Система лазерной сварки фотон компакт
Обновлено: 19.05.2024
Лазеры серии CY-WL предназначены для работы в составе технологических установок, выполняющий операции сварки и наплавки металлов, и поверхностной термообработки.
Доставка из г. Южный В наличии Новое
Серии CY-WL300Z Лазерные станки с лазерными гальванометрами для точечной сварки могут достичь высокоскоростные высокоточныйеточечные сварки или непрерывные сварки
Данные по оборудованию CY-WL300G : Эти серии лазера для сварки используютя мощностью лазера обратной связи системы управления, чтобы обеспечить стабильность
Основные характеристики и преимущества : передовых технологий в мире ; Наше обрудование является первым лазерным плесень ремонтмо оборудовнние, профессиональные
Особенности оборудования : Неконтактная сварка , длительный срок службы , низкое энергопотребления , концентрация энергии пучка , малая зона термического влияния
Особенности: твердотельные лазеры , качествая пучка , высокая эффективность электро-оптической , большая выходная мощность , длительный срок / вывод
может использоваться для сварки алюминиевых 0.1-1.2mm толщина, это может использоваться для сварки алюминий , и другихматериалов, таких как медь, нержавеющая сталь,
Cy-JH 600dp лазерный сварочный аппарат используется для сварки различных видов металлов, Cy-JH сериия вляются своего рода твердых импульса лазерного машины. это
это оборудование может использоваться для сварки алюминиевых 0.1-1.2mm толщина, это может использоваться для сварки алюминий, идругих материалов, таких как медь,
широко применяется в области коммуникации, батареи, авиационной и космической, механизм, электронов, динамический, химической, автомобилестроении и других
Доставка из г. Санкт-Петербург В наличии Новое
Лазерная установка Фотон Компакт предназначена для лазерной сварки в ручном и автоматическом режиме. Установка применяется для точечной сварки "встык", сварки
Доставка из г. Новосибирск Под заказ Новое
Сегодня лазерные технологии используются не только раскроя, маркировки и гравировки, но и для обработки металла и даже для сварки. Лазерный луч - более точный
Доставка из г. Москва В наличии Новое
Предназначена для лазерной сварки теплообменных панелей из нержавеющих листов, толщиной 0.6-3.0
Доставка из г. Зеленоград В наличии Новое
Аппараты ЛТА предназначены для выполнения сварочных работ при производстве приборов электронной техники, точного приборостроения, ювелирных и медицинских
- Ручная и автоматическая сварка изделий из черной и нержавеющей стали, ковара, титана, тугоплавких, цветных и многих других металлов и сплавов. Возможно
Лазерный мир
Лазеры для мини сварки, характеризующиеся глубиной проплавления от 0,1 до 1мм , используется в таких областях как производство медицинских инструментов, стоматология, ювелирное производство, ремонт пресс-форм, сварка корпусов микросхем и др.
Компактный (настольный) лазер для мини сварки Фотон Компакт с волоконным выводом излучения производится фирмой Лазерный Центр вот уже около 10 лет и за это время зарекомендовал себя как надежный и неприхотливый аппарат удобный в работе и обслуживании. Подбирая параметры импульса, такие, как длительность, диаметр пучка и энергия, достигается глубина проплавления до 0,85мм (в стали 12Х18Н10Т).
Теперь Лазерный Центр начинает производство новой версии лазера — Фотон Компакт 2. В этом лазере на цветном дисплее можно устанавливать как параметры сварки, так и контролировать процесс по видеоизображению, в центре экрана находится перекрестие. Как и в предыдущей версии, возможна автоматизированная сварка линейных швов и тел вращения.

В области лазерной сварки металлов существует задача получения импульса излучения с изменяющейся во времени интенсивностью. В зарубежной литературе такой режим работы лазера известен как «Pulse shaping». Это открывает дополнительные технологические возможности, что в конечном итоге приводит к повышению качества сварного шва и расширению номенклатуры свариваемых материалов.
Использование режима Pulse shaping позволяет уменьшить внутренние напряжения и пористость сварного шва при сварке высокоуглеродистых сталей, отливок с пустотами и включениями загрязняющих веществ, материалов с различной температурой плавления.

В новой версии лазера оператор может выбрать форму и настроить последовательность первых четырёх импульсов, а также задать правило повторения импульсов:
- циклическое – включённые импульсы будут повторяться в установленной последовательности;
- повторение последнего импульса – отрабатываются последовательно все включённые импульсы, затем последний повторяется до окончания работы;
- плавное нарастание мощности – указывается количество импульсов из диапазона 1-99, за которое импульс выходит на полную мощность, все дальнейшие импульсы идут в полную мощность согласно форме импульса.
Также реализована такая полезная функция, как установка числа импульсов до открытия механической заслонки резонатора. Это даёт возможность учесть эффект возникновения тепловой линзы и обеспечить единообразие параметров импульса в течение всей серии.
Т.е. первый импульс в серии производится из «разогретого» резонатора.
Для пользователя имеется возможность обновить прошивку лазера при помощи встроенного загрузчика (бутлоадер).
Глубина проплавления металла при сварке лазером Фотон Компакт. Часть 2. Влияние формы импульса.
В первой части статьи о возможностях системы лазерной сварки Фотон Компакт [1] были приведены результаты измерений глубины проплавления h стальных образцов в зависимости от плотности мощности излучения P и длительности импульса τ . В этой части будет рассмотрено влияние формы импульса на величину h.
Функция pulse shaping, т.е. программирование формы импульса, появилась в промышленных импульсных твердотельных Nd:YAG лазерах в 1990-ых годах и в те же годы были проведены первые исследования влияния формы импульса на характеристики сварного шва, в частности на глубину проплавления металлов [2]. В последующих работах [3,4] исследовалась возможность не только увеличить глубину проплавления, но и улучшить качество сварного шва, т.е. установить, возможно ли подобрать такую форму импульса, при которой уменьшаются известные дефекты сварного шва, такие, как растрескивание, пористость, пузыри.
Следует, однако, отметить, что измерения, проведенные на однотипных системах и, в общем, в сравнимых условиях эксперимента, давали различающиеся результаты, поскольку на глубину зоны плавления оказывают влияние и энергетические, и пространственные параметры излучения. Например, в работе [5] показано, что глубина проникновения излучения в парогазовый канал, образующийся при воздействии лазерного импульса, существенно зависит от апертурного угла объектива. Поэтому вполне обоснована необходимость исследования влияния параметров лазерного импульса на результаты работы для каждого типа промышленной системы лазерной сварки.
В этой статье описывается исследование влияния формы импульса на глубину проплавления стали 12Х18Н10Т, выполненные на Nd:YAG лазере Фотон Компакт (производство фирмы Лазерный центр, Россия). Ниже приведены основные характеристики этой системы лазерной сварки:
Максимальная энергия в импульсе Eмакс = 50 Дж
Длительность импульса τ = 0,1…20 мс
Диаметр пятна d = 0,3…2 мм
Частота повторения импульсов f = 0,5…10 Гц
Числовая апертура оптической системы А=0,164
При изменении формы лазерного импульса энергия перераспределяется таким образом, что воздействие на материал может сопровождаться, например, постепенным нагревом с максимальным выделением в конце импульса, либо, наоборот – достижением пиковой мощности в начале импульса и последующим постепенным охлаждением материала.
В современных лазерных системах миллисекундного диапазона формирование импульса производится дискретным изменением тока через лампу накачки. Различие в системах, в данном случае, состоит лишь в количестве шагов дискретизации n. В системе Фотон Компакт – n=8, в следующей модификации Фотон Компакт — 2 количество шагов увеличено до n=32.
В проведенной серии экспериментов было исследовано влияние на глубину проплавления импульсов следующих форм (рис.1):
1-прямоугольный импульс
2-треугольный нарастающий импульс
3-треугольный убывающий импульс
4-треугольный с нарастанием в начале и последующим убыванием

Рис.1 Форма лазерных импульсов.
длительность импульса τ = 7мс;
диаметр пятна d = 0,35 мм;
шаг дискретизации формы импульса τ д = 0,875мс
Результаты измерений показаны на рис.2

Рис.2 Зависимость глубины проплавления h от плотности мощности P для импульсов разных форм. Цифры на графике соответствуют номеру формы импульса на рис.1
Красная сплошная линия – линейная аппроксимация для точек до области кратерообразования, пунктирные линии – области кратерообразования для соответствующих форм импульса.
Физические процессы, протекающие в зоне воздействия лазерного излучения миллисекундной длительности, подробно и обстоятельно описаны в [6]. Опираясь на результаты этих исследований, можно интерпретировать полученные данные следующим образом. Хорошо видно, что график состоит их трёх участков, соответствующих разным физическим процессам происходящих при воздействии импульса излучения на образец:
2 — P > 7,2 х 10 5 Вт/см 2 — линейный участок, характеризующийся процессом роста парогазового канала и быстрым увеличением глубины h,
3 — участок графика, связанный с процессом выброса материала и образованием кратера – для формы импульса 2, при которой пиковая мощность достигается в конце импульса, этот процесс начинается при P = 0,87 х 10 6 Вт/см 2 , для импульсов форм 1,3 и 4 – при P ≈ 1,3 х 10 6 Вт/см 2 .
Максимальная глубина проплавления без образования кратера h = 0,95мм была получена для импульсов форм 3 и 4 при P = 1,3 х 10 6 Вт/см 2 . При этом следует отметить, что для импульса с формой 4 дальнейшее увеличение плотности мощности ведет к быстрому росту парогазового канала с медленным углублением кратера. При Р = 2,25 х 10 6 Вт/см 2 получена глубина проникновения h=1.5 мм с кратером глубиной 0,3 мм.
Литература:
[2] H. N. Bransch, D. C. Weckman, H. W. Kerr. Effects of Pulse Shaping on Nd:YAG Spot Welds in Austenitic Stainless Steel. WELDING RESEARCH SUPPLEMENT, JUNE 1994
[3] P.V. Suresh Varma. Effect Of Nd-YAG Laser Pulse shaping on Weld Bead Characteristics of Commercial Materials. Weldfab tech times, 75007/2017
[4] R. Hajavifard, M. Motahari , H. Özden , H. Miyanaji , S. Kafashi. The Effects of Pulse Shaping Variation in Laser Spot Welding of Aluminum. 44th Proceedings of the North American Manufacturing Research Institution of SME, Vol. 5, 2016, pp. 232–247
[5] С. В. Каюков, А. А. Гусев, “Влияние апертурного угла на эффективность плавления стали импульсным лазерным излучением миллисекундной длительности”, Квантовая электроника, 30:4 (2000), 337–341
[6] С. В. Каюков. Расширение возможностей импульсных YAG-лазеров миллисекундного диапазона длительности в технологии сварки. Квантовая электроника, 30, №11(2000), 941-948
Лазерная сварка биотканей

Сотрудники кафедры биомедицинских систем Национального исследовательского университета “МИЭТ” в Зеленограде развивают новое направление в области лазерной медицины, названное ими лазерной наноинженерией и связанное со сваркой биологических тканей.
С тех пор, как более пяти десятилетий назад изобретатель лазера Теодор Мейман предложил использовать лазерное излучение для работы с живой материей, ученые и врачи продвинулись далеко вперед. Спектр медицинских применений уникальных свойств лазерного излучения огромен и расширяется с каждым годом. Лазером оперируют - режут, коагулируют ткани, прожигают полости, чистят закупоренные артерии, его используют в офтальмологии, онкологии (фотодинамическая терапия), хирургии, стоматологии и косметической медицине.
В соответствии с соглашением о предоставлении субсидии от Минобрнауки в рамках Федеральной целевой программы “Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014-2020 годы” они вместе с индустриальным партнером ОАО “Зеленоградский инновационно-технологический центр” должны изготовить макет аппарата для лазерной сварки органов и биотканей. Сварка будет проводиться с использованием разработанного сотрудниками МИЭТ нанокомпозитного припоя, который способствует надежному соединению краев раны без поражения соседних тканей. При этом будет происходить регенерация клеточных структур пораженной ткани, то есть ее восстановление.
Разумеется, создавать эту своеобразную альтернативу традиционной шовной технике коллектив будет не с нуля. О наработанном учеными заделе и первых итогах выполнения проекта “Лазерная нанокомпозитная сварка биологических тканей и органов человеческого организма” рассказывает руководитель проекта, главный научный сотрудник кафедры биомедицинских систем МИЭТ, профессор Виталий Подгаецкий (на снимке справа).
- Еще в 2007 году мы получили пионерский патент на способ лазерного наноструктурирования объемных биосовместимых полимеров, - сообщил Виталий Маркович. - Наш научный коллектив изобрел новый способ получения композиционных материалов для замены и восстановления живых тканей. Мы показали, что в результате лазерного облучения водного дисперсионного раствора альбумина (транспортного белка, входящего в состав сыворотки крови и цитоплазмы клеток человека и животных), в который введены углеродные нанотрубки, образуется объемный или пастообразный нанокомпозит, схожий с естественной межклеточной матрицей. Лазерное излучение структурирует нанотрубки в каркас, а он, в свою очередь, создает условия для самосборки и дальнейшего развития клеток биологических тканей. По сути, речь идет о нанобиоимплантате - безвредном для человека и хорошо приживающемся материале. Его не нужно извлекать из организма: чужеродная часть просто постепенно осваивается (альбумин) и выводится (нанотрубки) из организма. Но клетки организма, “запомнившие команды”, “остаются в строю”. Такой вот “эффект Чеширского кота”.
В 2010 году сотрудники кафедры зарегистрировали новый патент (он вошел в топ-100 лучших изобретений года) - уже на способ лазерной сварки биологических тканей.
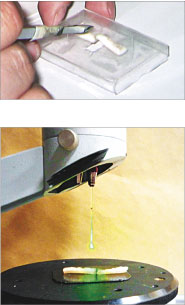
Исследование возможностей лазерной сварки биологических тканей ведется в последнее время в разных странах. Признано, что этот способ устранения ран и операционных разрезов является во многих случаях наиболее эффективным. Заживление происходит быстро и качественно, не остается рубца, излучение стерилизует раневую поверхность. При лазерной сварке в области соединения тканей или органов применяют специальные припои. Они поглощают лазерное излучение, склеивая края раны и увеличивая прочность швов. Чаще всего в качестве основы для лазерных припоев выбирают водные дисперсии лазеростойкого альбумина, добавление которых обеспечивает первичное сцепление тканей.
Инновацией научного коллектива под руководством Виталия Подгаецкого стало использование в качестве припоя коагулята биосовместимой водно-белковой дисперсии углеродных нанотрубок, который, как они ранее установили, при лазерном облучении образует прочный композит, являющийся основой для роста живой ткани. Альбумин - коммерчески доступное сырье. Разработанный учеными на его основе припой устойчив при термическом и световом воздействии, он практически не теряет своих качеств при длительном хранении на воздухе. О прочностных характеристиках шва рассказал старший научный сотрудник кафедры биомедицинских систем МИЭТ Леван Ичкитидзе (на снимке слева).
- Проводя прочностные испытания полученного при лазерной сварке шва, мы сравнивали его со сплошным биологическим материалом, результатами сварки металлов, а также сшивания (склеивания) живых тканей при стандартных медицинских операциях, - отметил Леван Павлович. - При этом заметьте, что речь идет о прочности лазерного шва на начальных этапах заживления. Через 30 дней после “сшивания” лазером образцов хрящей бычьей трахеи и свиной кожи район шва уже ничем не отличается от остальной ткани. Вначале же его прочность составляет 30-40% от прочности неповрежденного участка. Для сравнения: у разных металлов этот показатель варьируется от 15 до 60%. Мы считаем, что для биологического материала это хороший результат.
Что касается традиционных методов получения хирургических швов с помощью скобок, сшивания иглой, склеивания с помощью специальных медицинских составов, наш метод дает сравнимые результаты. Но у него есть неоспоримые преимущества: бесконтактное, дистанционное воздействие, быстрота проведения операции, автоматическая стерилизация раны. Под медицинский клей, например, обрабатываемую область необходимо обезжирить, очистить от крови. А для нас влажная поверхность - скорее плюс. Следы от лазерного шва минимальны, невооруженным глазом их не видно. Когда мы представляем свои результаты на выставках, ими особенно интересуются пластические косметические хирурги. Думаем, метод найдет широкое применение и в медицине катастроф - из-за высокой скорости обработки ран и минимального риска их инфицирования.
Благодаря поддержке от Министерства образования и науки ученые получили возможность для дальнейшей реализации своих идей. Они развивают теоретические основы метода (цельной теории взаимодействия лазерного излучения с ансамблем нанотрубок пока не существует) и исследуют разные аспекты его применения. Прежде чем приступить непосредственно к созданию портативного сварочного аппарата, им предстоит ответить еще на очень много вопросов. Например, определить наиболее эффективную температуру для проведения сварки для различных типов белка и научиться выдерживать ее с точностью до одного градуса, чтобы получить максимальную прочность соединения.
На данном этапе сотрудники МИЭТ занимаются исследованием влияния различных компонентов припоя на прочность сварных швов на клеточном уровне. Кстати, в день визита в лабораторию корреспондента “Поиска” там проходил семинар именно по этой теме, на котором докладывали свои результаты, в том числе, студенты и аспиранты, участвующие в проекте. Доцент кафедры биомедицинских систем и заместитель начальника отдела Зеленоградского инновационно-технологического центра Александр Герасименко проинформировал о том, какие успехи достигнуты в этом направлении и какие проблемы остались.
Потенциальные возможности применения наноструктурированных композитов, используемых в качестве лазерных наноприпоев, огромны. Ученые МИЭТ ведут работы по созданию имплантата связки коленного сустава на основе нанокомпозитов - также по соглашению с Минобрнауки. В планы коллектива входит регистрация в ближайшие месяцы нескольких патентов по этой теме.
Еще одно развиваемое направление - создание и исследование оптических материалов для ослабления лазерного излучения до уровня, безопасного для глаз человека и сенсоров электрооптических систем. В стадии обдумывания находится тема, связанная с использованием таких уникальных свойств получаемых лазерных нанокомпозитов, как сочетание высокой твердости (на уровне оргстекла, алюминия, железа) и экстремально малой плотности (почти как у воды).
“Все эти работы объединяют общая и совершенно новая физика процессов, близкие методы и технические решения”, - говорит Виталий Подгаецкий, который был в числе создателей первых отечественных лазеров и положил начало исследованиям по лазерной тематике на кафедре биомедицинских систем МИЭТ.
Пока ученые бьются над созданием теории процесса лазерной сварки биотканей и совершенствованием методик, сотрудничающие с ними инженеры занимаются созданием алгоритмов работы и программного обеспечения для будущего аппарата, выбирают оптимальный вариант его конструкции. Более того, вместе с инженерами из расположенного здесь же, в Зеленограде, ОКБ “Булат” сотрудники МИЭТ уже начали обдумывать, как в перспективе быстро превратить экспериментальный макет аппарата для лазерной наносварки в промышленный образец.
На верхнем фото: Разработка "Лазерная сварка биотканей" вошла в экспозицию лучших российских достижений на выставке "Год науки Россия - ЕС 2014"
Компактная система для лазерной сварки в ручном и автоматическом режиме Фотон Компакт, Санкт-Петербург

Конструкция Фотон Компакт позволяет применять данное устройство для лазерной сварки в решения разнообразных задач:
- В аппарате лазерной сварки существует возможность работы с устройствами перемещения и подачи изделий. Это координатные столы, устройства вращения для сварки цилиндрических деталей.
- Сварочная головка с бинокуляром может комплектоваться 3-мя видами осветителей с возможностью любого их сочетания: внутренним, внешним с гибкой подводкой и внешним кольцевым.
- При необходимости контроля за процессом сварки применяется видеоадаптер, который выводит видео процесса сварки на большой экран. Электронное перекрестье видеоадаптера позволяет нагляднее контролировать процесс сварки на экране ТВ или монитора.
- Для улучшения эргономики рабочего места оператора, к сварочной головке предлагается дополнительная поворотная насадка, которая разворачивает окуляры под прямым углом к оптическому каналу.
- Сварка в среде защитного газа осуществляется с использованием специального конуса, который надёжно защищает зону сварки.
- Для заказчиков по-прежнему доступны традиционные опции - держатель для оптоволокна, сварочный объектив со сменными размерами пятна.
- В лазерном аппарате Фотон Компакт повышена производительность системы охлаждения, снижен уровень шума работы прибора.
Технические характеристики аппарата для сварки Фотон Компакт:
Длина волны лазерного излучения
1,064 мкм
Максимальная энергия импульса
40 Дж
Диапазон длительностей импульса
0,4. 30 мс
Частота следования импульсов
0,5. 20 Гц
Максимальная пиковая мощность
4 кВт
Средняя мощность излучения
до 50 Вт
Длина волны подсвечивающего лазера
650 нм
Ресурс лампы накачки
10 млн. импульсов
Кратность увеличения оптической системы
16х
Диапазон регулирования диаметра пятна лазера
0,15 - 2 мм (сменные объективы)
Габаритные размеры и вес:
Блок питания и управления:
Бинокуляр со штативом и столом:
350 х 550 х 540 мм, 35 кг
375 х 500 х 800 мм, 25 кг
Электропотребление
~ 220. 230 В, 50 Гц,16А
Дополнительное оборудование:
Вращатели ПВ60 и ПВ60М:
Устройства вращения предназначены для автоматического перемещения по заданной траектории цилиндрических или конических изделий в процессе лазерной сварки. Автоматическая синхронизация вращения изделия и работы лазера с помощь программного обеспечения, обеспечивает однородность и герметичность сварных швов на телах вращения. Свариваемые детали в процессе сварки зажимаются трехкулачковым самоцентрирующим патроном.
Координатный стол LES 5 с ходом 210 мм:
Координатный стол предназначен для линейного перемещения изделия в процессе лазерной сварки. Благодаря синхронизации перемещения изделия с работой лазера достигается однородность и герметичность стыковых и нахлесточных сварных швов.
Читайте также: