Технология сварки коробчатых конструкций
Обновлено: 16.05.2024
Балки коробчатого сечения (рис. 36, а) сложнее в изготовлении, чем двутавровые, но они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Рис. 36. Изготовление балок коробчатого сечения: а - сечение балок; б - установка боковых стенок; в - сварка внутренних швов
Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П - образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
наклонным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Особенности производства балок коробчатого сечения рассмотрим на примере поточной линии (рис. 37). Все заготовительные операции выполняются вне линии, и на склад 11 поступают полностью обработанные заготовки. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок и стенок. В сварочном стенде 8 собирают поперечные стыки элементов балки и сваривают под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков элемент балки продвигается по рольгангу на участок рентгеновского контроля 7. Обычно рентгенографическому контролю подвергают все поперечные швы нижнего пояса, испытывающего напряжения растяжения, а швы остальных элементов контролируют выборочно. Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
систему козелков, размещенных параллельно друг другу на расстоянии 1,5. 2
м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами — «гребенку». Ее переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется постановкой боковых стенок, что необходимо иметь в виду при проектировании их раскроя. Сборку боковых стенок с «гребенкой» выполняют с помощью портальной самоходной установки 4, Для сварки диафрагм со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде СО 2.
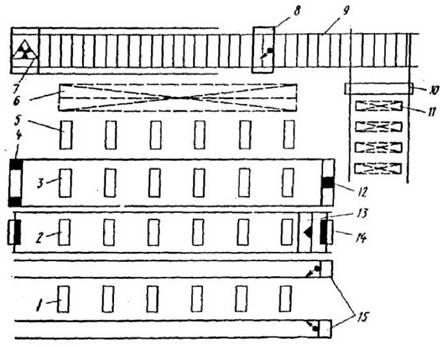
Сборка балки завершается на стенде 2, куда без кантовки передается мостовым краном собранная на стенде 3 балка открытого сечения. Перед постановкой нижнего пояса выправляют искривления верхних кромок боковых стенок, полученные в результате приварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, прогибают балку до полной выборки ее строительного подъема. Кромки вертикальных стенок оказываются растянутыми в упругой области, и искривления устраняются. Затем мостовым краном укладывают нижний пояс. С помощью самоходного портала 13, имеющего вертикальные пневмоцилиндры, пояс прижимают к балке и закрепляют его прихватками. После освобождения балки от закрепления строительный подъем восстанавливается. Далее балку передают на стенд / для сварки поясных швов наклоненным электродом. Вдоль стенда 1 по рельсовым направляющим перемещаются два сварочных автомата 15, выполняющих; под флюсом одновременно два поясных шва. Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Сварные элементы коробчатого сечения нашли применение в качестве стержней ферм железнодорожных мостов (рис. 38, а). В отличие от балок у них нет диафрагм, что затрудняет их сборку. Поэтому в серийном производстве для их сборки используют специальные кондукторы, фиксирующие детали по наружному контуру (рис. 38, б). Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости, угловых швов наклоненными электродами. Для этого используют, двухдуговые тракторы типа ТС-2ДУ.
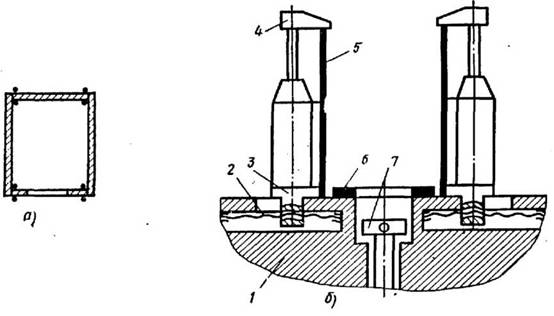
Рис. 38. Кондуктор для сборки стержней коробчатого сечения: а - сечение стержня; б - схема кондуктора
Газовая сварка листового материала, труб и ремонтная сварка
Детали из листового материала толщиной до 1 мм сваривают без присадочного металла. У листов делают отбортовку кромок, сложенные вместе листы сваривают пламенем сварочной горелки расплавлением отбортованных кромок.
Более толстые листы сваривают с применением присадочной проволоки. Между листами делают зазор, который должен соответствовать толщине свариваемого металла, и скрепляют между собой прихватками. Для того чтобы во время выполнения прихваток зазор не уменьшился, между листами устанавливают прокладки, которые затем удаляются. Для стягивания кромок листовых конструкций и их закрепления применяют болтовые стяжные устройства и струбцины.
При газовой сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки.
При изготовлении коробчатых конструкций вначале делают угловые швы 1, 2, 3 боковых стенок, затем стенки приваривают к днищу швами 4, 5, 6 и 7. Заканчивается сварка выполнением вертикального шва 8. Указанный порядок сварки дает наименьшее коробление изделия. При толщине свариваемого металла более 5 мм применяется V- или Х-образная разделка кромок.
Широкое применение получила газовая сварка труб небольшого диаметра (до 100 мм), особенно при монтаже систем отопления и горячего водоснабжения, водопроводов, газопроводов и других трубчатых конструкций.
Трубы сваривают чаще всего встык, так как стыковые соединения требуют наиболее простой подготовки кромок, наименьших затрат времени и расхода горючего газа.
При толщине стенок труб до 5 мм сварку проводят без разделки кромок, а стык собирают с зазором 1,5-2 мм. При сварке труб с толщиной стенок более 5 мм применяют одностороннюю разделку кромок под углом 70-90°, оставляя притупление от 1,5 до 2,5 мм. Притупление необходимо для того, чтобы при сварке кромки не проплавлялись и расплавленный металл не протекал внутрь трубы.
Рисунок 1 - Последовательность сварки коробчатого изделия
В зависимости от назначения конструкции используют и другие способы стыковки труб - без скоса кромок с подкладным кольцом, с раструбом и вставным кольцом.
Перед газовой сваркой трубы выравнивают так, чтобы оси их совпадали, и прихватывают. Для центровки труб применяют центраторы и другие приспособления. Газовую сварку труб можно выполнять как левым, так и правым способами. Если трубу можно поворачивать, то сварку ведут в нижнем положении. Неповоротный стык сваривают во всех пространственных положениях, что является наиболее трудным для сварщика.
При газовой сварке труб большого диаметра (300 мм и более) сварку начинают с какой-либо точки окружности трубы и выполняют четырьмя отдельными участками, как показано на рисунке, а. При сварке труб диаметром 500-600 мм сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2, затем трубу поворачивают и также одновременно заваривают участки 3 и 4. Если поворачивать трубу нельзя, то участки 3 и 4 сваривают в порядке, указанном на рисунке, в пунктирными стрелками.
а - 200-300 мм, б - 500-600 мм, в - сварка без поворота
Рисунок 2 - Последовательность сварки труб большого диаметра
При ремонтных работах часто приходится заваривать трещины, возникающие в сварных швах и в основном металле. При заварке трещин необходимо предварительно засверлить концы трещины, чтобы при нагреве трещина не распространялась дальше.
В деталях из низкоуглеродистой стали концы трещин можно не засверливать. При толщине металла свыше 3 мм трещину разделывают с одной или двух сторон в зависимости от толщины завариваемого изделия. Трещина заваривается от середины к краям. Если протяженность трещины более 500 мм, то сварку ведут участками обратноступенчатым методом. Кромки трещины перед сваркой должны быть зачищены до металлического блеска. Небольшие трещины заваривают в одном направлении.
При ремонте закрытых сосудов из-под горючих веществ необходима тщательная очистка тары от остатков горючих продуктов, так как остатки их могут образовывать взрывоопасные соединения с воздухом. Тару промывают горячей водой с каустической содой.
При заварке сосудов из-под нефтепродуктов используют способ Г. А. Медведева, при котором сосуд заполняется отработанными газами двигателей внутреннего сгорания. Газы подают непрерывно и в процессе сварки. Заварка осуществляется обычным способом с применением присадочной проволоки. Пламя горелки зажигают и гасят в стороне от завариваемой тары.
Технология сборки и сварки коробчатого сечения
Изучение технологического процесса изготовления балки коробчатого профиля. Назначение конструкции и требования к сварным соединениям. Основной металл и оценка его свариваемости. Выбор вида сварки и сварочных материалов. Сборочно-сварочные приспособления.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 01.06.2015 |
| Размер файла | 2,4 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
1. Назначение конструкции и требования к сварным соединениям
2. Основной металл и оценка его свариваемости
2.1 Общая характеристика основного металла
2.2 Оценка свариваемости основного металла
3. Выбор вида сварки
3.1 Ручная дуговая сварка покрытыми электродами
3.2 Сварка в среде защитных газов плавящимся электродом
3.3 Автоматическая дуговая сварка под слоем флюса
4. Заготовительные операции
5. Технологический процесс сборки и сварки
6. Выбор сварочных материалов
6.1 Сварочная проволока
6.2 Сварочный флюс
6.3 Сварочная углекислота
7. Расчёт режимов сварки
7.1 Режимы механизированной сварки в среде СО2
7.2 Режимы автоматической сварки под флюсом
8. Выбор сварочного оборудования
8.1 Оборудование для дуговой сварки в среде CO2
8.2 Оборудование для сварки под флюсом
9. Сборочно-сварочные приспособления
10. Экология и безопасность жизнедеятельности
В настоящее время одной из актуальных проблем машиностроения является повышение качества и надежности конструкций при одновременном повышение производительности труда и автоматизации производства. Требования по улучшению качества и надежности сварных конструкций обеспечиваются путем правильного выбора вида сварки, сварочных материалов, расчета наиболее рационального режима сварки.
Сварка - один из ведущих технологических процессов современной промышленности, от степени развития и совершенствования которого во многом зависит уровень технологии в машиностроении, строительстве и ряде других отраслей хозяйства. Правильно разработанный технологический процесс сварки обеспечивает получение не только надежных соединений и конструкций, отвечающим всем эксплуатационным требованиям, но и допускает максимальную степень комплексной механизации и автоматизации всего производственного процесса изготовления деталей, экономически выгоден по затратам на энергию, на сварочные материалы и по затратам человеческого труда. Преимущества сварных конструкций в настоящее время общепризнанны, такие конструкции повсеместно применяют взамен литых и клепаных соединений. Эти преимущества сводятся к уменьшению расхода металла, снижению затрат труда, упрощению оборудования, увеличению производительности.
В проектируемом технологическом процессе изготовления балки коробчатого профиля особое внимание уделено повышению производительности труда, механизации и автоматизации сварочных работ за счет внедрения нового высокопроизводительного оборудования и применения новых сварочных материалов.
Балка коробчатого сечения представляет собой сварную конструкцию из четырёх металлических пластин, сваренных между собой с образованием замкнутого контура. Подобные конструкции нашли широкое применение в строительной отрасли в качестве различных видов опор и несущих конструкций. Преимущество применения балок коробчатого профиля заключается в том, что металл балки более полно работает при различного рода изгибах (по сравнению с цельнометаллической балкой), имея при этом сравнительно небольшую массу.
Балка изготавливается из конструкционной низколегированной стали марки 09Г2. Условия эксплуатации конструкции нормальные, интервал рабочих температур от -30 до +50 градусов.
Конструкция должна выдерживать предельно допустимые нагрузки в течение расчетного срока службы, обеспечить долговечность и надежность, предусматривать возможность технического освидетельствования, ремонта и контроля металла в соединении. Основные типы, конструктивные элементы и размеры сварных соединений выполняемых сваркой под слоем флюса должны соответствовать ГОСТ 8713_79, ГОСТ 11533-75.
Качество сварных конструкций определяется:
- качеством основного материала; качеством сварочных материалов, флюса (соответствие сертификату, государственному стандарту или техническим условиям);
- качеством сборки детали;
- качеством подготовки поверхности деталей под сварку;
- уровнем разработанного технологического процесса, степенью автоматизации сборочно-сварочных операций;
- квалификацией сварщиков, операторов и наладчиков, общей культурой производства;
- качеством сварного шва: т.е. выполненного без дефектов, в соответствии требованию прочности, плавным переходам к основному материалу.
Детали, подготовленные под сварку, не должны иметь острых кромок. Детали, предназначенные для сварки, после штамповки должны быть очищены от масла, жира, грязи моющими растворами.
Под технологичностью понимают конструктивные оптимальные формы, которые отвечают служебному назначению изделия, обеспечивают работу в пределах заданного ресурса, позволяют изготовить изделие с минимальными затратами материала, труда, времени.
Конструкцию можно считать технологичной, когда:
- Материал обладает хорошей свариваемостью, не склонен к образованию холодных и горячих трещин, охрупчиванию, не чувствителен к образованию закаленных структур, малая склонность к красноломкости, хладноломкости, жаропрочен, коррозионно-стойкий.
- Конструкция изделия позволяет применять механизацию и автоматизацию сборки, сварки и транспортных операций.
- Конструкция может обеспечить свободный подход электродов к месту сварки. т.е. тип соединения - открытый.
На основании вышеизложенного делаем вывод, что конструкция технологична.
2.1 Общая характеристика основного металла
Конструкция изготавливается из стали 09Г2 ГОСТ 19281-89. В таблицах 1, 2 и 3 приведены химический состав, механические и физические свойства стали.
Практическое занятие "Технологическая последовательность сборки-сварки двутавровых и коробчатых балок"
ознакомиться с технологической последовательностью сборки-сварки балок двутаврового и коробчатого сечения.
Изучите материал:
Балки – это конструктивные элементы, работающие в основном на поперечный изгиб. Типы поперечных сечений и размеры сварных балок весьма разнообразны.
Если нагрузка приложена в вертикальной плоскости, то чаще всего используют балки двутаврового сечения.


При приложении нагрузки в вертикальной и горизонтальной плоскостях, а также при действии крутящего момента, более целесообразно использование балок коробчатого сечения.
Типы профильных балок
Основные параметры сечения коробчатой балки

И в тех и в других балках горизонтальные листы (полки) соединяют с вертикальными листами (стенками) поясными сварными швами.
Наиболее широкое применение имеют двутавровые балки.

Обычно такие балки собирают из трех листовых элементов. При сборке нужно обеспечить симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг к другу и последующее закрепление прихватками. Для этой цели используют сборочные кондукторы с соответствующим расположением баз и прижимов по всей длине балки.
На установках с самоходным порталом (рис.1) зажатие и прихватку осуществляют последовательно от сечения к сечению.

Рис.1. Схема самоходного портала для сборки двутавровой балки:
1 – портал; 2 – вертикальный пневмоприжим; 3 – горизонтальный пневмоприжим; 4 – стенка балки; 5 – пояса балки
Для этого портал 1 подводят к месту начала сборки (обычно это середина балки), включают вертикальные 2 и горизонтальные 3 пневмоприжимы. Они прижимают стенку балки 4 к стеллажу, а пояса 5 – к стенке балки. В собранном сечении ставят прихватки. Затем прижимы выключают, портал перемещают вдоль балки на шаг прихватки, и операция повторяется. Вертикальные прижимы 2 позволяют собирать балки значительной высоты, не опасаясь потери устойчивости стенки от усилий горизонтальных прижимов. При больших размерах двутавровой балки ее пояса и стенки могут быть составными. Такие балки нашли применение при сооружении пролетных строений автодорожных мостов.
При изготовлении двутавровых балок поясные швы обычно сваривают автоматами под слоем флюса. Приемы и последовательность сварки швов могут быть различными. Наклоненным электродом можно одновременно сваривать два поясных шва, однако имеется опасность возникновения подреза стенки или полки.
Общая технология изготовления симметричных двутавровых балок
Последовательность сварки продольных швов

Выполнение швов в лодочку обеспечивает более благоприятные условия их формирования и проплавления, зато приходится поворачивать балку после сварки каждого поясного шва. Для этого используют позиционеры-кантователи различных типов.
В кантователе в центрах (рис.2, а) предварительно собранную на прихватках балку 3 закрепляют зажимами в подвижной (задней) 1 и неподвижной (передней) 2 опорах.

Рис.2. Схемы позиционеров-кантователей для сварки балок:
а – в центрах: 1 – подвижная опора; 2 – неподвижная опора; 3 – балка;
б – цепной: 1 – ведомое зубчатое колесо; 2 – цепь; 3 – балка; 4 – ведущее зубчатое колесо; 5 – рама; 6 – блок;
в – на кольцах: 1 – зажимы; 2 – откидные болты; 3 – откидывающаяся часть; 4 - кольцо
В требуемое положение балку устанавливают, вращая опоры с помощью червячной передачи. Подвижность задней опоры позволяет сваривать в таком кантователе балки различной длины.
Цепной кантователь (рис.2, б) состоит из нескольких фасонных рам, на которых смонтировано по два зубчатых колеса (ведомое 1 и ведущее 4) и блок 6. Свариваемую балку 3 кладут на провисающую цепь 2. Вращением ведущих звездочек балку поворачивают в требуемое положение.
В некоторых случаях применяют кантователи на кольцах (рис.2, в). Собранную балку укладывают на нижнюю часть кольца 4; откидывающаяся часть 3 замыкается с помощью откидных болтов 2 и балку закрепляют системой зажимов 1.
При раздельной сборке и сварке двутавра в универсальных приспособлениях доля ручного труда на вспомогательных и транспортных операциях (установка элементов, их закрепление, прихватка, освобождение от закрепления, перенос в сварочное приспособление, закрепление и поворот в удобное для сварки положение, снятие готового двутавра) оказывается весьма значительной. Использование поточных линий, оснащенных специализированным оборудованием и транспортирующими устройствами, существенно сокращает затраты ручного труда. Поточные линии сварки балок двутаврового сечения могут оснащаться либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса, либо автоматизированными установками непрерывного действия.
Технологическая схема № 1

1 : раскладка деталей балки
2 : сборка балки на электроприхватках
3 : одновременная сварка двух прилежащих продольных швов с кантовкой балки на 180°
4 : правка деформаций грибовидности полок балки
Технологическая схема № 2

1 : раскладка деталей балки (стенка, полки)
2 : автоматическая сборка балки и фиксация в сборочном приспособлении (кондукторе)
3 : одновременная сварка одного из проходов двух противолежащих продольных швов
4 : последовательная кантовка балки на 180°
5 : одновременная сварка второго прохода двух противолежащих продольных швов
6 : правка деформаций грибовидности полок балки
Пример последовательности изготовления сварных балок









Балки коробчатого сечения сложнее в изготовлении, чем двутавровые, поскольку между стенками и полками находятся листы (диафрагмы), которые обеспечивают большую жесткость на кручение (рис.3, а).

Рис.3. Изготовление балок коробчатого сечения:
А – сечение балки; б – сборка П-образного профиля; в – сварка диафрагмы с боковиной.
Поэтому такие балки находят широкое применение в конструкциях крановых мостов. При большой длине балок их полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность проведения операций определяется необходимостью создания жесткой основы для дальнейшей установки элементов балки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис.3, б) и прихватывают боковые стенки. Затем собранный П-образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис.3, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют наклонным электродом после завершения сборки. Это объясняется тем, что для балок коробчатого сечения подрез у поясного шва мене опасен, чем для двутавровых балок, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Наибольшую трудность при производстве балок коробчатого сечения представляет выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (см. рис.3, в), и сварщику приходится выполнять эти швы вручную в крайне неудобном положении.
Сварные элементы коробчатого сечения применяют для стержней ферм железнодорожных мостов. В отличие от балок у них нет диафрагм, что затрудняет сборку, и поэтому в серийном производстве для их сборки используют специальные кондукторы, фиксирующие детали по наружному контуру. Для этого в полках балок предусмотрены технологические отверстия, через которые стенки в процессе сборки поджимают к внешним опорам кулачковым механизмом. Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением Lнаклонными электродами.
При монтаже конструкций нередко возникает необходимость стыковки балок. Типы стыков балок двутаврового сечения показаны на рис.4.

Рис.4. Типы стыков двутавровых балок:
а – стыки стенки и полок совмещены в плоскости; б – стыки стенки и полок не совмещены в плоскости; L – длина участков поясных швов балки
При монтаже обычно стыковые швы стенки и полок совмещены в одной плоскости *(рис.4, а). Их выполняют ручной дуговой или механизированной сваркой в среде углекислого газа. Стык балки с не совмещенными в плоскости стыковыми швами полок и стенки (рис.4, б) применяют как технологический. Назначая последовательность выполнения швов поясов и стенки, необходимо иметь в виду следующее. Если в первую очередь сварить стыки поясов, то стык стенки придется выполнять в условиях жесткого закрепления, что может способствовать образованию трещин в процессе сварки. Если вначале сваривают стык стенки, то в стыках поясов возникает высокий уровень остаточных напряжений растяжения, что может снизить усталостную прочность при работе балки на изгиб.
Для облегчения условий сварки стыка участки длиной L поясных швов балки (см.рис.4, а) иногда до конца не заваривают, а выполняют их после сварки стыковых швов. Так как поперечная усадка свариваемого последним шва будет восприниматься элементом длиной L , то величина остаточных напряжений окажется меньше, чем при жестком закреплении. Однако в элементах, свариваемых в первую очередь, появление свободного участка L может вызвать коробление из-за потери устойчивости под напряжением сжатия. Для каждого конкретного случая в зависимости от перечисленных факторов (опасности возникновения трещин при сварке, условий работы стыка балки в конструкции, размеров поперечных сечений элементов) оптимальная технология выполнения стыка может быть различной.
Непосредственная сварка стыковых соединений с полным проплавлением всего сечения профильных элементов требует высокой квалификации сварщика и тщательного контроля качества полученных соединений. При изготовлении конструкций, работающих при статических нагрузках, часто применяют соединения с накладками, привариваемыми к соединяемым элементам угловыми швами. Такое соединение технологически проще, хотя и требует дополнительного расхода металла. Для конструкций, работающих при вибрационных нагрузках, соединения с накладками непригодны

2. Порядок проведения работы
2.1. Используя материал, представленный для изучения, материалы лекций 6 «Технологичность сварных конструкций. Общие понятия о технологическом процессе изготовления сварных конструкций» и 7 «Технология заготовительного производства. Правка, гибка металла, механическая и термическая резка», материалы интернет-ресурсов, основную и дополнительную литературу, ознакомиться с технологической последовательностью сборки-сварки двутавровых и коробчатых балок.
2.2. Изучить и описать технологическую последовательность сборки-сварки двутавровой балки.
Материал – Сталь 09Г2С.
Лист 6 200 х 8 000 – 2 шт.
Лист 10 150 х 1 000 – 1 шт.
3. Содержание отчета.
Отчет должен содержать:
3.1. Описание технологической последовательности сборки-сварки двутавровой балки согласно заданию.
4. Контрольные вопросы.
· Какую оснастку используют для сборки и сварки балок двутаврового сечения в условиях мелкосерийного производства?
· Какова последовательность выполнения сборочно-сварочных операций при изготовлении балок двутаврового и коробчатого сечения?
· Какие существуют характерные типы стыков балок двутаврового сечения и в чем заключаются особенности их сборки и сварки на монтаже?
Читайте также: