Схема поста автоматической сварки под флюсом
Обновлено: 04.10.2024
Технология конструкционных материалов. Автоматическая дуговая сварка под слоем флюса: Методические указания по выполнению лабораторной работы № 5 для студентов очной и заочной формы обучения всех направлений подготовки - 4-е изд., перераб. и доп. - Брянск: БГТУ, 2017. -13 с.
канд. техн. наук, доц.
Рекомендовано кафедрой «Триботехническое материаловедение и технологии материалов» БГТУ (протокол № 2 от 28.04.17г.)
Печатается по изданию: Автоматическая дуговая сварка под слоем флюса: Методические указания по выполнению лабораторной работы № 6 для студентов 1-го курса дневной и 2-го курса вечерней форм обучения всех специальностей. - 3-е изд., перераб. и доп. - Брянск: БГТУ, 2003.
Методические указания публикуются в авторской редакции.
ВВЕДЕНИЕ.
Методическое указание основано на разработке доцента кафедры «Технология металлов и металловедение» кандидата технических наук Шатова А.Я. к лабораторной работе № 6 «Автоматическая дуговая сварка под слоем флюса».
Лабораторная работа является практической частью раздела «Сварка» дисциплин «Материаловедение и технология конструкционных материалов» и «Технология конструкционных материалов».
Продолжительность работы – 2 часа.
ЦЕЛИ И ЗАДАЧИ РАБОТЫ
Настоящая работа ставит своей целью закрепить знание студентами лекционного материала по разделу "Автоматическая дуговая сварка под слоем флюса" и позволяет решить следующие задачи:
- изучить физическую сущность сварки под слоем флюса;
- знать устройство сварочного автомата ТС-17М, предназначенного для сварки этим способом;
- ознакомиться с техникой автоматической сварки под флюсом;
- получить элементарные навыки в подготовке автомата к работе и осуществлении сварки.
АВТОМАТИЧЕСКАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА ПОД СЛОЕМ ФЛЮСА, СУЩНОСТЬ ПРОЦЕССА
Сварка–технологический процесс получения неразъемныхмонолитных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Схема процесса автоматической электродуговой сварки под слоем флюса показана на рис. 1.
Сварка выполняется сварочной электродной проволокой под слоем флюса. Процессы зажигания дуги, подачи в зону сварки проволоки и флюса, поддержание заданного режима сварки, перемещения аппарата или изделия в соответствующем направлении, заварка кратера при окончании процесса – механизированы.
1 – металлическая электродная проволока;
2 – подающий механизм;
4 – бункер для флюса;
5 – капли жидкого металла;
6 – электрическая дуга;
7 – газовый пузырь;
9 – сварочная ванна;
10 – шлаковая корка;
11 – сварочный шов;
12 – свариваемое изделие.
Рис. 1. Схема процесса автоматической дуговой сварки подслоем флюса.
Плавление присадочного материала, электродной металлической проволоки 1, подаваемой в зону сварки механизмом подачи 2, и флюса 3, поступающего в зону сварки из бункера 4, а также кромок свариваемого изделия 12 осуществляется за счет тепла выделяющегося в результате горения электрической дуги 6 между электродной проволокой и свариваемым изделием. Проволока расплавляется и каплями 5 переносится в сварочную ванну 9, при этом, в результате диссоциации компонентов флюса под жидким шлаком 8 образуется газовый пузырь 7. Газы защищают зону дуги, а шлак – жидкую ванну и остывающий металл от взаимодействия с газами атмосферы. По мере движения дуги вдоль соединения сварочная ванна кристаллизуется, образуя, сварной шов 11, а жидкий шлак – шлаковую корку 10. Неиспользованный флюс собирается флюсоотсосом и подается в бункер сварочного автомата, шлаковая корка сбивается с поверхности шва и идет в отход.
Флюсы (от нем. Flup – поток) [fluxes] – материалы, применяемые в металлургических процессах для образования и регулирования состава шлака в соответствии с требованиями к его физическим и химическим свойствам.
Сварочные флюсы можно разделить на отдельные группы по способу изготовления, химическому составу, по основности, химической активности, назначению, строению и размеру зерен и т. д.
Составы широко применяемых флюсов для сварки низкоуглеродистых сталей обыкновенного качества ГОСТ 380-94 сварочными проволоками Св-08, Св-08А приведены в табл.1.
Флюсы, используемые при автоматической дуговой электросварке
| Марка флюса | Химический состав, % по массе | ||||||
| SiO2 | MnO | CaF2 | CuO | S не более | P не более | Примеси | |
| АН-348 | 42,5-45,5 | 31,5-35|5 | 6,0-7,5 | 6,5-9,5 | 0,15 | 0,15 | FeO, Na2O, K2O, TiO2, MgO, Al2O3 |
| ОСН-45 | 43,0- 45,0 | 38,0- 43,0 | 6,0-8,0 | 5,0 | 0,15 | 0,15 | То же |
| АН-60 | 44,0-46,0 | 35,0-38,0 | 6,0-7,5 | 8,0-12,0 | 0,15 | 0,15 | То же |
Помимо химических свойств, флюсы должны иметь определенные физические свойства. К физическим свойствам флюсов предъявляется ряд требований:
- температура плавления флюсов должна быть ниже температуры плавления основного металла;
- шлаки должны иметь невысокую плотность и не растворяться в одном металле, что обеспечивает их хорошее расслоение и всплывание на поверхность сварочной ванночки;
- шлаки должны иметь невысокую вязкость, что улучшает их металлургические свойства и формирование шва;
- шлаки не должны вступать в химическую реакцию с металлом на поверхности раздела фаз и иметь большое различие в коэффициентах усадки с металлом, что обеспечивает их отделение от шва после затвердевания.
При автоматической сварке флюс выполняет следующие функции:
- защищает расплавлений металл шва от насыщения кислородом и азотом воздуха;
- раскисляет и легирует металл шва;
- стабилизирует горение дуги;
- исключает потери электродного металла на угар и разбрызгивание;
- уменьшает потери тепла в окружающую среду;
- снижает скорость охлаждения, что способствует более полному выделению из него газов и шлака.
Автоматическая дуговая сварка под флюсом имеет ряд преимуществ перед ручной сваркой.
1. Высокое качество сварки обеспечивается надежной защитой металла, стабильными размерами и формой сечения шва, отсутствием перерывов в процессе сварки, вызываемых сменой электродов при ручной сварке.
2. Высокая производительность процесса (в 10-20 раз выше, чем при ручной сварке) объясняется возможностью, использовать высокие плотности тока (200 А/мм вместо 10-20 А/мм при ручной сварке). Такая возможность появляется за счет токоподвода в непосредственной близости от дуги. Нагрев конца электрода проходящим током способствует повышению коэффициента наплавки. Высокие плотности тока позволяют проплавить металл значительной толщины без разделки кромок - это и определяет высокую производительность процесса.
3. Экономия материала достигается за счет уменьшения потерь металла на разбрызгивание (1-2 % вместо 10 % при ручной сварке), из-за отсутствия огарков электродов.
4. Лучше условия труда. Дуга закрыта, поэтому нет её излучения, значительно меньше выделение газов.
Автоматическую дуговую сварку под флюсом применяют для сварки в нижнем положении металла толщиной 2-100 мм. Сваривают стали различного состава, медь, титан, алюминий и сплавы на их основе. Эта сварка целесообразна для сваривания длинных теоретически прямолинейных швов, например, балки, полотнища обшивок судов и нефтехранилищ, а также кольцевых швов цилиндрических емкостей, цистерн.
Оборудование для сварки под слоем флюса в зависимости от характера выполняемых работ может использоваться как на стационарном сварочном участке, так и на монтаже в полевых условиях. Для питания сварочной дуги применяют источники постоянного или переменного тока. Параметры режима сварки регулируются с помощью блока управления. Сварочные головки базируются на: самоходных платформах (сварочные тракторы, рис. 2), на консольных или портальных установках, роботах-манипуляторах.
Автоматическая сварка под слоем флюса
Сварка под флюсом – дуговая сварка, при которой дуга горит под слоем порошкообразного сварочного флюса.
По степени механизации процесса различают автоматическую сварку под флюсом (подача электрода в зону сварки и перемещение электрода вдоль свариваемых кромок механизированы) и механизированную (механизирована только подача электрода). Схема процесса автоматической сварки под слоем флюса приведена на рис. 10.8.
Электродная проволока с помощью ведущего и нажимного роликов подается в зону сварки. Кромки свариваемого изделия в зоне сварки покрываются слоем флюса, подаваемого из бункера. Толщина слоя флюса составляет t ≈ 30…50 мм. Сварочный ток подводится к электроду через токопроводящий мундштук, находящийся на небольшом расстоянии (40…60 мм) от конца электродной проволоки. Благодаря этому при автоматической сварке можно применять большие сварочные токи. Дуга возбуждается между свариваемым изделием и электродной проволокой. При горении дуги образуется ванна расплавленного металла, закрытая сверху расплавленным шлаком и оставшимся нерасплавленным флюсом.
Пары и газы, образующиеся в зоне дуги, создают вокруг нее замкнутую газовую полость. Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки. Тонкий слой металла сохраняется лишь у основания дуги. В таких условиях обеспечивается глубокий провар основного металла. Дуга горит в газовой полости, закрытой расплавленным шлаком, в результате чего значительно уменьшаются потери теплоты и металла на угар и разбрызгивание.
По мере перемещения дуги вдоль свариваемых кромок наплавленный металл остывает и образуется сварной шов. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва. Образовавшуюся при остывании жидкого шлака корку вместе с нерасплавленным флюсом после окончания сварки удаляют.
Преимуществами сварки под флюсом перед ручной являются:
1. Высокая производительность, превышающая производительность ручной сварки в 5…10 раз. Это достигается за счет применения больших токов, более концентрированного и полного использования теплоты в закрытой зоне дуги, снижения трудоемкости за счет механизации процесса сварки.
2. Высокое качество металла шва вследствие хорошей защиты сварочной ванны расплавленным шлаком от кислорода и азота воздуха, легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем застывшего шлака.
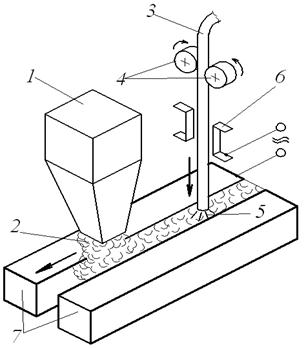
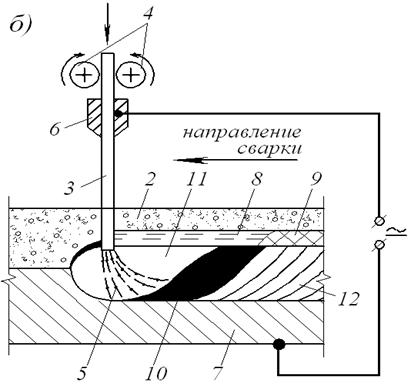
Рис. 10.8. Схема процесса автоматической сварки под слоем флюса:
а – схема сварки; б – сварочный процесс в зоне дуги;
1 – бункер; 2 – нерасплавленный флюс; 3 – электродная проволока;
4 – ведущий и нажимной ролики; 5 – сварочная дуга; 6 – токоподводящий мундштук; 7 – свариваемое изделие; 8 – жидкотягучая пленка шлака;
9 – шлаковая корка; 10 – сварочная ванна (расплавленный металл);
11 – замкнутая парогазовая полость; 12 – сварной шов
3. Экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20…30%, а при автоматической сварке под флюсом они не превышают 2…5%.
4. Улучшение условий труда сварщиков.
Однако автоматическая сварка имеет свои недостатки: ограниченная маневренность сварочных автоматов; сварка выполняется, главным образом, в нижнем положении; невозможность визуального наблюдения за горением дуги и формированием шва; засыпка и уборка флюса требуют дополнительных трудозатрат.
Сварочным флюсом называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. Флюс защищает дугу и сварочную ванну от вредного воздействия окружающего воздуха и осуществляет металлургическую обработку сварочной ванны. Флюс должен обеспечивать хорошее формирование и надлежащий химический состав шва, высокие механические свойства сварного соединения, устойчивость процесса сварки. По способу изготовления флюсы разделяют на плавленые и неплавленые. Плавленые флюсы представляют сплав окислов и солей SiO2, MnО, CaF2 (флюсы марок АН-348А, ОСЦ-45). Неплавленые флюсы (керамические) – это механическая смесь элементов, окислов и солей (рутил, марганцевая руда, кварцевый песок, марганец).
Преимуществом плавленых флюсов являются высокие технологические свойства (защита и формирование шва, отделимость шлаковой корки) и механическая прочность. Преимуществом керамических флюсов является возможность легирования металла шва через флюс. Наиболее широкое распространение получили плавленые флюсы.
Оборудование для сварки под слоем флюса.Сварочное оборудование по своему назначению делят на два вида: основное, с помощью которого осуществляют собственно сварку; вспомогательное, предназначенное для установки и перемещения свариваемых конструкций, сварочных автоматов, полуавтоматов в процессе сварки (манипуляторы, вращатели, кантователи, тележки, площадки, столы и т.п.).
Для выполнения сварки под слоем флюса предназначены подвесные сварочные автоматы (А-1401, А-639 и др.) и автоматы тракторного типа (АДФ-1001, АДФ-1202). В процессе сварки подвесные автоматы перемещаются вдоль шва по специальным направляющим, закрепленным над свариваемыми конструкциями. Сварочные тракторы могут перемещаться вдоль шва как по направляющим, так и непосредственно по конструкции.
Трактор комплектуется сварочным выпрямителем марки ВДУ-1202, в который встроен блок управления трактором.
Технические характеристики сварочного трактора АДФ-1202 представлены в табл. 10.3.
Технические характеристики сварочного трактора АДФ-1202
| Параметр | Характеристика |
| Напряжение питания (50 Гц), В Номинальная потребляемая мощность, кВА Максимальный сварочный ток, А Диапазон регулирования сварочного тока, А Род сварочного тока Защитная среда Диапазон регулирования напряжения на дуге, В Диаметр электродной проволоки, мм Скорость подачи электродной проволоки, м/мин Скорость сварки, м/мин Масса: источника питания, кг сварочного трактора, кг | 3×380 300…1250 постоянный флюс 24…56 2…6 1…6 0,2…2 |
Трактор обеспечивает возможность выполнения стыковых и угловых швов вертикальным и наклонным электродами. При сварке электрод может находиться в пределах колесной базы трактора или вне ее, то есть. может быть вынесен в сторону. Для корректировки положения электродов относительно шва предусмотрено его перемещение в поперечном направлении.
Механизированная сварка под слоем флюса выполняется с помощью полуавтоматов, не имеющих механизма перемещения электродов вдоль шва. Это перемещение сварщик выполняет вручную.
Выбор режима автоматической сварки и его влияние на форму шва. Форма и размеры шва оказывают существенное влияние на структуру сварного шва и механические свойства сварного соединения и определяются режимами сварки. Параметры режима сварки: величина сварочного тока, напряжение дуги, род и полярность тока, диаметр электрода, скорость сварки, скорость подачи электрода, величина вылета электрода, положение изделия, марка и грануляция флюса.
С увеличением сварочного тока увеличивается количество выделяемого тепла и повышается давление дуги. Дуга углубляется в основной металл, глубина провара возрастает. В результате погружения дуги ширина провара изменяется незначительно. Увеличение тока повышает скорость плавления электродной проволоки.
Повышение напряжения на дуге влечет за собой увеличение площади основания конуса дуги, следовательно, и ширины шва. При повышении напряжения глубина провара увеличивается незначительно.
С уменьшением диаметра электрода при неизменной силе тока увеличивается плотность тока, уменьшается блуждание дуги, происходит концентрация тепла на малой площади свариваемого металла и, следовательно, уменьшается ширина шва и увеличивается глубина провара.
При высоких скоростях сварки уменьшаются глубина и ширина провара. На глубину провара также оказывают влияние размеры зерен флюса. При применении более мелкого флюса глубина провара увеличивается.
Что собой представляет автоматическая сварка
Автоматическая сварка является наиболее востребованным видом скрепления деталей, так как обладает большим количеством разнообразных преимуществ, начиная от долгого срока службы сделанного шва и заканчивая простотой в его выполнении. Практика показывает, что зачастую для достижения лучшей сцепки применяется флюс.

Схема автоматической сварки под флюсом.
Автоматическая сварка, выполняемая с применением таких технологий, является лучшей в своем роде, из-за чего очень часто используется в профессиональной промышленности. Такое действие еще называют электродуговой сваркой под флюсом, и его вполне можно отнести к механизированному способу выполнения процесса.
Специальная дуга для сварки расплавляется под действием очень высоких температур, из-за чего осуществляется ее горение, направленное на расстояние между материалом и торцом вещества. Сам же сварочный объект, представляющий собой проволоку, располагается в том же направлении, куда смотрит сварка. Для этого используется механизм, который, если поблизости нет автоматической сварки, заменяется примитивным полуавтоматическим изделием. Нагретая дуга расплавляет конкретный металл и вместе с ним флюс, который покрывает зону сварки эластичной пленкой, обеспечивающей отличную изоляцию от воздуха.
Преимущества и недостатки сварки под флюсом

Автоматическая сварка под флюсом швов стыковых соединений.
Особенность такого процесса состоит в том, что для его формирования необходимо затратить очень мало флюса. При осуществлении такой сварки можно существенно сэкономить на материале, причем качество изделия не пострадает. Это возможно благодаря специальной эффективной конструкции, обеспечивающей отличную тягу для сцепки даже самых твердых веществ. Здесь присутствует и такой фактор, как покрытие остаточного шва очень тонким слоем шлака, который защищает его от негативных внешних воздействий. По этой причине такой вариант широко применяется, к примеру, для сварки труб.
Помимо всего вышеперечисленного, здесь присутствуют следующие важные преимущества:
- Достаточно высокая производительность по сравнению со всеми остальными видами сварки.
- Потери электродного металла составляют менее 2%.
- Не образуются брызги.
- Зона сцепки отлично защищена от различных негативных воздействий.
- Практически не образуются оксиды.
- Шов материала приобретает мелкочешуйчатую структуру благодаря стабильному горению дуги на протяжении всего процесса.
- Нет смысла применять защитные приспособления, как при выполнении всех остальных действий, ведь здесь для сцепки применяется флюс.
- Металл охлаждается очень быстро, что способствует формированию устойчивых и равномерных элементов.
- Нет необходимости долго обучаться всему процессу.
- Субъективный фактор полностью отсутствует.

Комплекс для автоматической сварки.
На первый взгляд может показаться, что подобный процесс обладает только преимуществами. Но на деле сварочный автомат несет в себе определенные минусы, которые следует учитывать при выборе конечного способа. К ним относится:
- Дороговизна. Все без исключения материалы и их хранение обходятся недешево, сам процесс также сопряжен с достаточно высокими расходами. Поэтому применить его может далеко не каждый обыватель.
- Иногда очень трудно выбрать правильное положение материала и закрепить его. Происходит это из-за технологических особенностей процесса, которые зачастую приходится дополнительно изучать.
- Человек, совершающий весь процесс, нередко подвергается негативному воздействию, поэтому назвать безопасным этот вид работ никак нельзя.
- Для осуществления некоторых отдельных мероприятий необходимо специальное оборудование, находящееся лишь на крупных предприятиях.
Области применения автоматической сварки
Как уже неоднократно упоминалось выше, такой вид сварки может использоваться как в быту, так и при формировании аспектов профессиональной промышленности, к примеру, сварки труб. Помимо этого, он может применяться в следующих условиях:
- Цеховые и монтажные аспекты работы.
- Сцепка металлов, обладающих размерами 1,5-150 мм и больше.
- Сварка абсолютно всех видов металла и сплава. Можно даже соединить разнородные металлические изделия.
Инструменты для обеспечения автоматической сварки

Типичные режимы автоматической сварки под флюсом стыковых швов на флюсовой подушке без разделки кромок с обязательным зазором.
Сварочный автомат представляет собой изделие, с помощью которого осуществляются все этапы формирования качественной сварки. Существует большое количество всевозможных вариаций, отличающихся друг от друга техническими характеристиками и возможностями. В частности, присутствуют модели, умеющие поддерживать постоянство при подаче специальной проволоки. Такой вид машины для сварки является самым удобным и практичным, ведь с помощью него можно быстро сформировать однородную массу и осуществить сцепку элементов на профессиональном уровне, не прибегая к различным инструкциям.
Имеются также и несколько другие варианты, предлагающие автоматическое регулирование всех без исключения параметров. Некоторые могут отметить, что такие устройства являются лучшими в своем роде, ведь они оперативно отреагируют на любые изменения во время процесса и исправят их. Но профессионалы категорически не рекомендуют такую сварку для применения в бытовых целях. Все из-за наличия в агрегате сложных технических настроек. В частности, здесь присутствует большое количество разнообразных программ, каждую из которых необходимо настраивать для достижения нужного результата. Поэтому тем, кто сталкивается с таким устройством в первый раз, будет довольно тяжело освоить все его преимущества.
Сварочные головки любого элемента обладают так называемым восстановлением режима, которое происходит только в том случае, когда они вращаются равномерно, а длина дуги в указанном промежутке плавно изменяется. Сам процесс напрямую зависит от такого фактора, как плавление электродов, возникающего вследствие того, что дуга регулирует свои параметры самостоятельно.
Следовательно, увеличение необходимого зазора приводит к прямо пропорциональному повышению напряжения, а это, в свою очередь, способствует уменьшению силы тока, потребляемого для сварки.
И конечно же, за счет этих процессов постепенно уменьшается скорость, с которой плавятся электроды.

Схема комплектации поста для автоматической дуговой сварки под флюсом.
Автомат для сварки несет в себе еще одну интересную особенность: при уменьшении параметров дуги, в частности ее длины, сварочный ток и скорость плавления вещества увеличиваются. Конечно же, стандартный источник питания в таком случае не подойдет, поэтому есть смысл воспользоваться тем элементом, у которого присутствует жесткая вольт-амперная характеристика.
Если же уменьшить скорость подачи электродов, то сварочные головки, обладающие регулятором напряжения, действующим автоматически, нарушат длину дугового промежутка. Соответственно, тот уровень напряжения, который был задан изначально, все равно восстановится. Но в этом случае необходимо уже использовать те устройства, в которых вольт-амперная характеристика пропорционально уменьшается.
Следует отметить, что представленные агрегаты различаются не только своими характеристиками. Большую роль здесь играет настройка аппаратов, которая тоже существенно отличается. Если точнее, то потребителю приходится самостоятельно и в индивидуальном порядке регулировать такие параметры, как сварочный ток и напряжение на дуге.
В устройствах, скорость подачи на которых никогда не меняется, требуется подбирать оптимальное значение тока, пригодное для сварки всех без исключения изделий. Если же рассматривать уровень дугового напряжения, то он также настраивается опытным путем через изменение характеристик внешнего источника, от которого производится питание элемента.
Конструкция автоматических сварочных аппаратов
Любое устройство такого плана несет в себе определенную конструкцию, позволяющую размещать его в труднодоступных местах и обеспечить качественный процесс сварки. Раньше считалось, что каждый производитель волен выбирать именно тот типаж, который он считает нужным, но потом появились соответствующие нормы и правила, строго регулирующие этот процесс. Таким образом, появились соответствующие ГОСТы, в которых четко прописаны необходимые пункты.
Технология автоматической сварки под флюсом
Любому практикующему сварщику известно, что кислород оказывает негативное влияние на качество и долговечность шва. Попадая в сварочную ванну кислород способствует повышенному окислению и становится причиной трещин. Чтобы избавиться от этой проблемы существует множество способов: начиная от специальной обработки металла, заканчивая применением особых комплектующих, например, флюсов.

Один из наиболее популярных методов качественного соединения металлов — автоматическая сварка под слоем флюса. С ее помощью можно сварить такие непростые металлы, как медь, алюминий и нержавеющую сталь. Автоматическая сварка ускоряет и упрощает работу, а флюс выполняет защитную функцию. В этой статье мы кратко расскажем, что такое автоматическая дуговая сварка под флюсом и какова техника автоматической сварки под флюсом.
Общая информация
Автоматическая дуговая сварка под слоем флюса — это технология, суть которой ничем не отличается от классической дуговой сварки. Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Отличие автоматической сварки от любой другой заключается лишь в том, что большинство процессов выполняется не вручную, а с помощью специальных станков. Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.
Область применения
Автоматическая наплавка под флюсом применяется во многих сферах. С ее помощью можно организовать быстрое крупносерийное производство, в том числе конвейерное. По этой причине данная технология незаменима при сборке кораблей, производстве крупногабаритных труб и емкостей для нефтеперерабатывающей отрасли. Автоматическая сварка обеспечивает высокое качество швов, поэтому завоевала свое уважение в таких ответственных отраслях.
Роль флюса
С автоматической сваркой все ясно. А вот что насчет флюса? Что это такое?

Флюс — это специальное вещество (может выпускаться в виде порошка, гранул, паст и жидкостей), обладающее положительными свойствами. Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Виды применяемых флюсов
Перед тем, как провести сварку под флюсом, неплохо было бы узнать, какие вообще бывать разновидности. Прежде всего, всю флюсы делятся по назначению. Они могут быть для сварки углеродистых и легированных сталей, для высоколегированных сталей и для цветных металлов. Это первое, на что стоит обратить внимание перед покупкой флюса.

Также флюсы могут быть плавлеными или керамическими. Их отличие в составе. В большинстве случаев используется именно плавленый флюс, поскольку он относительно универсальный и стоит недорого. С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
Также флюсы могут быть химически активными и химически пассивными. Активный флюс содержит в составе кислоты, способные не только защитить металл при сварке, но и привести к коррозии. Так что тщательно удаляйте флюс после работы. Пассивные флюсы в автоматической сварке не применяются, поскольку не обладают достаточными для этого свойствами. Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Кстати, о производителях. Это давний спор всех начинающих и опытных сварщиков. Кто-то считает, что отечественные компании производят недорогой и эффективный флюс, а кто-то всеми руками за импортные комплектующие. Мы не будем однозначно говорить, что лучше, скажем лишь то, что на практике и отечественные, и импортные флюсы показывают себя хорошо, если соблюдена технология сварки.
Достоинства и недостатки
У автоматической сварки с применением флюса есть много плюсов. Ее главное достоинство — возможность полной автоматизации процесса сварки. От сварщика не нужно даже уметь варить, достаточно знать, как настроить оборудование. Также такой метод сварки гарантирует отличное качество сварочных соединений, поскольку отсутствует человеческий фактор.

У технологии сварки деталей автоматической наплавкой под слоем флюса есть и недостатки. Во-первых, вы сможете варить только нижний швы. Также детали должны быть очень точно подогнаны, ведь машина формирует шов в четко заданном месте, и любая ошибка при стыковке приведет к браку. Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Учтите, что у вас не получится сварить металл на весу. Деталь нужно будет зафиксировать на горизонтальной поверхности и предварительно проварить корень сварного соединения. Еще один существенный недостаток — большая стоимость как оборудования для автоматической сварки, так и комплектующих.
Теперь, когда вам все известно, пора узнать, какова технология автоматической сварки под флюсом.
Технология сварки
Прежде всего, перед сваркой необходимо подготовить металл. Для каждого металла подготовка своя, но мы дадим общие рекомендации. Нужно очистить деталь от грязи, краски и коррозии. Затем нужна тщательная зачистка поверхности с помощью металлической щетки или шлифовального круга. Только после подготовительных операций можно приступать к сварке.
Технология сварки под флюсом проста за счет того, что многие процессы выполняет не человек, а машина. Мастеру не нужна зажигать дугу, следить за ее стабильностью, выбирать скорость подачи проволоки и так далее. Все, что от вас требуется — правильно настроить режимы сварки под флюсом. По сути, задать машине программу действий. Ниже таблица с перечислением режимов автоматической сварки под флюсом.

Это режимы автоматической сварки под флюсом для стыковых соединений. Естественно, существуют и другие типы соединений, поэтому для них нужно произвести расчет режимов сварки. Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
При работе также используется специальная присадочная проволока для сварки под флюсом. Ее подача тоже автоматизирована, нужно лишь загрузить бобину в подающий механизм. Рекомендуем приобретать проволоку, изготовленную из того же металла, что и деталь.
Теперь немного о флюсе. Он тоже подается автоматически, только предварительно его нужно насыпать в специальный резервуар. Толщина слоя флюса зависит от толщины свариваемого металла. Чем металл толще, тем больше нужно флюса.
У вас может возникнуть закономерный вопрос: а плавится ли флюс? И влияет ли он на структуру шва? Да, конечно флюс плавится под действием температуры. Но при этом он никак не нарушает структура шва, а лишь улучшает ее. Но при этом застывший флюс превращается в шлак, который после сварки нужно удалить. Остатки неиспользованного флюса можно использовать повторно.
Подобная технология применения флюса при автоматической сварке позволяет существенно увеличить скорость работ, при этом не потеряв в качестве.
Вместо заключения
Теперь вам известна автоматическая сварка с флюсом и что это такое. Конечно, помимо автоматической сварки есть еще ручная сварка под флюсом, полуавтоматическая сварка под флюсом и механизированная сварка под флюсом. Но в рамках одной статьи не раскроешь всех нюансов этих видов сварки, поэтому мы рассказываем вам о них постепенно. Статьи на эти, и многие другие темы вы сможете найти на нашем сайте. Делитесь в комментариях своим мнением и опытом. Мастера могут рассказать свои секреты применения флюса при автоматической сварке и поделиться знаниями. Желаем удачи!
Читайте также: