Скорость движения электрода при ручной сварке
Обновлено: 19.05.2024
В процессе сварки электроду сообщается движение в трех направлениях. Первое движение – поступательное, направлено по оси электрода. Этим движением поддерживается постоянная длина дуги в зависимости от скорости плавления электрода. Длина дуги при ручной сварке в зависимости от условий сварки и марки электрода должна быть в пределах (0,5–1,2)dэл. Чрезмерное уменьшение длины дуги ухудшает формирование шва и может привести к короткому замыканию. Чрезмерное увеличение длины дуги приводит к снижению глубины провара, увеличению разбрызгивания электродного металла и ухудшению качества шва как по форме, так и по механическим свойствам, а при сварке электродами с покрытием основного вида – и к порообразованию.
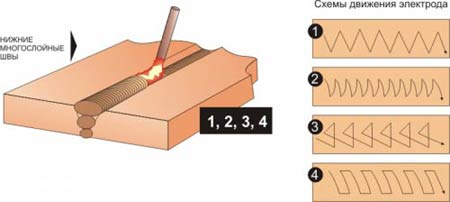
Второе движение – перемещение электрода вдоль оси валика для образования шва. Скорость этого движения устанавливается в зависимости от силы тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается узкий шов (ниточный валик) шириной примерно 1,5 диаметра электрода. Такие швы применяют при сварке тонких листов, наложении первого (корневого) слоя многослойного шва, сварке по способу опирания и в других случаях.
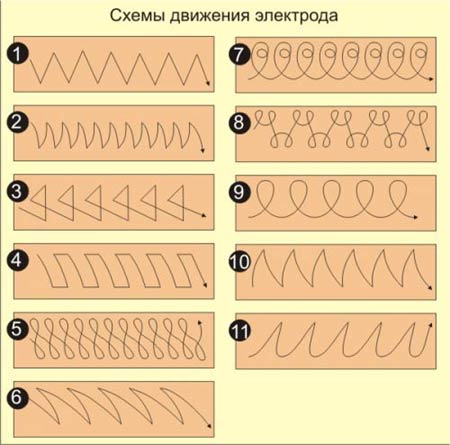
Третье движение – перемещение электрода поперек шва для получения требуемых ширины шва и глубины проплавления. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика (см. рисунок ниже). Ширина швов, получаемых с поперечными колебаниями, обычно составляет 1,5–5 диаметров электрода.
Рисунок. Основные виды траекторий поперечных движений конца электрода при слабом (А, Б), усиленном (Е–Ж) прогреве свариваемых кромок, усиленном прогреве одной кромки (З, И), прогреве корня шва (К).
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студентов недели бывают четные, нечетные и зачетные. 9493 – | 7459 – или читать все.
Зажжение дуги можно осуществить двумя способами:
Чтобы получить сварочный шов высокого качества, рекомендуется проводить работу короткой дугой.
Если подносить электрод под углом 90 градусов к месту соединения, тогда, расплавляясь, он хорошо растекается и равномерно заполняет всю сварочную ванну.
Необходимо соблюдать оптимальный угол наклона электрода. Если варить с очень острым углом, то не удастся прогреть основной металл. В этом случае шов получится малой ширины, но высокий. Края будут непроваренными, что снизит прочность полученной конструкции.
Чтобы достичь высокой прочности соединения, необходимо проводить всю сварку с одной скоростью и поддерживать одинаковый угол наклона. Тогда присадочный материал равномерно заполнит все необходимые пустоты, что обеспечит высокое качество шва.
Однако бывают случаи, когда изменение наклона необходимо. Примером может быть сварка труб.
В процессе сварки не нужно сильно напрягаться, не стоит сильно сжимать ручку держателя, движения должны быть свободными.
В финале работы для предотвращения образования кратера нужно приподнять конец электрода.
Способы ведения электрода
- По ломаной зигзагообразной линии. Таким способом можно соединять заготовки без наличия скоса кромок. Используется при сварке изделий, толщина которых не превышает 6 мм. Высококачественные швы выходят, если проводить работу встык и в нижнем положении.
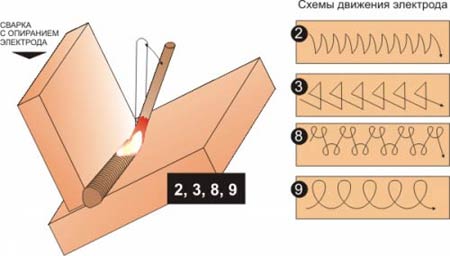
- Круговые или эллипсоидные движения. Данный способ используется для соединения конструкций из легированных сталей, при этом шов должен находиться в вертикальном положении. Такой метод гарантирует хороший прогрев свариваемых деталей.
- Движения треугольником. Чаще всего используется при соединении труб с неповоротным стыком. Свариваемые детали должны быть толщиной более 6 мм. Данный метод позволяет тщательно проварить корень шва и гарантирует необходимый прогрев средней части шва.
Угол наклона электрода
Работу можно проводить, держа электрод под разными углами. На подбор угла наклона оказывает воздействие множество факторов: толщина соединяемых деталей, вид металл, положение конструкции в пространстве. Выделяют три основных метода ведения электрода.
Углом вперёд
При данном методе электрод располагается под углом от 30 до 60 градусов. Удаётся прикрыть сварочную ванну от попадания вредных газов, но при этом образуется значительное количество шлака. Если он попадает впереди шва, то его можно вытеснить расплавленным металлом.
Наклон уменьшают в случае, если формируется большое скопление шлака впереди сварочной ванны. В редких случаях можно доводить до перпендикулярного положения. К этому прибегают при чрезмерном скоплении шлака. В противном случае, он не успеет застыть и заполнит всю ванну, погасив при этом сварочную дугу.
Применяется данный способ, если необходимо обеспечить разогрев небольшой глубины основного материала для образования вертикального шва на швеллере, для проварки корневого шва толстых металлических заготовок.
Углом назад
Главным отличием от предыдущего метода является то, что электрод наклоняется в другую сторону. При таком способе шлак сразу выталкивается из сварочной ванны назад. Он должен следовать за электродом, накрывая собой расплавленный металл, чтобы тот равномерно остывал.
Данный метод используется для провара корневого шва толстых металлических изделий при сваривании угловых соединений труб.
Под прямым углом (90 градусов)
Сваривать соединения таким способом очень трудно, процесс требует определённых навыков от сварщика.
Применяется данный метод для работы в труднодоступных местах, где нет возможности установить другой угол наклона. При таком способе удаётся достичь средней глубины провара металла.
Какой бы угол наклона ни был выбран, необходимо соблюдать баланс положения шлака в сварочной ванне. Он не должен сильно отставать от электрода, но и не должен скапливаться впереди в большом количестве.
Расстояние между электродом и свариваемой деталью
Важным параметром является то, на каком расстоянии находится электрод, так как это отразится на качестве полученного шва, его размерах и форме, а также шероховатости.
Электрическая дуга может быть:
Идеальная длина сварочной дуги 2-3 мм.
Работать электродом на очень малом расстоянии рекомендуется для сваривания корневых швов толстых заготовок. При этом нет необходимости проводить поперечные колебательные движения. Устанавливается средняя или максимальная сила тока.
Дуга является короткой, если расстояние до свариваемого участка составляет половину от диаметра используемого электрода. При работе на такой дистанции увеличивается глубина проплавления заготовок, а ширина шва уменьшается. Короткую дугу активно применяют для вертикальной сварки.
Длина средней дуги равняется толщине используемого электрода. В этом случае возрастает напряжение, и существенно расширяется шов.
Длинная дуга составляет 150% от диаметра выбранного электрода. Проводить работу на таком расстоянии нежелательно, так как шов получается значительно шире, сокращается глубина проплавления, возникает разбрызгивание раскалённого металла.
Правильное положение электрода при сварке – это одно из основных условий получения качественного, надежного стыка.
В зависимости от типа соединения держать и наклонять электрод надо по-разному, поэтому для начинающего сварщика важно научиться сохранять оптимальное положение по отношению к поверхности свариваемых деталей. Наклона электрода при сварке влияет на разогрев детали и поддержание расплавленного металла сварочной ванны.

Основные правила
Чтобы зажечь дугу, электрод надо держать под прямым углом, затем наклоняя его на небольшой градус (около 15 °). Расстояние от поверхности составляет 1-2 мм. Для получения качественного стыка необходимо варить более короткой дугой.
При перпендикулярном положении электрода по отношению к основному металлу, в сварочной ванне он быстро растекается и заполняет расплавом все пустоты.
Для уменьшения разогрева пластины тонкого металла, необходимо положить шов с небольшим катетом. С уменьшением угла увеличивается теплоотдача, скорость сварки в этом случае понизится. Появляется возможность качественно сформировать валик.

Если угол наклона электрода будет очень острым, то материал основной конструкции не разогреется. Сварочная ванночка получается достаточно узкая. Шов получится высокий, но с непроваренными краями.
Для осуществления неразъемного соединения хорошо подогнанных деталей, при стыковом соединении необходимо поддерживать равномерное продвижение электрода под постоянным углом наклона.
Такой способ способствует заполнению присадочным металлом сварочной ванны и образованию шва с повышенной плотностью.
Но в некоторых случаях приходится менять угол наклона электрода, например, при сварке труб. Особенно важно соблюдать это правило для сваривания неповоротных стыков.
Для заполнения всех пустот в сварочной ванночке, иногда лучше сделать наклон более острым, замедляя заполнение шва присадочным металлом и сохраняя выбранный катет. Заканчивая проход, надо не забыть приподнять кончик электрода, чтобы не образовывался кратер.
Умение правильно держать электрод в процессе сварки приходит с опытом. Надо постоянно помнить о расположении сердечника и стараться удерживать ручку держателя без напряжения. Руки должны быть немного расслабленными, а движения свободными.
Техника ведения
При соблюдении правил ведения сварки можно сгладить погрешности, возникающие от отклонения угла наклона держателя. В зависимости от необходимого наполнения сварочного шва, принято несколько способов ведения:

- треугольник. Эта проводка позволяет надежно проваривать корень шва. Используется для сварки деталей толщиной свыше 6 мм и обеспечивает надежный разогрев средней части шва. Способ наиболее распространен, при сваривании труб с неповоротным стыком;
- ведение электрода по ломаной зигзагообразной линии. Применяется при сварке конструкций с толщиной металла менее 6 мм. Наиболее качественные швы получаются при сварке встык и нижнем положении. Такой проводкой можно качественно варить стыки без обеспечения скоса кромок;
- круговые или эллипсные движения электродом. При этом методе обеспечивается надежный разогрев обеих плоскостей свариваемых деталей. Применяется при сварке конструкций из легированных сталей и в вертикальном положении стыка.

При этом важно обеспечивать одновременное продвижение сердечника совместно с движениями, отвечающими за разогрев стыка и заполнение шва. Существует три варианта продвижения, которые могут сменять друг друга.
Первый вариант – это поступательное движение по оси сердечника. Такое движение необходимо, чтобы поддерживать дугу с постоянной длиной и обеспечивать определенную скорость сваривания конструкций.
Второй вид – движение по оси шва по прямой линии. В этом случае у сварщика появляется возможность контролировать время расплава металла и обеспечивать определенный катет.
Третий вариант – под углом 45 ° поперек шва совершаются колебательные движения. Этот способ используют для обеспечения разогрева кромки детали.
Сварщик может регулировать ширину валика на тонком металле. Такой вариант продвижения электродов незаменим при многослойном стыке. Применяется для корневого шва.
Выбор угла наклона
Вести электрод необходимо под различными углами. Выбор нужного положения зависит от вида материала, расположения деталей в пространстве и толщины металла. К основным способам ведения сердечника относятся три метода.
Углом вперед
Сердечник в этом случае ведут под углом от 30 ° до 60 °. В этом положении электрода расплавленная обмазка образует шлак.

Он движется после сварочной ванночки и надежно прикрывает ее от вторжения вредных газов. Некоторое количество шлака, попадающее впереди шва, вытесняется расплавленным металлом по сторонам стыка.
Если впереди ванны образуется большое количества шлака, то наклон надо уменьшить. В редких случаях, можно доводить наклон до прямого угла. Это необходимо делать при сильном образовании шлака.
В этом случае он не успевает застывать и заливает ванну, гася сварочную дугу. Поэтому требуется проводить зажигание дуги под прямым углом, постепенно меняя его, добиваться нормального образования шлака.
Этот способ применяется при необходимости небольшой глубины разогрева основного металла, для сварки потолочных стыков, сваривания вертикального шва на швеллере, сварки труб с неповоротным стыком и для выполнения корневого шва на толстом металле заготовок.
Перпендикулярно
Постоянно держать электрод перпендикулярно к поверхности довольно сложно, поэтому способ требует достаточных навыков электросварщика.
Применяется для сварки в недоступных местах, отсутствии возможности наклонить электрод под другим углом. В этом случае можно добиться небольшого проплава металла деталей.
Сварка производится наклоненным электродом, аналогичным как при сварке «углом вперед», только угол отсчитывается в другую сторону. В этом случае шлак в расплавленном виде вытесняется из сварочной ванночки и находится сразу за нею.
Для различных электродов необходимо подобрать определенный угол, который будет обеспечивать оптимальный режим выполнения работ. Расплавленный шлак должен успевать проходить сразу за электродом и закрывать расплавленный металл, обеспечивая его равномерное остывание.
Этот способ наиболее часто используется при сваривании с условием надежного расплава металла, независимо от толщины деталей конструкции. Незаменим этот метод ведения при сваривании сердечником с рутиловыми покрытиями.
Применяется для выполнения первого (корневого) шва толстых деталей в вертикальном или нижнем положении стыка. Этот способ обеспечит надежное неразъемное соединение угловых положений стыка, сварке швеллера, соединении труб. Для более опытного электросварщика возможна сварка с очень малой сварочной дугой.
Независимо от выбора способа наклона электрода при сварке, следует поддерживать баланс положения шлака в сварочной ванне. Он не должен быстро растекаться впереди шва, но и не должен сильно от него отставать.
В любом случае, правильно выбирать угол и стабильно держать электрод при электродуговой сварке можно только с опытом работ.
Движение электрода при сварке: способы ведения электрода, выбор оптимального угла наклона электрода
Необходимо соблюдать оптимальный угол наклона электрода. Если варить с очень острым углом, то не удастся прогреть основной металл. В этом случае шов получится малой ширины, но высокий. Края будут непроваренными, что снизит прочность полученной конструкции.
Наклон уменьшают в случае, если формируется большое скопление шлака впереди сварочной ванны. В редких случаях можно доводить до перпендикулярного положения. К этому прибегают при чрезмерном скоплении шлака. В противном случае, он не успеет застыть и заполнит всю ванну, погасив при этом сварочную дугу.
Применяется данный метод для работы в труднодоступных местах, где нет возможности установить другой угол наклона. При таком способе удаётся достичь средней глубины провара металла.
- очень короткая;
- короткая;
- средняя;
- длинная.
От чего зависит выбор режима ручной дуговой сварки? Особенности параметров при выборе режима
Под режимом сварки подразумевается такой набор условий, который обеспечит стабильное проведение сварочных работ. Режим сварки имеет основные и второстепенные характеристики.
Режимы ручной дуговой сварки
К основным характеристикам относятся:
К второстепенным характеристикам относят следующее:
- состав и толщина покрытия электрода;
- уровень подогрева заготовок;
- положение изделия в пространстве;
- наклон электрода.
Подбор диаметра электрода
При выборе толщины электрода учитывают множество факторов.
Если сварка проводится в нижнем положении, тогда ключевым критерием выступает толщина свариваемых деталей.
Существует определённое соотношение толщины металла к диаметру электрода при выполнении работы в нижнем положении.
| Толщина свариваемых заготовок, мм | Диаметр электрода, мм |
| 1,4 | 1,5 |
| 2 | 2 |
| 3 | 2-3 |
| 4-5 | 3-4 |
| 6-8 | 3-4 |
| 9-12 | 4-5 |
| 13-15 | 4-5 |
| 16-20 | 5-6 |
Также выбор можно проводить, опираясь на марку свариваемого сплава. Например, для соединения изделий из чугуна рекомендуется использовать электроды диаметром 2-3 миллиметра. Это уменьшит уровень тепла, поступающего в свариваемую конструкцию, и гарантирует образование валика небольшого сечения.

Примерная стоимость 3-миллиметровых электродов на Яндекс.маркет
Ещё одним важным фактором является наличие разделки кромок. Если такая предварительная работа проводилась, тогда наложение первого слоя осуществляется 3-миллиметровыми электродами, невзирая на марку используемого металла. При таком подходе использование электродов большой толщины может привести к возникновению ряда трудностей: непровар заготовок, зашлаковывание сварочного шва. Дальнейшая работа проводится электродом большей толщины (4-5 мм).

Примерная стоимость 4-миллиметровых электродов на Яндекс.маркет
Необходимо учитывать тип свариваемого соединения. Если проводить стыковое соединение, тогда нужно руководствоваться описанными выше правилами подбора. Если необходимо сварить угловые, тавровые или нахлёсточные соединения, тогда возможны два варианта:
- первый – сварку проводят в определённое количество слоёв, тогда для первого слоя берутся электроды толщиной 2-3 мм для более глубокой проварки и высокой крепости шва;
- второй – работа проводится в один заход, толщина электрода будет зависеть от толщины заготовок и может варьироваться от 2 до 6 мм.
Сила сварочного тока
При расчёте силы сварочного тока необходимо брать в расчёт диаметр используемого электрода.
Для расчёта применяется формула:
I=K*D, где:
Возможные изменения специального коэффициента представлены в таблице.
| Диаметр электрода, мм | Значение коэффициента, А |
| 1-2 | 25-30 |
| 3-4 | 30-45 |
| 5-6 | 45-60 |
Нужно помнить, что если установить слабый ток, тогда сварочная дуга не будет устойчивой, а сам шов проварится не полностью, что может привести к появлению трещин. В то же время повышенная мощность приведёт к ускоренной расплавке электрода и появлению брызг, что негативно отразится на качестве шва.
Напряжение на дуге
Напряжение дуги изменчиво и находится в зависимости от её длины. Чем больше длина дуги, тем больше её напряжение, соответственно, расходуется больше тепла для плавки электрода и металлических деталей. Из-за этого сварной шов получается шире, в то время как высота усиления и глубина провара сокращаются.
Кроме того, напряжение дуги может варьироваться от 18 до 45 В в зависимости от используемого электрода и заданной силы тока.
Рекомендуется проводить работу короткой дугой, напряжение в которой не превышает 20 В. При длинной дуге происходит сильное разбрызгивание расплавленного металла, возникает резкий звук с небольшими хлопками. По таким признакам опытные специалисты могут судить о длине дуги.
Чтобы избежать вышеперечисленных неудобств, необходимо скорее опускать вниз электродержатель с электродом.
Скорость сварки
Необходимо поддерживать оптимальную скорость сварки, чтобы избежать переполнения сварочной ванны, и не возникали натёки на основной металл.
Толщина образуемого шва должна быть шире электрода в 2 раза.
Слишком быстрое проведение работы приведёт к тому, что соединение не проварится, а после остывания на нём образуются трещины. А если двигаться слишком медленно, тогда расплавленный металл начнёт скапливаться перед сварочной дугой. Это приводит к тому, что шов выходит неровный, а металл проварится не полностью.
Идеальным считается шов шириной 9-14 мм с глубиной, не превышающей 6 мм. Для достижения такого результата необходимо проводить работу со скоростью 35-40 м/ч.
Род и полярность тока
Чаще всего при проведении сварочных работ используют постоянный ток. При таком токе прямой полярности возможно соединить крупные и толстые детали. Это возможно из-за того, что на свариваемый металл приходится большее количество тепла. Обратную полярность применяют для соединения тонкого металла, чтобы избежать прожога.
Сварка переменным током практически не применяется из-за её слабой мощности. При проведении работ таким способом производительность снижается на 15-20% по сравнению с постоянным током обратной полярности.
Методика и тонкости работы при сварке покрытым электродом: режимы и техника ручной дуговой сварки
Ручная дуговая сварка остаётся самой популярной среди профессионалов и любителей, благодаря ряду факторов: мобильность – для работы не требуются баллоны, газовые редукторы, шланги и другие дополнительные средства; универсальность – можно соединять между собой различные металлы и сплавы; простота освоения – технологические приёмы давно известны, доступно большое количество литературы, благодаря которой специалист с небольшим опытом сможет положить качественный шов.
Основы РДС. Плюсы и минусы
Создание неразъёмных конструкций при помощи РДС основано на расплавлении кромок деталей с одновременным заполнением сварочной ванны жидким металлом покрытого электрода. Защита осуществляется при участии обмазки, которая при нагревании закрывает рабочую зону плёнкой и смесью газов, вытесняя вредные примеси и кислород.
Благодаря этому, работы можно проводить как в помещении, так и на улице. Влияние ветра при этом минимально в отличие от сварки в среде защитных газов. Кроме самого сварочного аппарата и электродов, ничего не требуется, поэтому быстрое перемещение оборудование по площадке не вызывает трудностей.
Минусом можно считать сложность работы с вертикальными и потолочными швами, сварщику в этом случае требуется иметь некоторый опыт и соответствующую квалификацию.
Также отрицательным моментом признаётся низкая производительность труда по сравнению с применением полуавтоматического оборудования.
Три основных типа соединений
ГОСТ 5264-80 описывает все типы стандартных соединений, используемых на производстве. Если используются стыки, которые не описаны в перечне, то в сопроводительной документации (чертеже) конструктор делает сноску с обозначением параметров шва.
- Стыковое – применяют при сварке листов, плоских деталей. Бывают: с отбортовкой кромок, с разделкой или без, на съёмной или постоянной подкладке.
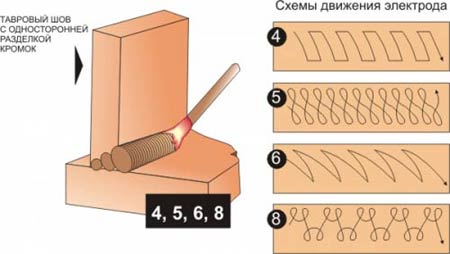
- Угловое – для соединения элементов, при котором кромка одного из них упирается в плоскость второго под углом, отличном от 0 градусов.
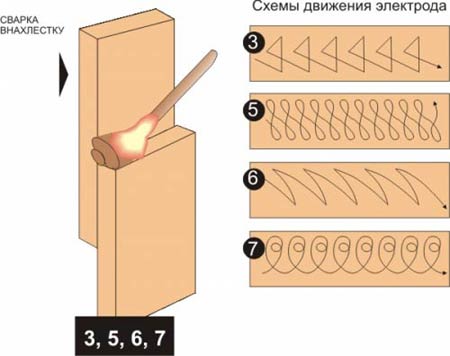
- Нахлёсточное – используется при монтаже деталей, при этом сторона одной накладывается на плоскость другой.
Основная цель создания неразъёмного соединения – обеспечение достаточной прочности для эксплуатации металлоконструкции.
Как правильно выбрать диаметр электрода
Условно можно разделить толщины свариваемых деталей на три группы:
- тонкие – до 2 мм. Для работы выбирают электроды 2-3 мм;
- средние – от 2 до 20 мм. Используют электроды от 3 до 4 мм;
- толстые – свыше 20 мм. Корень шва может провариваться электродами 3-4 мм, а затем рекомендуется работать с пятимиллиметровыми.
Важно: при одном и том же токе тонкий электрод даёт больший провар основного металла, чем толстый. Но производительность работы снижается: приходится чаще их менять.
Для облегчения сварки в вертикальном и потолочном положениях лучше использовать электроды не толще 4 мм.

Примерная стоимость электродов на Яндекс.маркет
Принцип подбора сварочного тока
При выборе параметров сварки следует ориентироваться:
- на толщину металла;
- на диаметр электрода;
- на положения будущего шва – горизонтальное, вертикальное, потолочное.
Производители электродов размещают на упаковке таблицу с рекомендованными параметрами, но при сварке разных сплавов значения могут быть другими. Для более точного подбора тока лучше попробовать разные режимы на обрезках металла, ориентируясь на указанные в таблице.
При сварке в вертикальном положении ток уменьшают на 10-15%, а для создания потолочных швов – на 20-30%.
Два способа зажигания сварочной дуги
В начале работы нужно зажечь дугу. Для этого применяют два способа:
- постукиванием электрода об основной металл – нужно коснуться кончиком поверхности и при появлении столбика дуги отвести стержень на расстояние, при котором он будет устойчиво гореть;
- чирканьем – электрод нужно провести по металлу, как спичкой по боковине коробка до его загорания, и также отвести на нужное расстояние.
Важно: электроды, кончики которых покрыты графитом (в виде тёмно-серых колпачков), зажигаются легче.
В процессе сварки приходится отрывать стержень и прерывать процесс. Чтобы снова легко можно было зажечь электрод, нужно обломать выступающую обмазку для обнажения металлического стержня.
Скорость сварки. Длина дуги
Скорость сварки зависит от величины тока и диаметра электрода. Тонкие металлы следует варить быстро, чтобы избежать прожига. Толстые, наоборот, медленно для обеспечения хорошего провара. В каждом случае скорость ведения электрода определяется индивидуально.
Также влияние оказывает наклон стержня – углом вперёд, назад или под 90 градусов:
- углом вперёд – устанавливается наклон 30-50 градусов. Обеспечивается надёжная защита сварочной ванны. Если впереди образуется много шлака, то угол уменьшают. Глубина провара при этом способе минимальна;
- 90 градусов – степень проплавления деталей средняя. Применяют при невозможности вести электрод иным способом;
- углом назад – обеспечивается максимальный провар основного металла. Защитный шлак движется вслед за электродом, не мешая работе. Применяется чаще всего в нижнем положении, при создании корневых швов.
Длина дуги определяется расстоянием между кончиком электрода и кромками металла:
- короткая – в среднем 3-4 мм. Обеспечивается максимальное проплавление детали и устойчивое горение. Используется чаще всего;
- длинная – свыше 4 мм. Даёт минимальный провар. Поскольку дугу сложно удержать и при этом возникают трудности с формированием шва, от сварщика требуется опыт и высокая квалификация. Применяется при сварке тонких деталей во избежание прожогов.
Чтобы создавать качественные швы, нужна тренировка. Для этого рекомендуется перед проведением работ потренироваться на ненужных деталях, экспериментируя с настройками аппарата, скоростью ведения электрода и его положением относительно направления сварки.
Техника, основные приемы ручной дуговой сварки
При создании шва в нижнем положении применяются стандартные приёмы. Чаще всего применяют три:
- Ведение электрода вдоль кромок с минимальными колебаниями – используют при сварке угловых соединений, стыковых и нахлёсточных, при монтаже труб (формирование коренного шва). При этом нужно захватывать кончиком обе кромки и не задерживать электрод в середине стыка.
- Перемещение «ёлочкой» – применяется при сварке последующих швов (после корня) и облицовочных (наружных).
- Способ «восьмёркой» – при таком способе происходит максимальное проплавление кромок, поскольку электрод задерживается на них. Годится для сварки толстых заготовок.
Если применяется сварка «ёлочкой» вертикальных швов, то возможны 2 варианта – полуокружности направлены либо вверх, либо вниз. В первом случае удобно поддерживать стекающий металл, но сложнее удержать дугу. Оптимальный способ выбирается исходя из предпочтений сварщика.
Какие хитрости используют сварщики
Для облегчения сварки в разных положениях применяются способы:
Чтобы избежать деформации детали после сварки, нужно правильно их собрать. По окончании прихватывания торцов металлоконструкция должна быть жёсткой.
Советы по выбору оборудования
До покупки аппарата нужно определить:
- какие работы требуется выполнять – для бытовых нужд достаточно приобрести небольшой инвертор, выдающий на выходе ток 190-200 ампер. Этого хватит для сварки листового металла, уголков, арматуры на даче или в гараже. Такие аппараты не требуют сети 380 вольт, удовлетворительно переносят просадки напряжения, их вес и габариты позволяют работать на высоте;
- толщины свариваемых деталей – чтобы соединять толстые заготовки, требуется профессиональное оборудование. На выходе потребуется большой ток – более 200-250 ампер. Особенно это важно для длительных операций: наплавок, создания габаритных конструкций. Но мощные аппараты вынудят оборудовать участок промышленным электрощитом с напряжением 380 В;
- требуется ли универсальный аппарат – если впоследствии нужно будет использовать аргонодуговую или полуавтоматическую сварку, то есть смысл обратить внимание на комбинированные инверторы: такие, которые позволяют подключать соответствующие горелки и газовое оборудование. Они стоят дороже, но позволят окупить себя благодаря выполнению множества вида работ.
Совет: рекомендуется приобретать аппараты фирм, зарекомендовавших себя на рынке. Важен срок гарантии производителя. Ряд компаний уверяет, что их продукция способна прослужить до 5 лет.
При покупке нужно обратить внимание на дополнительные функции:
- Форсаж дуги – при скачках напряжения электроника самостоятельно увеличивает величину тока, уменьшая вероятность залипания электрода.
- Защита от перегрева – внутри корпуса установлен датчик, отключающий аппарат при приближении температуры к критической. Благодаря этому предотвращается повреждение электронных элементов.
- Горячий старт – облегчает зажигание электрода. В момент прикосновения к детали сварочный ток на короткое время увеличивается выше установленного значения, а затем уменьшается до нормального.
В комбинированных аппаратах число настроек может быть большим, но они касаются других режимов. В них имеется переключатель:
- MMA – обозначение ручной дуговой сварки (РДС);
- MIG – режим полуавтомата (ПА);
- TIG – аргонодуговая сварка (АДС).
В режиме РДС переключатели, касающиеся иных способов (ПА, АДС), работать не будут.
Получение качественных швов с применением РДС возможно при соблюдении технологий сварки. Нужно правильно подготовить детали: разделать кромки, подобрать тип и диаметр электродов, установить величину тока. Один из признаков хорошего шва – быстро отслаивающаяся шлаковая корка. В некоторых случаях она сама отделяется от поверхности после остывания. Сам шов должен быть чистым: без свищей, пор и подрезов.
Техника ручной дуговой сварки
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной - увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
 |  |
 |  |
 |  |
 |  |
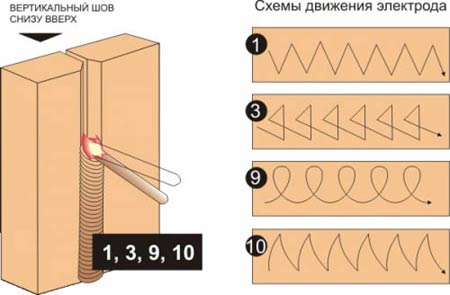 | 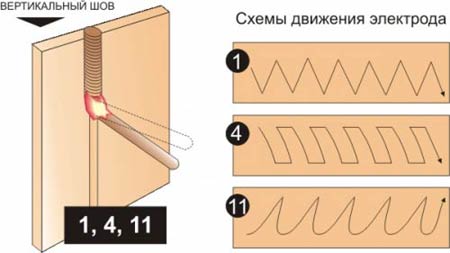 |
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
| Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой | Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной |
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
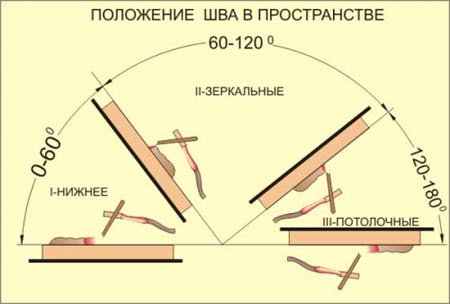
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
 | |
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
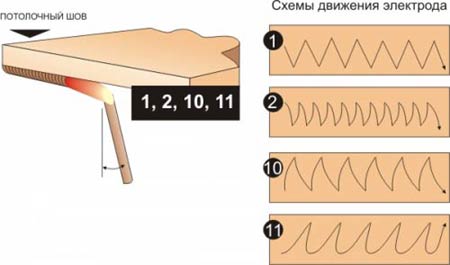
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги - дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях - снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
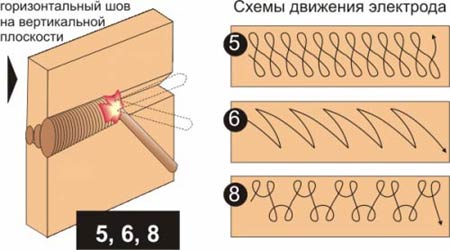
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом - поперек, чтобы удалить последние остатки шлака.
Читайте также: