Шаблоны для проверки качества сборки под сварку и контроля формы и размеров готовых швов это
Обновлено: 20.09.2024
Сварочные работы – это целый комплекс мероприятий, который подвергается особому контролю со стороны служб дефектоскопии, целью контроля которого является предотвращение негативных последствий, вызванных некачественной сваркой стыковых соединений на трубопроводах, и других сварных конструкциях.
Существует множество методов неразрушающего контроля за проведением сварочных работ, как на этапе входного контроля, так и на этапе уже готовых сварных соединений и наплавок. Здесь можно выделить:
- метод визуального осмотра.
При этом визуальному осмотру подвергается 100% всех сварных соединений.
Шаблон сварщика – это инструмент, который предназначается для проведения визуального контроля сварных соединений.
Существует много видов шаблонов сварщика, которые отличаются друг от друга, не только констркутивными особенностями, но и выполняемыми функциями. Однако самыми распространенными являются шаблоны УШС-2, УШС-3 и УШС-4, а также УШК-1(шаблон Красовского).
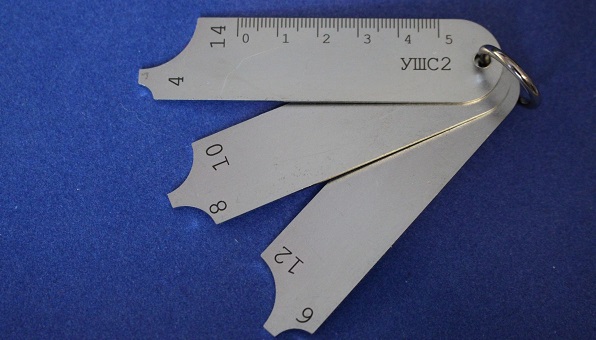
1) Универсальный шаблон сварщика УШС-2, называемый, также, катетомером, предназначается для определения катетов угловых сварочных швов в диапазоне от 4 - до 14мм. УШС-2 изготавливается в соответствие с СТБ 1133-98 «Соединения сварные. Метод контроля внешним осмотром и измерениями. Общие требования». При этом, катеты сварных швов контролируют методом ступенчатого подбора соответствующего угла катета на УШС-2 от максимального до минимального зазора.

Рисунок 1. Универсальный шаблон сварщика УШС-2
Конструктивно, УШС-2 представляет собой 3 металлические пластины, соединенные между собой при помощи соединительного кольца. Каждая пластинка имеет выемки определенной величины катета, при этом, каждая из таких выемок промаркирована в соответствии с величиной радиуса катета шва. Последовательно подбирая пластинки с выемками относительно поверхностей, соединенных сварным швом производится контроль катета сварного шва. Размер катета определяется в тот момент, когда длинная сторона пластины и перемычка между катетами пластины без видимого зазора прилегают к свариваемым поверхностям, а зазор между дугой пластины и дугой сварного шва является минимальным. В случаях, когда ни одна ступень пластины размеров не совпадает со сварным швом, значение катета определяется эмпирическим путем.
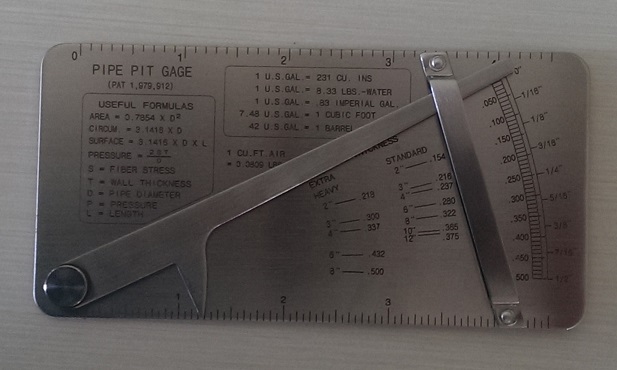
2) Универсальный шаблон сварщика УШС-3 предназначается для контроля измеряемых параметров труб и трубопроводов, контроля состояния стыковых соединений торцов труб и трубопроводов, а также визуального контроля качества сварного шва при проведении сварочных работ. УШС-3 применяют, также, перед проведением сварочных работ: для контроля сварочных электродов и элементов разделки под сварной шов.
Рисунок 2. Универсальный шаблон сварщика УШС-3.
УШС-3 основной измерительный инструмент, используемый для обучения будущих специалистов в сварочных учебных центрах, он входит в список обязательного оборудования для визуального контроля, и может быть использован на любых предприятиях и организациях, на которых проводятся сварочные работы.
Используя УШС-3 можно производить следующие контрольные измерения:
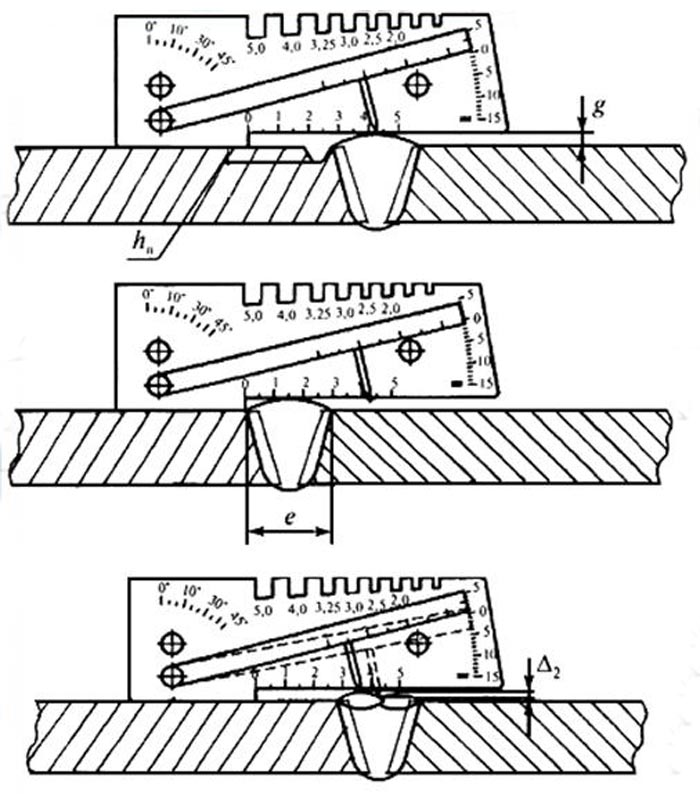
- Контроль и измерение размеров сварного шва (Рисунок 3), таких, как высота и ширина шва, глубина подреза, величина западаний между валиками шва и др.
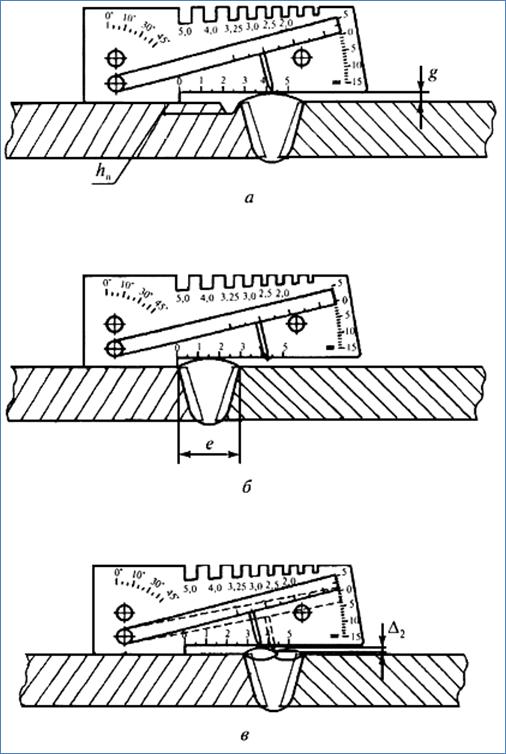
Рисунок 3. Измерения при помощи УШС-3: а - измерение высоты сварного шва и глубины подреза; б - измерение ширины сварного шва; в - измерение западаний между валиками сварных швов.
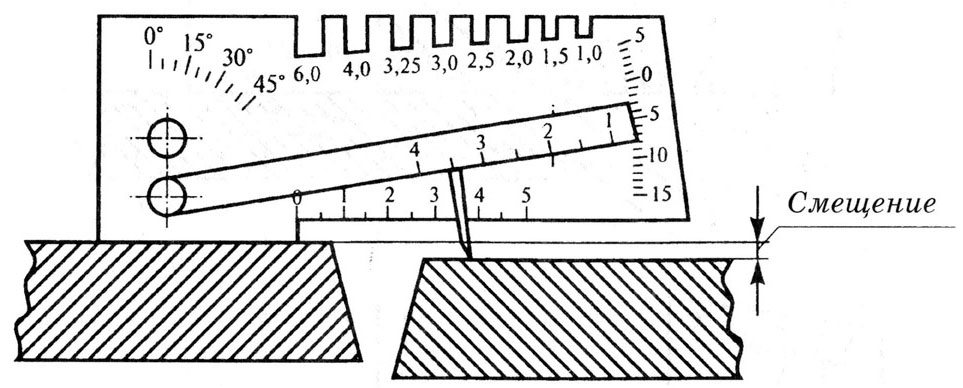
- Измерение смещения (скосов) наружных кромок деталей (Рисунок 4.)
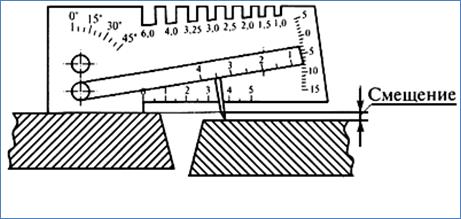
Рисунок 4. Измерение смещения наружных кромок деталей
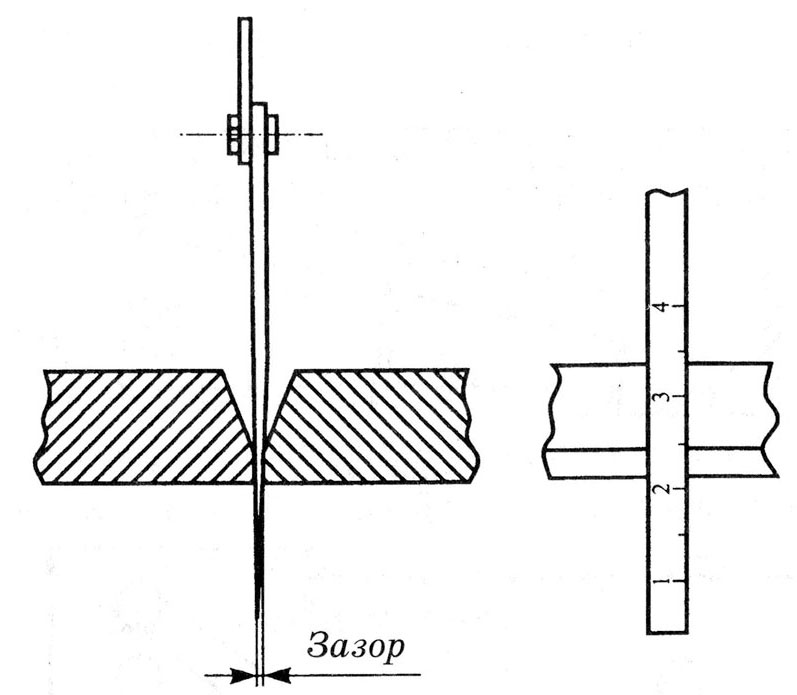
- Измерение зазоров в соединениях (Рисунок 5.);
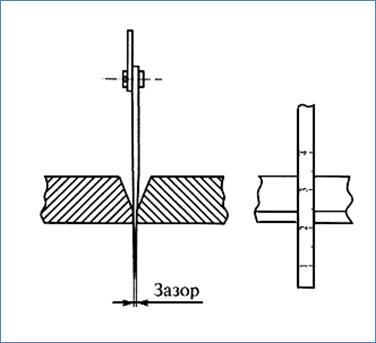
Рисунок 5. Измерение зазоров в соединениях.
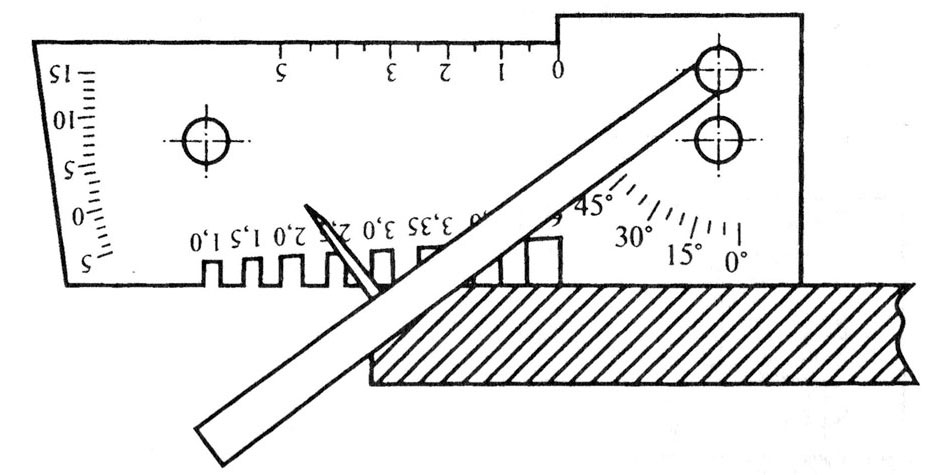
- Контроль углов скоса разделки (Рисунок 6.)
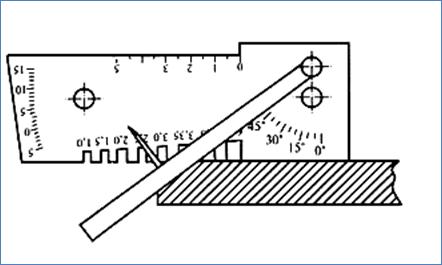
Рисунок 6. Контроль угла скоса разделки.
- Опеределение диаметров проволоки и сварочных электродов (используя технологические пазы на верхней стороне инструмента).
Универсальные шаблоны сварщика УШС-3 применяются как в помещениях, так и на открытом пространстве. После использования, шаблон необходимо промыть в бензине и протереть мягкой тканью. Хранение шаблона должно осуществляться в чистом, сухом помещении, при температуре от -45 до +45 o C. Если шаблон не использовался в течение года, его необходимо заново законсервировать в соответствие с требованиями ГОСТ 9.014-78. При этом, транспортировка шаблонов допускается всеми видами открытого транспорта.
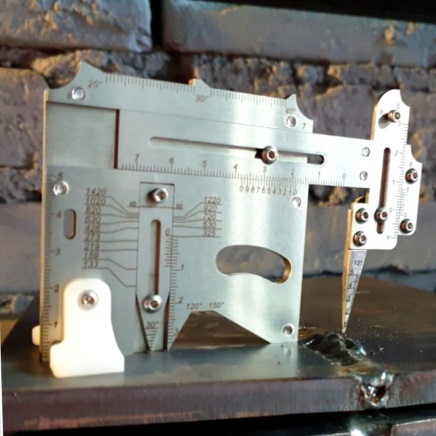
3) Универсальный шаблон сварщика УШС-4 – наиболее универсальный инструмент, который предназначается для визуального контроля элементов разделки под сварной шов, электродов, углов скоса кромок, высоты валика усиления и катета углового шва, выпуклости корня шва стыкового сварного соединения, а также величины зазора между свариваемыми деталями (Рисунок 7.).

Рисунок 7. Универсальный шаблон сварщика УШС-4.
Так же как и УШС-3, УШС-4 может использоваться на любых предприятиях, на которых производятся работы со сваркой.
Принципы измерений УШС-4 схожи с УШС-3, однако, в отличие от третьей модели, в серии УШС-4 реализованы некоторые дополнительные конструктивные возможности. УШС-4, благодаря встроенному шаблону Ушерова-Маршака, внешний вид которого представлен на рисунке 8, может производить некоторые виды измерений гораздо быстрее и удобнее (Рисунок 9.).
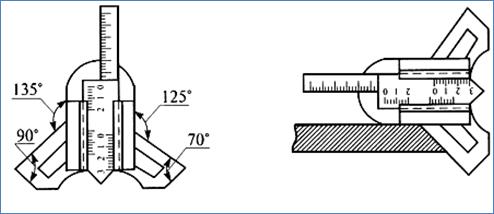
Рисунок 8. Шаблон Ушерова-Маршака.
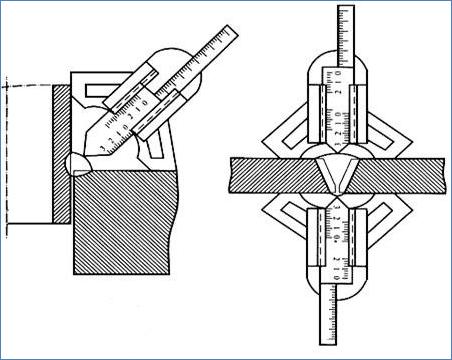
Рисунок 9. Измерения с использованием шаблона Ушерова-Маршака.
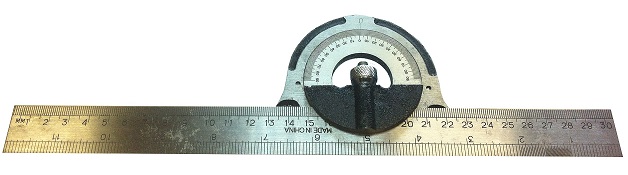
4) Универсальный шаблон Красовского УШК-1 – узко специализированный инструмент, который предназначается для осуществления визуального и измерительного контроля стыковых, тавровых и нахлесточных сварных соединений, а также измерения зазора между кромками свариваемых деталей.
Общий вид универсального шаблона Красовского представлен на рисунке 10.

Рисунок 10. Универсальный шаблон Красвоского УШК-1.
Порядок измерений представлен на рисунках 11 и 12.
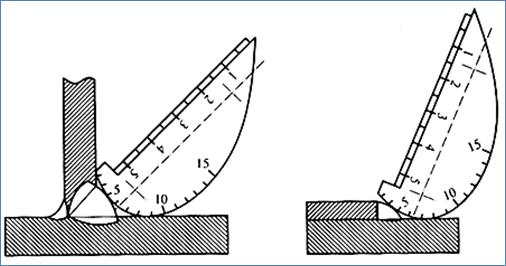
Рисунок 11. Измерение таврового и нахлесточного сварного швов.
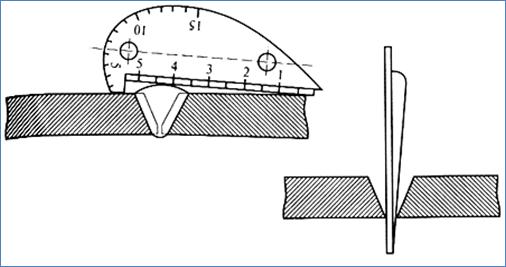
Рисунок 12. Измерение стыковых швов и зазоров.
Шаблон УШК-1 изготавливается по ГОСТ 15150-69 в исполнении V категории I.
Таким образом, можно сделать вывод о том, что визуальный контроль при проведении сварочных работ, помимо других способов неразрушающего контроля, это неотъемлемая часть всего комплекса работ по обеспечению безопасной эксплуатации сварных конструкций, труб и трубопроводов.
Визуальный и измерительный контроль: с этого начинается дефектоскопия сварных соединений
Из всех методов НК визуальный и измерительный контроль (сокращённо – ВИК) по праву считается базовым, ключевым. Во-первых, потому что он фигурирует в руководящей документации по всем категориям опасных производственных объектов и технических устройств. Ни один иной вид НК не может похвастать такой широкой областью применения. И, во-вторых, к той же ультразвуковой или радиационной дефектоскопии приступают строго после того, как объект благополучно проходит ВИК. Это первый рубеж защиты от явного брака.
- именно это обозначение употребляется в РД 03-606-03 (инструкция отменена с 01.01.2021 года, но продолжает применяться в качестве методического источника), СТО Газпром 2-2.3-251-2008, РД-25.160.10-КТН-016-15;
- собственно, сам процесс состоит как раз из двух частей – а) визуального осмотра невооружённым взглядом либо с увеличительными приборами и б) измерения конкретных геометрических параметров при помощи специальных инструментов. Эти операции выполняются параллельно либо поочерёдно. Визуальный и измерительный контроль сварного соединения нельзя сводить к простому осмотру. Это довольно жёсткая проверка геометрии, качества обработки поверхности и прочих параметров по очень чётким критериям, прописанным в инструкции.

Какие задачи решает визуальный и измерительный контроль
- подтвердить соответствие изделий и заготовок положениям ТУ, стандартов, конструкторской документации;
- выявить деформацию, расслоения, забоины, прожоги, закаты, раковины, подрезы, свищи, наплывы, трещины и иные дефекты, а также следы коррозии и эрозии. Визуальный и измерительный контроль способен обнаруживать также дефекты, оставшиеся после рубки металла, флюсовые, шлаковые, окисные, вольфрамовые включения, завороты корки, прокатные плены, пузыри, рябизну и многое другое;
- измерить их протяжённость, глубину, ширину раскрытия и оценить степень их допустимости;
- проверить геометрические параметры, соосное расположение деталей под сварку, угол между ними, зазоры между ними, смещение кромок;
- после удаления дефекта – убедиться, что выборка дефектного участка и последующая заварка соответствуют нормативным требованиям.
Общая схема проведения визуального и измерительного контроля
- Изучение документации (стандарты, правила, методические рекомендации, техкарты, заявка или заказ-наряд). Определение норм браковки.
- Зачистка поверхности от брызг металла, шлака, следов ржавчины, влаги, пятен масла, пыли и иных загрязнений, мешающих нормальному осмотру. Если нужно произвести визуальный и измерительный контроль сварных соединений сосудов или иного оборудования под избыточным давлением, то его предварительно выводят из эксплуатации. Сбрасывают давление, дренируют рабочую среду, охлаждают. Изоляцию в зоне осмотра тоже убирают. При необходимости доводят шероховатость до приемлемых значения. Они зависят от того, какой метод дефектоскопии будет выполняться после ВИК. Для УЗК, например, Ra 6,3. Для ПВК – Ra 3,2. Для самого ВИК достаточным считается Ra 12,5 мкм (Rz 80 мкм).
- Собственно осмотр и измерение проверяемых параметров. На каждом объекте свой перечень. В случае с деталями под сварку, например, проверяют смещение кромок, перекрытие элементов (в нахлёсточных соединениях), смещение проволочной вставки с внутренней стороны, катеты швов приварки, длину прихваток, расстояние между ними и т.д. Визуальный и измерительный контроль сварных соединений предполагает проверку их ширины, высоты, выпуклости и вогнутости обратной стороны, глубины подреза, чешуйчатости, западания между валиками, корня шва, усиления и пр. Типичные изображения дефектов содержатся в инструкциях, учебных пособиях, специальных фотоальбомах. Кроме того, правильной идентификации и измерению дефектов уделяют большое внимание в учебных центрах. Так, у деталей под сборку смотрят, в первую очередь, перпендикулярность, толщину и ширину подкладок, угол и глубину скоса кромок. Дополнительно обращают внимание на маркировку заготовок. Отдельная история – ВИК труб, где нужно проверить наружный диаметр, толщину стенки, овальность, кривизну, длину и пр. А есть ещё литьё, поковки, листовой металлопрокат. Везде своя специфика.
- Анализ результатов, заполнение и подписание акта визуального и измерительного контроля (заключения, протокола). Фактические значения размерных показателей сравниваются с нормами, на основании чего принимается решение о допуске/браковке. В акте указывается номер заявки (либо заказ-наряда), наименование, габариты и номер объекта, шифр руководящего документа, ФИО и номер квалификационного удостоверения дефектоскописта и данные руководителя. В записи дефектов должны содержаться сведения об их размерах, ориентации, местоположении. Информацию дополнительно вносят в журналы учёта.
- При необходимости – нанесение записей на самом объекте для сварщиков/монтажников/слесарей, которые будут производить ремонт.

Инструменты и принадлежности для визуального и измерительного контроля

Инструменты для визуального и измерительного контроля деталей и сварных соединений в обязательном порядке проходят поверку и/или калибровку. Инвентарь периодически направляется для обслуживания в аккредитованные метрологические центры и подлежит внесению в Государственный реестр средств измерений (СИ). Испытательная лаборатория должна располагать паспортами, свидетельствами, сертификатами и иной документацией, подтверждающей точность используемых СИ.
Выбор конкретных шаблонов, образцов и прочих принадлежностей определяется положениями технологических карт и руководящей документации.
Для визуального и измерительного контроля применяются также видеоэндоскопы, жёсткие бороскопы и гибкие оптические фиброскопы. Это, по сути, отдельное направление – телеинспекция труднодоступных ниш, отверстий, скрытых механизмов, коммуникаций и пр. Благодаря управляемой артикуляции можно доставить зонд с камерой даже к самым потаённым местам сложного промышленного оборудования, ограждающих конструкций, инженерных систем и т.д.
Современные технические эндоскопы записывают фото и видео в HD-качестве. Файлы сохраняются на SD-карту, плюс доступны для просмотра в режиме реального времени. Для этого многие модели оснащены встроенными дисплеями. Контроль с видеоэндоскопами в полной мере может считаться как визуальным, так и измерительным. При наличии специальной насадки некоторые модели умеют определять расстояние между отдельными элементами изображения, их длину, ширину и диаметр.
Обычный ВИК требует свободного доступа к объекту. Как минимум, одностороннего, но в идеале – и с внутренней стороны (например, при обследовании кольцевых сварных соединений). При использовании систем телеинспекции можно произвести осмотр даже самых потаённых участков, не демонтируя при этом большое количество устройств и механизмов.
Сообщество специалистов ВИК
Одним из достоинств визуального и измерительного контроля сварных швов считается его доступность. Обучение персонала занимает меньше времени. Меньше формул, расчётов, «лаконичнее» теоретическая и практическая подготовка. И в сравнении с УЗК, где нужно много сил тратить на настройку дефектоскопа, и в сравнении с рентгеном, где нужно правильно подбирать фокусное расстояние, время экспозиции, режимы проявки и пр. Однако для проведения ВИК и уж тем более для разработки технологических карт с оформлением заключений необходимо пройти аттестацию согласно СДАНК-02-2021 или СНК ОПО РОНКТД-02-2021 (в зависимости от того, в какой Системе НК нужно подтвердить компетенцию, чтобы зайти на объект заказчика). Как и в других видах НК, предусмотрено три квалификационных уровня – I, II и III, которые присваиваются по итогам экзаменов.
Шаблон сварщика: что собой представляет, каким требованиям должен отвечать, какие разновидности существуют
Шаблон сварщика – один из основных инструментов для визуального и измерительного контроля сварных соединений. Применяется в соответствии с инструкцией РД 03-606-03 (отменена с 01.01.2021 года, но по-прежнему может применяться в качестве рекомендательного методического источника), разработанным на его основе СТО 9701105632-003-2021, ГОСТ Р ИСО 17637-2014 и др. В классическом виде представляет собой средство измерения, состоящее из нескольких подвижных и/или статичных элементов (ось, движок, указатель, основание), с нанесёнными на поверхность шкалами, рисками-индексами и пазами. Назначение инструментов – проверка соответствия деталей под сборку, под сварку, а также готовых сварных соединений и наплавок нормативным допускам.
В упрощённом виде общий порядок работы с универсальным шаблоном сварщика (сокращённо – УШС) состоит из нескольких этапов:
1) подвижные детали (если таковые предусмотрены) приводят в исходное положение (выставляют «на ноль»);
2) измеритель прикладывают установочными плоскостями (или иными гранями) к тому или иному участку сварного шва (в зависимости от того, какой именно геометрический параметр необходимо проверить);
4) величину этого смещения считывают с метрической и/или дюймовой шкалы на инструменте. Либо – как, например, в случае с УШС-2, у которого нет подвижных элементов – просто оценивают соответствие геометрии шва заданной форме и размерам;
5) полученные результаты сопоставляют с допусками, указанными в руководящей нормативно-технической документации.
- перпендикулярности кромок;
- угла скоса кромок;
- угла скоса поверхности соединяемого элемента;
- угла выхода резца (калибра);
- зазора в соединении;
- зазора между подкладной пластиной (кольцом) и внутренней поверхностью детали;
- смещения проволочной вставки с внутренней стороны;
- зазора в замке расплавляемого кольца (вставки);
- катетов шва приварки элемента крепления;
- глубины проникновения штуцера во внутреннюю полость и пр.
Требования к УШС и их применению
Как и с другим оборудованием неразрушающего контроля, одно из базовых условий для разрешения на эксплуатацию – наличие свидетельства об утверждении типа средства измерений. Другими словам, шаблон должен быть внесён в Госреестр СИ РФ и быть поверенным (откалиброванным) в аккредитованной метрологической службе.
Далее – нужно изучить требования нормативно-технической документации, посвящённые точности НК. Например, в ГОСТ Р ИСО 17637-2014 в приложении №1 приведена таблица А.1, в которой описаны основные типы шаблонов, их точность, диапазон измерений, угол разделки кромок, применимость для разных типов соединений (стыковых и угловых – выпуклых, вогнутых и выполненных в нижнем положении).
У каждого инструмента своя погрешность – и для работы на опасных производственных объектах, подведомственных Ростехнадзору, нужно свериться с п. 5.3 инструкции РД 03-606-03. В нём дана ссылка на таблицу, в которой прописаны допустимые погрешности для разных измеряемых величин. Чтобы не возникло расхождений с дубль-контролем и надзорными органами, инструменты должны:
б) по своим техническим характеристикам (погрешности измерений) соответствовать допускам, которые содержатся в НТД.
Так, УШС-3 с погрешностью измерений 0,5 мм допускается применять для измерения геометрических параметров (например, подрезов и глубины вогнутости сварных швов) величиной от 2,5 мм (то есть с учётом погрешности – 3,0 мм) и более.
На практике шаблоны редко используются в качестве СИ. Из-за сравнительно большой погрешности полученные с их помощью результаты не годятся для заключений, на основании которых, например, проводится экспертиза промышленной безопасности. Тем не менее, данные инструменты незаменимы для экспресс-проверки геометрии сварных соединений. Это, безусловно, очень важный атрибут (присутствует практически в любом наборе для ВИК), однако для измерения той же глубины подреза, например, гораздо надёжнее ориентироваться на индикаторы часового типа.
Типы шаблонов сварщика
На сегодняшний день в России используются измерители, изготовленные по требованиям российской (ГОСТ, РД, ФНП, ПБ) и зарубежной (ASTM, EN ISO, ASME) документации. В продаже доступны десятки типов инструментов, но мы остановимся лишь на основных, самых распространённых разновидностях.
Предназначен для того, чтобы проверять катеты угловых швов в пределах от 4 до 14 мм. Представляет собой связку из трёх пластин, на каждой из которых выполнены выточки разных диаметров. На каждой из них – по 2 (в сумме – 6) ступеней.
Принцип применения прост: нужно поочерёдно приложить каждую из них к сварному шву и выявить минимальный зазор между дугами лепестка и гранями сварного соединены. Для более точных результатов УШС-2 можно дополнить катетометром и радиусными шаблонами.
УШС-2 – очень надёжное и простое, но не совершенное решение. Вместо него многие дефектоскописты всё чаще отдают предпочтение более точным и многофункциональным инструментам – шаблону Ушерова-Маршака, WG5 и другим (речь о которых пойдёт ниже).
- забоин, трещин, кратеров, подрезов, непроваров, чешуйчатости, межваликовых западаний и иных поверхностных дефектов,
- зазоров,
- притупления,
- ширины соединения,
- углов разделки и скоса кромок,
- подрезов корня,
- глубины вогнутости,
- высоты выпуклости,
- высоты усиления,
- превышения кромок;
- глубины раковин;
- диаметра электродов, сварочной проволоки и пр.
- основания, на котором расположен движок, предусмотрены пазы для проверки диаметров электродов и нанесена шкала для измерения угла скоса кромок, ширины шва и высоты притупления;
- движка – пластины, одна из сторон которой выполнена в виде клина со шкалой (для контроля зазоров) и риской (для измерения глубины разделки до корневого слоя, высоты усиления шва и превышения кромок);
- указателя (иглы), который закреплён на движке;
- оси, вокруг которой вращается движок.

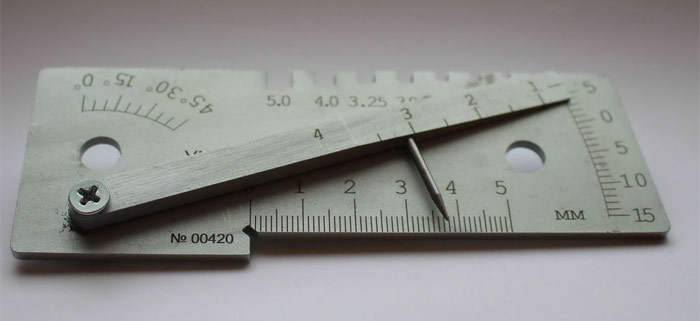
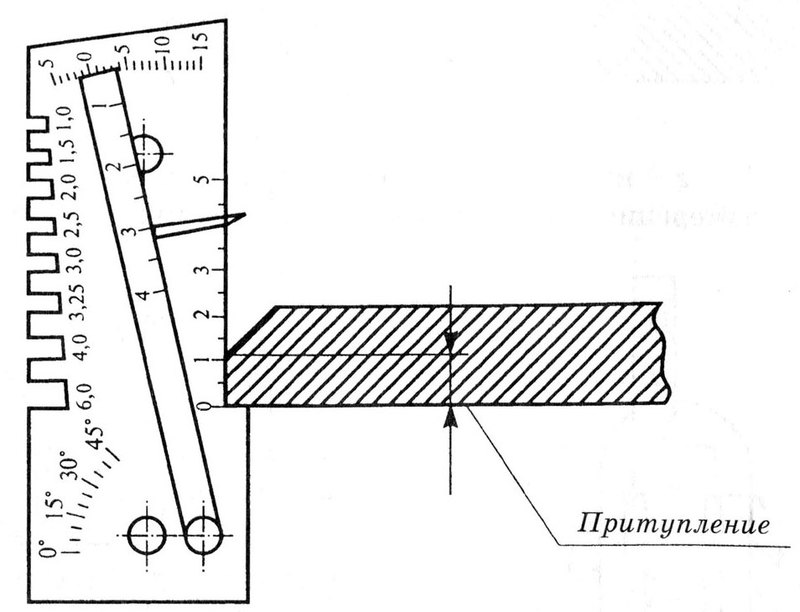
Шаблон Ушерова-Маршака и его цифровая версия
- скос кромок при подготовке свариваемых заготовок и зазоры между ними;
- высоту валика усиления;
- катет сварного шва;
- вогнутость и выпуклость корня шва;
- глубину межваликового западания, подрезов, несплавления кромок.
Шаблоны сварщиков с конструкцией В.Э. Ушерова-Маршака применяются на основании п. 6.4.14 инструкции РД 03-606-03, имеют погрешность ±0,5–1,0 мм (при диапазоне измерений от 0 до 20 мм) и сертифицированы в системе Росстандарта.


Сочетает в себе функционал УШС-3 и шаблона Ушерова-Маршака. От первого он отличается тем, что имеет выдвижную планку со шкалой для контроля скоса кромок в диапазоне от 0 до 45 градусов. Из отечественных шаблонов УШС-4 – пожалуй, самый многофункциональный. Особенно эффективен в сочетании с набором катетомеров, так как его собственный диапазон измерения катетов угловых сварных соединений ограничен 0–10 мм. Как и УШС-3, УШС-4 – универсальный инструмент не только для дефектоскопистов, но и для сварщиков, инженеров ОТК, монтажников и пр.

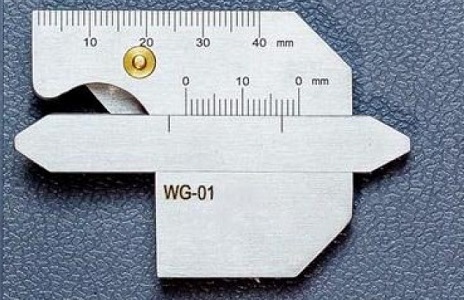
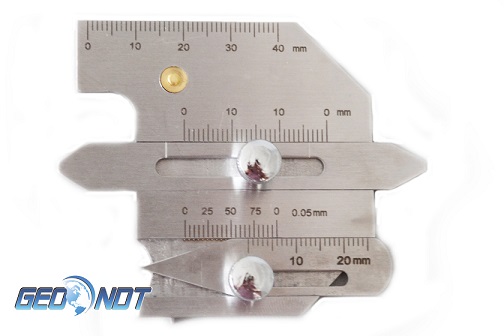
Измерители типа WG
- WG01, WG1, WG2+. Первый способен измерять смещение, угол кромок, зазоры, высоту стыковых швов, угловые швы и их катеты. WG1 и WG2+ подходят также для контроля ширины швов и глубины подрезов. При этом у WG2+ чуть больше диапазоны измерений по некоторым параметрам. Например – это справедливо для угла кромки (от 80 до 160 градусов против 90–150 градусов у WG1) или высоты стыковых швов (0–15 мм против 0–12 мм). Зато шаблоны сварщиков WG1 позволяют измерять угловые швы и их катеты в диапазоне 0–20 мм, а не 0–15 мм, как WG2+. Наконец, все три шаблона – WG01, WG1, WG – могут использоваться в качестве обычной линейки.





Шаблон Красовского
- для контроля нахлестанных и тавровых сварных соединений. Градуировка от 0 до 15 мм с ценой деления шкалы в 1 мм. Отклонение нанесённых штрихов от действительных значений не превышает ±0,5 мм;
- для стыковых швов. Шкала от 0 до 5 мм имеет цену деления 0,5 мм (при отклонении не более ±0,25 мм). Эта же шкала позволяет проверять зазор между кромками.
TapiRUS
- ширину и выпуклость сварного шва;
- катет скоса и углового шва;
- зазоры;
- смещение кромок;
- высоту впадин;
- высоту/глубину западания между валиками, коррозионных поражений, кратеров, неполного заполнения, увода и смещения кромок, царапин, рисок, чешуйчатости;
- ширину усиления;
- притупление;
- толщину стенки трубы или листа;
- овальность;
- углы между соединяемыми элементами и скоса кромок (в частности, высоту/глубину углового смещения);
- глубину подреза и пр.
«Правомерность» применения шаблона сварщика TapiRUS для контроля по требованиям РД 03-606-03 подтверждалась положительным заключением Головного аттестационного центра Национального агентства контроля и сварки («ГАЦ МР НАКС»). По состоянию на январь 2020 года процедура внесения в Госреестр СИ РФ не завершена.
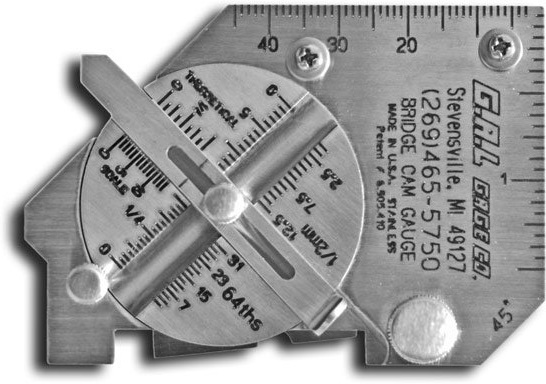
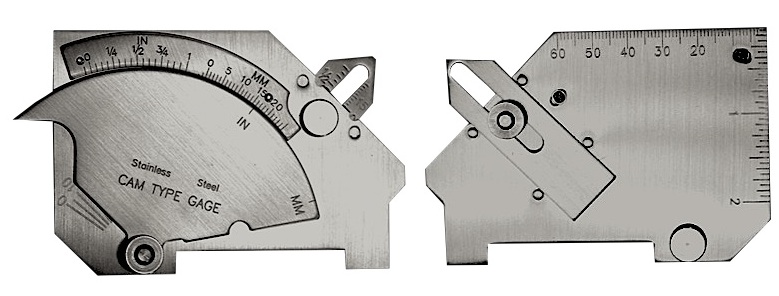
Bridge Cam
- вогнутость и катеты угловых швов;
- выпуклость швов;
- глубину точечной коррозии;
- угол разделки кромок в диапазоне от 0 до 60 градусов;
- смещение и несоосное расположение деталей;
- глубину подрезов.
- смещения наружных кромок;
- ширины швов и размеров притупления;
- высоты усиления стыковых соединений;
- глубины/высоты вогнутости швов;
- подреза корня шва;
- глубины и высоты дефектов – пор, раковины и пр.

- высоту валика усиления;
- катет углового шва;
- выпуклость корня шва;
- зазоры при подготовке деталей под сварку.

HI-LO и его упрощённая версия SINGLE HI-LO
- угол разделки кромок;
- толщину стенки труб;
- внутреннюю несоосность;
- высоту усиления сварного шва;
- катет углового шва;
- зазоры между деталями под сварку.

- корпус из нержавеющей стали;
- два внутренних подвижных зубца;
- две подвижные ноги;
- стопорный винт.

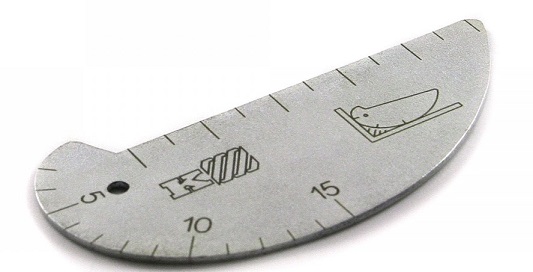
В отличие от большинства перечисленных инструментов, данный шаблон сварщика предназначен для стыковых соединений не металлических (стальных), а полиэтиленовых газопроводов. Успешно применяется для контроля качества работ при строительстве и ремонте систем газоснабжения и газораспределения по требованиям СП 42-103-2003.
Шаблон представляет собой комплект из пяти пластин, на каждой из которых изготовлены парные пазы MIN и MAX – под разные диаметры и толщины стенок. Свой набор предусмотрен для двух самых распространённых марок полиэтилена – ПЭ80 и ПЭ100.
- шаблон прикладывают к образующей трубе над исследуемым стыком;
- грат стыка сопоставляется с пазами MIN и MAX;
- если высота/ширина грата укладывается в диапазон между MIN и MAX, то стык признают годным;
- если высота/ширина грата «не дотягивает» по размеру до паза MIN, а высота/ширина валика больше, чем паз MAX, то стык бракуют.

Как научиться работать с шаблоном сварщика
Перво-наперво – следует разобраться с руководящей документацией на неразрушающий контроль. На объектах разных категорий – своя НТД. Как пример – РД 03-606-03, СТО Газпром 2-2.4-083-2006, РД 153-34.1-003-01 и пр. Из зарубежных – EN 13018:2001, ISO 17637:2003 и др. Далее, конечно же, нужно тщательно изучить технологические карты (инструкции), по котором проводится контроль.
Не менее важно читать учебные пособия и справочную литературу – труды Н.П. Калиниченко, А.В. Полупана, В.А. Троицкого, авторов из «СертиНК» и т.д.
Немало полезной информации можно подчерпнуть из паспорта, руководства пользователя или иной документации от изготовителя, которая прилагается к шаблону сварщика. Для общего развития можно также поискать инструкции и учебно-методические материалы для контролёров сварочного производства.
И, конечно же, важна регулярная практика. Несмотря на то, что ВИК считается самым простым методом НК, здесь не обойтись без работы над собой. Чем больше сварных швов вы проверяете, чем чаще вы пользуетесь измерительными инструментами, чем более правильные вопросы вы задаёте своему наставнику (опытным специалистам в лаборатории) – тем скорее у вас сформируются необходимые навыки.
Где купить шаблон сварщика
Из партнёров сообщества «Дефектоскопист.ру» продажей данных инструментов занимаются:
Образец заполнения акта визуального осмотра сварных швов
Визуальный контроль качества (ВИК) – важная процедура, регламентированная стандартом. Утвержден порядок проверки соединения на однородность, проводятся измерительные обследования шовного валика. Результаты обязательно регистрируются в журнале учета и актируются по инструкции РД 03-606-03, разработанной Технадзором.

Итоговый документ обследования (акт ВИК) разрабатывается каждым предприятием и организацией самостоятельно с учетом особенностей производимых сварочных работ. Хотя стандартный бланк не утвержден, важно придерживаться рекомендуемой формы документов, соблюдать общие требования к ведению отчетной документации.
Цель проведения контроля сварного шва
Нарушение технологии, несоблюдение стандартов при выполнении шва грозит аварией стальных конструкций, деталей. При изготовлении сосудов, емкостей, трубопроводов важна герметичность швов.
При сварке осматривают все соединения, проверяют измерительными инструментами геометрию заваренных стыков, форму шва, целостность зоны термического влияния, где возможно возникновение напряжений в металле.
ВИК также помогает выявить внутренние дефекты: непровары, несплошности, возможные раковины из-за нестабильности сварочной дуги. После исправления выявленных дефектов снова проводится ВИК.
Акты визуального и измерительного контроля также составляются на различных этапах эксплуатации металлоизделий и металлоконструкций. Прочность сварных соединений ослабевает под воздействием коррозии, испытываемой нагрузки. Выявляют усталостные и химические разрушения металла. Визуальные, измерительные проверки помогают своевременно выявить и устранить дефекты, устранить факторы, снижающие качество швов.
Тщательная проверка необходима, когда на старый, изношенный металл наплавляются новые слои. Проводится поэтапный осмотр каждого слоя, проводятся измерительные обследования толщины наплавки. При изготовлении сварных деталей по ГОСТу проверяется определенное количество изделий из каждой партии. На основании осмотра выдается заключение по качеству остальной продукции.
По инструкции РД 03-606-03 визуальное, измерительное обследование проводится на всех стадиях производства, от входного контроля до приемки деталей.
Сварка нередко применяется в строительстве, машиностроении. Малейшее отклонение от технологии, возможные разрушения швов под воздействием погодных и промышленных факторов грозят финансовыми убытками, возможно травмирование людей.
Кто проводит визуальный контроль и составляет акт
Сначала свою работу проверяет сварщик. Затем ВИК осуществляется другими техническими специалистами. Составление актов визуально измерительного контроля сварных швов поручается работнику, владеющему необходимыми знаниями по технике ВИК, измерения проводятся только поверенными инструментами. Нередко для тщательного контроля применяют лупу, подсветку.
Проверяющим может назначаться прораб, бригадир или опытный сварщик. Специалист соблюдает определенные правила контроля:
- проводит подготовку зоны осмотра;
- осматривает объект обследования;
- фиксирует результат в журнале ВИК;
- приступает к измерениям ширины и высоты шва, размера стыка, формата деталей и прочего;
- заносит данные в регламентированную документацию.
В распоряжении контролера должны быть необходимые приспособления, выдается набор инструментов. Предварительно проводится инструктаж по правильности оформления документации. На каждом предприятии разрабатывается собственный регламент в рамках учетной политики. Визуальный, инструментальный контроль обязательно заканчивается актированием результатов обследования сварных соединений. При выявлении нарушений проводятся дальнейшие глубинные обследования методами неразрушающего контроля.
Целостность соединений зависит не только от мастерства сварщика. Влияет качество исходного металла, расходников, используемых для работы.
Специалисты, осуществляющие визуальный, измерительный контроль соединений, должны разбираться в тонкостях технологии сварки, знать азы металловедения.
Порядок оформления акта
Форма разрабатывается и утверждается организацией, осуществляющей монтаж с применением сварки. Разрешается составление акта визуального контроля сварных швов от руки, обычно заполняется распечатанная на принтере форма с логотипом компании, реквизитами. Строгого порядка оформления акта не существует. Проверяющий на месте чаще всего вносит только визуальные результаты, данные измерений. Все остальные графы заполняются до проведения осмотра.
Документ визуального, измерительного обследования заверяется ответственными лицами, которые назначаются распоряжением или приказом по организации. Документ составляется в единственном экземпляре, каждому акту присваивается индивидуальный номер (порядковый или дробный).
В организации ведется журнал учета документации, в который вносится номер акта, дата оформления, контролер ставит свою подпись. Акт визуального и измерительного обследования хранится с соблюдением норм делопроизводства, в специальной папке, которая сдается в архив, период хранения определяется отраслевыми нормативно-правовыми актами.
Пример заполнения акта ВИК
Формат акта визуального и измерительного контроля качества сварных швов включает графы с ФИО проверяющего и сварщика, датой проверки. Для заполнения вручную оставляют место, куда заносятся данные:
- о заготовках (указывается марка стали, формат)
- расходных материалах (идентификационная маркировка электродов или сварочной проволоки);
- сварном шве (тип, размер, качество).
В бланке также перечисляются используемые инструменты и приспособления. В конце контролер делает заключение. Принимает работу или сообщает о необходимости проведения глубинного обследования или устранения выявленных дефектов.
Документ подписывает проверяющий, сварщик и другие ответственные лица, если это предусмотрено формой.
Универсальный шаблон сварщика УШС-3: как правильно пользоваться
Для оперативного зрительного контроля сварочных соединений разработан специальный измеритель с несколькими градуированными шкалами. Шаблон сварщика необходим для самостоятельной проверки важных параметров, влияющих на прочность швов: угла скоса кромок, зазора стыков между заготовками, параметры шовного валика. Это наиболее простой инструмент для неразрушающего контроля, сделан из нержавеющего металла, риски нанесены износостойкой краской.
Что такое шаблон сварщика
По сути, это универсальная линейка, объединяющая несколько градуированных шкал различного назначения, инструмент помогает контролировать до 11 параметров. Шаблон сварщика УШС-3 – один из четырех видов контролирующих приспособлений. Представляет собой металлическую пластину с передвигающейся линейкой-движком (второе название бегунок). Измеритель создан для индивидуального использования, чтобы каждый работник мог самостоятельно и оперативно контролировать шов, величину дефектов.

На практике измерителем пользуются только начинающие, которые не научились на глазок выявлять возможные дефекты, определять качество получившегося соединения.
Устройство универсального шаблона сварщика УШС-3
Стоит подробно рассмотреть основные элементы измерителя, конструктивно соответствующего регламенту стандарта, главные составляющие:
- измерительной панели (1), расположенной у основания инструмента;
- движка или бегунка (2), представляющего собой прямоугольную металлическую полосу, закрепленную на поворотной оси (4);
- стрелочный указатель (3) – это небольшой стержень с заостренным кончиком, закрепленный на бегунке с небольшим отступлением от края.

Для простоты пользования универсальным шаблоном сварщика УШС-3 определены условные обозначения элементов:
- установочная плоскость, которую примыкают к поверхности одной из свариваемых заготовок (обычно указывается буквой А);
- плоскость Б, на нее измеритель устанавливают для измерения угловых параметров;
- подвижный указатель В;
- измерительная шкала, указывает линейные величины Г.
Отдельно следует рассмотреть предназначение каждой шкалы:
- Д – для угловых измерений;
- Е – параметров шовного валика (измерителем определяют ширину и притупление шва);
- И – для определения стыкового зазора между устанавливаемые под сварку деталями.
По калиброванным пазам (Ж) сварщик уточняет стандартные размеры электродов, сварочной проволоки. Риска-индекс (К), расположенная на двигающейся части, необходима для измерительной шкалы, указывает измеряемый параметр.
Какие параметры можно контролировать
Стандартизированный инструмент входит в набор контролеров для визуального метода исследования сварных соединений. Универсальным шаблоном сварщика 3 проверяют до 11 параметров, контролируют положение заготовок (определяют зазор, сдвиг деталей относительно линии горизонта), подготовку к сварке (измеряют скос кромок).
У сварного шва контролируют:
- размер дефектов (глубину) и стыкового усиления;
- основные параметры шовного валика (выпуклость и вогнутость), притупление;
- подрез основания шва (несовпадение катета запланированному положению).
Диапазон измерений – по углам до 45°, по ширине и глубине до 50 мм.
Как пользоваться УШС-3
Сначала следует измеритель проверить, на поверхности не должно быть загрязнений, следов технологических жидкостей, масла, окалины.
Важно!
Универсальный шаблон сварщика УШС-3 всегда располагают перпендикулярно поверхности детали, торцевым краем.
Универсальный шаблон сварщика необходим:
- Для проверки притупления кромок деталей УШС-3 устанавливают верхним торцом вниз, двигающуюся часть опускают до соприкосновения с кромочной поверхностью. На шкале (она расположена в правой стороне) по оси вращения путем совмещения риски с отметкой определяют угол разделки.
- Зазор при укладке заготовок проверяют, перемещая клиновидную часть бегунка в пространство между свариваемыми элементами, по положению движка по шкале точно определяют зазор между сопрягаемыми поверхностями. Измеритель поворачивают под прямым углом к оси будущего шва.
- Смещение кромок на стыковом соединении контролируют, разместив УШС-3 перпендикулярно на одной из деталей (той, которая кажется выше) лицевой стороной к себе. По положению движка считывают результат.
- Усиление стыкового или углового соединения (высоту шва, глубину дефектов) измеряют по правой шкале, двигая бегунок до контакта с самой высокой частью шовного валика.
- Подрезы или западания определяют по правой шкале. УШС-3 упирают основанием на деталь, подвижную часть шаблона опускают до подреза между валиками швов. Выпуклость или вогнутость проверяют по максимальной точке. Угол наклона шаблона к поверхности детали значения не имеет, только для контроля коротких швов измерительную поверхность устанавливают под прямым углом.
- Диаметр сварочных электродов, присадочной проволоки, толщины кромок уточняют с помощью пазов в верхней части универсального измерителя. Погрешность измерений 1 мм.
Инструмент всегда располагают перпендикулярно поверхности детали, торцевым краем. После измерений УШС протирают чистой фланелью.
Читайте также: