Соединение труб разного диаметра сваркой
Обновлено: 20.09.2024
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В современном строительстве используются разные материалы для трубопроводов.
Заготовки ПВХ, ПНД постепенно вытесняют металл. Всевозможные виды соединений, а также использование в работе компрессионной фурнитуры делает монтаж более качественным и надежным.
Из металла

При проводке стального внутреннего водопровода используются трубы малого диаметра с тонкой стенкой. Сварка тонкостенных труб из стали производится с помощь газовой горелки или электрической дуги.
При врезке внутренней гребенки квартиры в стояк используется Т-образное соединение. В трубе большего сечения делают отверстие, а тонкие стенки второй трубы немного стачивают болгаркой для лучшей стыковки.
Разделка кромок при этом варианте не делается. Перед началом сварки детали очищают от ржавчины и грязи, стыкуют. Здесь важно следить за правильным расположением стыков. Они должны быть перпендикулярны или находится под определенным углом.
При работе в заготовительных цехах, как правило, используют сварку полуавтоматом. На строительных площадках, предпочтение отдается газосварке.
После правильной стыковки, требуется выполнить прихватки для фиксации соединения. Прихваток на малом сечении достаточно 2, с ростом диаметра, количество хваток увеличивается.
При неповоротном стыке вначале производят сварку потолка, затем делают вертикальный шов и варят в нижнем положении. При таком виде работ необходимо привлечение квалифицированного специалиста.
Трубы разного диаметра могут соединяться через металлические переходники или вставляться одна в другую.
Если металлические трубы разного диаметра вставляют одна в другую, т о можно сделать надрезы в большей трубе, подогнуть края, и далее произвести сварку.
Фитинги принято использовать при резьбовых соединениях стальных заготовок. Сварка регистров, приварка бочонков к трубопроводу при переносе газового оборудования – это неполный перечень, где может понадобиться выполнить сварку трубопроводов разного сечения.
Из полипропилена

В современном строительстве и сантехнике принято использовать разнообразные виды пластиковых труб.
Трубы разного диаметра из этих материалов соединяют с помощью компрессионных фитингов или с помощью «холодной» сварки. Но и без термической сварки в этих операциях не обойтись.
Трубопроводы из полипропилена в основном применяются при прокладке внутридомовых сантехнических сетей. Перед началом сварки требуется подготовить инструменты и материалы к работе. Выбор инструментов зависит от применяемой технологии. Это может быть:
- раструбная полифузная сварка;
- применение переходников или муфт с расположенными в них нагревательными элементами.
При полифузном способе операции выполняются по такому алгоритму. По разметке нарезают трубные заготовки. При этом следует обязательно снять слой заусеницы после реза.
Края заготовок очищают от смазки и грязи. В зависимости от вида пластиковых труб подготовка к монтажу ведется разными способами.
При армировании деталей алюминиевыми трубками их отрезают с помощью специального торцевателя. При близком расположении слоя армирования к краю трубы, этот слой необходимо удалить полностью.
На концах деталей делают отметки (на расстоянии не менее 15 мм). Эта величина зависит от длины раструба фитинга.
Поверхности обезжиривают растворителем и надевают на разогретые насадки. При этом следует учитывать время разогрева деталей, которое маркируется на поверхности трубных изделий.
Разогретые детали снимают и надежно соединяют. После стыковки их нельзя перекручивать. Спустя минуту, стык зафиксируется, но заполнять водой и испытывать трубопровод можно только спустя час.
Трубопроводы из труб до 40 мм стыкуются ручным способом, для больших диаметров применяют монтажные механические приспособления. Они создают достаточное усилие и обеспечивают соосное расположение отрезков разного диаметра.
Из полиэтилена

Сварка полиэтиленовых труб большого диаметра требует выполнения несколько иных работ. Трубы большого сечения сваривают с помощью стыкового метода.
Для этого потребуется использовать сварочную машину, надежный труборез, растворитель и тряпки. Машина для сварки – это многофункциональный агрегат, в состав которого входит центрирующий детали механизм, торцеватель, нагреватель, гидравлическая станция, обеспечивающая достаточное усилие при соединении разогретых деталей встык.
Оборудование работает от электричества. В случае отсутствия поблизости питающих сетей следует подготовить дизельный или бензиновый генератор.
Сваривать трубы ПНД необходимо в следующем порядке:
- делается трубная заготовка по эскизу или проекту;
- происходит фиксация свариваемых деталей с помощью центратора машины;
- концы заготовки обрабатывают от грязи и масла;
- торцевателем производится обрезка кромок под сварку и очистка деталей от стружки;
- между торцами труб помещается разогретая плита, торцы сильно прижимают к ее поверхности;
- когда концы нагреются до плавления, плиту убирают, а заготовки соединяют между собой встык;
- С помощью гидравлики выдерживается определенное усилие до остывания стыка.
Таким же образом можно соединять трубы ПНД разного диаметров. На качество соединения влияет выбранная температура нагрева, усилие, необходимое для соединения разогретых деталей и время выполнения всех циклов сварки.
В случае толстой стенки
Сварка толстостенных труб потребует увеличения всех параметров. Температура должна находиться в пределах 2000 – 2300, усилие контролируется с помощью манометра.
Но лучшим способом контроля состояния валиков шва является визуальный контроль. Если валики тонкие, значит при нагреве была недостаточно высокая температура. Это ненадежное соединение и его следует переварить.
Для соединения отрезков с разным диаметром используются переходники из таких же материалов, как сама труба. Сварка деталей разного диаметра через переходник выполняется абсолютно одинаково, как и соединение одинакового диаметра.
Наиболее часто для сварки пластиковых деталей используется электромуфтовый метод. Особенно часто его применяют при сварке ПНД заготовок небольшого диаметра.
Трубы помещаются в специальные фитинги с расположенными в них нагревательными элементами. Материал муфты, расплавляясь, надежно сваривает заготовки разного диаметра.
При выполнении работ необходимо жестко фиксировать заготовки. Нагрев ведется в автоматическом режиме, после окончания сварки останется только отсоединить контакты.
В заключение надо напомнить, что каким бы образом не проводилась сварка труб разного диаметра, следует обязательно выполнять правила пожарной и электробезопасности.
Как ровно сварить трубы с разным диаметром
При необходимости надежно и герметично сварить трубы разного диаметра можно воспользоваться старым проверенным способом с сужением торца большей из них. Полученное в результате соединение будет не только надежным, но и красивым.

Что потребуется:
Процесс сварки труб


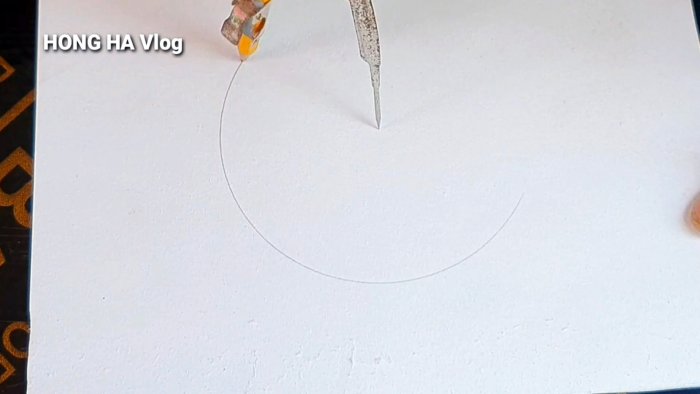
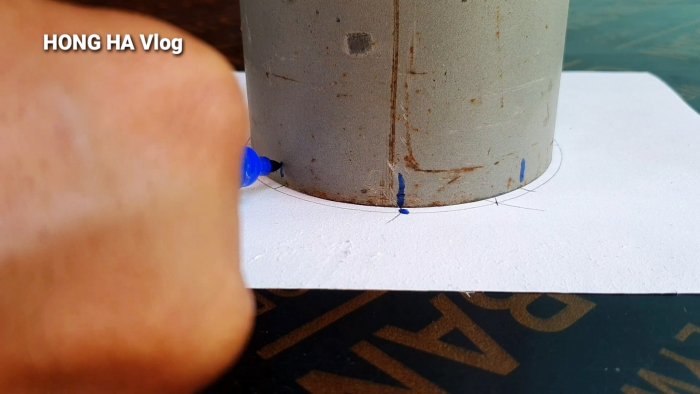
После этого необходимо разделить окружность большей из них на 8 равных частей. Это удобно сделать, расчертив на бумаге круг такого де диаметра, и перенести разметку из него на трубу.
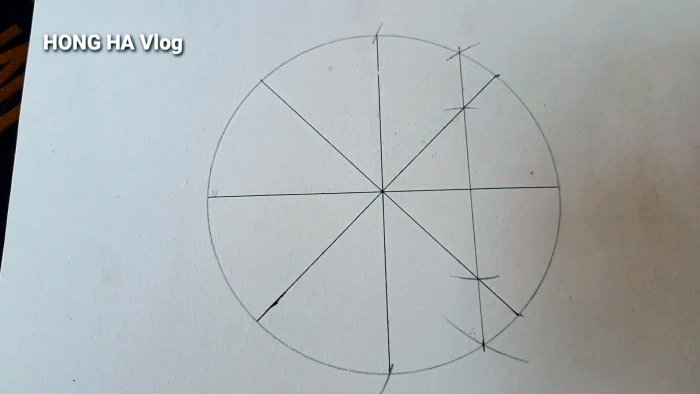

Далее необходимо расчертить клинья, вырезав которые можно сузить край до диаметра меньшей трубы. Для этого нужно сделать расчет по формуле (d1-d2)/8.
Полученное значение делится пополам. От каждой продольной полосы нужно отступить влево и вправо на полученное расстояние и поставить метки.
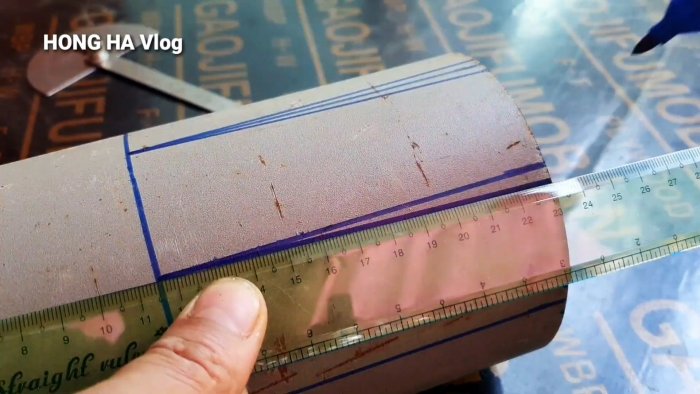
Теперь обмотав края урезанной трубы растянутой резиновой лентой, можно ее равномерно ужать до требуемого диаметра.




Смотрите видео
Воротниковый способ заварки врезки труб разных диаметров
Проще всего врезать трубу небольшого диаметра в трубу заведомо большую. Для этого приставляем первую перпендикулярно ко второй и наносим контур меньшей трубы на поверхность большой. Вырезаем круг, вставляем в него малую трубу и обвариваем место врезки.
Если предстоит врезка двух одинаковых по диаметру труб, то на врезаемой выполняем т. н. «штаны» – сегменты, которые в наибольшей своей части должны иметь размер в три раза меньше диаметра.
Ниже рассмотрим самый сложный случай в части раскроя, когда врезаемая труба по диаметру немного меньше основной, например, соответственно 89 мм или 76 мм и 100 мм.

Понадобится
- заготовки труб двух разных диаметров;
- болгарку с отрезным и шлифовальным кругом;
- маркер;
- линейку, угольник;
- сварочный аппарат;
- молоток.
Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.

На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.


Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.

Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.

Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.

Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.

До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.

Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А. Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.
Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.

Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.
Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.
Читайте также: