Символы на сварочных аппаратах
Обновлено: 04.10.2024
Чтобы разобраться в том, какие бывают виды сварочных аппаратов, стоит знать, что оборудование делится на типы источников тока и способы совершаемой сварки. Напряжение из сети 220 В и 6-32 А не подходит для выполнения сварочного процесса, поэтому его нужно преобразовывать. Для этого разработаны следующие варианты.
Инверторы
Это оборудование, которое потребляет переменный ток из сети с частотой 50 Гц и изменяет его колебания до 100 кГц. Кроме этого напряжение дважды выпрямляется. В конечном итоге сварка ведется на постоянном токе 30-300 А с напряжением 50-80 В, что содействует ровным швам, глубокому провару, меньшему разбрызгиванию металла.
Для реализации процесса в схеме инвертора присутствуют:
- понижающий трансформатор;
- выпрямляющий блок (диодные мосты);
- плата с ключами;
- транзисторы;
- второй трансформатор.
От аппарата исходит два кабеля, один из которых подключается к изделию, а второй к держателю электрода. Преимуществами инвертора являются компактные габариты относительно других источников сварочного тока, малый вес 3-6 кг и тихая работа (приятный шелест электрической дуги).

Сварочный инвертор.
Сами инверторы делятся по типу используемых в них транзисторов.
Инверторы Mosfet
Сварочные аппараты этого типа обычно стоят дешевле за счет использования более простых по устройству инверторов Mosfet. Транзисторы были разработаны около 50 лет назад. Они надежны и хорошо преобразовывают ток для сварки черных металлов. Но весят они больше, чем аналоги. Еще для нормальной работы инвертора, таких транзисторов должно быть около 20 в электронной схеме (у моделей на 180 А). Такие виды сварочных аппаратов имеют защиту от перегрева, срабатывающую уже после достижения 60 градусов, поэтому модели отличаются низким ПВ в 30-40%. Свободная компоновка и крупные детали упрощают доступ мастера во время ремонта.

Сварочный инвертор с транзисторами Mosfet.
Инверторы IGBT
Это более современное поколение транзисторов, которое устанавливается в дорогие сварочные аппараты. Вес IGBT меньше аналогов и требуется их до 10 единиц в инверторах с мощностью 180 А. Все это содействует еще меньшим габаритам сварочного оборудования и снижению веса. Перегрев транзисторов IGBT срабатывает после 90 градусов, продлевая общее время использования аппарата. С одной стороны в такой схеме сварочного аппарата меньше деталей, но с другой стороны они очень мелкие и что-то заменить сложнее.

Инвертор с транзисторами IGBT.
Выпрямители
Среди других видов сварочных аппаратов для ручной сварки выделяются выпрямители, отличающееся относительной дешевизной и возможностью создания качественных швов. Они потребляют от сети ток 220 В и понижают его через трансформатор до 40-80 В, а силу увеличивают до 200-400 А, в зависимости от мощности модели. Далее напряжение проходит через диодный блок и выпрямляется. В конструкции есть элементы пуска и защиты.
Сварка ведется постоянным током. Оборудование надежное и долговечное. Есть версии для бытового и промышленного использования. Подходит для сварки черных и цветных металлов, чугуна. Главными минусами являются большой вес и крупные габариты. Когда ими варят, то остальная сеть сильно «просаживается», и другие приборы могут работать некорректно.

Сварочный выпрямитель.
Трансформаторы
Самым дешевым видом сварочных аппаратов выступают трансформаторы. Они состоят из двух обмоток: первичной и вторичной. Работают устройства по принципу магнитной индукции. Расстояние между обмотками содействует повышению или понижению силы тока. Сварка ведется на переменном напряжении. Аппараты подходят для соединения черных металлов. Они просты и надежны. Из минусов этого вида оборудования выделяются большой вес, сильный гул, высокое разбрызгивание металла и крупные габариты.

Сварочный трансформатор.



Сварочный трансформатор: схемы и модификации
Как уже упоминалось, помимо стандартного набора узлов сварочный аппарат может содержать и дополнительные компоненты, призванные улучшить его функционал и качество работы. Схемы дополняются:
- конденсаторами;
- тиристорными фазорегуляторами;
- дополнительными вторичными обмотками;
- импульсными стабилизаторами.
Помимо этого, нередко схема оборудования комплектуется дополнительным сопротивлением. Оно позволяет продолжить регулировку силы тока в тех случаях, когда разведение обмоток не может принести нужного результата. Это характерно для очень мощных моделей оборудования или в случаях работы с особо тонкими заготовками. Дополнительное сопротивление может представлять собой отдельный блок, оснащенный коннекторами для подключения к цепи или обычной пружиной, изготовленной из высокоуглеродистой стали. В любом случае через сопротивление следует пропустить ток, который идет от вторичной обмотки.
Виды сварочных аппаратов в зависимости от типа сварки
Рассмотрев, какие бывают сварочные аппараты по типу источника питания, перейдем к их разновидностям по режимам сварки.
Аппараты для ручной дуговой сварки ММА
Такие виды сварочных аппаратов построены на базе инверторов, трансформаторов или выпрямителей. Сварщик орудует держателем, на котором закрепляется плавящийся электрод. Металлический стержень замыкает дугу на изделии и служит присадочным материалом. Наружная обмазка, расплавляясь, создает газовое облако для защиты сварочной ванны от внешней среды.

Аппарат для ручной дуговой сварки — MMA.
Применение. Этим типом сварки можно соединять черные металлы. Если установить электроды с нержавеющим стержнем, то получится сваривать легированную сталь. Но скорость работы получается медленной, нужен достаточный опыт, чтобы получить качественное соединение, постоянно приходится контролировать длину дуги, поскольку электрод уменьшается.

Схема процесса электродуговой сварки.
Смотрите видео о сварочных аппаратах MMA:
Аппараты для полуавтоматической сварки MIG/MAG
Сварка МИГ/МАГ называется полуавтоматической, поскольку шов ведется при помощи горелки, но проволока внутри подается от специального механизма с катушки. Принцип действия похож на ММА, только вместо держателя предусмотрена компактная горелка. Металл соединяется за счет электрической дуги (кабель массы подключается к изделию, а «плюс» остается на проволоке).

Аппарат для полуавтоматической сварки — MIG/MAG.
Применение. Благодаря непрерывной подаче присадки можно создавать длинные, аккуратные швы. В сварочной ванне нет шлака, поэтому сварщику лучше ее контролировать. Защитой от внешней среды служит газ, подаваемый от баллона через сопло горелки. Такой вид сварки быстрый и позволяет соединять металл толщиной от 0.6 до 20.0 мм. В зависимости от типа устанавливаемой проволоки можно сваривать черный металл, нержавейку, алюминий. Но за собой требуется возить баллон. Еще при ветре и работе на улице сварочная ванна становится беззащитна (подаваемый газ сдувается).

Схема процесса полуавтоматической сварки.
Смотрите видео о сварочных полуавтоматах MIG/MAG:
Аппараты для аргонодуговой сварки TIG
Сварка ТИГ выполняется инверторами. Здесь тоже присутствует электрическая дуга, но она горит между изделием и неплавящимся вольфрамовым электродом. Последний бывает в диаметре 1.6-3.2 мм и затачивается в виде острого конуса. Это позволяет создавать узкие швы. Выполнять соединения можно как за счет только сплавляемых кромок, так и при помощи дополнительно подаваемой присадки свободной рукой сварщика. Сварочную ванну защищает аргон, выдуваемый из сопла горелки.

Сварочный аппарат аргонодуговой сварки.
Применение. При работе на постоянном токе можно сваривать черные металлы и нержавейку. Есть виды сварочных аппаратов с функцией AC/DC, предназначенные для сварки алюминия. Таким оборудованием получится варить очень аккуратно и экономно, но скорость метода значительно уступает полуавтомату.

Схема процесса аргонодуговой сварки.
Смотрите видео о сварочных аппаратах для аргонодуговой сварки:
Универсальные сварочные аппараты
Универсальные модели сварочных аппаратов комбинируют в себе сразу несколько режимов сварки.
Вот существующие варианты:
- ММА+МИГ. Модель способна варить покрытыми электродами и проволокой, подающейся с барабана. В первом случае это практично для резки электросваркой, а во втором для серийного выпуска деталей из листового металла или кузовного ремонта.
- МИГ+ТИГ. Полуавтомат с возможностью присоединения аргоновой горелки. Разрешает накладывать быстро швы на нержавейке и черном металле при помощи режима MIG, а также соединять алюминий, переключившись на TIG.
- ММА+ТИГ. Инвертор для сварки обычными электродами и вольфрамовыми стержнями. Практичен при чередовании сварки черных и цветных металлов там, где не требуется высокая скорость.
- 3 в 1. Самые универсальные аппараты, способные выполнять сварку в режимах ММА, TIG и MIG. Для этого на фронтальной панели предусмотрено несколько гнезд для присоединения соответствующих горелок. Такое оборудование приобретают для самых разносторонних задач.

Аппараты для точечной сварки
Аппараты для точечной сварки бывают в виде моделей с клещами для двухсторонней сварки или с пистолетом и обратным молотком для односторонней сварки. Первые применяются для сборки тонколистовых конструкций (ящики, двери, ворота, калитки).

Аппарат для точечной двухсторонней сварки.
Вторые используются при кузовном ремонте, когда требуется привариться к плоскости без доступа к обратной стороне. Есть ручные переносные модели с весом до 16 кг и стационарные станки контактной сварки. Толщина свариваемого металла варьирует от 3 до 9 мм.

Аппарат для точечной односторонней сварки.
Аппараты для плазменной сварки
Такие виды аппаратов используют электрическую дугу, горящую в сопле между катодом и анодом. Через нее пропускается сжатый воздух от компрессора, что и образует плазму. Замыкание массы на изделии позволяет перенести дугу и сделать из нее не дежурную, а режущую дугу. Если использовать присадочную проволоку, то этот метод подойдет для сваривания деталей.

Аппарат для плазменной сварки.
Смотрите видео о плазморезах:
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Расшифровка функций сварочного аппарата или инвертора
Сварочный аппарат (инвертор) давно стал популярным инструментом сварщика при производстве сварочных работ.
Разнообразие моделей на рынке часто ставит начинающих сварщиков в тупик с выбором аппарата, а профессионалы все больше обращают внимание на наличие современных функций, которые позволяют быстрее и качественнее выполнить сварочные работы.
Не редко встречаются вопросы, связанные с тем, что обозначает та или иная функция сварочного аппарата. Именно этому посвящена информация ниже.
Итак, расшифровка (обозначение) функций сварочного аппарата или инвертора:
ANTI STICK – «антизалипание». Решает распространённую проблему залипания электрода во время поджига дуги. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные параметры сварки.
ARC FORCE – «форсаж дуги». Данная функция дает возможность увеличения тока на короткий период в момент отрыва капли металла от электрода. Благодаря этому процесс переноса капель через дуговой промежуток становится равномерным и четким. Сама сварка становится более легкой для исполнения, тем самым упрощая создание, например, вертикальных швов.
ARC POWER – «мощность дуги». Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
AC WAVE – «настройка формы волны». Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – «отжиг проволоки». Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – «режим заварки кратера». Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FCAW (Flux Cored Arc Welding) – «сварка порошковой проволокой». Дает возможность осуществлять сварку с помощью порошковой проволоки без подачи защитного газа. Особенно актуально на открытом воздухе и высоте.
FLOW CONTRO L – «датчик потока». Регулирует систему потока жидкости. В случае, если в аппарате закончилась вода, он перестает работать, тем самым предотвращая перегревание/плавление горелки и сопутствующих кабелей.
FOCUS ARC – «сфокусированная дуга». При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
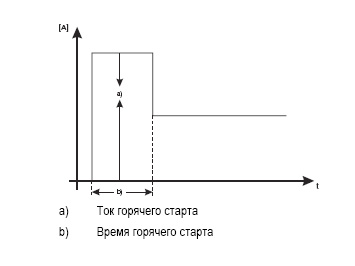
HOT START – «горячий старт». Особенно актуально для новичков, которые еще не освоили оптимальный алгоритм поджига дуги. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – «коррекция фактора мощности». Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.
SOFT SWITCH – «мягкая коммутация». Значительно уменьшает скачки сварочного тока, что повышает качество шва, стабильность поджига и всего сварочного процесса.
SWITCHABLE – «переключаемый». Дает возможность работы сварочного аппарата с разным сетевым напряжением.
VRD (Voltage Reduction Device) – «устройство снижения напряжения». Автоматически снижает напряжение до безопасного уровня во время холостого хода инвертора, т.е. когда аппарат включен, но сварка в этот момент не производится.
2 and 4 STEP WELDING – «2 и 4-х тактный режим сварки». Контроль над короткими и длинными сварочными швами соответственно.
При 2-х тактном режиме сварщик самостоятельно регулирует процесс нажатием в нужный момент кнопки на горелке. Отлично подойдет для сварки в труднодоступных местах, точечной сварки и «прихвата» металла.
При 4-х тактном режиме, наоборот, не требуется длительного удержания кнопки на горелке, что существенно облегчает сварку длинных швов.
Условное обозначение сварочного оборудования
Стандартное сварочное оборудование, которое изготавливалось в СССР и изготавливается сейчас предприятиями СНГ, чаще всего имеет условное обозначение согласно структуре, приведенной на рис. 1.

Рис. 1. Структура условного обозначения сварочного оборудования
Ниже приведено объяснение каждой позиции.
- Тип изделия (А — автомат, агрегат; В — выпрямитель; Г — генератор; П — преобразователь или полуавтомат; Т — трансформатор; У — установка).
- Вид сварки (Д — дуговая).
- Способ сварки или назначение, конструктивные или технологические возможности оборудования (Г — источник питания для сварки в среде защитных газов; полуавтоматы или автоматы для сварки в активных и любых защитных газах соответственно; И – полуавтоматы для сварки в инертных газах; У — полуавтоматы для сварки в инертных и активных газах, источники питания универсальные: О — полуавтоматы и автоматы для сварки без защиты дуги; Ф — полуавтоматы и автоматы для сварки под флюсом; ФГ — автоматы для сварки под флюсом и в защитных газах; Б — агрегаты с бензиновым приводным двигателем; Д — агрегаты с дизельным приводным двигателем; Ж — источники питания с жесткой внешней вольтамперной характеристикой; М — трансформаторы с механическим регулированием тока, многопостовый источник питания; Э — трансформаторы с электрическим регулированием тока; К — трансформаторы с конденсатором, который увеличивает коэффициент мощности).
- Конструктивные или технологические особенности оборудования (Ж — источники питания с жесткой внешней вольтамперной характеристикой; М — источники питания многопостовые; И — источники питания и полуавтоматы для импульсно-дуговой сварки; Ч — источники питания частотные).
- Сварочный ток (одна, две или три цифры — номинальный, в сотнях ампер для автоматов, полуавтоматов, трансформаторов для сварки под флюсом: в десятках ампер — для другого оборудования).
- Номер модификации или регистрационный (две цифры).
- Климатическое исполнение в соответствии с ГОСТ 15150-69 (У — для районов с умеренным климатом; УХЛ — для районов с умеренным холодным климатом).
- Категория размещения оборудования в соответствии с ГОСТ 15543.1-89 (1 — на открытом воздухе, 2 — при отсутствии влияния солнечного излучения и атмосферных осадков, 3 — в закрытом помещении, 4 — в помещениях, которые отапливаются (охлаждаются) и вентилируются, 5 — в помещении с повышенной влажностью). Отсутствие третьей буквы обозначает ручную дуговую сварку. Например, обозначение изделия ТДМ-317-1У2 расшифровывается как: Т — трансформатор; Д — для дуговой сварки; М — с механическим регулированием тока; 31 – на ток 315 A; 7 — номер регистрационный; 1 — номер модификации; У — климатическое исполнение для районов с умеренным климатом: 2 — категория размещения в закрытом помещении.
Изделие ВДГМ-1602У2: В — выпрямитель; Д — дуговая сварка; Г — в среде защитных газов; М — многопостовый; 160 — на номинальный ток 1600 А; 2 — регистрационный номер; У — климатическое исполнение; 2 — категория размещения.
Аппарат АДФГ-502У4: А — автомат; Д — дуговая сварка под флюсом и в защитных газах ФГ; 5 — на номинальный ток 500А; 02 — регистрационный номер; У — климатическое исполнение; 4 -категория размещения.
Оборудование, изготовленное в ИЭС им. Е.О. Патона НАН Украины, обозначается так: аппарат А-1416УХЛ4: А — автомат; 1416 — номер проекта; УХЛ4 — тип климатического исполнения и категория размещения. Изделие ПШ-125: П — полуавтомат; Ш — шланговый; 125 — регистрационный номер разработки и т.д.
Символы на сварочных аппаратах
ANTI STICK – «антизалипание». Решает распространённую проблему залипания электрода во время поджига дуги. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные параметры сварки.
ARC FORCE – «форсаж дуги». Данная функция дает возможность увеличения тока на короткий период в момент отрыва капли металла от электрода. Благодаря этому процесс переноса капель через дуговой промежуток становится равномерным и четким. Сама сварка становится более легкой для исполнения, тем самым упрощая создание, например, вертикальных швов.
ARC POWER – «мощность дуги». Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
AC WAVE – «настройка формы волны». Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – «отжиг проволоки». Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – «режим заварки кратера». Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FCAW (Flux Cored Arc Welding) – «сварка порошковой проволокой». Дает возможность осуществлять сварку с помощью порошковой проволоки без подачи защитного газа. Особенно актуально на открытом воздухе и высоте.
FLOW CONTROL – «датчик потока». Регулирует систему потока жидкости. В случае, если в аппарате закончилась вода, он перестает работать, тем самым предотвращая перегревание/плавление горелки и сопутствующих кабелей.
FOCUS ARC – «сфокусированная дуга». При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
HOT START – «горячий старт». Особенно актуально для новичков, которые еще не освоили оптимальный алгоритм поджига дуги. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – «коррекция фактора мощности». Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.
SOFT SWITCH – «мягкая коммутация». Значительно уменьшает скачки сварочного тока, что повышает качество шва, стабильность поджига и всего сварочного процесса.
SWITCHABLE – «переключаемый». Дает возможность работы сварочного аппарата с разным сетевым напряжением.
VRD (Voltage Reduction Device) – «устройство снижения напряжения». Автоматически снижает напряжение до безопасного уровня во время холостого хода инвертора, т.е. когда аппарат включен, но сварка в этот момент не производится.
2 and 4 STEP WELDING – «2 и 4-х тактный режим сварки». Контроль над короткими и длинными сварочными швами соответственно.
При 2-х тактном режиме сварщик самостоятельно регулирует процесс нажатием в нужный момент кнопки на горелке. Отлично подойдет для сварки в труднодоступных местах, точечной сварки и «прихвата» металла.
При 4-х тактном режиме, наоборот, не требуется длительного удержания кнопки на горелке, что существенно облегчает сварку длинных швов.
Читайте также: