Соединение сварочных кабелей опрессовкой
Обновлено: 04.10.2024
Соединение проводов в электропроводке. Как соединить медный и алюминиевый провод. Опрессовка, оконцевание, пайка,сварка кабелей и проводов.
Какие провода и кабели чаще всего используются для изготовления электропроводки?
Для того чтобы изготовить электропроводку, применяют провода и кабели, произведенные на базе алюминиевых и медных жил. Исходя из того, что алюминий имеет меньшую стоимость, проводку, как правило, делают из проводов с алюминиевыми жилами. Тем не менее алюминий имеет ряд характеристик, которые не очень благоприятствуют тому, чтобы соединение было надежным. Главный недостаток такого материала заключается в том, что по сравнению с медью алюминий имеет повышенную степень текучести и окисляемости. В ходе этих процессов на его поверхности образуется пленка, которая не проводит электрический ток.
Окись алюминия приводит к тому, что возникает значительное переходное сопротивление. В итоге это приводит к значительному ухудшению электрического контакта. Кроме того, из-за этого же дефекта происходит достаточно сильное нагревание проводника. Окисная пленка также значительно затрудняет процесс пайки и сварки проводов. Это происходит из-за того, что она плавится при очень высокой температуре — около 2050 °С, несмотря на то, что температура плавления самого алюминия составляет всего лишь 660 °С.
Нужно ли удалять пленку с контактной поверхности?
Пленку с поверхности алюминиевого проводника нужно удалять в обязательном порядке и принимать меры, касающиеся невозможности ее последующего образования. Для этого и необходим технический вазелин.
Конечно, медные проводники также с течением времени окислятся, однако это не приводит к значительному ухудшению качества контактного соединения, а также к нагреванию участка соединения. Следует также отметить, что удалить окись меди с поверхности проводника не так уж и проблематично.
Что еще может привести к нарушению контакта?
Алюминий имеет достаточно большой линейный коэффициент теплового расширения, если сравнивать его с другими
металлами. По этой причине не следует спрессовывать алюминиевые провода в медных наконечниках. Кроме того, также не стоит присоединять алюминиевые провода к медным контактам.
Даже в случае нормального использования алюминиевых проводов время от времени их нужно подтягивать, так как соединение с течением времени будет постепенно ослабевать из- за сильного нагревания.
В процессе эксплуатации алюминиевый провод может перетекать из области с большим давлением туда, где давление не настолько высокое. По этой причине нужно затягивать алюминиевые провода достаточно сильно, но не перетягивать их, так как из-за этого соединение тоже может очень быстро ослабеть.
Где алюминиевые провода хуже всего контактируют с другими металлами?
В наиболее плохих условиях алюминиевые жилы будут контактировать с другими проводящими электрический ток металлами в наружных электропроводах. Из-за того что в атмосферном воздухе всегда содержится определенный процент влаги, на контактных поверхностях образуется водяная пленка. При этом она обладает основными свойствами электролита. В местах соединения возникает гальваническая пара. Алюминий здесь играет роль отрицательного полюса, поэтому он с течением времени понемногу разрушается. В этом случае наиболее плохим вариантом будет соединение алюминиевого провода с медным или латунным.
Допустимо защитить данное соединение с помощью технологического вазелина. Однако лучше всего в этом случае покрыть их еще одним металлом. Для этой цели следует использовать олово или же припой типа ПОС.
Где соединение разных проводов подходяще?
В процессе использования, как уже говорилось выше, болтовые соединения алюминиевых проводов с медными ослабевают, поэтому их необходимо время от времени подтягивать. Тем не менее такую технологию продолжают использовать, допустим, в дачных домиках. Здесь данная технология наиболее успешна, так как она достаточно простая и не потребует применения какого-нибудь специального инструмента для того, чтобы обеспечить данное соединение.
Какими свойствами должна обладать конструкция зажима для соединения проводов?
Устройство зажима для того, чтобы соединить алюминиевые жилы с медными или иными проводами, должна обеспечивать выполнение следующих пунктов:
— давление на провода в случае образования текучести должно быть постоянным;
— должно быть изготовлено устройство, которое будет защищать провода от растекания из-под контактного винта;
— все элементы конструкции должны быть обеспечены гальваническим покрытием.
Все эти требования выполняет зажим, который был специально создан для алюминиевых проводов. Пружинная шайба позволяет создать в месте соединения постоянное давление на провода. Кроме того, в конструкции оборудован специальный упор, с помощью которого не допускается выдавливание провода из контактного зажима.
В некоторых вариантах подобного устройства пружинная шайба и упор, который предотвращает растекание, изготавливают в виде одной лишь шайбы-звездочки (рис. 1).
Данную конструкцию нужно собирать сразу со всеми элементами, так как если будет отсутствовать даже малейшая деталь, то это приведет к значительному ослаблению контакта.
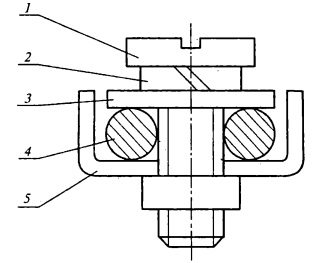
Рис. 1. Зажим для присоединения алюминиевых проводов : 1 – винт; 2 – пружинная шайба; 3 – шайба или основание контактного зажима; 4 – токоведущая жила; 5 — упор, ограничивающий растекание алюминиевого проводника
Каков порядок работ для присоединения алюминиевых жил?
Работы по присоединения алюминиевых проводов имеют свой порядок, который нужно соблюдать для того, чтобы получилось прочное и достаточно долговечное соединение.
1. С конца жилы нужно удалить изоляцию на таком участке, чтобы его хватило для изготовления кольца. Нож для удаления изоляционного слоя нужно направлять к поверхности провода под незначительным углом - 10—15°. Так поступают для того, чтобы при срезании изоляции он направлялся параллельно жиле. Устанавливать нож перпендикулярно жиле не следует, так как при слишком сильном надавливании вы рискуете переломить жилу. Для того чтобы удалить слой изоляции с алюминиевого провода, поперечное сечение которого не превышает 4 мм2, можно использовать специальные клещи.
2. Жилу необходимо тщательно зачистить с помощью наждачной бумаги. Этот процесс производят до тех пор, пока жила не приобретет металлический блеск, затем его нужно смазать тонким слоем технологического вазелина.
3. Подготовленную жилу нужно загнуть с помощью круглогубцев так, чтобы образовалось кольцо. При этом провода загибают по часовой стрелке, то есть так, чтобы они находились по направлению вращения винта. Внутренний диаметр кольца делают чуть больше по сравнению с диаметром контактного винта.
4. Провод нужно зажать на пластине контактного вывода, осторожно вкручивая его в нарезанное отверстие либо затягивая его с помощью гайки.
Как следует оконцовывать медные жилы?
Если жила изготовлена из меди, причем ее сечение составляет 1—2,5 мм2, то ее нужно оконцевать в виде кольца с соблюдением следующей последовательности действий. С конца провода удаляют около 30 мм изоляционного слоя. Далее жилу нужно зачистить с помощью наждачной бумаги до тех пор, пока жила не станет блестеть. Затем проволоку скручивают в стержень и загибают в кольцо, которое покрывают слоем канифоли. Затем на несколько секунд его помещают в расплавленный припой. После того как припой застынет, провод нужно закодировать до кольца.
Как нужно выполнить соединение медных и алюминиевых проводов?
Для соединения медных или алюминиевых проводов, относящихся к электропроводке, с проводами, которые направлены к осветительной аппаратуре, используют специальную зажимную колодку. Провода нужно зажать между пластинами. Причем в этих пластинах должны быть насечки и специальные отверстия с резьбой для зажимных винтов. На винтах должны иметься пружинящие разрезные шайбы.
По какой технологии производят соединение и оконцевание алюминиевых проводов?
В последнее время достаточно часто стал использоваться способ соединения медных и алюминиевых проводов по технологии опрессовки.
С помощью такого метода можно получить достаточно качественный контакт, а также хорошую механическую прочность. Данную технологию соблюсти весьма просто.
Опрессовку выполняют с помощью обыкновенных ручных клещей, вместо них могут использоваться механические и гидравлические прессы. Для того чтобы соединить жилы проводов и кабелей, используют гильзы, а для оконцевания подойдут наконечники (рис. 2 и 3).
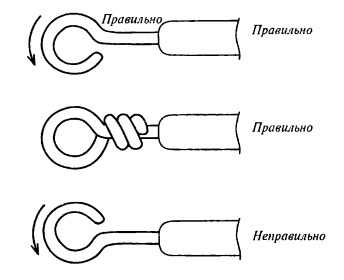
Рис. 2. Оконцевание проводов
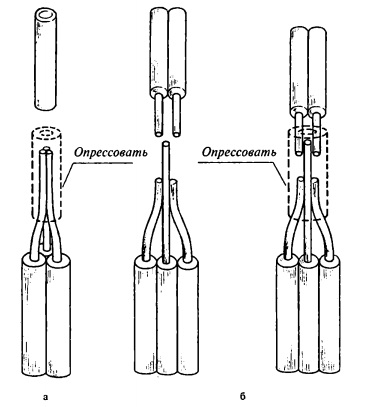
Рис. 3. Опрессовка алюминиевых проводов гильзами ГАО : а — односторонняя опрессовка; б — двухсторонняя опрессовка
Как правильно произвести опрессовку?
Для проведения опрессовки существует специальная технология, соблюдая которую можно получить весьма качественное соединение. Она включает в себя несколько основных и несложных пунктов.
1. В зависимости от того, какое сечение жил проводов и кабелей, проводящих ток, выбирают тип и размер соединительных гильз и наконечников для кабелей. Для того чтобы произвести опрессовку жил, сечение которых находится в промежутке от 2,5 до 10 мм2, применяют соединительные алюминиевые гильзы ГАО. Если же сечение больше 10 мм2, то здесь больше подойдут гильзы ГА. Оконцевание в этом случае делают путем установки трубчатых наконечников, изготовленных из алюминия типа А, или же с помощью медноалюминиевых наконечников типа ТАМ.
2. Выбирают матрицы и пуансоны в соответствии с размерами гильзы и наконечников.
3. В гильзах и наконечниках должна обязательно находиться заводская смазка. Если ее нет, то гильзу следует зачистить с помощью металлического ершика, а затем смазать ее технологическим вазелином. Вместо него можно использовать кварцевазелиновую или цинковазелиновую пасту.
4. С концов жил удаляют изоляционный слой. Если вы собираетесь производить оконцевание, то длина провода, с которого нужно снять изоляцию, должна равняться длине трубчатой части наконечника. Для соединения длина зачищенного провода должна быть равна половине длине гильзы.
5. Затем необходимо как следует отшлифовать зачищенные концы с помощью шлифовальной бумаги. Потом их протирают тканью, предварительно смоченной в бензине, а в конце покрывают слоем технологического вазелина.
6. На готовую жилу нужно надеть наконечник или гильзу. Если вы собираетесь произвести оконцевание, то жилу нужно ввести в наконечник до упора. Если же вы изготавливаете соединение, то вам нужно вводить провода таким образом, чтобы их торцевые части соприкасались друг с другом примерно в середине гильзы.
7. После этого приступают к установке трубчатой части наконечника или гильзы в матрицу и затем производят опрессовку.
8. На последнем этапе острые края гильзы зачищают, а все соединение заматывают изоляционной лентой.
Категорически запрещено на алюминиевую жилу надевать медный наконечник. Это связано с тем, что у этих материалов различный коэффициент линейного теплового расширения. Это может привести к негативным последствиям — наконечник из-за чересчур сильного расширения алюминия может попросту потрескаться.
Как правильно произвести опрессовку медных кабелей и проводов?
В этом случае с провода нужно удалить изоляцию с 20—25 мм по длине провода (не важно, какой провод, — одножильный или многопроволочный). Соединяемые жилы следует положить параллельно друг другу таким образом, чтобы они небыли скручены между собой. После этого их нужно обернуть двумя слоями фольги, изготовленной из латуни или меди, при этом толщина фольги должна составлять 0,2 мм, а ширина — 18—20 мм. Участок соединения после этого обжимают с помощью прессовочных ключей.
Если жила имеет сечение 4 мм2 или немного больше, то опрессовку можно выполнить в специальных трубчатых наконечниках типа Т. Вместо них могут быть использованы медные гильзы вида ГМ. При этом все операции производятся в той же последовательности, что и для алюминиевых проводов. В этом случае накладывать слой технологического вазелина не нужно.
Категорически запрещается производить опрессовку с использованием молотка и зубила.
Где используют пайку и сварку?
Пайкой и сваркой соединяют провода только в том случае, если никакой другой способ для этой цели не подходит. Требования к такому способу соединения примерно такие же — они должны быть надежными и достаточно прочными.
Для того чтобы получить качественную пайку, нужно выполнить следующие действия:
— ответственно подойти к выбору припоя, так как при неправильном припое соединение получится не очень прочным;
— с контактных поверхностей необходимо тщательно удалить все следы окиси.
Если требуется соединить медные жилы, то окись снимают с жилы непосредственно перед самой пайкой. Если же соединяют алюминиевые провода, то окись снимают в процессе пайки.
Каковы преимущества пайки?
Данная технология соединения позволяет образовать весьма качественный электрический контакт, однако такое соединение является крайне непрочным, по этой причине провода перед пайкой нужно тщательно скрутить между собой.
Каким инструментом выполняют пайку?
Если провод изготовлен из меди и его сечение находится в промежутке от 1 до 10 мм2, то пайку нужно выполнять с помощью паяльника. Для данного случая больше всего подойдет припой, изготовленный из олова и свинца. Марка такого припоя - ПОС.
Перед началом пайки окись с поверхности медного провода нужно удалить с помощью наждачной бумаги или напильника. В роли флюса будет выступать канифоль или же ее раствор, кроме того, можно использовать паяльный жир.
В процессе пайки медных жил нельзя использовать травленую соляную кислоту или нашатырный спирт. Дело в том, что они будут крайне негативно воздействовать не только на пленку окиси, но и на саму жилу.
Как правильно выполнять пайку?
Участок, который вы собираетесь припаивать, нужно хорошенько разогреть. Его температура должна быть примерно на 30—50 °С выше по сравнению с температурой плавления припоя и флюса.
Если температура будет ниже, то получится так называемая холодная пайка. Ее уровень прочности не слишком высокий, к тому же она не дает требуемого электрического контакта надлежащего качества.
Чем отличается использование скрутки для соединения проводов?
Соединять провода с помощью скрутки проще всего, однако данная технология потребует последующей пропайки соединения, так как даже в хорошо изготовленной скрутке существует достаточно большое переходное сопротивление — в несколько раз большее по сравнению с другими методами соединения, например с опрессовкой, пайкой, сваркой, даже по сравнению с болтовым и винтовым соединением (рис. 4).
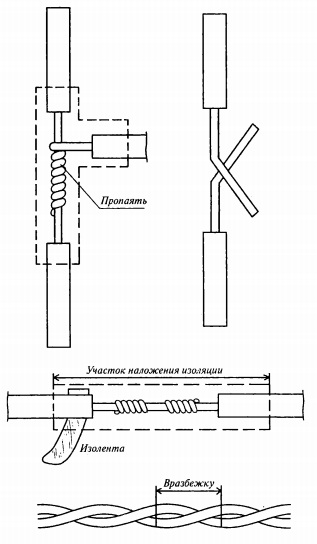
Рис. 4. Соединение и ответвление медных проводов марок ПВ, ПР, ПРД, ПРВД
При изготовлении скрутки провода не имеют слишком большого количества точек соприкосновения. Поэтому провода, соединенные по такой технологии, могут перегреваться. В некоторых случаях такой метод соединения может даже стать причиной пожара. Из-за этого использовать скрутку без дополнительной пропайки не следует.
В чем заключается метод соединения и ответвления проводов?
Данная технология состоит в следующем: для того, чтобы соединить два отрезка провода, необходимо плотно скрутить между собой проволочки жил, по которым проходит электрический ток. Это делают, чтобы они не раскрутились впоследствии. Провода потом скрещивают. Данное соединение обжимают плоскогубцами, после чего производят пропаивание с помощью припоя ПОС-ЗО или Г10С-40.
Скрутку нужно дополнительно изолировать по всей длине, чтобы изолента заходила на незащищенную изоляцию.
Как производят пайку однопроволочных алюминиевых жил?
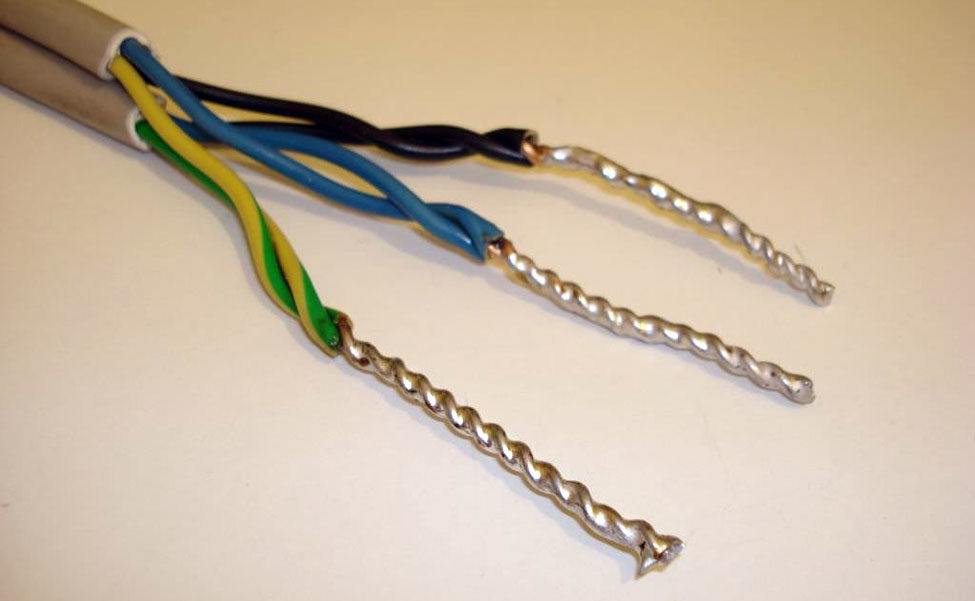
Для того чтобы выполнить подобную пайку проводов, сечение которых составляет от 2,5 до 10 мм2, производят двойную скрутку с желобком (рис. 5).
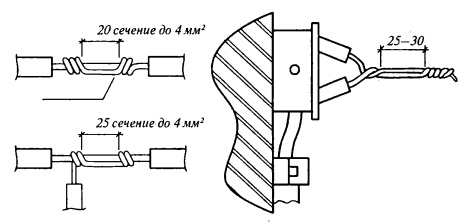
Рис. 5. Соединение однопроволочных алюминиевых проводов пайкой двойной скруткой с желобком
С жил в этом случае нужно удалить изоляционный слой, саму жилу тщательно зачистить с помощью наждачной бумаги, а потом с использованием двойной скрутки соединить таким образом, чтобы в месте касания жил образовался желобок.
Далее это соединение нагревают с помощью обычного паяльника или же паяльной лампы до тех пор, пока его температура не станет выше по сравнению с температурой плавления припоя.
Постепенно пропаивают оба соединения. После того как припой полностью застынет, участок соединения нужно дополнительно изолировать с помощью изоляционной ленты.
Где используется сварка?
Данная технология соединения используется для того, чтобы оконцовывать и соединять между собой жилы, проводящие ток, причем всех сечений. Этот метод также подходит для того, чтобы соединять алюминиевые жилы с медными, в случае если сечение жил не превышает 10 мм2. Этот способ потребует использования специальных флюсов, сварочных аппаратов, а также иного технологического оборудования.
Как соединить сварочные кабели между собой – 3 простых способа
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Особенности сварочных кабелей и их соединения

Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
Инверторы для сварки комплектуются короткими проводами, что создает трудности при выполнении работ на высоте и в труднодоступных местах. Соединение сварочных кабелей методами пайки, сварки или установки специальных разъемов расширяет возможности техники и исключает необходимость ее удерживания на плече. При осуществлении поставленной задачи нужно учитывать, что максимальная протяженность не должна превышать 30-40 м.
Распространенные способы соединения
Перед тем как соединить сварочный кабель методом обжима, необходимо приобрести алюминиевые или медные гильзы. Подобрать изделия можно в каталоге. Здесь представлен широкий ассортимент соединителей, комплектующих и других электронных компонентов – кабелей, сборок, печатных плат, отличающихся высоким качеством и демократичной стоимостью.
Пайка – второй востребованный способ соединения медных кабелей. Он предполагает покрытие предварительно разогретых концов жил посредством расплавленного припоя. После затвердевания последнего достигается высокая прочность и хорошая электропроводность изделия. Подходит эта технология для проводников небольшого сечения.
Основные преимущества пайки – простота и экономичность. К подготовительным мероприятиям можно отнести:
- избавление от изоляции,
- скрутку,
- очистку,
- обработку флюсом.
После пайки необходимо смыть остатки, нанести лак, изоляцию в виде ленты или термоусадочной пленки.
Важно! Промежуточным этапом пайки является скрутка проводов. В качестве самостоятельного метода она запрещена нормативными документами ПУЭ.
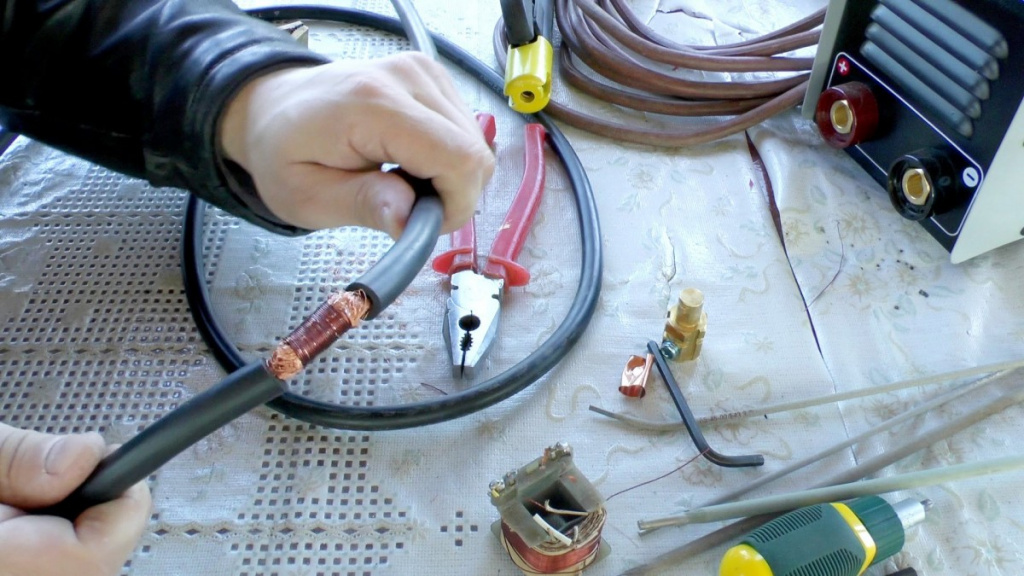
Так как соединить 2 сварочных кабеля большого диаметра позволяет в монолитную конструкцию сварка, этот метод используется часто. Для соединения проводов применяется специальный аппарат ВКЗ-1, похожий на пистолет. Преимущества метода – высокая прочность контакта, стойкость к механическим воздействиям, недостатки – необходимость в зачистке провода на 10 см, сложность выбора силы тока, невозможность разъединения элементов.
Соединение сварочного кабеля разъемами
- марки сварочного кабеля,
- разъемов,
- наконечников,
- вилок и клемм.
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35…120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»). Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.

При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.
Установка наконечника: принципы процесса

Так как правильно соединить сварочный кабель при помощи наконечников, эта процедура чаще всего выполняется для удлинения и создания удобной формы конца токопроводящей жилы, необходимой для присоединения к зажиму аппарата. Для ее осуществления нужно зачистить и обработать провод пастой, поместить наконечник на конец кабеля и прижать его до упора. После этого следует опрессовать изделие клещами или матричным прессом.
Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей компании «ВКС» рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог. При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.
Соединение проводов опрессовкой гильзами
Способов соединения проводов существует очень много – от старинной дедовской скрутки до самых современных самозажимных клеммников. Но ни один из них не является идеальным, каждый способ имеет свои преимущества и недостатки. В каком-то случае достаточно соединить провода в клеммной колодке, иногда понадобятся сварка или пайка. Но бывают случаи, когда лучшим вариантом станет опрессовка проводов, о ней поговорим более подробно.
В чём суть метода?
Опрессовкой называют способ соединения проводов с помощью специальных гильз. Внешне они похожи на обыкновенные трубки и выполняют функцию соединительного механизма.

Жилы проводов, которые подлежат соединению, заводят в трубку с двух противоположных концов, обжимают пресс-клещами и получают в результате прочный и надёжный электрический узел. Трубка сжимается в двух или трёх местах, в зависимости от её длины и сечения коммутируемых проводников. Соединяемые жилы и гильза совместно подвергаются деформации. В этот момент происходит сжим и сдавливание трубкой токопроводящих поверхностей проводников. За счёт этого жилы взаимно сцепляются, что даёт надёжный электрический контакт.
Затем место соединения изолируется.
Чаще всего этот метод используют в ситуациях, когда нет возможности применить другой вид соединения. Например, для сварки обязательно необходимо присутствие электричества, чтобы можно было подключать сварочный аппарат. При работах в маленькой распределительной коробке неудобно располагать болтовое соединение, зажим «орех» или клеммную колодку. Да и с паяльником дотягиваться под потолок к распредкоробке тоже не очень удобно. Вот в таких случаях и выручает обжимка проводов с помощью гильз.
Метод опрессовки наиболее востребован:
- если необходимо соединить провода в электролиниях с высокой токовой нагрузкой;
- для коммутации многожильных проводников;
- при необходимости соединения проводов большого сечения.
Преимущества и недостатки
В опрессовке достаточно много положительных сторон:
- Инструмент, с помощью которого выполняется подобное соединение, ручной, для его работы не нужно электричество. В случае, когда приходится работать в помещении, где нет напряжения, опрессовка является единственным качественным методом соединения.
- С помощью опрессовочных трубок можно соединять проводники из разных металлов, что является решением вечной проблемы коммутации медных и алюминиевых жил в одном электрическом узле.
- Если при сварке требуется специалист, способный производить сварочные работы, а при пайке необходимо уметь пользоваться паяльником, то опрессовку может сделать каждый, достаточно лишь один раз попробовать в действии пресс-клещи.
- С помощью специального обжимного инструмента есть возможность производить коммутацию в любых, даже ограниченных пространствах. Особенно удобно, при соединении проводов в подрозетнике или коробке.
- Обжим пресс-клещами и гильзами позволяет до минимума укоротить соединяемые участки проводов.
- За счёт механического усилия создаётся максимально прочное контактное соединение.
- В результате опрессовки получается неразъёмное соединение, которое выдерживает большую физическую нагрузку на разрыв.
- Скорость монтажа – минимальная, качество соединения – максимальное.
- Такой контакт не нуждается ни в каком эксплуатационном обслуживании.
Неразъёмный тип опрессовки в некотором роде является и недостатком, то есть в случае необходимости нельзя раскрутить соединение и заменить один из проводников. Гильзу можно только вырезать.
Инструменты и материалы
Для работы понадобятся ручные (или механические) пресс-клещи. Они обжимают гильзу с проводниками сечением до 120 мм 2 . Для жил большего сечения потребуется пресс, который приводится в действие за счёт гидравлического привода.

Есть клещи с матрицами на разное сечение и с регулировкой пуансонов. Очень удобный инструмент в том плане, что не надо постоянно переустанавливать его на другие размеры, просто винт пуансона либо матрица поворачивается на нужное сечение.
При работе с алюминиевыми проводами потребуется специальная кварцево-вазелиновая паста, которая удаляет на жилах окисную плёнку и препятствует её появлению вновь.

Медным проводникам подобная обработка не нужна, но всё-таки для снижения трения желательно их смазать обычным техническим вазелином. Во время деформации жилы могут повреждаться, а смазка минимизирует этот риск.
Типы гильз
Очень важно правильно подобрать гильзы для опрессовки проводов.
По материалу исполнения
Кабель или провод медного исполнения соответственно следует обжимать медными гильзами. Они бывают двух видов и имеют следующую аббревиатуру:
- ГМ – гильзы медные. Они сделаны чисто из меди, не имеют никакого покрытия и обработки, по внешнему виду похожи на обычные кусочки медных трубок.
- ГМЛ – гильзы медные лужёные. Они проходят процедуру лужения, то есть их поверхность обрабатывают специальным олово-висмутовым слоем. Это делают для того, чтобы предотвратить процессы окисления и коррозии. Ещё из школьных уроков физики известно, что медь, как и любой другой металл, окисляется. Лужение препятствует этому процессу, опрессованные провода не вступят в химическую реакцию с лужёной гильзой.

Хотелось бы дать один полезный совет. Не слушайте, если вдруг кто-то из опытных электриков будет доказывать вам, что при помощи гильз ГМЛ возможна опрессовка алюминиевых проводов, так как оловянный слой не даст напрямую контактировать алюминию с медью. Это неверно, потому что во время опрессовывания поверхностный слой трубки деформируется и коррозийный процесс всё равно неизбежен.
Для соединения проводов из алюминия пользуются изделиями, выполненными из этого же металла, они имеют обозначение ГА (гильза алюминиевая).
Есть ещё комбинированные гильзы, они обозначаются ГАМ (гильза алюминиево-медная), в обиходе многие называют их алюмомедными. Этот вариант применяется, когда нужно соединить встык провода из разных металлов. Гильза представляет собой трубку из двух частей, в месте стыка разнородных металлов соединение выполнено путём фрикционной сварки. Здесь всё предельно просто и понятно – в часть трубки, выполненную из меди, необходимо вставлять медные жилы, в алюминиевую часть проводник из алюминия.
И самый современный вариант с обозначением ГСИ (гильзы соединительные изолированные). В их основе обычные лужёные трубки, только их покрывают сверху изоляцией из поливинилхлорида. Ими производится обжимка медных проводов. Во время опрессовки изоляционный слой не снимают, клещи надеваются поверх него, и производится сжим. Такие гильзы намного упрощают работу электрика, так как обжатый электрический узел не требует больше никаких дополнительных мер по его изоляции.
По размерам
После буквенных обозначений на гильзе пишется какая-то цифра. Что она означает? Это сечение проводника, на который рассчитано данное изделие. Например, медные лужёные гильзы выпускают для проводов сечением от 2,5 до 300 мм 2 . Соответственно, с увеличением сечения проводника, большие размеры имеет и сама гильза (диаметр и длину). У комбинированных изделий прописывается через дробь две цифры, одна обозначает сечение медного проводника, вторая – алюминиевого.
По конструктивному исполнению
Различаются ещё гильзы по конструктивному исполнению. Они могут быть полыми, то есть внутри представляют собою сквозные голые трубки. А бывают с перегородкой посередине, которая позволяет регулировать глубину захода проводников, то есть кончики обеих соединяемых жил будут заходить в гильзу на одинаковую длину. С перегородками выпускают комбинированные гильзы, которые используют при коммутации проводников в стык.
Основные правила
Соединение проводов опрессовкой особых сложностей не представляет. Надо лишь знать и учитывать несколько важных правил:
- Обязательно должны соответствовать друг другу металлы, из которых выполнены гильза и соединяемые проводники.
- Многие электрики укорачивают заводские гильзы и лишнюю часть просто отпиливают с помощью ножовки по металлу. Это нежелательно, так как снижается надёжность контактного соединения.
- Опрессовка проводов гильзами должна производиться только при помощи специального инструмента – пресс-клещей. Не нужно пользоваться молотком или плоскогубцами, так как есть вероятность повредить и гильзу, и обжимаемый проводник.
- Гильзу следует выбирать с таким внутренним диаметром, чтобы он максимально был приближен к диаметру обжимаемого провода.
Весьма распространена ошибка, когда пытаются уменьшить сечение проводника, чтобы подстроить его под размер трубки. Например, если имеется гильза с меньшим диаметром, некоторые хотят схитрить и удаляют несколько жилок у многожильного провода. Не делайте так никогда, потому что сопротивление увеличится, пропускная способность уменьшится, что приведёт к нагреву и разрушению контактного соединения.
Технология

- На соединяемых жилах проводов удалите изоляционный слой на 2-3 см.
- Теперь при помощи мелкозернистой наждачной бумаги зачистите оголённые участки до металлического блеска.
- Если жилы алюминиевые, нанесите на них кварцево-вазелиновую пасту, если медные, то технический вазелин.
- При односторонней опрессовке расположите провода параллельно друг другу и наденьте на них гильзу. При двухсторонней заведите зачищенные жилы в трубку с противоположных концов до стыка.
- Обожмите соединение пресс-клещами, оботрите тряпочкой, смоченной в бензине либо растворителе, заизолируйте при помощи изоленты, термоусаживаемой трубки или лакоткани.
Расключение проводов в распределительной коробке с помощью опрессовки подробно показано в этом видео:
Как видите, ничего сложного в опрессовке нет, а соединение получаете надёжное и качественное. Если вам необходимо выполнить подобную работу разового характера, пресс-клещи можно у кого-то попросить или взять на прокат. В случае, когда часто сталкиваетесь с электромонтажными работами, приобретите инструмент, он не слишком дорогой.
Кабель сварочный – незаменимый материал в строительстве
Провода для сварочного аппарата бывают разных видов. Каждый из них обладает своими особенностями, материалами изготовления и прочими характеристиками, которые влияют на качество работы.

Самые распространенные кабели для сварки:
- Одножильный. Он изготавливается из меди. При сматывании даже очень прочными материалами данный вид не теряет своей эластичности. Одним из главных достоинств одножильного кабеля для сварочного инверторного аппарата является возможность проводить электричество без перебоев. Его используют при сварке небольшими аппаратами.
- Двужильный. Также производится из медных пластин, но иногда и из других металлических сплавов. Подходит для импульсной сварки. Теряет свою эластичность во время сматывания, но при этом более прочный, чем одножильный.
- Трехжильный. Используется лишь при работе с крупными устройствами — на заводах или больших предприятиях. Они обладают большим уровнем защиты, но не рекомендуются при мелких технических работах.
Большинство проводов устойчиво к влиянию температурных условий и работоспособно при -50…50 С.
Длина сварочного кабеля
Чтобы не было неприятностей с инспектором, при наращивании сварочного провода следует учитывать, что по правилам пожарной безопасности он не должен превышать 40 м по длине. Официально удлинение жил не запрещено, однако вместе с ним увеличивается сопротивление провода, для преодоления которого нужно настраивать аппарат на максимальные нагрузки. Такой режим работы быстро изнашивает оборудование.
Чтобы величина сопротивления жил оставалась неизменной, увеличивают сечение. При удлинении провода в 2 раза сечение придется повысить тоже вдвое. При максимальной длине сварочного кабеля с учетом увеличения площади сечения его вес может стать больше чем у инвертора. Для сварки небольших металлоконструкций достаточно 5 — 10 м. Если этого мало аппарат подключают к электросети через удлинитель.
Соединяют сварочные кабели между собой несколькими способами:
- Скрутки просты в выполнении, достаточно надежны, но удлинять провода этим способом запрещено правилами установки электроустановок. Исключением являются случаи, когда они включены в технологии других соединений. Однако многим сварщикам запрет не мешает использовать их. Для надежного контакта очищенные от изоляции концы жил перед скруткой обрабатывают растворителем, а затем наждачной бумагой.
- Разъем типа «папа-мама» удобен для быстрого наращивания жил до нужной длины из нескольких частей. В магазинах имеется большой выбор по конструкции и сечению.
- Горячей пайкой соединяют небольшие по сечению жилы. Их концы зачищают до блеска, лудят, скручивают, обжимают плоскогубцами. Для защиты от окисления на поверхность наносят канифоль или флюс. В зависимости от сечения скрутку нагревают паяльником или горелкой. Припой вносят в пламя горелки или на жале паяльника, заполняя промежутки между проволочками. После остывания оставшийся флюс смывают.
- Опрессовку выполняют гильзами сделанными из того же материала что и кабель (медный или алюминиевый). Их надевают на скрутки и обжимают клещами.
- Надежное соединение выполняется контактной, газовой, термитной сваркой. В первом случае жилы сплавляются после нагрева дугой, создаваемой угольным электродом. Газовую сварку применяют для соединения только цельных алюминиевых жил сечением не больше 20мм². Для термитного сваривания потребуются специальные патроны.





Значение маркировки
Все подобные изделия маркируются особыми знаками, они помогают определить, для какого типа сварочного оборудования предназначены шнуры:
- КС – для любых сварочных работ.
- П — наличие защитного покрытия.
- Цифры — количество жил.
- ВЧ – работает при переменном напряжении.

Обычно провода идут в комплекте со сварочным оборудованием, но при необходимости приобрести новые, нужно обращать внимание на буквенно-цифровые обозначения.
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье “Держатель электродов для сварочного аппарата“. В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака.
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео. Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Подбор сечения
Немаловажным фактором успешной работы является сечение сварочного кабеля. Оно влияет на качество проводимости тока, а также время работы.
Если ваше устройство небольшое, то вам необходимо брать провода с сечением сварочного кабеля около 7 мм2. Они выдерживают силу до 220 В и способны работать от бытовой электросети.
Если оборудование имеет автоматический тип, то сечение должно составлять 45-50 мм². Подобные провода обычно маркируются дополнительно, помимо стандартных обозначения: в каталогах для них может быть указана длина, максимальный вольтаж, помимо того, расчетная масса, а также сила тока.
Подбор сечения играет очень серьезную роль, так как несоответствующие размеры способны привести к короткому замыканию и даже воспламенению аппарата. Если же сечение будет меньше, чем необходимо для мощности устройства, лишний ток станет накапливаться на предохранителе, и оборудование будет отключаться во время включения дуги, так как начнет сбрасывать напряжение.

Как соединить между собой
Следует помнить, что от надежности контактных соединений проводников зависит безопасность исполнителя и качество выполняемых работ. К соединениям предъявляются высокие технические требования. Но в первую очередь они должны обладать устойчивостью к ударам, разрывам и другим механическим воздействиям. Поэтому очень важно знать, как как соединить два сварочных кабеля между собой.
Выделяют следующие, наиболее популярные способы соединения сварочных кабелей, каждый из которых обладает собственными достоинствами и недостатками.
Рассмотрим соединение сварочных кабелей более подробно.

1. Наиболее простым способом является применение дополнительных принадлежностей – сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
На рынке представлено большое разнообразие данных аксессуаров, отличающих между собой техническими характеристиками. Соединение сварочных кабелей: “папа-мама” – является классификацией, основанной на различиях конструкции разъемов. О том, как правильно выбирать разъемные соединения сварочных кабелей, и на что следует обращать внимание Вы можете узнать здесь.
2. Соединение “скруткой” является первым и самым старым способом, характеризуется достаточно простым выполнением, качеством и надежностью.
Видео
Запрещенность метода ПУЭ не мешает самодельщикам его успешно применять, как показано в ролике ниже.
“Скрутка” может выполняться несколькими способами, которые представлены далее на картинках. Независимо от выбранного способа следует произвести удаление изоляции жил не менее, чем на 3-4 см. Затем участки жил необходимо обработать ацетоном или уайт-спиритом, зачистить наждачной бумагой и можно приступать к скручиванию.

[ads-pc-2][ads-mob-2]
Существуют также способы соединить сварочные кабели при наличии определенного набора оснащения и дополнительных аксессуаров.

3. Пайка – способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
Достоинства: не требует особых навыков и специализированного оборудования по сравнению со сваркой.
Однако, стоит выделить и недостатки: большое количество подготовительных операций, следовательно, высокая трудоемкость.
Перед пайкой проводники очищают от изоляции и оксидной пленки, затем они лудятся, скручиваются и дожимаются пассатижами. Во избежания окисления зачищенной поверхности на обработанные места следует нанести флюсы.
Пайка медных жил небольших размеров осуществляется с помощью трубок припоя, заполненных канифолью, или раствором канифоли и спирта. Эти растворы наносят на место соединения перед пайкой.
Затем можно начинать процесс пайки: место соединения разогревают паяльником или горелкой. Канифоль или флюс начинает кипеть, на жало паяльника берут немного припоя, вносят в зону пайки посредством прижатия жала к проводникам. Припой растекается и заполняет промежутки между проводами, тем самым обеспечивая соединение. Если используется горелка, то припой вносят в факел.
После окончания процесса пайки и остывания рабочего места, остатки флюса нужно смыть, просушить соединение, покрыть специальным лаком, изолировать лентой или термоусадочной трубкой.

4. Опрессовка – процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера “скрутки” и от материала кабеля (медь или алюминий).
Провода необходимо очистить от до металлического блеска, объединить в пучки/скрутить, а затем надеть на них гильзу и зажать специальными клещами. При этом стенки гильзы вдавливаются в жилы проводника и образуется надежный электрический контакт.
Достоинства: высокая надежность; к исполнителю не предъявляются высокие требования относительно его квалификации; независимость от наличия электричества.
Удлинение проводов

Не всегда стандартной длины проводов достаточно для работы, поэтому часто возникает вопрос о том, можно ли удлинять сварочные кабели. Считается, что чрезмерная длина может вызвать перебои в процессе сварки.
Производители инверторного оборудования не дают информации на этот счет. Это значит, что длина проводника может быть достаточно большой – настолько, чтобы иметь возможность транспортировать устройство как можно меньше. Следует также учитывать, что при работе нельзя тянуть к себе оборудование за провода, следовательно, повышенная длина помогает большей мобильности при сварке.
Однако сварочные кабели со слишком большой протяженностью способны дать нежелательный эффект: потери напряжения будут велики, в результате сила тока начнет снижаться, дуга – укорачиваться и усложняться в управлении.
Соединение
Соединение сварочных кабелей может производиться горячей пайкой, сваркой, опрессовкой или с помощью соединительных муфт с последующей изоляцией мест соединения. Также существует еще один способ, который является самым простым — это соединение «скруткой». Соединение сварочных кабелей при наращивании длины производится всеми вышеперечисленными способами. Наиболее надежным является сваривание.
На практике используются три метода сварки:
Первый метод подходит для соединения жил однопроволочных проводов из меди или алюминия; подразумевает использование клещей с двумя угольными электродами. В качестве источника энергии выступает трансформатор или инвертор. Может также применяться флюс. Сплавление концов жил осуществляется в результате нагрева электродов.

Газовая сварка используется для работы с однопроволочными жилами из алюминия, площадь сечения которых не превышает 20 мм2. Применение данного метода для сваривания медных жил недопустимо. В качестве горячего газа выступает ацелитен-кислородная и пропан-воздушная смесь. Многопроволочные жилы следует сваривать в два этапа: соединение жил в единое целое, а затем сплавление между собой.
При термитной сварке используются специальные (термитные) патроны АТО, А и АТ.
Места соединений необходимо изолировать, например изоляционной лентой. Таким образом, соединение сварочных кабелей при наращивании длины будет носить надежный характер.
Другие способы соединения представлены в соответствующей статье.
Подключение оборудования
Очень важно подключить проводники к устройству без ошибок. Шнуры для сварочного аппарата должны подсоединяться только при помощи наконечников, которые могут быть закреплены на проводах за счет прессовки или спайки.
Подключать проводники нужно к силовым разъемам, а также держателям электродов при соблюдении полярности. Если они соединяются между собой, их нужно изолировать друг от друга и соединять с помощью опрессовки.
Предварительно нужно проверить маркировку, сечение и соответствие номинальной мощности параметрам применяемому оборудованию.
Читайте также: