Симистор для контактной сварки
Обновлено: 18.05.2024
Здравствуйте.
Нужна схема устройства описанного ниже. В схемотехнике я не силён поэтому прошу помочь.
Может кто-то знает где такие устройства продаются, тоже буду благодарен.
Устройство для включения мощного симистора на короткое время от 20ms до 100ms. Время включения должно регулироваться хотя бы с шагом 20ms. Ну а уж если будет возможность регулировать степень открытия тиристора это вообще будет супер.
polardima, а можно больше информации? Что будет комутировать симистор? В каких цепях-постоянных или переменных? нагрузка -активная, индуктивная или реактивная? Какой ток нагрузки? Делов том что симистор может просто не работать в некоторых случаях. К примеру в постоянных цепях.
Симистор предполагает установку в цепи переменного тока 50Гц, поэтому и шаг регулировки выбран 20ms, то есть в идеале шаг регулировки привязан периоду волны переменного тока. Сам симистор представляет силовой узел контактной сварки. Сварка происходит по внешнему импульсу, например от индукционного датчика. А вот где его поставить - до силового трансформатора или после него, я еще не решил, поэтому признателен за совет.
клик левой клавиши мышки по изображению увеличивает рисунок
За регулятор спасибо. Но основная задача, чтобы симистор(или два тиристора) включались по внешней команде на короткое время от 20ms и больше с шагом 20ms. По истечении этого времени симистор должен сам закрыться до поступления следующей команды.
Мда, как же более популярно обьяснить? Просто тяжело еще понять твой уровень знаний в электронике.
Чесно говоря немного не понимаю что именно ты хочеш получить от этого регулятора и для чего.
Как я понял из твоих предыдущих постов-тебе нужно получить регулировку сварочного тока для контактной(точечной) сварки ? То есть регулировать степень нагрева деталей в сжатом состоянии. Его(нагрев) можно регулировать временем подачи напряжения на электроды (напряжение фиксированное). или наоборот- при заданном (фиксированном) времени менять напряжение.
Уровень знаний электроники оставляет желать лучшего, но в готовой схеме думаю, что разберусь. Основная задача регулировать время сварки в выше описанных пределах по команде от бесконтактного датчика. Приходит команда - симистор открывается на заданное время и закрывается - ожидание следующей команды.
Везде идёт только описание регуляторов, а тут нужен узел отвечающий за время или за количество периодов переменного тока, которые пропускает симистор.
Временный интервал который ты хочеш получить просто не реальный. Технически его получить конечно можно, но "овчинка выделки не стоит". Время 20 мс это один период сетевого напряжения, 100мс -5 периодов. Тоесть нужно следящее устройство которое будет отслеживать и считать периоды управляя симистором-схема на "цифре", помехозащищенность крайне низкая, для настройки нужны приборы(с которыми нужно еще и уметь работать).
Ну а уж если будет возможность регулировать степень открытия тиристора это вообще будет супер. - в схеме что я дал переменный резистор R1 как раз и регулирует степень открытия тиристора- изменяет выходное напряжение на трансе. Конечно не от 0 до Мах,но для твоих нужд хватит.
В разрыв цепи управления тиристора VS1 включи реле времени на диапазон 0-10 сек. Управление (включение) реле времени от любого датчика-педаль, оптика, индукционный
Спасибо, в общем-то вариант. Жаль конечно, что нет нечего готовенького и попроще, ну да ладно. Я тут ещё на тиристорные контакторы набрёл да и готовые блоки какие-то есть РКМ-501.
Совесть есть? Куда уж проще. Ну а то что самому собрать придется. В первом посте тебе хотя бы схему нужно было.
Уважаемый tig, я не хотел вас обидеть и очень благодарен вам за время уделённое моей проблеме. И схема о которой идет речь действительно не сложная, кстати как вы думаете можно ли туда ёмкостной датчик вставить для включения и отключения. Если что не так, я прям не знаю, извините тогда что-ли.
Вообще то я в начале поста прилепил смеющийся смайлик, что бы подчеркнуть что этот пост шутливый и никаких обид нет.
Как прилепить емкостный датчик не знаю, да и на мой взгляд не стоит-чем проще и примитивнее схема, тем она надежнее.
Приеду из магазина, попробую скомпоновать схему, тогда выложу ее здесь.
Сварка идёт с периодом примерно 10Гц, поэтому думаю, что без бесконтактного датчика не обойтись, так как именно он должен задавать начало сварки.
Сварка идёт с периодом примерно 10Гц,
Чет я от жизни отстал и ни хрена не понимаю.. Как понимать это?
"Герц (обозначение: Гц, Hz) — единица измерения частоты периодических процессов (например, колебаний).
1 Гц означает одно исполнение (реализацию) такого процесса за одну секунду: 1 Гц = 1/с.
10 Гц — десять исполнений такого процесса за одну секунду."
Взято здесь:
http://ru.wikipedia. иница_измерения)
Это что получается? Ты хочеш проводить 10 сварок в 1 сек? Или 1 сварку каждые 10 сек? Или пользуешся терминологией которой не владееш?
Давай сделаем так-ты подробно описываеш что именно ты хочеш варить, а я ТОЛЬКО тогда буду думать КАК это сделать. Иначе это будет просто не продуктивная трата Моего времени.
"Время-деньги", мое время-мои деньги.
50Герц = 50 перидов в 1000ms. Сварка идёт с частотой 10Герц = 5 периодов переменного тока на еденичный цикл сварки - от 1 до 3 периода идёт сварка и соответственно от 4 до 2 периодов идёт перерыв.
А теперь переведи этот бред собачий на нормальный язык. Ты хоть понимаеш что ты пишеш? Каким образом ты хочеш на обыкновенной точечной сварке, с ручной подачей делать 5 сварочных точек в секунду ? Откровенно говоря мне надоело догадыватся что тебе нужно.
Или обьясни на конкретном примере что ты хочеш варить или морочь голову в другом месте. На чипмейкере я смотрю вообще не захотели с тобой говорить.
Симистор BTA41-800B или точечная сварка — версия Плюс (продолжение — заводская плата)
Благодаря большому интересу к моему творчеству по созданию аппарата точечной сварки и поддержке обзоров читателями, я решил опубликовать еще один обзор. Данный обзор будет продолжением этого и этого. В этот раз основным рассматриваемым элементом будет управляющая плата, заказанная и изготовленная в Китае. Любителей поделок и интересующихся точечной сваркой приглашаю под кат.
Про сам симистор, являющийся ключом, который коммутирует первичную обмотку сварочного трансформатора, я более-менее подробно написал здесь. Там же было изготовление платы с помощью ЛУТ. Схема и код полученного решения описаны здесь.
Благодаря интересу читателей, я заказал платы в Китае, вместе с компонентами. И расскажу о том, что получилось в итоге. Надеюсь этим обзором облегчить труд тем, кто попросил меня изготовить данные платы и всем остальным, изготавливающим платы самостоятельно.
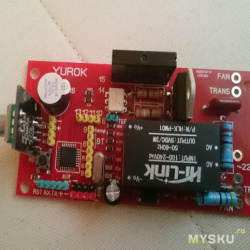
Платы пришли в вакуумной упаковке, в таком виде:
Качество плат вполне приличное:
Как видно я использовал панелирование, чтобы максимально использовать доступное пространство. Размер платы получился более компактным, чем ручной вариант, итог: 5 на 10 см.
Платы с небольшим усилием отламываются и получается две. Места отлома я подровнял Dremel-ем. Припаиваем элементы рассмотренные ранее:
Есть пара моментов, на первой плате одно отверстие оказалось закрыто металлизацией, пришлось его высверлить. Отверстия под ножки симистора получились чуть тоньше чем требовалось, пришлось взять сверлышко на 1 мм и доработать (видимо металлизация съела доли миллиметра). Получилось, на мой взгляд, вполне аккуратно. Стоит сравнить с этим:
Думаю разница есть.
Я специально силовые дорожки, идущие к трансформатору оставил без маски, чтобы их можно было усилить — залудив толстым слоем припоя (заказавшим по необходимости следует это проделать вместе с припайкой проводов).
Многие писали, что радиатор не нужен в данном применении — я оставил отверстие на плате для его крепления, желающие могут его посадить на теплопроводную пасту и закрепить на плате. Пример показан на самодельной плате, радиатор можно взять с неисправной материнской платы или видеокарты, либо отпилить (как я) кусок алюминиевого профиля.

Теперь про подключение элементов к плате:
В принципе, для тестовой сварки достаточно подключить сеть (220 Вольт), трансформатор и кнопку сварки. Подключение экрана позволяет видеть текущие режимы и энкодером настраивать параметры. SPI нужен для смены прошивки (в качестве программатора можно использовать Arduino со скетчем Arduino ISP или USBASP), которую при заливке загрузчика, также можно загружать через USB to Serial.
Термистор в текущей прошивке не используется.
Отверстия для проводов я сделал диаметром 2 мм, чтобы удобно можно было припаять достаточно толстый провод.
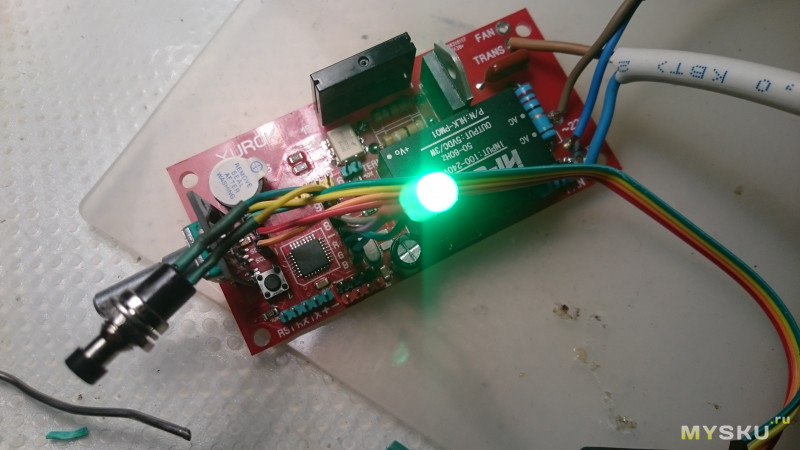
Каждую плату я тестирую, не припаивая а вставляя в отверстия с металлизацией провода, вот такая тестовая сборка:
При таком подключении проводов следует быть максимально аккуратным (а вообще лучше так не делать — 220 Вольт опасно для жизни!) Провода следует припаять и тестировать на диэлектрической поверхности, не дотрагиваясь до платы руками! Работу управления вентилятором тестировал перетыканием проводов лампы в соответствующие гнезда, конечно, предварительно выключал сетевое напряжение.
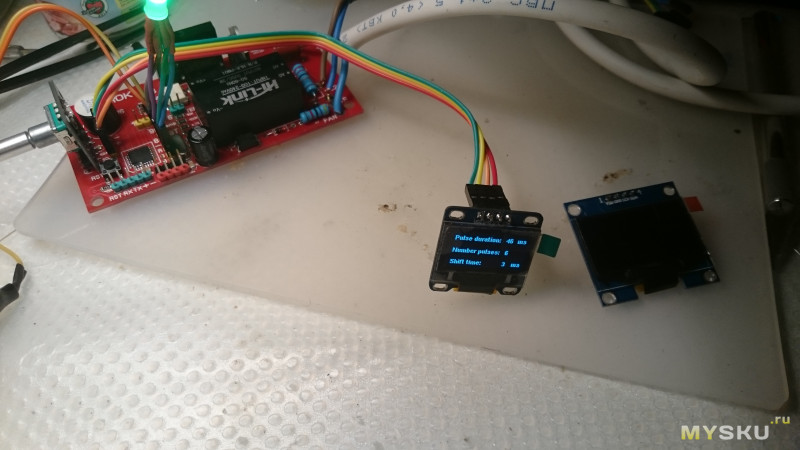
В прошлом обзоре, в комментариях, был вопрос насчет подключения OLED дисплея с диагональю 0.96", так вот он вообще не требует изменения прошивки:
К сожалению, быстро русифицировать устройство не получилось, но как я это сделаю — выложу новую прошивку. Но там всего несколько слов — думаю проблем при использовании быть не должно. Напомню:
— Pulse duration — продолжительность сварочного импульса в миллисекундах (следует понимать, что, в целом, продолжительность кратна 10 мс, но у нас есть смещение относительно начала положительной полуволны, поэтому регулируется миллисекундами.
— Number pulses — количество сварочных импульсов (скважность равна 2, коэффициент заполнения 1/2)
— Shift time — сдвиг относительно начала положительной полуволны в миллисекундах, для оптимальной работы трансформатора и еще по ряду причин (обо всем можно почитать в прошлых обзорах про мою конструкцию, в частности в комментариях), следует включать на пике синусоиды сетевого напряжения — у меня получилось 3 мс (вы можете экспериментировать с данным значением)
Переключение между настройками осуществляется коротким нажатием на энкодер. Изменение текущего параметра — вращением энкодера. Длительное нажатие приведет к сохранению выставленных параметров, при отключении питания и новом включении сохраненные параметры будут восстановлены.
Видео тестирования первой платы, как всегда, в качестве нагрузки выступила лампа накаливания 75 Вт:
В комментариях буду рад увидеть пожелания по улучшению прошивки, по мере появления времени я ее буду обновлять и выкладывать новые версии.
На текущий момент на все полученные платы уже есть заказчики, если будет интерес — закажу еще и вышлю всем желающим по мере изготовления (пишите в личку).
Спасибо всем кто прочитал этот демонстрационный обзор, надеюсь информация будет полезной, особенно тем, кто ожидает свои платы.
Контактная сварка для аккумуляторов 18650
Небольшая статья про самостоятельное изготовление аппарата для контактной сварки аккумуляторов (18650 и аналогичных). С помощью подобного устройства можно в домашних условиях и из подручных материалов сваривать и ремонтировать аккумуляторные батареи и сборки. Дешево, сердито и доступно каждому.

Приветствую всех!
Точечная сварка является разновидностью контактной сварки (источник).
Есть покупные варианты, тот же SUNKKO, но практически все варианты требуют доработки под свои материалы и нужны — увеличения тока, замены таймера и так далее. Проще самостоятельно изготовить вариант «под себя».
Преимущества — вы получаете заведомо функциональный вариант, с заложенными характеристиками. Какие вам нужны — такие и предусмотрите.
Базовые и проверенные варианты DIY строятся на базе мощного трансформатора (понижающего) и таймера с реле. Есть возможность сделать еще проще — просто электроды с питанием от автомобильного аккумулятора, но это не самый удобный вариант.
- высокий ток сварки (до 600. 900А);
- двойной импульс сварки;
- подстройка длительности импульса (доли секунды);
- питание платы без вспомогательного трансформатора;
- открытая прошивка (Arduino) и возможность корректировки кода.

Плату управления можно найти в сборе, так и отдельно (печатную плату). Для самостоятельного изготовления печатной платы (ЛУТ) прикрепляю файл dot_svarka.lay6.

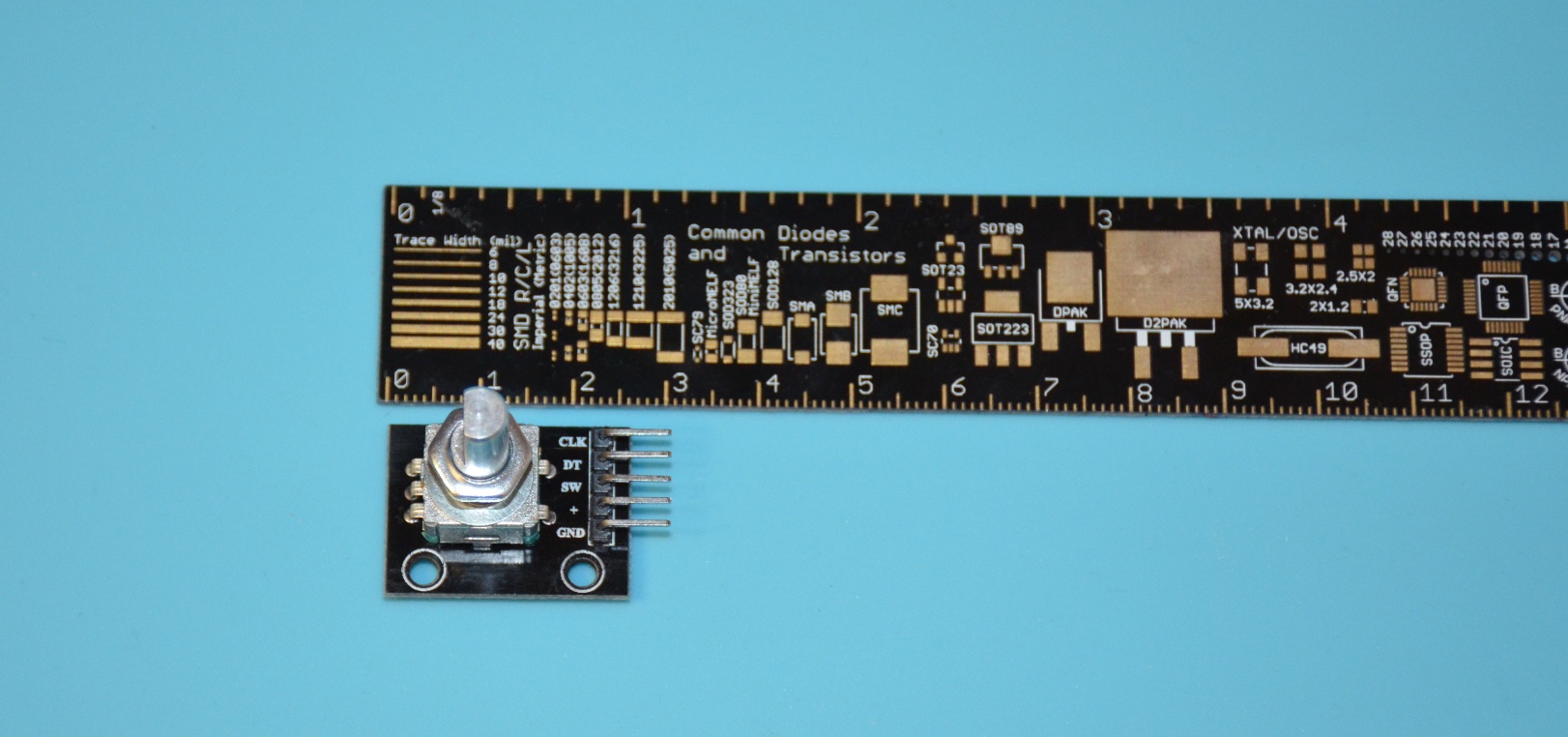
Дополнительно был куплен энкодер KY-040 для управления меню и внесения регулировок.
Для удобства был выбран OLED дисплей с диагональю 0,96" и шиной I2C (4pin). Этот вариант корректно работает с библиотеками Arduino, и внешне прилично выглядит. Можно использовать и другие варианты, при условии соответствующих правок.

Для подачи сигнала сварки используется кнопка или микропереключатель (концевик).
Подойдет и простая педалька, тут кому и что удобно. Это простое двухпроводное подключение.

Дополнительно потребуются провода, предохранители, вилка, коннекторы, вентилятор и так далее… Мелочевка, которую можно найти под рукой или в ближайшем радиомагазине. А у запасливого самодельщика должно быть в наличии.
Потребуются расходные материалы, например, никелевая лента для сварки элементов.

Есть неплохая модель 3D-печатной ручки для контактной сварки (Spot Welder Handle ZBU-4.2 w/button).

Сборка устройства не является затруднительной. Наиболее затратно для меня было найти хороший мощный понижающий трансформатор. Один из самых доступных вариантов — трансформатор от СВЧ-печи, вместо вторичной повышающей обмотки которого наматывается 1,5. 2 витка толстого медного провода (сечение 50. 70 кв. мм).
Сознательно не пишу про корпус устройства — никаких особых требований нет. Обычно используют корпуса для РЭА или от старых устройств. От себя могу порекомендовать экранировать корпус изнутри от помех импульса, а также предусмотреть вентилятор охлаждения трансформатора, который прилично нагревается при длительной работе.
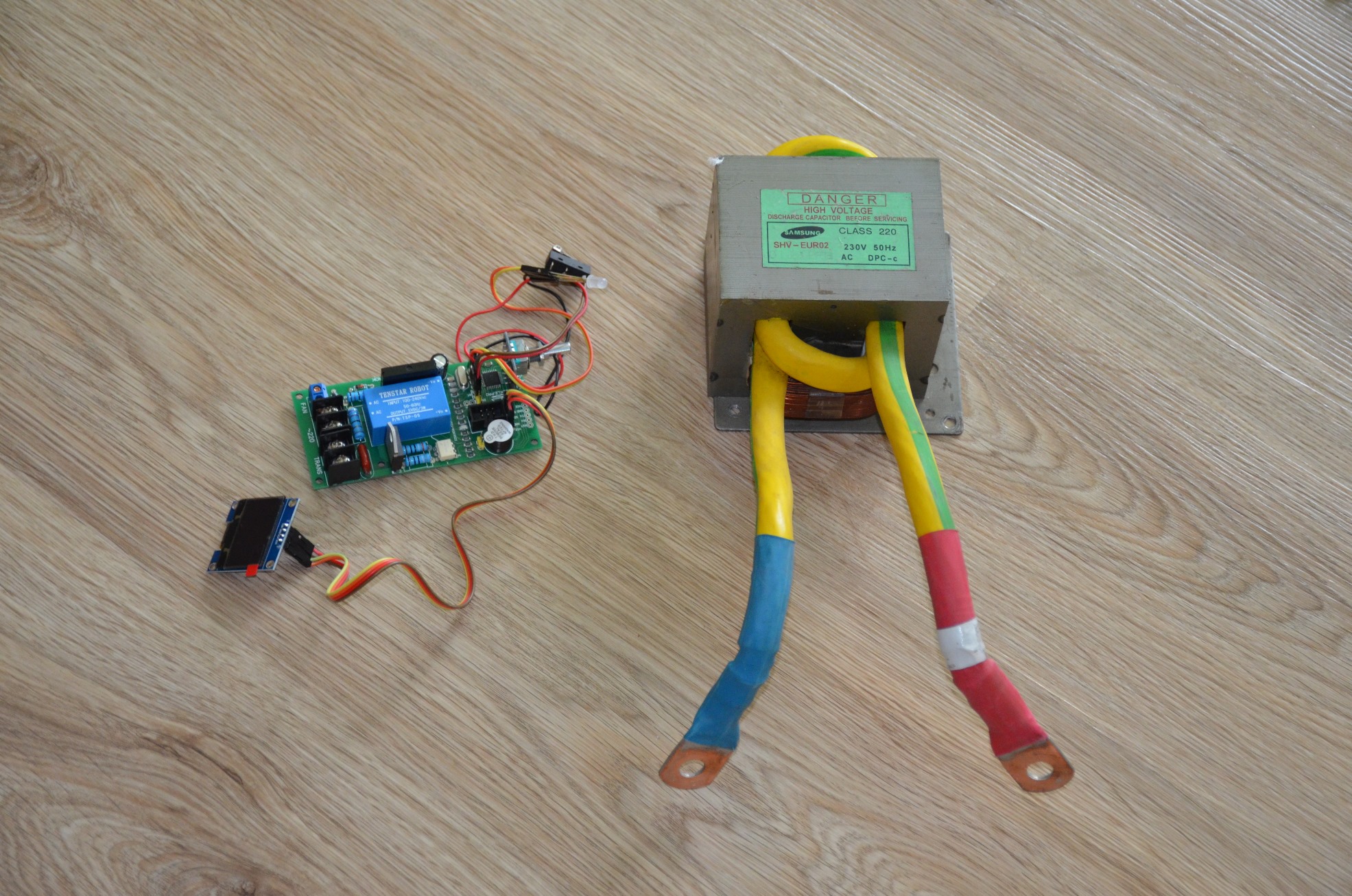
Схема платы сварки выглядит следующим образом.
После сборки лучше всего провести тесты и определить оптимальные значения длительности импульса. В моем случае использован медный провод 6 кв. мм в качестве электродов.

Двойной импульс проваривает хорошо, длительность подбираем в зависимости от толщины ленты. На отрыв держит не хуже заводской сварки.

Теперь можно без проблем собрать большую батарею для электровелосипеда, отремонтировать батарею для гироскутера и модернизировать шуруповерт.
Симистор BTA41-800B или точечная сварка - версия Плюс

На mysku.club уже были обзоры, посвященные созданию аппаратов для точечной сварки. Предмет очень дорогой при покупке в готовом виде, но часто очень нужный в хозяйстве для тех, кто любит что то поделать руками. Напомню, что этот аппарат позволяет легко приваривать контактные пластины к аккумуляторам, сваривать тонкие листы металла, варить стальную проволоку и тд. Под катом моя версия реализации данного агрегата. Читателей ожидают размышления, схемы, платы, программирование, конструирование (все элементы колхозинга) с множеством фото и видео…
Так как в обзоре будут использоваться многие детальки, то я по ходу обзора приведу на них ссылки, возможно сейчас есть эти же детали дешевле у других продавцов.
Предмет обзора приехал в жесткой пластиковой упаковке, в которой лежало 10 экземпляров симистора BTA41-800B.
Данный элемент нам требуется для включения и выключения в нужные моменты сварочного аппарата.
Максимальное обратное напряжение 800 В
Максимальное значение тока в открытом состоянии 40 А
Рабочая температура от -40 до 125 °C
Корпус TOP-3
Симистop (симметричный триодный тиристор) или триак (от англ. TRIAC — triode for alternating current) — полупроводниковый прибор, являющийся разновидностью тиристоров и используемый для коммутации в цепях переменного тока. Следует отметить, что симистop изобретён и запатентован был в СССР (в г. Саранске на заводе «Электровыпрямитель» в 1962-1963 г. ).
Блок схема этого элемента:
A1 и A2 — силовые электроды
G — управляющий электрод
В закрытом состоянии проводимость симистора отсутствует, нагрузка выключена. При подаче на управляющий электрод отпирающего сигнала между основными электродами симистора возникает проводимость, нагрузка оказывается включённой. Характерно, что симистор в открытом состоянии проводит ток в обоих направлениях.
Подробно характеристики BTA41-800B можно посмотреть в datasheet.
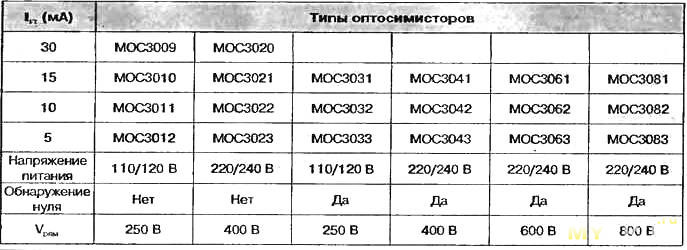
Для управления симистором обычно используются специальные симисторные оптроны (triac driver). Оптосимисторы принадлежат к классу оптронов и обеспечивают очень хорошую гальваническую развязку (порядка 7500 В) между управляющей цепью и нагрузкой. Эти радиоэлементы состоят из инфракрасного светодиода, соединенного посредством оптического канала с двунаправленным кремниевым симистором. Последний может быть дополнен отпирающей схемой, срабатывающей при переходе через нуль питающего напряжения.
.
В большинстве случаев предпочтительным является использование оптосимисторов с детекцией нуля, по целому ряду причин. Иногда (при резистивной нагрузке детекция нуля не важна. А иногда нужно включать нагрузку например на максимуме синусоиды сетевого напряжения, тогда приходится сооружать свою схему детеции и, конечно, использовать оптосимистор без детекции нуля.
Перейдем к нашему устройству. Так уж сложились звезды, что мне потребовалось заменить банки в паре аккумуляторов шуруповертов и в руки попала неисправная микроволновка… И в то же время, в голове давненько витала мысль о необходимости соорудить себе точечную сварку. И я решился на этот шаг.

Разобрал микроволновку (исходная мощность 1200 Вт), вынул все детали. Забегая вперед скажу, что нам потребуется часть проводов с клеммами, трансформатор и вентилятор. Остальное можно использовать в других устройствах (в комментариях можно поделиться своими соображениями на этот счет). Мои трансформатор с вентилятором и провода, выглядели так:
Необходимо сохранив первичную обмотку удалить вторичную, которая сделана более тонким проводом. Удалять можно разными способами, мне показалось более приемлемым спиливание дремелем выступающей части обмотки с последующим выбиванием остатков. Чтобы не повредить первичную обмотку, рекомендую вставить фанерку подходящей толщины между обмотками.
Далее необходимо намотать толстый провод вместо извлеченной вторичной обмотки. Я использовал вот такой многожильный провод сечением 70 мм2:
Старое его название ПВ3-70. Больших усилий намотка провода не требовала, получилось так:
Я купил 2 метра провода, думаю, можно было обойтись и одним метром.
Зачищаем концы:
Готовим паяльное оборудование (флюс лти-120, катушка 2мм припоя и газовая горелка надетая на баллон газа):
Наконечник лучше использовать из луженной меди под провод 70 мм (ТМЛ 70-12-13):
Обильно смачиваем флюсом внутренние поверхности наконечников и провода. Вставляем провод в наконечник подгибая непослушные проводки (не быстрая процедура), и греем горелкой подавая сбоку припой. Результат примерно такой:
Все ужасы закроем термоусадкой:
На мой провод отлично уселась вот такая:
На этой стадии уже можно подключить трансформатор к розетке проводом от микроволновки (он уже имеет клеммы для подключения) и даже попробовать сделать первую сварку, коммутируя нажатием на концы толстого провода, единственное, я рекомендую прикрутить какие-то медные детали, так как наконечники портить не желательно. Варить получится разве что какие-то толстые детали — так как возможности коммутации весьма ограничены.
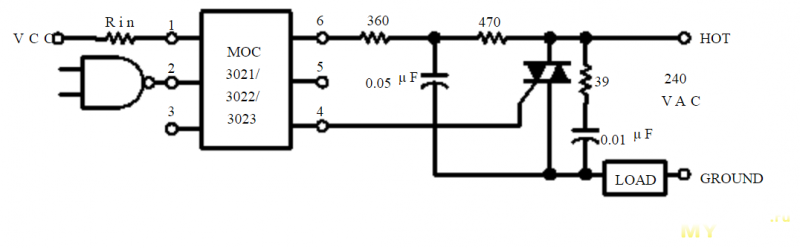
Перейдем к электрической части. Я уже говорил что коммутацию первичной обмотки решил делать симистором, осталось решить вопрос каким оптосимистором им управлять. Я решил делать схему распознавания нуля, поэтому выбрал вариант без детекции нуля, взяв MOC3021. Datasheet на эту микросхему. Типовое включение следующее:
Вентилятор от микроволновки я решил использовать для охлаждения трансформатора и платы. Так как он тоже на 220 В, то для его включения я решил использовать релюшку OMRON G3MB-202P, она компактная и хорошо справляется с маломощной нагрузкой.
Для управления логикой я решил использовать контроллер atmega328p в корпусе QFP32.
Блок питания нужен на 5 Вольт, я применил такой. Он рассчитан на 600 мА, чего вполне достаточно.
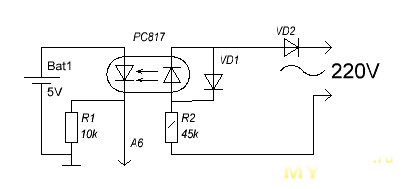
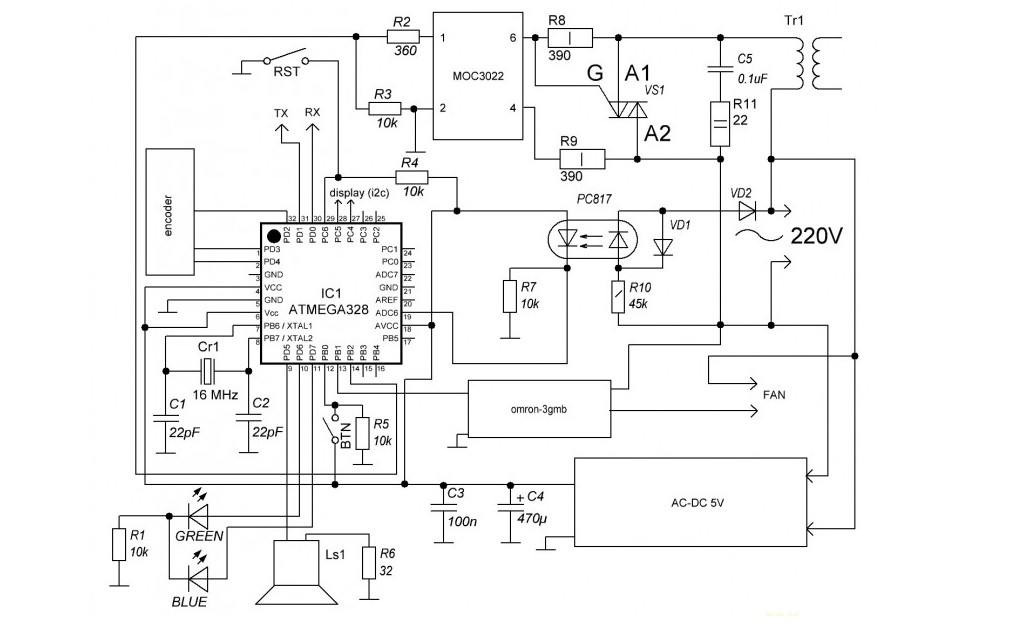
Основной фокус в данном деле это синхронизация с сетью 220 В. Нужно научиться включать нагрузку в момент когда сетевое напряжение имеет определенное значение. В итоге я пришел к такой схеме:
Особенности: VD1 — нужно выбирать быстрый диод (я взял MUR) — он нужен для шунтирования оптрона и избегания появления на нем обратного напряжения более 5 В, VD2 — подойдет любой выпрямительный (подойдет 1N4007 — он существенно снизит тепловую нагрузку на R2, убрав лишнюю полуволну), R2- следует взять мощностью 1-2 Вт (у меня под рукой не было и я поставил 2 резистора параллельно по 90 КОм на 1/4 Вт, температура оказалась приемлемой). А6 — это аналоговый вход контроллера, который использовал я для этих целей. R1 подтягивает вход контроллера к земле. В остальном схема довольно простая.
Нарисовал плату в программе Sprint Layout:
Изготавливаем плату ЛУТ-ом. После травления в хлорном железе:
После смывки тонера:
После лужения:
Вопреки привычной тактике, я сначала спаял силовую часть, чтобы ее отладить независимо от контроллера, на симистор решил приклеить радиатор, выпиленный из алюминиевого профиля:
Получилось так:
Убедился что все хорошо:
Схема слежения за нулем выдает вот такое:
Припаял остальные элементы:
Прошиваем загрузчик (благо я специально вывел пины SPI), и начинаем писать тестировать, исправлять, перепаивать…
Для отладки интенсивно использовался осциллограф, я использую на даче такой, дома конечно удобнее стационарный:
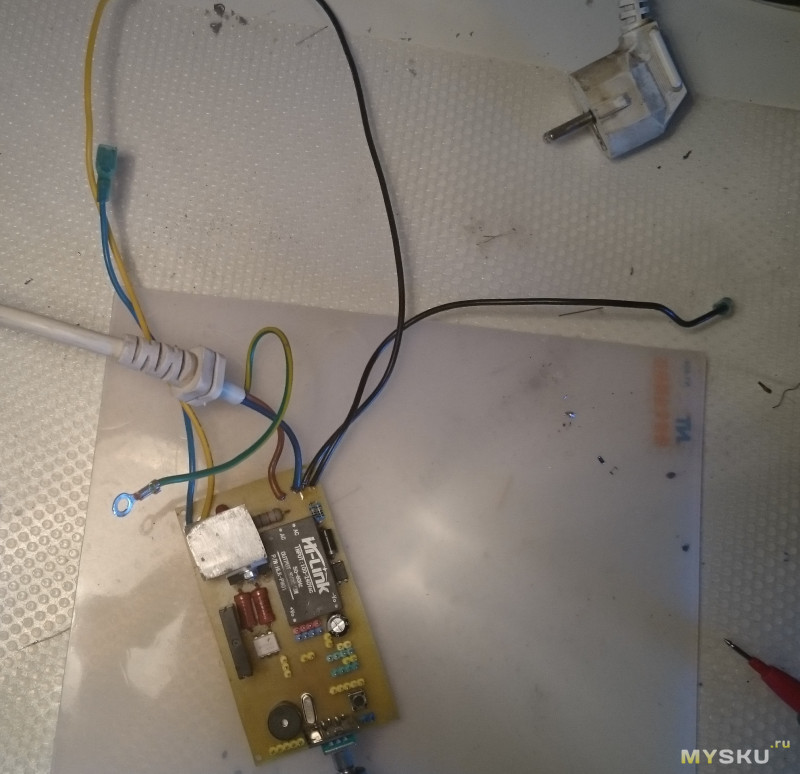
Теперь можно припаять провода для подключения нагрузки (трансформатора и вентилятора), я использовал провода с клеммами от той же микроволновки, в этот момент промелькнула мысль не перепутать бы их при сборке…
Для проверки подключил лампу накаливания вместо трансформатора, на этом этапе сварка выглядит так:
Сдвиг в 3 мс — дает вот такие управляющие импульсы:
А вот так выглядит то, что идет в нагрузку (масштаб сетевого напряжения специально взят иной):
И вот так при другой длительности:
Для визуализации я использовал светодиод трехцветный (использовал только 2: синий и зеленый), с общим катодом. Когда сварочник включен в сеть, горит зеленый свет, когда идет сварка синий. Также используется звуковая сигнализация с помощью вот такой пищалки, при нажатии кнопки сварки проигрывается одна мелодия, после другая.
Для визуализации процесса настройки, я использовал OLED дисплейчик с диагональю 1.3". Он компактный и хорошо виден из-за своей яркости — по моему оптимальное решение.
Стартовый экран выглядит так:
Рабочий режим так:
Как видно, можно задать три параметра: длительность сварочного импульса, количество импульсов и сдвиг относительно распознанного начала положительной полуволны.
Все параметры настраиваются энкодером KY-040. Я решил сделать такую логику: переключение режимов настройки осуществляется кратковременным нажатием энкодера, изменение текущего параметра в заданном диапазоне вращением энкодера, а чтобы сохранить текущие параметры нужно использовать длительное нажатие энкодера, тогда при загрузке будут именно они использоваться (значения по умолчанию).
Видео тестовой сварки с экранчиком и применением энкодера, в качестве нагрузки вместо трансформатора все та же лампочка 75 Вт:
Первый опыт сварки на жести от консервной банки, еще без корпуса:
Результатом я остался доволен.
Но нужен корпус. Корпус решил изготовить из дерева. Один мебельный щит из Леруа у меня был, второй купил. Прикинул расположение и напилил, навырезал (получилось не особо аккуратно, но меня как корпус для аппарата точечной сварки вполне устраивает:
Все управление решил сделать в передней части корпуса для удобства настройки в процессе работы:
Сзади предусмотрел отверстия для забора воздуха:
В качестве кнопки включения и предохранителя установил автомат на 10А.
Корпус покрасил черной краской:
Для защиты установил решетки на заднюю панель:
Немного про кнопку включения. Ее решил делать отдельно, причем, мне хотелось иметь два варианта кнопки: стационарный — для длительной работы и мобильный — для быстрой сварки. Соответственно требовался разъем, в качестве которого выступил стандартный разъем для питания (припаял к нему проводки и изолировал термоусадкой):
Стационарный вариант кнопки решил соорудить в виде педали:
К ней шел коротенький проводок, видимо предполагается ее присоединение к длинному. Разбираем:
Припаиваем ПВС 2х0.5:
В исходном кабеле шло три провода:
Нам черный не нужен.
Собираем все обратно. И припаиваем на другой конец провода штекер:
Мобильную версию изготовил совсем просто:
Экранчик и разъем для кнопки крепим в корпус:
Туда же крепим нашу плату:
Внутри довольно плотно:
Помните я писал о мысли про неперепутывание нагрузок… так вот я перепутал. OMRON G3MB-202P — отправился к праотцам, начав находится включенным независимо от управляющего сигнала… Во он:
Пришлось снимать стенку, потом плату и перепаивать релюху. Процесс сопровождался небольшим количеством нецензурных выражений. Причем плату до этого я уже покрыл защитным лаком в 2 слоя… Но не будем о грустном. Все получилось, прибор заработал.

Как известно, вращение вентилятора, особенно такого не маленького как в нашем случае, сопровождается вибрацией и нагрузкой на крепление, резьбовое соединение постепенно ослабевает и процесс усугубляется. Чтобы этого не происходило, я в своих поделках стараюсь пользоваться отечественным фиксатором резьбы Автомастергель от «Регион Спецтехно». Обзор этого замечательного геля я даже делал тут:
Данный фиксатор является анаэробным, то есть полимеризуется именно там где нужно — в плотной скрутке резьбы.

На дно корпуса прикрутил гламурные ножки:
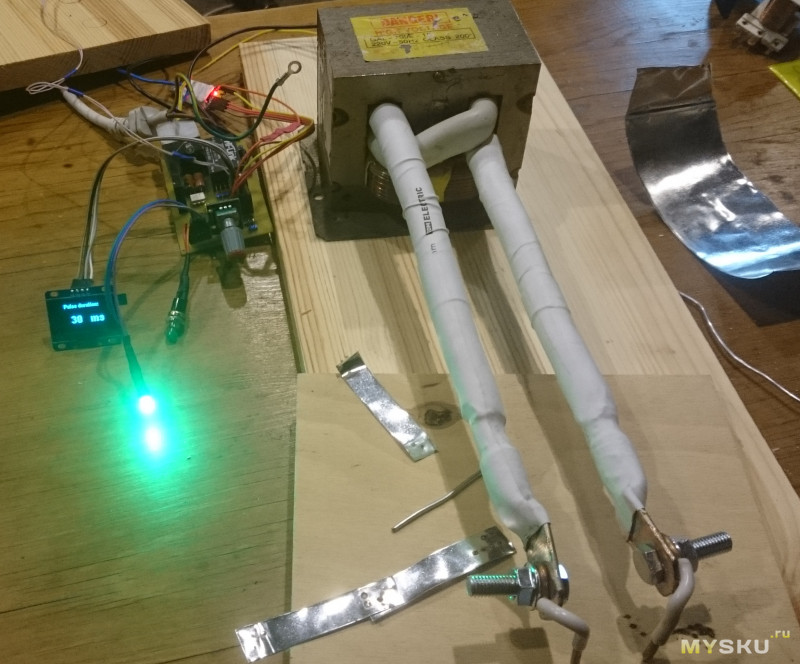
Тестовая сварка, принесла немало положительных эмоций:
В качестве электродов нужно использовать медные пластины, у меня их не было, сплющил трубку от кондиционера — вполне нормально.
Варилось вот это:
Итоговый вид агрегата:
Вид сзади:

Гвозди сваривает вполне нормально:
Немного измерений. Параметры дачной электросети:
Потребление холостого хода:
При включенном вентиляторе:
Из-за инерционности прибора и сварки короткими импульсами скорее всего прибор не может определить максимальную мощность, вот столько он показал:
Токовые клещи у меня не умеют показывать пик, то что удалось зафиксировать кнопкой:
В реальности я видел цифру в 400 А.
Напряжение на контактах:
Теперь полезное применение. У одного человека (привет ему :) ) Шуруповерт перезимовал на даче и весной или даже осенью был затоплен паводком. Жалобы были на очень короткое время работы акумов 1-2 шурупа и все… Вот такая картина вскрытия:
Акумы чувствовали себя явно не в порядке, позже это подтвердилось тестами:
На замену были заказаны новые банки. И после окончания работ со сварочником, самое время было их заменить:
Оторвать руками полоски у меня не вышло. Платка была отмыта провода тоже заменены::
Аккумулятор начал новую жизнь:
Видео сварки аккумуляторов:
Результат всегда стабилен, оптимальное время 34 мс, количество импульсов 1, сдвиг 3 мс.
Спасибо всем, кто дочитал этот огромный обзор до конца, надеюсь кому-то данная информация окажется полезной. всем крепких соединений и добра!
Читайте также: