Шпильки для конденсаторной сварки чертеж
Обновлено: 18.05.2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШПИЛЬКИ И КЕРАМИЧЕСКИЕ КОЛЬЦА ДЛЯ СВАРКИ
Studs and ceramic ferrules for stud welding
* По данным официального сайта Росстандарта
ОКС 21.060.10;25.160.10, здесь и далее. -
Примечание изготовителя базы данных.
Дата введения 2015-01-01
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Научно-производственный центр мостов" (ООО "НПЦ мостов") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 13918:2008* "Сварка - Шпильки и керамические кольца для сварки шпилек" ("Welding - Studs and ceramic ferrules for arc stud welding") путем изменения его структуры и внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Сравнение структуры настоящего стандарта со структурой международного стандарта приведено в дополнительном приложении ДД.
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в приложении ДГ
5 ВВЕДЕН ВПЕРВЫЕ
Введение
В настоящий стандарт включены следующие дополнительные по отношению к требованиям международного стандарта ИСО 13918:2008 требования, отражающие потребности национальной экономики Российской Федерации и особенности изложения национальных стандартов Российской Федерации (в соответствии с ГОСТ Р 1.5-2004), а именно: изменен порядок изложения разделов стандарта и приведены:
- нормативные ссылки на национальные стандарты;
- конструктивные требования к головке шпилек типа SD;
- требования по хладостойкости для шпилек типа SD, эксплуатируемых в умеренно холодных климатических условиях и (или) под воздействием динамических нагрузок;
-требования к защитным покрытиям шпилек;
- требования к керамическим кольцам;
- правила приемки шпилек и керамических колец;
- методы контроля шпилек и керамических колец;
- маркировка упаковки шпилек и керамических колец;
- правила оформления документов о качестве шпилек и керамических колец.
Указанные дополнительные требования включены в разделы 2, 3, 5, 6, 7, 9, 11, 12, 14 и приложение ДА настоящего стандарта на основании требований ГОСТ Р 1.5 к содержанию стандартов на продукцию, при этом модифицированные разделы выделены вертикальной полужирной линией, расположенной слева от измененного текста*, замененный текст приведен в приложении ДБ.
* В электронной версии документа дополнительные требования, упомянутые выше, выделены тонкой вертикальной линией слева от измененного текста. - Примечание изготовителя базы данных.
В настоящий стандарт не включены положения:
- 7.2.1 примененного международного стандарта, которые преждевременно применять в национальной стандартизации в связи с тем, что директивы ЕС не используются в национальном законодательстве РФ;
- 7.2.3, которые нецелесообразно применять в национальной стандартизации в связи с тем, что они допускают неконтролируемое потребителем уменьшение объема приемочных испытаний.
Текст, не включенный в стандарт, приведен в приложении ДВ.
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в приложении ДГ.
Сравнение структуры национального стандарта и стандарта ИСО 13918 приведено в приложении ДД.
1 Область применения
Настоящий стандарт распространяется на металлические привариваемые шпильки различного назначения и керамические кольца для их сварки и устанавливает:
- технические требования к шпилькам и керамическим кольцам для дуговой сварки шпилек;
- размеры, материалы, механические свойства, объемы и методы контроля и критерии оценки соответствия.
В таблице 1 приведена классификация шпилек и керамических колец по способам сварки и конструктивному исполнению, а также их обозначения, используемые в стандарте.
Таблица 1 - Типы шпилек и обозначения для шпилек и керамических колец
Обозначение керамического кольца
Дуговая приварка шпильки с защитой керамическим кольцом или защитным газом и с возбуждением дуги размыканием цепи
Шпилька с резьбой
Шпилька с резьбой с редуцированным стержнем
Шпилька без резьбы
Шпилька с внутренней резьбой
Конденсаторная приварка шпильки с возбуждением дуги размыканием цепи
Шпилька с резьбой с фланцем
Конденсаторная приварка шпильки с зажиганием дуги плавлением конца шпильки
При необходимости могут быть добавлены другие типы шпилек и керамических колец специального назначения.
2 Нормативные ссылки
В документе использованы ссылки на следующие стандарты. При ссылке на стандарты с указанием года его принятия используют только указанное издание. При ссылке на стандарт без указания года его принятия используют последнее издание этого документа (со всеми поправками).
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
ГОСТ Р ИСО 3506-1-2009 Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки
ГОСТ Р ИСО 3269-2009 Изделия крепежные. Приемочный контроль
ГОСТ Р ИСО 4042-2009 Изделия крепежные. Электролитические покрытия
ГОСТ Р ИСО 4759-1-2009 Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С
ГОСТ Р ИСО 6157-1-2009 Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения
ГОСТ 473.5-81 Изделия химически стойкие и термостойкие керамические. Метод определения термической стойкости
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 1535-2006 Прутки медные. Технические условия
ГОСТ 2060-2006 Прутки латунные. Технические условия
ГОСТ 2409-95 (ИСО 5077-88) Огнеупоры. Метод определения кажущейся плотности, открытой и общей пористости, водопоглощения
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 4071.1-94 (ИСО 10059-1-92) Изделия огнеупорные с общей пористостью менее 45%. Метод определения предела прочности при сжатии при комнатной температуре
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 8179-98 (ИСО 5022-79) Изделия огнеупорные. Отбор образцов и приемочные испытания
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18160-72 Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 30762-2001 Изделия огнеупорные. Методы измерений геометрических размеров, дефектов формы и поверхностей
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячно издаваемого информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется принять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 контролируемая партия: Совокупность изделий одной производственной партии или ее части (одного вида, класса точности, класса прочности и размера, изготовленных из металла одной плавки в одинаковых условиях в одно время или последовательно), представленных изготовителем для приемки в одно время.
3.2 производственная партия: Совокупность изделий с одинаковым обозначением, включающим класс точности, класс прочности и размер, изготовленных из прутка, проволоки, стержня или плоского проката одной плавки, с применением одинаковых или подобных операций, выполняемых одновременно или последовательно, с одинаковой термической обработкой и (или) процессом нанесения покрытия, если таковое применяется.
1 Одинаковая термическая обработка или процесс нанесения покрытия означает:
- для непрерывных процессов - одинаковый цикл обработки без каких-либо изменений параметров процесса;
- для прерывистых процессов - одинаковый цикл обработки для последовательных одинаковых загрузок (партий).
2 Производственная партия может быть разделена на ряд партий запуска для проведения обработки, а затем снова собрана в ту же производственную партию.
3.3 опытно-промышленная партия: Партия продукции, изготовленная на промышленном оборудовании для проверки ее соответствия стандартам с целью принятия решения о возможности постановки продукции на производство и использования этой партии по назначению.
Шпильки для конденсаторной сварки чертеж
конденсаторная сварка CD: сварочное оборудование, оборудование для приварки крепежа
профессиональная приварка крепежа
Конденсаторная сварка: Приварной крепеж для конденсаторной сварки | С варочное оборудование для конденсаторной сварки
Заклепки вытяжные, гаечные (резьбовые).

Заклепочники для вытяжных, гаечных (резьбовых) заклепок.


Каталог приварного крепежа



для конденсаторной сварки

Аппараты конденсаторной сварки HBS - CD 1101 | CD 1501 | CD 2301 | CD 3101 имеют:
- Высокий уровень безопасности и надежности;
- Аппараты конденсаторной сварки просты в эксплуатации ;
- Простое управление всеми функциями с помощью дисплея и LED-индикаторов;
- Для использования с критическим напряжением питания (-25% +20%);
- Непрерывное регулирование напряжения (зарядка через устройство накопления величины заряда);
- Терморегуляция с автоматической защитой от перегрева;

C варочные аппараты HBS
Сварочные пистолеты HBS для конденсаторной приварки крепежа CD
Приварочные пистолеты HBS для конденсаторной сварки CD удобны в работе, легкие и компактные. Корпуса сварочных пистолетов, изготовлены из удароустойчивых полимеров. Быстросменный зажим для фиксации приварного крепежа, самостоятельный выбор длины метизов. Регулировка пружины накатной головки. Различные приспособления и аксессуары.
Сварочный пистолет С08 HBS предназначен для конденсаторной сварки метизов из металлов и сплавов, за исключением алюминия. Особенно рекомендуется для приварки крепежа из малоуглеродистых и нержавеющих сталей. Предназначены для приварки шпилек, приварных втулок, приварных контактов заземления (лепестков заземления).
Сварочный пистолет СА08 HBS то же, что и пистолет С08 , плюс дополнительно осуществляет конденсаторную сварку крепежа из алюминия. Имеет регулировку подъема метиза и усилия пружины. Устройство блокировки подъема.
Сварочный пистолет СI03 HBS специально предназначен для конденсаторной сварки изоляционных гвоздей с широкой шляпкой.
Сварочные пистолеты HBS описание:
приварочный пистолет C 08 | приварочный пистолет CA 08 | приварочный пистолет CI 03
Краткое описание пистолета HBS С08
А ппараты конденсаторной сварки
NOMARK 65, NOMARK 66, NOMARK 88, NOMARK 90, NOMARK 99 , NOMARK 8
Бельгийская компания THOMAS WELDING STEMS производит для конденсаторной сварки профессиональные сварочные аппараты NOMARK конденсаторного типа CD (Capacitor Discharge) с непрерывным циклом работы, для приварки различных типов крепежных элементов методом конденсаторного разряда CD .
Сертификат соответствия ГОСТ на приварное оборудования THOMAS WELDING на аппараты конденсаторной сварки NOMARK на 2010-2013 г.

C варочные аппараты THOMAS
Технические данные аппарат ов конденсаторной сварки NOMARK

приварочный пистолет G1 THOMAS
Сварочный пистолет G1 для приварки крепежа
Приварочный пистолет G1 THOMAS Welding Systems с системой предварительного подъема метиза, легкий, надежный и крепкий, обладает эргономичным дизайном. Установочный пистолет G1 имеет настройку усилия пружины для регулировки скорости погружения метиза в расплав. Это позволяет использовать данный сварочный пистолет, как для быстрых сварок алюминиевых приварных метизов, так и для медленной приварки стальных шпилек, втулок и изоляционных гвоздей. Стандартные три опоры позволяют приваривать крепеж до 40мм длиной, в случае более длинных шпилек необходимо использовать удлиненные опоры. Специальные адаптеры позволяют сделать приварочный пистолет G 1 взаимозаменяемым с большинством цанг для технологии конденсаторной приварки метизов.
конденсаторная сварка - аппараты конденсаторной сварки - пистолеты конденсаторной сварки - конденсаторная сварка крепежа - сварочные аппараты
приварное оборудование - приварочные пистолеты - приварочные аппараты - сварочные пистолеты - приварочное оборудование - оборудование для приварки
Гост На Конденсаторную Сварку - Приварку Метизов
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.

в целом неплохо. Правда непонятно зачем было прикладывать давление к внутренним листам с обоих сторон. Там ведь компенсируется давление, в сумме будет ноль..)) Также из расчёта можно было выкинуть жёсткую плиту и просто закрепить за нижние швеллеры. Ещё для точности (без потери скорости счёта) я бы советовал исп-ть толстые оболочки вместо тонких и юзать решатель Intel Direct Sparce. Он также поддерживает контакты шеллы+бимы и быстрее чем Direct Sparce, т.к. поддерживает многоядерность. Но это мелочи. В принципе на них можно забить и на правильность результатов они не сильно влияют (или вообще не влияют) А вот что ниже уже серьёзней. обратил внимание, что возникают очень большие, причём несимметричные напряжения и перемещения (для симметричной конструкции с симметричными нагрузками отн-но двух плоскостей). ЧАстично большие напряжения можно объяснить тем, что оффсет оболочки определён как Middle. А надо вытянуть оболочку во внутрь. Но основная проблема ИМХО в том, что вы не определили контакты для вертикальных швеллеров (с одной стороны бочки вообще нету контактов). Наверно отсюда все и проблемы, потому что Солид редко определяет такие контакты автоматом Вообще, тут смело можно отрезать четверть всей конструкции и посчитать с симметрией. Но этот момент можно пока оставить, чтоб не нагромождать себе задачу..)) тем более что её размерность итак невысока и незачем бежать экономить сетку. Также тела оболочек лучше моделировать с помощью инструментария поверхностного моделирования в СВ. Если исходная конструкторская модель была сделана списком вырезом с функц-лом листового металла, то можно создать конфиг для расчёта и дорисовать. Тем более что поверхностями тут элементарно вытянуть за пару минут можно..))


Добрый день. 1 Про порядок оформления документов смотрите. В общем на ВО согласно гост 2.119 п. 5.2.4; на МЧ согласно гост 2.109 п. 5.6; на ГЧ нет таблиц, но если очень нужно, то тоже через перечень на поле чертежа. Кстати обратите внимание что ВО в рабочую КД не входит, т.к. относится к проектной стадии разработки изделия. 2 Если спецификация внесена в СБ (при условии соблюдения ГОСТ Р 2.106 п. 4.2.19), то наименование и код документа должны быть как у спецификации (т.е. без СБ и Сборочного чертежа) 3 Про Размеры для справок.
Приварной крепеж из Стали, Алюминия, Латуни, Нержавеющей стали
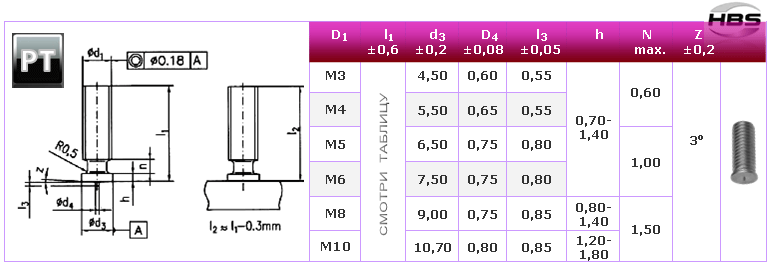
Приварная шпилька резьбовая PT
Шпилька приварная резьбовая соответствует стандарту DIN EN ISO 13918
П риварная шпилька резьбовая
Приварная шпилька резьбовая
алюминий ( AlMg 3)

приварная шпильк a резьбовая стальная омедненная
приварная шпилька резьбовая нержавеющая
приварная шпилька резьбовая латунная
приварная шпилька резьбовая алюминиевая




приварная шпилька алюминиевая





приварная шпилька - приварная шпилька резьбовая омедненная - приварная шпилька резьбовая алюминиевая - приварная шпилька резьбовая нержавеющая
приварная шпилька резьбовая латунная - шпильки приварные резьбовые - приварка шпилек резьбовых - резьбовые шпильки для конденсаторной приварки
Что такое конденсаторная сварка CD

Что такое конденсаторная сварка?
Что означает аббревиатура CD?
Какие метизы я смогу приварить при помощи этой сварки?
Прежде всего давайте разберёмся в самой технологии конденсаторной сварки.
CD — этими буквами обозначается собственно её принцип — Capacitor Discharge (разряд конденсатора). Этот разряд берётся из накопителя энергии — конденсатора (блока питания). Конденсатор выглядит как обычный сварочный аппарат. Он заключен в надёжный корпус вместе с остальной вспомогательной электроникой. Как правило в комплекте имеет и сварочный пистолет с цангой-наконечником.

При сварке требуемая энергия берётся из ранее заряженного конденсатора. Эта энергия передается через тиристор и трансформатор. Время зарядки такого аппарата обычно составляет от 0,5 до 2 секунд, а время самой сварки от 1 до 3 миллисекунд. Это очень быстро. Такое чрезвычайно быстрое повышение температуры в зоне сварки максимально нагревает металлы до того, как тепло может «раствориться». Это предотвращает избыточный нагрев других частей детали. Сразу после нескольких миллисекунд сварной шов закончен без нагревания окружающей области. Этот эффект отвечает за все преимущества и возможности приварки крепежа.
Рассмотрим принцип ближе на примере приварной шпильки типа PT.
Мы уже знаем, что процесс CD сварки работает по принципу накопленной энергии конденсатора, которая мгновенно разряжается системой оборудования через пистолет. Специальный наконечник в пистолете не только контролирует время передачи энергии, но и управляет траекторией, действует как пилотная дуга, передавая энергию между шпилькой и базовым материалом. Эта характеристика расплавляет металл на каждой поверхности (основание шпильки и рабочий металл), а затем пружинное давление от пистолета погружает шпильку в расплавленную рабочую зону.

Поскольку весь цикл сварки завершается в миллисекунды, базовым материалом может быть тонкий листовой металл. Принято считать, что толщина металла для данного вида сварки должна равняться 1\10 диаметра шпильки, но не менее 0,5 мм. Тем не менее, даже на металл толщиной всего полмиллиметра приварные шпильки, втулки, гайки, штифты и другой приварной крепёж сваривается без явных искажений, прожога или обесцвечивания этого тонкого металла. Даже с обратной стороны. Конденсаторная сварка также не запрещает производить монтаж крепежа на металл, даже если он покрыт пластиком с обратной стороны. Сварка конденсаторным разрядом также допускает сварку разнородных металлов, если они совместимы между собой.
Шутка ли, КПД сварочного шва составляет выше 90%. Таким образом, несмотря на относительно высокую стоимость сварочных CD аппаратов, сварка разрядом является очень экономичным способом сварки. Кроме того, аппарат для конденсаторной сварки обладает крайней мобильностью и требует наименьшей потребности в электросети. Комбинация этих факторов делает CD-сварку очень привлекательной как для бытовых нужд, так и для профессиональных производств.
Конечно, такое же внимание заслуживают и автоматизированые линии приварки крепежа, где омедненный, алюминиевый или нержавеющий приварной крепёж подаётся автоматически на рабочий стол. Будь это приварные втулки, шпильки или гайки.
Сварка разрядом CD и в частности приварка различных крепёжных элементов это высокотехнологичный метод монтажа металл-металл. Многие сферы промышленности и обработки используют эту технологию. В данный момент конденсаторная сварка широко используется в таких отраслях как автомобилестроение, электротехническая продукция, медицина, судостроение, строительство зданий, мостов и сооружений, строительство транспортных средств, формование листового металла и декоративных металлических конструкций.

Подводя итог скажем — конденсаторная приварка крепежа это технология, которая в будущем будет только развиваться. Если в западных странах этот способ уже давно широко развит, то в России ему ещё предстоит обосноваться. Потому как нет альтернативы крепления резьбового метрического или дюймового крепежа на тонкий металл без сверления. А если учесть скорость и надёжность CD метода, то выбор, очевидно, рано или поздно будет сделан в этом направлении.
Остались вопросы? — Свяжитесь с нашими специалистами.
Нужно скрепить металл между собой без сварки? — перейдите в раздел Заклепки
Необходимо интегрировать резьбу в листовой металл? — это Запрессовочный крепёж
Читайте также: