало как правило платы, и привод был тупо неремонтопригоден (целыми оставались радиатор да конденсаторы). Первый залитый лаком привод (май 2015 года) до сих пор работает, его умышленно не чистят, смотрим сколько простоит, но уже результат более чем положительный.
Ну вот! Ты всё сам понял! ) а такая схема даст свои плоды сли работать будет по 5 минут, или сдохнет
У меня вот такой, разбирал смотрел из какого дерьма он. Но как оказалась китайцы всё окуратно сделали, он из первых у меня
Читайте также: