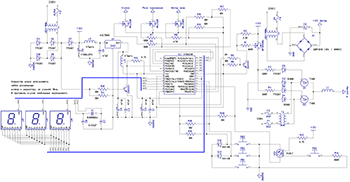
Схема платы управления сварочного полуавтомата
Обновлено: 20.09.2024
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата. В зону сварки также подаётся инертный газ - аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3. Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому их необходимо снабдить бюджетными радиаторами 50*50 мм*40.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 вольт, подключение его - параллельно сетевой обмотке трансформатора Т1.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 вольт.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт - подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на биполярном транзисторе VT1 при нажатой кнопке «Пуск» - регулировкой резистора R5 - «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 -«Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 - питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление 3-5 ком.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2-5 вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Пусковая схема смонтирована на монтажной плате, кроме элементов : VD3-VD8, T2, С5, SA1, R5, SA2 и Др1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4-6 мм 2, сварочные - медной или алюминиевой шиной, остальное - проводом в виниловой изоляции диаметром 2мм.
Блок управления сварочным полуавтоматом.

Режимы работы аппарата.
1. Триггерный – это режим сварки без удержания кнопки управления. Например нажали кнопку управления и отжали- начался процесс сварки. Затем что бы выключить сварку нажимаем еще раз кнопку на горелке и отпускаем. Этот режим удобен для сварки длинных швов.
2. Таймерный – это режим сварки с удержанием кнопки управления, только время сварки задается резистором R22. По истечении времени сварка прекратится, затем кнопку можно отжать. Если во время сварки в этом режиме отпустить кнопку управления, то сварка сразу прекратится без выдержки оставшегося времени. Так сделано специально, что бы этот режим зависел от кнопки управления в случае если вы передумали варить и что бы потом не ждать окончания времени и смотреть как из горелки лезет проволока.
3. Импульсный – это режим импульсного включения двигателя во время сварки. например нам нужно заварить тонкий металл и мы в обычном режиме нажимаем – отпускаем кнопку управления на горелке, то есть варим как бы точками. Этот режим нам позволит это сделать без манипуляций с нажатием – отпусканием кнопки управления. При нажатии и удержании кнопки управления мотор будет включаться и отключаться автоматически. Время работы двигателя устанавливаем резистором R20, время паузы устанавливаем резистором R12. То есть этими резисторами подбираем нужные интервалы для ваших условий.
4. Ручной – это режим сварки зависящий от положения кнопки управления, одним словом нажали варим, отжали не варим.
Узел задержек пред-газ, пос-газ в данной схеме работает следующим образом:
При нажатии кнопки управления на сварочной горелке, включается подача газа. Затем после времени 1.3 секунды заданным резистором R8, включается двигатель подачи проволоки и ток сварки одновременно. В этот момент начинается процесс сварки.
После отпускания кнопки управления первым выключается двигатель, затем после времени 1.3 секунды заданным резистором R10, отключается сварочный ток и подача газа одновременно.
Узел задержек работает во всех 4 режимах сварки.
Также в схеме есть возможность отключить задержки пред-газ, пос-газ спаренным переключателем SA4. Это нужно для того если вы собираетесь варить проволокой когда задержки не нужны или по каким то другим причинам (например газа мало, а приварить нужно много).
Работа схемы с «живой кнопкой управления».
1. Если вы нажали на кнопку управления, включилась подача газа, но не включился двигатель и в это время вы передумали варить, то после отжатия кнопки управления, клапан газа отключится одновременно с кнопкой управления. То есть задержки пос-газ в этом случае не будет. Это удобно для экономии газа, также вы чувствуете кнопку управления.
2. Если вы нажали на кнопку управления, включилась подача газа, затем включился двигатель – идет процесс сварки. После отжатия кнопки управления отключится мотор – процесс пос-газ и если в это время вы решили продолжить варить (мало ли что), то двигатель включится сразу после нажатия кнопки управления без пред-газа. Это очень удобно.
Отсюда это понятие «живая кнопка управления«. В других подобных схемах вам придется ждать окончания пос-газа – если передумали варить или ждать пред-газ – если решили продолжить варить. Это не удобно и расход газа при этом увеличивается. В моей схеме это устранено и таких схем очень мало.
Cварочный полуавтомат Своими руками

В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
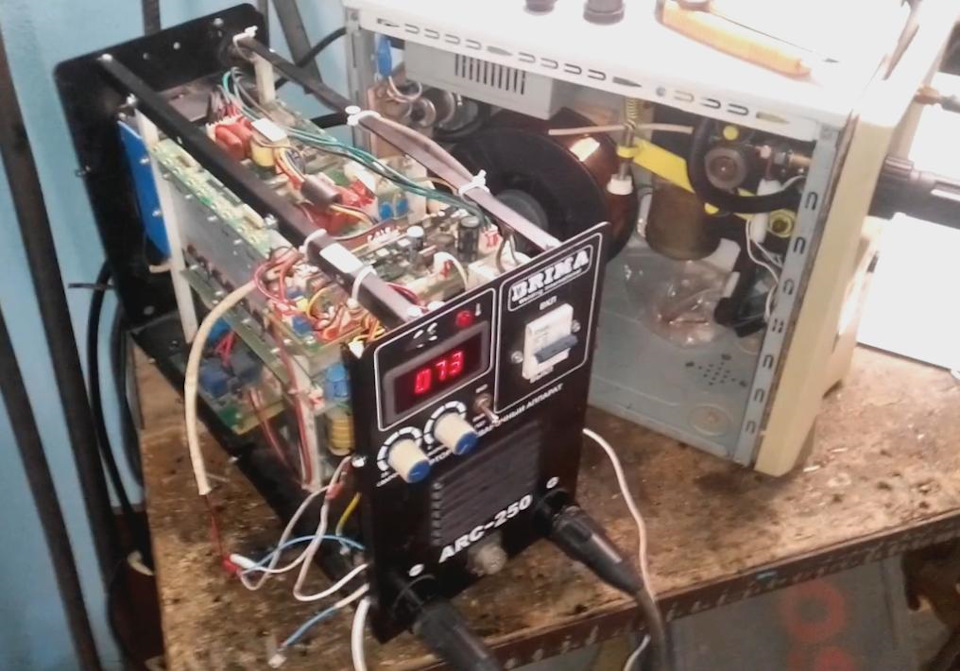
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
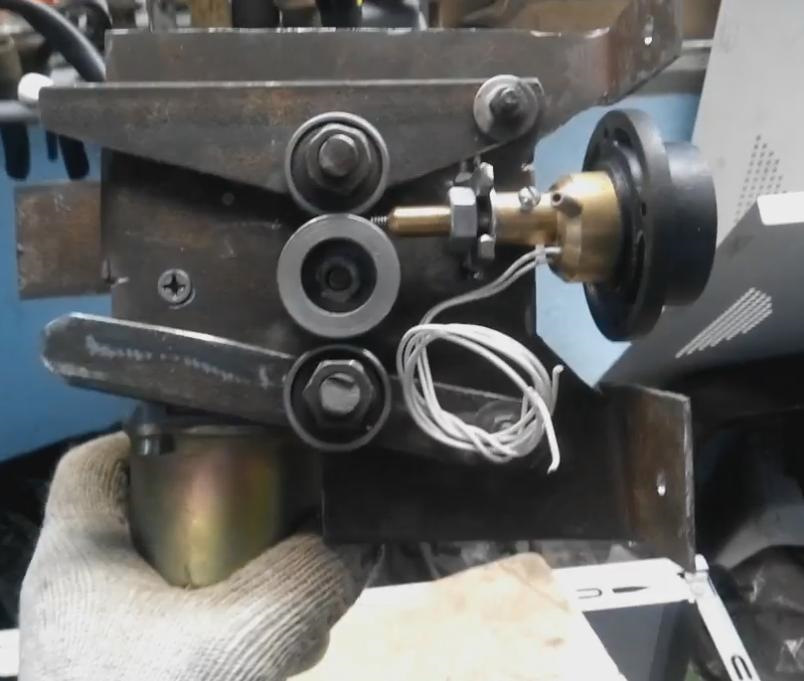
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
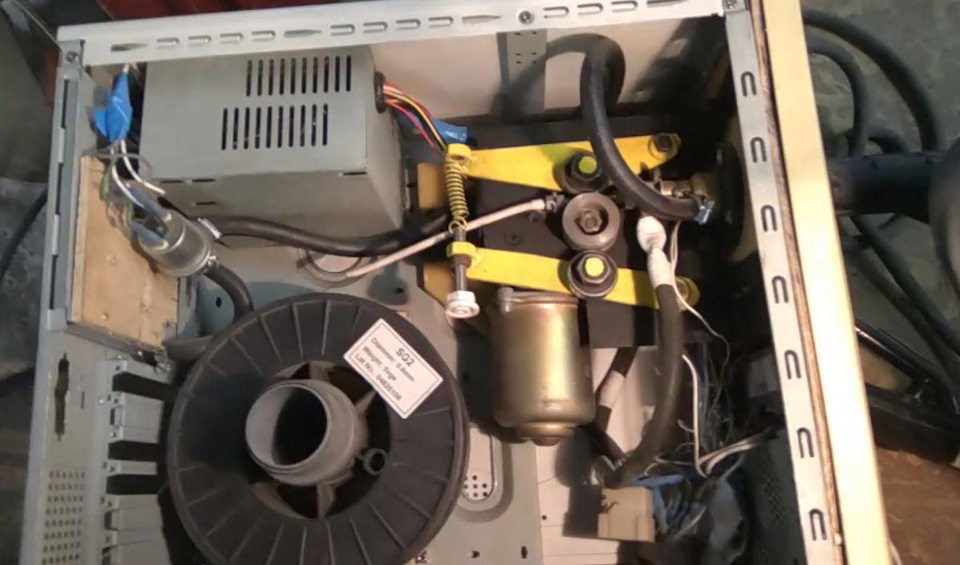


получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.

Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
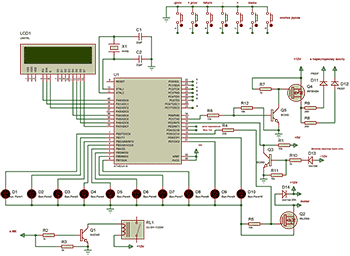
Профессиональный контроллер для сварочного полуавтомата
Хочу представить вам свою новую разработку. Это контроллер профессионального назначения для полуавтомата, далее (ПА).
Данное устройство реализовано на микроконтроллере Atmega16, работает он на тактовой частоте 4 МГц от внешнего кварцевого резонатора.
Можно конечно затактировать и от встроенного генератора на 4 МГц, но данный способ имеет существенные недостатки:
1) "Уплывание" частоты при изменении температуры окружающей среды.
2) Возможный сбой программы при внешних помехах.
Второе случается крайне редко на практике. А при хорошем проектировании печатной платы, вовсе не случается.
Первый недостаток очень серьезный из-за того, что мы используем фазоимпульсный метод регулирования сварочного тока.
От "уплывания" тактовой частоты у нас будут уплывать установленные значения тока в ту или иную сторону.
Данное устройство имеет следующие возможности:
1) Плавную регулировку тока с запоминанием значения
2) Плавную регулировку скорости подачи проволоки с запоминанием значения
3) Эконом режим. Режим экономии газа.
4) Настройка режима работы пусковой кнопки на рукаве.
а) нормальный режим работы.
б) триггерный режим работы
в) таймерный режим работы.
г) импульсный режим работы.
В нормальном режиме, мы нажали кнопку - варим, отжали - не варим.
В триггерном режиме мы нажали и отжали кнопку - варим, повторно нажали и отжали - не варим
В таймерном режиме мы варим как и в обычном режиме, только режим сварки отключается автоматически хоть и нажата кнопка на рукаве по истечению времени. Для продолжения работы необходимо отжать кнопку и повторно нажать.
В импульсном режиме мы варим как бы рывками. В меню задается как пауза, так и импульс сварки, в довольно широких пределах. Этот режим идеально подходит для работ, где необходима точечная сварка.
5) Настройка минимального предела тока
6) Настройка максимального предела тока
7) Настройка минимального предела скорости проволоки
8) Настройка максимального предела скорости проволоки
9) Настройка предварительной подачи газа (ПРЕД)
10) Настройка последующей подачи газа (ПОС)
11) Настройка количества реле для грубого регулирования тока путем отводов первичной обмотки. Минимум 1шт. максимум 10шт. реле.
12) Грубая регулировка тока переключением обмоток трансформатора с меню с запоминанием уровня тока.
В общем с возможностями разобрались. Теперь расскажу немного теории.
Принцип регулирования тока заключается в подаче управляющего импульса на тиристоры после перехода через ноль сетевого напряжения.
Чем выше установленная выходная мощность в меню, тем раньше будет подан импульс управления на тиристоры после перехода через ноль.
Стандартную схему диодно-тиристорного моста можно посмотреть в моей предыдущей статье
Принцип регулирования скорости подачи проволоки значительно проще, чем регулирование тока. Применен метод широтно-импульсной модуляции далее (ШИМ).
Навигация по меню и настройка
1) Регулировка тока + регулировка проволоки
2) Эко режим
3) Режим переключения обмоток
4) Настройка режима работы «живой кнопки»
5) Настройка минимального значения тока
6) Настройка максимального значения тока
7) Настройка минимального значения подачи проволоки
8) Настройка максимального значения подачи проволоки
9) Настройка пред. газа
10) Настройка пос. газа
11) Настройка количества реле обмоток
12) Настройка таймерного режима (установка времени работы при нажатой кнопке)
Одно значение = 75мс. То есть значение 10 = 750мс.
13) Настройка импульсного режима работы
Значение 10d это у нас промежуток когда нет тока
Значение 10p это у нас промежуток когда есть ток
Настраивается парами кнопок +/- и + prov /- prov
Кнопкой MENU мы перемещаемся по меню
Кнопкой RETURN выходим в первое (главное) меню
Кнопками +/- и +prov/-prov мы устанавливаем значение.
Для того, чтобы заработало устройство его необходимо правильно собрать и прошить контроллер (МК).
Для прошивки МК нам понадобится программатор. Схемы программаторов можно посмотреть здесь.
Фьюзы при прошивке нужно выставить так: CKSEL 3..0 0b1111
К статье прилагаю файл [svarka4.rar] симуляции для протеус, несколько прошивок (одна с пониженной частотой ШИМ, вторая с повышенной частотой ШИМ).
Имеется коммерческая версия прошивки
1) изменен алгоритм меню.
2) улучшено быстродействие.
3) добавлена формула расчета скорости подачи проволоки от значения тока (отключаемая по желанию).
4) добавлено несколько режимов экономии газа.
Обновления 28.01.2014:
- новая версия прошивки V1.1;
- печатная плата в DIP Trace. Автор: Ожух Владимир из Мишевоград-Волынский, Украина. Плата протестирована им-же.
В новой версии прошивки исправлено:
- подача проволоки теперь работает на максимуме;
- вывод торможения имеет нормальную нагрузочную способность.
Внимание! Это free (бесплатная) версия. Не имеет ограничений! Отличается от 3.0 (Полной версии) - наличием формулы и доработанным и улучшенным меню.
Сварочный полуавтомат под управлением МК
Данный проект был испытан на "железе" умершего полуавтомата ТЕМП. Делал товарищу по его просьбе. Имеется три кнопки +,- и меню +/- регулирует параметры. Кнопкой меню можно выбирать необходимый параметр.
В главном меню регулируется ток. Во втором меню регулируется скорость проволоки. В третьем: задержка между включением клапана и подачей проволоки. При неактивности в меню 2 и 3, происходит авто возврат в главное меню через примерно 3-5сек. При удержании кнопок +/- происходит быстрое изменение параметра, что очень удобно.
Частота ШИМ двигателя выбрал довольно высокую примерно 2500 Гц , чтобы не было рывков проволоки. Сварочный ток регулируется фазоимпульсным методом.
Использование данной автоматики моему товарищу понравилось из-за высокой плавности регулировки и удобности использования.
Фьюзы необходимо выставить на частоту 8 МГц в интернете можно найти "генераторы фьюзов" для AVR, желательно использовать внешний кварц и супервизор питания!
Индикатор применяется на три разряда, хоть с общим катодом, хоть с общим анодом.
При включении устройства, когда движутся полоски, нужно зажать до появления корректного изображения либо кнопку +, чтобы использовать общий катод, либо кнопку меню, чтобы использовать общий анод. По умолчанию используется общий анод. При следующем включении не нужно будет программировать конфигурацию индикации, так как данные сохраняются в еепром.

Появились коммерческие версии прошивок:
1) Улучшен алгоритм работы. Исправлены некоторые ошибки.
2) Расширены возможности. Добавлен триггерный и импульсный режим работы.
3) Несколько версий прошивок (с регулятором тока и без регулятора).
Новая версия прошивки (19.04.2013)
Были устранены следующие недостатки, а также добавлены следующие возможности:
- регулировка тока сбалансирована во всем диапазоне.
- введена настройка диапазона регулировки подачи проволоки.
- добавлен специальный алгоритм исключения ошибки настройки минимального значения и максимального значения для скорости проволоки.
- улучшен алгоритм регулятора тока.
- улучшена индикация сохранения данных в еепром.
- исправлен вывод данных на индикатор.
Новая версия прошивки (12.09.2013):
+ Исправлены всплески регулировки
+ Улучшен алгоритм регулятора
+ А также мелкие улучшения
+ ПА+Сварка (можно использовать как обычную электродуговую сварку)
- Ограниченная версия, настройки не сохраняются
- Полную версию можно получить с прошитым МК
Ниже вы можете скачать исходник, прошивку (от 19.04.2013) и печатную плату в формате LAY
Читайте также: